- Ремонт думпкаров 2вс 105
- Улучшение технического состояния думпкаров
- думпкары 2ВС-105 после кап ремонта
- ScaleTrainsClub — Модели железных дорог
- Подключение через аккаунт в соц.сети
- 6-осный думпкар 2ВС-105
- 6-осный думпкар 2ВС-105
- 6-осный думпкар 2ВС-105
- 6-осный думпкар 2ВС-105
- 6-осный думпкар 2ВС-105
- 6-осный думпкар 2ВС-105
- Re: 6-осный думпкар 2ВС-105
Ремонт думпкаров 2вс 105
ВАГОНЫ-САМОСВАЛЫ 2ВС-105 ГРУЗОПОДЪЕМНОСТЬЮ 105 т
Шестиосные вагоны-самосвалы 2ВС-105 грузоподъемностью 105 т (рис. 59) построены Калининградским вагоностроительным заводом взамен вагонов ВС-100 грузоподъемностью 100 т, при эксплуатации которых имели место повреждения различных несущих элементов. В конструкции вагонов-самосвалов 2ВС-105 по сравнению с вагонами-самосвалами ВС-100 заметно усилены несущие элементы шкворневых кронштейнов и верхней рамы. Шкворневой кронштейн усилен в результате установки дополнительных вертикальных ребер из листа толщиной 12 мм, которые связаны тремя внутренними листами
толщиной 8 мм. Снаружи в местах крепления вертикальных ребер шкворневых кронштейнов к хребтовой балке они усилены косынками толщиной 10 мм.
Конструкция шкворневых кронштейнов вагона-самосвала 2ВС-105 предусматривает центральную передачу нагрузки от верхней рамы (в вагонах ВС-100 нагрузка от верхней рамы на шкворневые кронштейны передавалась на опоры, расположенные по обе стороны от его оси симметрии, что создавало дополнительный крутящий момент и неравномерное распределение перерезывающей силы между стенками кронштейна). Верхняя рама вагона-самосвала 2ВС-105 усилена поперечными балками из двутавра № 20. В отличие от вагона ВС-100 наклон кузова осуществляется не четырьмя, а шестью пневматическими цилиндрами, расположенными на нижней раме по три с каждой стороны от продольной оси.
Возвращение кузова в поездное положение после разгрузки происходит принудительно под действием сжатого воздуха, который подается в верхнюю полость среднего разгрузочного цилиндра, что позволяет примерно на 20% сократить время полного цикла разгрузки вагона. В механизме наклона кузова отсутствует сложная система литых рычагов, что упрощает ремонт и эксплуатацию этих вагонов по сравнению с вагонами ВС-100.
Исследования эксплуатационных качеств вагонов-самосвалов 2ВС-105 подтвердили эффективность принятых мер по улучшению конструкции вагона.
Вагон-самосвал 2ВС-105 представляет собой цельнометаллическую сварную конструкцию, состоящую из нижней рамы, на которую опирается кузов, и двух трехосных тележек УВЗ-11А.

Рис. 59. Вагон-самосвал 2ВС-105 грузоподъемностью 105 т
Источник
Улучшение технического состояния думпкаров
В ходе обследования выявлено следующее: в собственности ЦЖДТ находится 384 думпкара 2ВС-105. В эксплуатации находятся 197 думпкаров с просроченным сроком капитального ремонта. Из них 61 – с превышением нормативного срока эксплуатации. Эксплуатация вышеупомянутого подвижного состава запрещена приложением №5 к «Правилам технической эксплуатации железных дорог Российской Федерации».
Основными неисправностями, возникающими в процессе эксплуатации, являются:
– износ боковых бортов (рисунок 1.6);

Рисунок 1.6 – Износ боковых бортов
– износ внутренних поверхностей кузова грузовой платформы, что приводит к уширению кузова;
– увеличение нормативных зазоров между боковыми и торцевыми бортами до 500мм. (нормативная величина зазора 130 мм) – рисунок 1.7;

Рисунок 1.7 – Увеличение нормативных зазоров между боковыми и торцевыми бортами до 500мм
– сверхнормативный зазор между боковыми бортами и грузовой платформой;
– деформация продольных балок (рисунок 1.8).

Рисунок 1.8 – Деформация продольных балок
Для бесперебойной работы цеха, исходя из периодичности проведения капитальных ремонтов думпкаров – 5 лет, требуется проведение ежегодного капитального ремонта 60 думпкаров. В 2012 году проведен капитальный ремонт 1 думпкара, в 2013 – 36 думпкаров. Для проведение необходимого количества капитальных ремонтов в 2014 году требуются денежные средства в сумме 141 000 тыс. руб. с НДС, выделено – 25 850 тыс. руб. с НДС.
ЦЖДТ был разработан план замены и капитальных ремонтов парка думпкаров (таблица 1.2).
| Год |
| Планируемое количество думпкаров на замену |
| Планируемое количество капитальных ремонтов |
Капитальные ремонты проводятся на базе вагонного депо ЦЖДТ своими силами и подрядными организациями (рисунок 1.9).
до ремонтапосле ремонта


Рисунок 1.9 – Состояние думпкаров до ремонта и после
Неудовлетворительное состояние думпкаров приводит к просыпям на железнодорожных путях и к увеличению времени по разгрузке на ККД. Пример:
– повреждение борта думпкаров (рисунок 1.10);


Рисунок 1.10 – Повреждение борта думпкаров
– сверхнормативный зазор между боковыми бортами и грузовой платформой (рисунок 1.11);

Рисунок 1.11 – Сверхнормативный зазор между боковыми бортами и грузовой платформой
– техническая неисправность моторных думпкаров: пример – руда в течение смены 23.10.2013 г. из моторных думпкаров на вертушках № 343 и № 348 не выгружалась.
Были вырезаны образцы из бортов думпкаров, изготавливаемых из металла, поставляемого с Украины и Казахстана. В ЦЛК ОАО «НЛМК» проведен анализ химического состава. Металл, поставляемый из Казахстана, не соответствует стали марки 09Г2С по ГОСТ 19281 (требования общих технических условий на думпкары ГОСТ 5973).
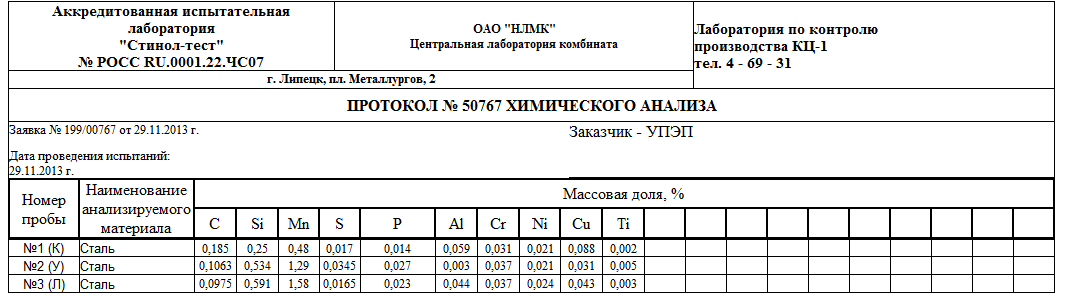
Рисунок 1.12 – Результаты испытаний
Рекомендации:
– Создать контрольную карту «отсутствие на ККД локомотивосостава»;
– Обеспечивать равномерное распределение вертушек по всему пути от перегрузочного склада до ККД на время пересменок в ЦЖДТ;
– Разработать регламент взаимодействия оперативного персонала ЦЖДТ и ОФ;
– Для предотвращения возникновения нештатных ситуаций при транспортировке, провести перепись вагонного парка с целью выявления наиболее изношенных и угрожающих безопасности движения вагонов для дальнейшего вывода из эксплуатации или переброски на менее загруженные и ответственные участки работ;
– Рассмотреть возможность аренды думпкаров или передачи функций содержания и ремонтов на аутсорсинг;
– Обеспечить претензионную работу с поставщиками с учетом требований общих технических условий на думпкары ГОСТ 5973;
– Организовать отслеживание простоев железнодорожных составов ЦЖДТ в ИС СПЭП.
Источник
думпкары 2ВС-105 после кап ремонта
Предложение (продажа)
Наше предприятие проводит все виды ремонта думпкарам 2ВС-105. Капитальный ремонт может включать в себя следующие виды работ:
— установка новых продольных бортов;
— установка новых лобовых стенок, лист (8-10)мм;
-замена верхнего (12-14мм), цельный лист, и нижнего (6-8мм) пола, а также демпфируюшей прокладки между ними (березовый брус 70*150);
— замена продавленных поперечных балок под нижним полом;
-усиление зоны погрузки дополнительными поперечными балками;
— ремонт с заменой тормозных цилиндров;
— ремонт систем опрокидывания и торможения;
— ревизия систем торможения;
— ревизия буксовых узлов;
— ремонт и ревизия автосцепного оборудования;
— ревизия и ремонт ходовой части,
— ревизия и замена (при необходимости) колесных пар;
-очистка, грунтовка и покраска вагонов;
Обращаем Ваше внимание, что продольные борта могут быть выполнены в нескольких вариантах (аналогичный «Зелена Гура», усиленный, с коротким кронштейном, длинным кронштейном, что уменьшает риск излома при налипании породы), верхний пол может быть выполнен из цельного листа металла, что значительно снижает риск прорыва металла при погрузке породы. Также возможна установка колесных пар различного технического состояния (б/у бандаж от 35-60 мм, СОНК, НОНК).
Также нашим предприятием предлагается схема обмена думпкаров прошедших капитальный ремонт на думпкары заказчика, нуждающиеся в капитальном ремонте, с оплатой заказчиком разницы составляющей стоимость ремонта. Данная схема позволит значительно сократить время предполагаемого ремонта, следовательно, сократить издержки от вывода думпкаров из технологической цепочки на производстве.
На данный момент имеются пока еще не проданные остатки от предыдущей партии, два думпкара 2ВС-105 после кап. ремонта.. Замена лобовых стенок и продольных бортов, замена верхнего и нижнего полов, с заменой продавленных нижних балок, обод колеса от 65 до 72.
Источник
ScaleTrainsClub — Модели железных дорог
Все о моделях железных дорог!
- Непрочитанные сообщения
- Сообщения без ответов
- Активные темы
- Поиск
Подключение через аккаунт в соц.сети
6-осный думпкар 2ВС-105
6-осный думпкар 2ВС-105
#1 Непрочитанное сообщение Wowan » Пн окт 10, 2011 2:34 am
Вагон-самосвал типа 904V – шестиосный вагон, предназначенный для перевозки породы и руды из карьеров и их разгрузки на отвалы или в измельчающие устройства.
Фото — с сайта завода Tabor Szynowy Opole S.A. (Польша).
Если не ошибаюсь, это вагон ВС-105 (модель 31-634).
6-осный думпкар 2ВС-105
#2 Непрочитанное сообщение dolenc » Сб мар 03, 2012 6:09 am
6-осный думпкар 2ВС-105
#3 Непрочитанное сообщение Меланж » Сб мар 03, 2012 10:15 pm

6-осный думпкар 2ВС-105
#4 Непрочитанное сообщение R-teck » Чт мар 08, 2012 11:51 pm
6-осный думпкар 2ВС-105
#5 Непрочитанное сообщение Юрий Шевчук » Чт фев 21, 2013 2:34 am
Re: 6-осный думпкар 2ВС-105
#6 Непрочитанное сообщение Юрий Шевчук » Пн фев 25, 2013 2:29 pm
Шестиосные вагоны-самосвалы 2ВС-105 грузоподъемностью 105 т (рис. 59) построены Калининградским вагоностроительным заводом взамен вагонов ВС-100 грузоподъемностью 100 т, при эксплуатации которых имели место повреждения различных несущих элементов. В конструкции вагонов-самосвалов 2ВС-105 по сравнению с вагонами-самосвалами ВС-100 заметно усилены несущие элементы шкворневых кронштейнов и верхней рамы. Шкворневой кронштейн усилен в результате установки дополнительных вертикальных ребер из листа толщиной 12 мм, которые связаны тремя внутренними листами толщиной 8 мм. Снаружи в местах крепления вертикальных ребер шкворневых кронштейнов к хребтовой балке они усилены косынками толщиной 10 мм.
Конструкция шкворневых кронштейнов вагона-самосвала 2ВС-105 предусматривает центральную передачу нагрузки от верхней рамы (в вагонах ВС-100 нагрузка от верхней рамы на шкворневые кронштейны передавалась на опоры, расположенные по обе стороны от его оси симметрии, что создавало дополнительный крутящий момент и неравномерное распределение перерезывающей силы между стенками кронштейна). Верхняя рама вагона-самосвала 2ВС-105 усилена поперечными балками из двутавра № 20. В отличие от вагона ВС-100 наклон кузова осуществляется не четырьмя, а шестью пневматическими цилиндрами, расположенными на нижней раме по три с каждой стороны от продольной оси.
Возвращение кузова в поездное положение после разгрузки происходит принудительно под действием сжатого воздуха, который подается в верхнюю полость среднего разгрузочного цилиндра, что позволяет примерно на 20% сократить время полного цикла разгрузки вагона. В механизме наклона кузова отсутствует сложная система литых рычагов, что упрощает ремонт и эксплуатацию этих вагонов по сравнению с вагонами ВС-100.
Исследования эксплуатационных качеств вагонов-самосвалов 2ВС-105 подтвердили эффективность принятых мер по улучшению конструкции вагона.
Вагон-самосвал 2ВС-105 представляет собой цельнометаллическую сварную конструкцию, состоящую из нижней рамы, на которую опирается кузов, и двух трехосных тележек УВЗ-11А.
Кузов вагона-самосвала. Верхняя рама, два откидывающихся вниз продольных борта и лобовые стенки с расположенными внутри механизмами открывания бортов составляют кузов вагона-самосвала 2ВС-105.
Наружный кронштейн сварен в коробку из листа 1420 x 350 x 10 мм и штампованной детали размерами 480 x 500 x 10 мм, в которую на расстоянии 150 мм от верха вварена втулка с наружным диаметром 123 мм. Лобовую стенку устанавливают на поперечную концевую балку верхней рамы 3 и приваривают по всей ширине вагона. Лобовую стенку монтируют строго вертикально с фиксацией в продольном направлении по наружному кронштейну.
Нижняя рама. У вагона-самосвала 2ВС-105 нижняя рама (рис. 64) состоит из хребтовой балки 5, двух буферных брусьев 4, двух шкворневых 6 и шести цилиндровых балок 8 с кронштейнами, расположенными с обеих сторон вагона.
Хребтовая балка 5 имеет замкнутое коробчатое сечение и изготовлена из двух двутавров № 55, расположенных на расстоянии 350 мм симметрично от продольной оси вагона и перекрытых сверху и снизу листами толщиной 10 мм. Длина хребтовой балки 13 800 мм, масса 4248 кг. В местах крепления шкворневых и цилиндровых кронштейнов с внутренней стороны к вертикальным полкам двутавров приварены ребра жесткости (8 шт.). По концам к вертикальным полкам двутавров хребтовой балки приклепаны объединенная розетка и задний упор автосцепки, ось симметрии которых по высоте проходит на расстоянии 121 мм от нижней кромки двутавра.
При сборке хребтовой балки допускается прогиб в вертикальной плоскости (вверх не более 10 мм, вниз не более 5 мм) и кривизна в горизонтальной плоскости (не более 5 мм). Кронштейн шкворневой балки 6 имеет замкнутое сечение в виде двух вертикальных ребер 11 из листа толщиной 12 мм. Вертикальные ребра 11 разнесены на расстояние 140 мм и усилены двумя ребрами жесткости. Длина шкворневого кронштейна хребтовой балки равна 598 мм. Верхний лист 10 имеет форму ласточкина хвоста, ширина его свободного конца 220 мм, а ширина в месте приварки к двутавру хребтовой балки 310 мм. Верхний лист установлен симметрично относительно оси кронштейна; допускаемое смещение – не более 2 мм. На верхний лист шкворневого кронштейна с обеих сторон вагона на расстоянии 625 мм от его продольной оси приварены литые шкворневые опоры кузова 9 из стали 15Л, или 20Л, или 25Л (ГОСТ 977-65). Опоры на шкворневых кронштейнах установлены строго параллельно; отклонение от параллельности допускается не более 0,5 мм на длине 170 мм.
Кронштейн цилиндровой балки 8 также имеет замкнутое сечение, выполненное в виде вертикальных ребер 12 из листа толщиной 12 мм, перекрытых сверху и снизу листами 14 толщиной 12 мм. Вертикальные ребра 12 разнесены на расстояние 60 мм и усилены ребрами жесткости. Для установки цилиндров наклона кузова в вертикальных ребрах цилиндровых кронштейнов имеётся вырез, усиленный листом 13 толщиной 12 мм. Верхний лист 14 цилиндрового кронштейна также установлен симметрично относительно оси кронштейна; допускается смещение не более 2 мм. На эти листы с обеих сторон вагона установлены литые цилиндровые опоры кузова 15, конструкция которых аналогична опорам шкворневого кронштейна.
Буферный брус 4 вагона-самосвала сварен из вертикального лобового листа толщиной 8 мм, который приварен к торцам двутавра хребтовой балки. Вертикальный лист усилен ребрами и горизонтальными листами, которые также приварены к двутаврам хребтовой балки. К вертикальному листу справа приклепан поручень-ступенька.
На хребтовой балке нижней рамы между шкворневыми кронштейнами установлены упоры 7, которые предохраняют кузов от перемещения в продольном направлении. К хребтовой балке приварены также кронштейны 1, 2 и 3 для крепления соответственно запасного резервуара, воздухозамедлителя и тормозного резервуара. Все элементы нижней рамы изготовлены из стали 09Г2.
Механизм открывания бортов. Рычажная система, действующая одновременно с механизмом наклона кузова, представляет собой механизм открывания бортов (рис. 65). Этот механизм установлен в лобовой стенке и состоит из регулирующей тяги 1, упорной тяги 2 и вертикального литого двуплечего рычага 3, укрепленного на валике 5. Регулирующая тяга 1 одним концом шарнирно соединена с кронштейном 6 продольного борта, а другим – с вертикальным рычагом 3. Упорная тяга 2, в свою очередь, шарнирно соединена с верхней рамой кузова вагона и с вертикальным рычагом 3. Вертикальный литой рычаг 3 шарнирно укреплен на кронштейнах лобовой стенки (см. рис. 63, позиции б и 5). Плечи рычага до шарнирного соединения с регулирующей и упорной тягами выбирают с таким расчетом, чтобы обеспечить опережение открывания борта при наклоне кузова, т. е. борт устанавливается в одну плоскость с полом уже при наклоне кузова на 25°. При наклоне же кузова на 45° борта открываются на угол 54°. Обеспечение опережения открывания борта относительно поворота пола кузова вагона заметно повышает его устойчивость при разгрузке.
Регулирующая тяга 1 состоит из собственно тяги с резьбой и головки, при помощи которой регулируют механизм открывания бортов. При нормальном положении тяга должна быть ввернута в головку на 70 мм (до контрольного отверстия 4). Полная длина тяги равна 1480 мм. Упорная тяга 2 изготовлена из двутавра № 14; к тяге 2 четырьмя заклепками приклепано ушко. Длина тяги составляет 1440 мм (с ушком). Вертикальный рычаг 3 литой конструкции из стали 15Л или 20Л, или 25Л. Длина рычага 1072 мм, диаметр отверстия для шарнирного соединения с упорной и регулирующей тягами 90 мм; диаметр среднего отверстия 105 мм. В отверстия вставлены втулки (из стали СтЗ или стали 09Г2) с внутренними диаметрами соответственно 676 и 91 мм. При изготовлении втулок из стали СтЗ их подвергают цементации на глубину 1-1,5 мм.
Механизм наклона кузова. У вагона-самосвала 2ВС-105 наклон кузова осуществляется пневматическими цилиндрами, расположенными по три с каждой стороны вагона. Средний из цилиндров является механизмом двойного действия; два крайних – одностороннего действия. Цилиндр двойного действия предназначен как для наклона кузова, так и для его возвращения в поездное положение после разгрузки. По своей конструкции он отличается от цилиндра одинарного действия размерами поршня и количеством манжет. Поршень цилиндра двойного действия имеет две манжеты для обеспечения необходимой герметичности при наклоне и возвращении кузова в поездное положение. От сжатого воздуха происходит поступательное движение вверх и вниз поршня в цилиндре двойного действия. В цилиндрах одинарного действия движение вниз осуществляется от нагрузки тары вагона.
Цилиндры наклона кузова состоят из корпуса, двух съемных крышек и движущегося внутри цилиндра поршня со штоком. Корпус цилиндра представляет собой обечайку, изготовленную из широкополосного листа 14 x 1050 мм (СтЗ) с двумя приваренными по окружности цилиндрическими кольцами толщиной 20 мм (СтЗ кп), имеющими 20 отверстий для крепления крышек. К корпусу цилиндра симметрично по обе его стороны приварены цапфы и штампованные детали для крепления цилиндра на нижней раме думпкара. Внутренний диаметр обечайки корпуса цилиндра 678 ± 5 мм; эллиптичность возможна в пределах допуска.
Верхняя крышка размером 14 x 131 x 780 мм изготовлена из стали СтЗ и представляет собой круг, в среднюю часть которого вварена труба с внутренним диаметром 157 мм, которая служит направляющей для перемещения штока цилиндра. Для входа и выхода сжатого воздуха, а также для заливки масла в полость цилиндра в крышку вварены два штуцера, один из которых закрыт пробкой. Нижняя крышка (днище) толщиной 14 мм имеет два отверстия диаметрами 25 и 34 мм для входа и выхода сжатого воздуха и для слива масла. Верхняя и нижняя крышки прикреплены к цилиндрической части корпуса цилиндра болтами М 16 x 60.
Шток изготовлен из трубы и имеет на одном конце резьбу, а на другом отверстие под валик для шарнирного соединения с верхней рамой кузова думпкара. На расстоянии 100 мм, начиная от нижнего торца трубы, приварено упорное кольцо, а внутрь штока поставлена заглушка. Длина штока поршня 1300 мм, расстояние от верхнего торца трубы до оси отверстия для валика 75 мм.
Поршень отлит из серого чугуна. Наружный диаметр поршня 684 мм. Толщина поршня цилиндра двойного действия 119 мм, а цилиндра одинарного действия 110 мм. В зоне лабиринтного уплотнения толщина поршней соответственно 75 и 60 мм. Учитывая, что поршень цилиндра двойного действия работает в более тяжелых условиях, размеры ребер увеличены с 12 x 20 до 12 x 30 мм, а размеры диаметра средней части поршня – с 205 до 320 мм. Размеры площади соприкосновения штока с поршнем в месте их соединения увеличены с 55 до 66 мм. Толщина крайних бортов поршня уменьшена с 10 до 8,5 мм. В литых поршнях недопустимы трещины любой глубины и протяженности. Раковины глубиной более 4 мм и длиной более 10 мм также не допускаются; число раковин на поршне не должно превышать четырех при расстоянии между ними не менее 40 мм.
Для предотвращения перетекания воздуха из полости в полость поршень снабжен двумя уплотнительными манжетами в цилиндре двойного действия и одним в цилиндре одинарного действия. Манжеты изготовлены из морозостойкой резины. Для повышения надежности манжеты с ноября 1970 г. изготовляют по новым техническим условиям, согласно которым резина манжет должна иметь следующие параметры:
Предел прочности при разрыве в кгс/см2 (не менее) . 100
Относительное удлинение в % (не менее) . 160
Остаточное удлинение в % (не менее) . 6
Твердость по Шору . 70-80
Манжеты при температуре до -55°С должны быть эластичными.
Пневматическая система управления разгрузкой вагонов-самосвалов. У вагона-самосвала 2ВС-105 пневматическая система управления разгрузкой представляет собой систему специальных пневматических приборов, соединенных трубопроводами. Эти приборы обеспечивают работу механизмов наклона кузова и открывания бортов. Питание пневматических, приборов сжатым воздухом происходит от локомотива или от компрессора стационарной установки с давлением 50-70 Н/см2 (5-7 ат).
Источник