Ремонт изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт катушек электромагнитов. Катушки бывают каркасными и бескаркасными. Наиболее часто встречающееся повреждение трещины в каркасе длиной до 15 мм [22]. Их устраняют следующим образом. Поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. На поверхность трещины наносят слой клея БФ и в течение 10—15 мин подсушивают на воздухе, затем наносят второй слой и выдерживают еще 5—10 мин. Склеиваемые части каркаса стягивают тафтяной или хлопчатобумажной изоляционной лентой и высушивают в сушильном шкафу в течение 1,5—2 ч при температуре 100—110 °С, после чего охлаждают и снимаю бандаж.
При пониженном сопротивлении изоляции (менее 0,5 МОм) ка- тушку помещают в сушильный шкаф с температурой 60—70 °С на не- сколько часов. По достижении значения изоляции (не менее 1 МОм) производят ее пропитку лаком БТ-988 или БТ-987-М и вторично сушат в течение 8 ч при температуре 105 °С.
При повреждении наружного слоя изоляции катушки или обрыве обмоточного провода в верхних слоях обмотки снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков аналогично намотке новых катушек.
При значительных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушку заменяют новой.
Ремонт каркасных катушек. Следующие виды каркасов: прессованные (каркасы заводского изготовления); сборные из слоистой изоляции, состоящие из гетинаксовой прямоугольной трубки и шайб из гетинакса или текстолита, кроме того, каркасы могут быть собраны из деталей, отштампованных из гетинакса толщиной 1—2 мм в зависимости от величины катушки; после сборки каркаса углы между щеками и боковыми стенками заклеивают шеллачным или бакелитовым лаком; клееные, в которых шайбы и трубки из электрокартона склеивают посредством полотняных разрезных шайб или лент, расположенных по всей окружности каркаса.
Намотку катушек осуществляют на любом намоточном станке,однако конструкцию последнего (автомат, полуавтомат, ручные намоточные станки) следует учитывать при расчете катушки.
Подбирают необходимый для катушки каркас и провод, параметры которого должны соответствовать паспортным данным. Концы провода катушки зачищают шлифовальной шкуркой, лудят припоем ПОС-ЗО и припаивают к проводнику вывода. Вывод состоит из листовой или латунной детали с припаянным к ней проводником большего сечения, чем провод обмотки, для обеспечения механической прочности вывода.Место пайки изолируют.
Ремонт бескаркасных катушек. По размерам дефектной катушки изготовляют разъемную оправку (рис.3.88, а) где: ): 1 –деталь;–щеки; 3 –втулка; 4 –штырь; 5 –гайка;–шпилька; 7 –щель;).
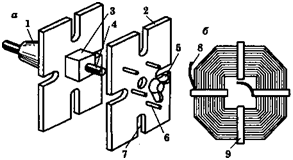
Рис. 3.88. Разъемная оправка (а) к бескаркасной катушке (б)
Размер ее с учетом изоляции катушки должен соответствовать сердечнику, для которого предназначена катушка.
Оправку устанавливают на токарном станке, закрепляя за деталь 1, или на специальном намоточном приспособлении. На оправку в четырех местах по периметру укладывают тафтяную ленту с таким расчетом, чтобы после намотки катушки ее хватило для устройства бандажа (рис.3.88, б)где: 8 –вывод; 9 –бандаж). По тафтяной ленте втулку оправки оборачивают двумя слоями электрокартона толщиной 0,2—0,3 мм и шириной, равной высоте катушки. К началу обмотки припоем ПОС-3О припаивают кусок гибкого медного провода (вывод 8). Место пайки изолируют полоской миканита.
При намотке катушки каждый слой покрывают пропиточным лаком и тонкой электротехнической бумагой шириной на 5—7 мм больше высоты катушки. Края бумаги завертывают под крайние витки следующего слоя катушки.
К концу обмотки припаивают также кусок гибкого провода длявывода. Катушку бандажируют ранее уложенной тафтяной лентой. Изготовленные катушки сушат в течение 2 ч в сушильном шкафу при температуре 80—90 °С, проверяют сопротивление изоляции и целостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускают в пропиточную ванну с лаком МЛ-92, где выдерживают до прекращения выделения пузырьков, после чего еще раз сушат в течение 4—5 ч при температуре 100—110 °С. Высушенную обмотку катушки обматывают двумя-тремя слоями изоляционной бумаги, двумя слоями лакоткани или тафтяной ленты, очищают выводы и каркас от слоя лака и наклеивают бирку.
Пропитка и сушка катушек. Бескаркасные катушки после из- готовления и проверки величины сопротивления их изоляции пропи- тывают черными асфальтомасляными лаками (отделка катушки).
Перед пропиткой катушки необходимо просушить при температуре 105—110 °С в течение 3 ч, затем охладить до 60—70 °С и теплыми погрузить в подогреваемый до 60—70 °С лак на 4 ч. После этого катушки вынимают и раскладывают на 30 мин на сетке для стекания лака и затем снова сушат при температуре 110—120 °С в течение 10 ч. При пропитке катушек с эмалевой изоляцией асфальтовый лак не должен содержать в себе в качестве растворителя бензол, разрушающе действующий на эмалевую изоляцию.
Дата добавления: 2016-01-03 ; просмотров: 2933 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт дугогасительных камер коммутационных аппаратов
РЕМОНТ ДУГОГАСИТЕЛЬНОГО УСТРОЙСТВА И КОНТАКТНОЙ СИСТЕМЫ ВЫКЛЮЧАТЕЛЕЙ ВМ-35 и МКП-35
Для ремонта дугогасительного устройства производится его разборка.
У выключателей 1ВМ-35 (рис. 1’2) снимается экран, для чего освобождается проводник 4 из-под гайки стопорной шпильки 5 и отвертываются болты, крепящие экран к камере. У выключателей МКП-35 (рис. 13) производится частичная разборка камеры, для чего:
а) отвертываются болты, крепящие экран 7, который после этого опускается до упора в траверсу;
б) отвертываются четыре болта, крепящие корпус 2 к держателю 1\ корпус с камерой опускается;
в) экран поднимается и надевается на нижнюю часть бакелитовой втулки ввода, после чего вынимаются корпус и камера 5. Затем снимается экран.
Камеры протираются и осматриваются доступные части прокладок, пластин и других изоляционных деталей. При загрязнении камеры копотью она промывается сухим изоляционным маслом. Детали камеры подлежат замене при наличии ожогов, следов электрических разрядов, расслоений или короблений.
У камер выключателей ВМ-35 должны быть проверены стяжные шпильки. Если обнаружены стальные стяжные шпильки, они должны быть заменены.
Тщательно осматриваются и при необходимости ремонтируются экраны дугогасительного устройства. У выключателей ВМ-35 во избежание случайного повреждения слабой металлической обкладки наружный изоляционный лист не следует отнимать от внутреннего. Металлическая обкладка осматривается только при необходимости. Обкладка (станиоль, алюминиевая фольга, шоопировка) не должна иметь надрывов и трещин, так как эти дефекты частично или полностью нарушают
экранирующее действие. В случае наличия подобных дефектов устанавливается новая станиолевая обкладка или шоопированный экран. При их отсутствии можно установить обкладку из жести, облудив место контакта (рис. 16). В такой обкладке делаются прорези и отгибаются лепестки, с помощью которых обкладка крепится на листе электрокартона. Этот лист размещается между наружным и внутренним листами экрана.
Проверяется также состояние внутреннего и наружного листов экрана. Они не должны иметь разрывов, трещин и проколов. На выключателях типа ВМ-35, изготовленных фирмой Саксенверке, наружный гетинаксовый лист имеет ошибочно предусмотренное отверстие в месте размещения на внутреннем листе винта для подсоединения проводника 4 (рис. 12). Указанные листы подлежат замене новыми, не имеющими отверстий.

Рис. 16. Обкладка из жести для экрана выключателя ВМ-35.
При осмотре экрана проверяется правильность расположения крепежных отверстий на листах. Центры
верхней пары отверстий должны отстоять на 110±2 мм от верхнего края, а центры нижней пары отверстий — на 20±2 мм от нижнего края листов Это требование объясняется тем, что при ином расположении крепежных отверстий после установки экрана на камеру расположение экрана относительно камеры так изменяется, что верхний или нижний участок камеры уже не будет закрыт барьерами. Из-за этого снизится разрядное напряжение на бак.
Ремонт контактной системы выключателей производится с учетом следующего.
При наличии оплавлений неподвижный контакт снимается с дугогасительного устройства. Для этого у выключателей ВМ-35 отвертываются болты, крепящие гибкую связь (рис. II) к неподвижному контакту, и выбивается ось, на которой он сидит. У выключателей МКП-35 (рис. 13) для отвертывания неподвижного контакта необходимо сначала вывернуть стопорный винт.
Подвижные контакты осматриваются и ремонтируются без снятия со штанги.
Оплавления и раковины на контактных поверхностях опиливаются напильником, причем при опиловке не должен нарушаться профиль контактной детали. Контактные поверхности деталей из меди или ее сплавов зачищаются от грязи, окисления, осадков с помощью напильника, шкурки или с применением кардоленты. После зачистки опилки удаляются и контактные поверхности смазываются жировой смазкой ЦИАТИМ-201, УН (технический вазелин). Если детали работают погруженными в масло и непосредственный доступ воздуха к контактным поверхностям исключен, то контактные поверхности после зачистки не смазываются. После опиловки па контактных поверхностях не должны оставаться раковины глубже 0,5 мм.
Если контакты не имеют оплавлений, снятие неподвижного контакта может не производиться.
Контактные пружины осматриваются в нормальном (несжатом) и сжатом состояниях. Пружины, имеющие дефекты, заменяются новыми заводского изготовления. Применение кустарных пружин не допускается.
У выключателей ВМ-35 проверяется состояние изоляционного колпачка между неподвижным контактом и
пружиной. Кроме того, у выключателей ВМ-35 осматриваются нижние кромки боковых граней неподвижных контактов 4 и верхние кромки приливов на башмаке 2, между которыми ходит контакт 4 (рис. 11). Если эти кромки не заовалены, их необходимо опилить. Для этого камера снимается и из нее удаляется неподвижный контакт. Проверяются люфт неподвижного контакта на его оси и симметричность относительно приливов башмака. Для надевания шайб ось неподвижного контакта и сам контакт могут быть сняты с башмака без снятия всей камеры.
У выключателей МКП-35 при ремонте неподвижного контакта должно быть проверено положение головки направляющего болта. Срезы головки болта должны быть расположены против отверстий, имеющихся в стенке латунного стакана, к которому привернуты гибкие связи. Кроме того, следует проверить, что концы болтов, которые крепят гибкие связи, не выходят внутрь кольцевой выточки стакана, в котором расположена пружина.
Сборка дугогасительного устройства ведется в обратном порядке. При сборке дугогасигельного устройства и контактной системы, а также в том случае, если разборка не производилась:
а) проверяются установочные размеры камеры;
б) проверяется центровка камеры относительно подвижных контактов;
е) измеряется ход в контактах (вжим) и одновременность замыкания контактов в фазе и между фазами:
г) определяется запас хода подвижных деталей до упора в другие детали;
д) измеряется ход подвижных контактов.
Камеры должны быть расположены отвесно с отклонением от вертикали ±1 мм на полную высоту камеры. Расстояние от камер до оси направляющей трубы должно быть одинаковым и у выключателей ВМ-35 равно 80± 1 мм, а у выключателей МК.П-33 —в пределах 90± 1 мм (рис. 3 и 4). Большие отклонения недопустимы, так как это приведет к приближению камер к стенкам бака и ослабит электрическую прочность промежутка между камерой и баком.
Камера должна быть правильно центрована относи-
тельно подвижных контактов, чтобы обеспечить их движение без заеданий. Для проверки центровки выключатель включается вручную до подхода подвижных контактов к неподвижным. Подвижные контакты должны ходить в камере, не касаясь ее стенок. Касание подвижными контактами стенок камеры недопустимо, так как это может привести к их заеданию при включении или отключении выключателя. В случае необходимости поворотом камер на токоведущем стержне регулируют их положение таким образом, чтобы подвижные контакты входили в камеру, не касаясь ее стенок.
Проверка хода в контактах (вжим) и одновременности замыкания контактов выключателя производятся с применением шестилампоьоЛ схемы (приложение 3).
Проверка начинается с одной из камер любой фазы. Выключатель включается вручную до соприкосновения подвижных контактов с неподвижными, что определяется по зажиганию лампы, включенной на данную камеру. На изолирующей штанге против нижнего торца направляющей трубы делается простым карандашом первая отметка, соответствующая этому положению. Затем выключатель довключается до положения «включено». При этом на изолирующей штанге делается вторая отметка. Расстояние между первой и второй отметками соответствует ходу в контактах (вжиму). Подобным образом замеряется вжим в контактах для второй камеры этой же фазы.
Ход в контактах для выключателей ВМ-35 должен быть в пределах 12±2 мм, а для выключателей ВМ-35 выпуска до 1941 г. — в пределах 10±2 мм, для выключатели МКП 35 ход в контактах должен быть в пределах 16 ± 1 мм.
Одновременность касания подвижными контактами пепоавижпых в обеих камерах данной фазы проверяется следующем образом. На штанге при проверке вжимов нанесены отметки, соответствующие замыканию контактов в одной и другой камерах. Эти отметки должны быть близки друг к другу. Другими словами, лампы, включенные на одну и другую камеры одной фазы, должны загораться почти одновременно. Разновременность замыкания контактов одной фазы допускается не болee 2 мм по хоту штанги.
В случае неправильного вжима пли большей разновременности производится регулировка контактной системы фазы. Для этого одну или обе камеры поднимают или опускают на токоведущих стержнях вводов на несколько миллиметров. При этом должны быть выдержаны установочные размеры и соблюдена центровка камер. Вместо перемещения камер у выключателей ВМ-35 можно переместить подвижной контакт на наконечнике штанги, а у выключателей МКП-35 ввернуть или вывернуть контактные стержни.
После проверки вжтгма и одновременности в первой фазе приступают к проверке остальных двух фаз, которая проводится таким же образом.
Разновременность замыкания контактов между фазами не должна быть более 4 мм по ходу штанги. Это означает, что от замыкания контактов в первой камере очной из фаз (загорание первой лампы) до замыкания контактов в последней камере (загорание последней лампы) ход штанги выключателя должен быть не белее 4 мм. Если необходима регулировка одновременности между фазами, она проводится подобно регулировке одновременности для одной фазы.
Запас хода подвижных деталей до упора в другие детали определяется только у выключателей МКП-35 путем измерения расстояния между| траверсой в положении выключателя «включено» и горловиной камеры. Запас хода должен быть не менее 15 мм.
Для проверки хода подвижных контактов выключателя производится измерение расстояния между отметками на штанге, соответствующих положению «включено» и «отключено», Проверка производится только для очной средней фазы. Ход подвижных контактов выключателей ВМ-35 должен быть равен 235 +f0 мм, а для выключателей ВМ-35 выпуска до 1941 г. ход подвижных контактов должен быть в пределах 200—210 мм. Для выключателей МКП-35 ход подвижных контактов должен быть в пределах 270—280 мм.
После проведения указанных выше проверок устанавливаются экраны дугогасительного устройства. У выключателей ВМ-35 после закрепления экрана болтами (рис. 12) присоединяется медный проводник 4, соединяющий башмак камеры с обкладкой 2. На башмаке проводник должен быть присоединен к стопорной ШПИЛЬке 5 при помощи второй ганки. К обкладке проводник присоединяется с помощью винта. Проводник от винта должен идти непосредственно к стопорной шпильке башмака и располагаться внутри объема, ограниченного экраном. Проводник расположен неправильно, если от винта он проходит вверх между наружным и внутренним листами экрана и затем уже к шпильке башмака. При таком неправильном выводе проводника снижается разрядное напряжение и может произойти перекрытие между проводником (в месте выхода из экрана) и баком выключателя.
Источник