- Ремонт двигателей Deutz
- Капитальный ремонт двигателей Дойц
- Ремонт и обслуживание моторов Deutz
- Основные неисправности двс Дойц:
- Выездной ремонт двигателей Deutz
- Выездная ремонт Дойц по России
- Сборка двигателя Deutz BFM 1012/1013. Часть 1
- Маслоразбрызгивающие форсунки, толкатели и распредвал
- Подшипники коленвала
- Балансирные валы ДВС 1012
- Ведущая шестерня, регулятор, рейка ТНВД
- Крышка распределительных шестерен и фронтальная крышка
- Поршень и шатун
- Монтаж топливного насоса высокого давления
- Маховик и шкив клиноременной передачи
- Головка цилиндра
Ремонт двигателей Deutz





912 W

D 914


2012 4V

6.1 L6


7.8 L6

16.0 V8

12.0/16.0
Капитальный ремонт двигателей Дойц
Компания Deutz уже более 130 лет на рынке. Линейка насчитывает более 54 видов в том числе судовые двигатели Дойц, которые устанавливаются на спецтехнику, аграрную технику, строительную и дорожную европейского и китайского производства, а также используются в тяжёлой и военной промышленности. Дизельный двигатель Deutz заслужил отзывы и репутацию сверх надёжного и неприхотливого в обслуживании агрегата. Сегодня завод изготовитель держит марку высококачественной продукции, совершенствуя и постоянно дорабатывая технологии.
Ремонт и обслуживание моторов Deutz
Достоинством Дойц является безупречная репутация качественных агрегатов, которые обладают немецкой точностью и надёжностью. Слава заслужена не просто так. В модельный ряд входит агрегаты bf4m1013fc, f2l511, bf6m1013 22e3, bf4m2012, 1013, tcd 2012 l04 2v, td226b, weichai deutz td226b 6g, tcd 2013 l064v, а также газопоршневые двигатели которыми агрегатируются спецтехника и промышленные установки. Отличительными чертами отзывов которые есть в интернете, являются конструктивные особенности, благодаря которым он имеет большой ресурс, при этом сохраняет экономичность и простоту в обслуживании и ремонте.
• Двигатель Deutz способен выдерживать большие перепады температуры воздуха, что позволяет его использование во всех климатических зонах в мире.
• Стоимость вполне приемлема даже для небольшого бизнеса, а простота обслуживания и экономичность позволяют существенно экономить.
• Современные моторы имеют системы, контролирующие выброс вредных веществ, без потери мощности и экономичной работы.
• Оснащаются мощным компрессором EMR2, который позволяет продлить ресурс и увеличивает максимальную мощность.
• Топливная система оборудована двумя насосами высокого давления, что увеличивает мощность подачи топлива без нагрузки на топливную систему.
Основные неисправности двс Дойц:
- • Нет тяги (турбина, компрессия в цилиндрах, форсунки, насосы ТНВД)
- • Троит, неровно работает (неправильная регулировка клапанов, ТНВД, топливная система)
- • Двигатель сапунит (поршневая группа)
- • Дымит черным дымом (проблемы с топливной системой)
- • Синим(сизым) дымом (проблемы с поршневой группой)
- • Белым дымом (попадание антифриза в цилиндры)
- • Двигатель не развивает обороты( ТНВД, топливная система)
- • Не запускается (насосы ТНВД, топливная система, топливная рейка, актуатор)
- • Повышенный расход масло (поршневая группа)
- • Сам развивает обороты (ТНВД)
Наш сервисный центр специализируется на диагностике и обслуживании дизельного двигателя Deutz. Компания производит капитальное восстановление и с выездом по России. За это время было отремонтировано более 1000 моторов. Обслуживание и ремонт двигателей Дойц производится строго по технологии и стандартам, в соответствии с техническим регламентом официального завода производителя в Германии. Специалисты ежегодно проходят стажировку, а их квалификация и опыт подтверждены официальными документами и сертификатами. Мы даём официальную гарантию качества 1 год или 1000 моточасов на капитальный ремонт Deutz с выездом мастера (сервисного автомобиля).
Выездной ремонт двигателей Deutz
Сервисная бригада готова выехать в день обращения со всем необходимым инструментом и диагностическим оборудованием. Возможен стационарный ремонт двигателей Дойц. Готовы предложить срочную установку подменного мотора или доставку до нашего сервисного центра, починку, отладку и транспортировку обратно с установкой на спецтехнику и запуском и всех систем. Мы рассчитываем на долгосрочные отношения, поэтому предлагаем выгодные цены на ремонт двигателей Deutz AG с выездом ( Москва, Санкт-Петербург, регионы России). Важно отметить ключевые причины обращения:
— нестабильная работа на холостом ходу
— потеря мощности
— увеличенный расход топлива
— пропущены регламентные ТО
— изменение цвета выхлопа
— некачественные запчасти
Важным территориальным направлением является Москва и Московской область. Мы готовы сделать выгодное коммерческое предложение по для клиентов, основанное на цене выгоднее официального представительства в России сайт которого вы можете легко найти, гарантию качества, высокий сервис и оперативные сроки на ремонт двигателей Deutz. Важно уточнить, что для крупных заказчиков действуют скидки и индивидуальные условия, нацеленные на соблюдение интересов заказчика и создание максимально комфортных условий сотрудничества.
Мы напрямую работаем с официальными поставщиками запчастей бренда Deutz AG в Германии. Наша фирма предлагает оригинальные и аналоговые запчасти Дойц с доставкой по России. Отправка в день обращения. Также у нас Вы можете мотор в новом или бу состояний. Мы будем рады проконсультировать Вас по всем вопросам касающихся заказа, покупки и доставки. Наши преимущества:
— опыт ремонта двигателей Дойц более 11 лет
— комфортные цены и официальная гарантия качества 1 год
— короткие сроки и срочный выезд
— используем оригинальное оборудование и инструмент Deutz Fahr
— бесплатно консультируем по вопросам ремонта, обслуживания и поставки запчастей
— предоставляем компьютерную диагностику
— предлагаем индивидуальные условия
— работаем по договору с любой удобной формой оплаты
Выездная ремонт Дойц по России
Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самара, Казань, Ростов-на-Дону, Волгоград, Пермь, Воронеж, Саратов, Краснодар, Тольятти, Ижевск, Ярославль, Рязань, Астрахань, Пенза, Набережные Челны, Липецк, Тула, Киров, Чебоксары, Курск, Брянск, Улан-Удэ, Магнитогорск, Иваново, Тверь, Ставрополь, Белгород, Сочи, Нижний Тагил, Владимир, Смоленск, Курган, Волжский, Чита, Калуга, Орёл,Череповец, Владикавказ, Мурманск, Вологда, Саранск, Тамбов, Якутск, Грозный, Стерлитамак, Кострома, Петрозаводск, Нижневартовск, Комсомольск-на-Амуре, Таганрог, Йошкар-Ола, Новороссийск, Братск, Дзержинск, Нальчик, Сыктывкар, Шахты, Орск, Нижнекамск, Ангарск, Балашиха, Старый Оскол, Великий Новгород, Благовещенск, Химки, Прокопьевск, Бийск, Энгельс, Псков, Рыбинск, Балаково, Подольск, Северодвинск, Армавир, Королёв, Южно-Сахалинск, Петропавловск-Камчатский, Сызрань, Норильск, Люберцы, Мытищи, Златоуст, Каменск-Уральский, Новочеркасск, Волгодонск, Абакан, Уссурийск, Находка, Электросталь, Березники, Салават, Миасс, Альметьевск, Рубцовск, Коломна, Ковров, Майкоп, Пятигорск, Одинцово, Копейск, Железнодорожный, Хасавюрт, Новомосковск, Кисловодск, Черкесск, Серпухов, Первоуральск, Нефтеюганск, Новочебоксарск, Нефтекамск, Красногорск, Димитровград, Орехово-Зуево, Дербент, Камышин, Невинномысск, Муром, Батайск, Кызыл, Новый Уренгой, Октябрьский, Сергиев Посад, Новошахтинск, Щёлково, Северск, Ноябрьск, Ачинск, Новокуйбышевск, Елец, Арзамас, Жуковский, Обнинск, Элиста, Пушкино, Артём, Каспийск, Ногинск, Междуреченск, Сарапул, Ессентуки, Домодедово, Ленинск-Кузнецкий, Назрань, Бердск, Анжеро-Судженск, Белово, Великие Луки, Воткинск, Глазов, Зеленодольск, Канск, Кинешма, Киселёвск, Мичуринск, Новотроицк, Серов, Соликамск, Тобольск, Усолье-Сибирское, Усть-Илимск, Ухта
Форма связи
Мы свяжемся с Вами в ближайшее время.
Благодарим за обращение!
Источник
Сборка двигателя Deutz BFM 1012/1013. Часть 1
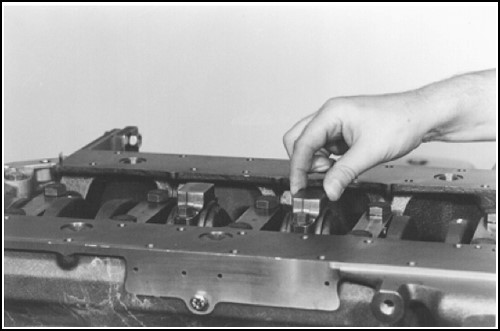
Маслоразбрызгивающие форсунки, толкатели и распредвал
- Форсунки устанавливаются на место. Чтобы они встали до упора необходимо нажать.
- Устанавливаются на место толкатели, затем распредвал.
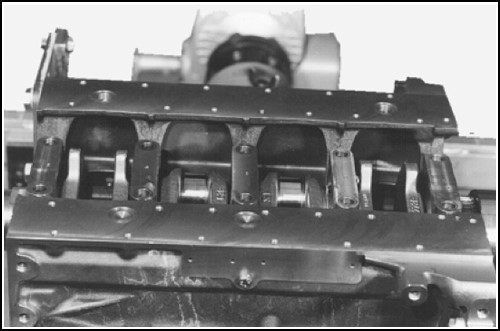
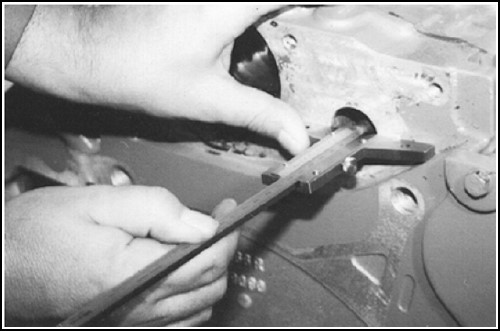
Подшипники коленвала
Штихмас устанавливается на размеры:
- для ДВС 1012 – 36 мм;
- для ДВС 1013 − 38 мм.
| Двигатель | Номинальная ширина шейки | Предел ремонтного размера |
|---|---|---|
| BFM 1012 | 36+0,04 мм | 36,4+0,04 мм |
| BFM 1013 | 38+0,06 мм | 38,4+0,06 мм |
- После установки вкладышей подшипника, их размещают в крышке коренного подшипника.
После того, как упорные кольца будут приложены к крышке упорного коренного подшипника, производятся замеры. Осевой зазор определяется, как разница между первым и вторым размерами. Например, на ДВС 1012 первый размер составляет 36,04 мм, второй – 35,90 мм. Разница 0,14 мм между ними и даст величину осевого зазора. Допускается осевой зазор в следующих пределах:
- для ДВС 1012 – от 0,1 до 0,3 мм;
- для ДВС 1013 – от 0,1 до 0,3 мм.
- На коленвале до монтажа делается отметка.
- Ставиться отметка на распредвале, после чего он должен быть правильно установлен.
- Устанавливается коленвал, необходимо добиться совмещения нанесенных отметок.
- Перед установкой упорных колец проверяется, чтобы их антифрикционный слой был обращен к щеке коленвала.
- Устанавливаются половинки, у которых нет направляющего выступа.
- Вторые половинки, у которых выступ есть, устанавливаются в крышке с нанесением смазки. Смазка используется в качестве клея. Направленность антифрикционного слоя должна быть такой же, как и примененная ранее.
- Крышка упорного коренного подшипника ставиться на место. Местонахождение крышки первого подшипника – на стороне маховика.
Внимание! У ДВС 1012 надо контролировать, чтобы бобышки смотрели на маховик.
- Дальнейшая установка крышек производится в соответствии с их номерами.
Закручивается крепеж в соответствии с требованиями:
Начальное усилие должно составлять:
- для ДВС 1012 – 30 Нм;
- для ДВС 1013 – 50 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз на 60°.
Крепеж можно использовать не больше 3 раз.
Балансирные валы ДВС 1012
- ДВС разворачивают на 180° и с помощью инструмента выкручиваются пробки.
- Ставиться на место балансирный вал таким образом, чтобы грузы смотрели в сторону уплотнителя масляного поддона.
- Регулировочный болт вкручивается в картер до конца. Нужно добиться совмещения расточек картера и вала.
- На место устанавливается упорная шайба. Необходимо ее отцентровать, ориентируясь на ось балансирного вала.
- Закручивается болт с усилием 29 Нм.
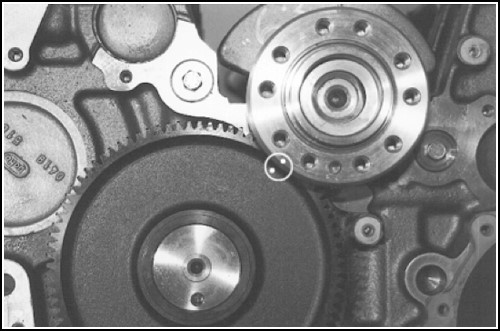
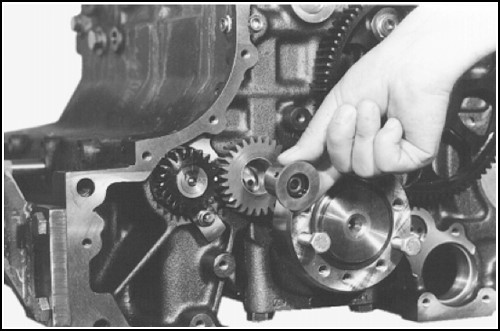
- Коленвал монтируется таким образом, чтобы первый цилиндр оказался на ВМТ. Для этого отметка на коленвале совмещается с проходящей через центры двух валов (коленчатого и распределительного) линии.
- На место ставится промежуточная шестерня. После установки на нее нажимают с легким усилием так, чтобы эта шестерня вошла в зацепление с шестерней коленвала.
- На противоположных зубьях шестерни делается отметка.
- По часовой поворачивается коленвал, величина поворота – 3 зуба.
- Затем делается поворот коленвала в противоположную сторону так, чтобы совпали расточки.
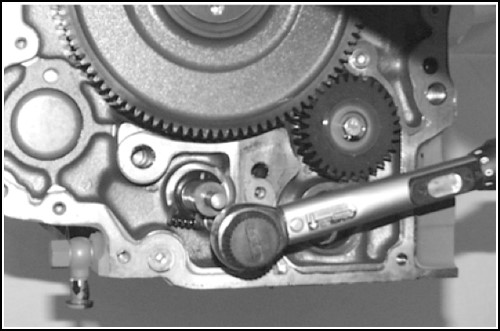
- Устанавливается коренная шейка и слегка поворачивается коленвал поочередно в противоположные стороны для того, чтобы удостовериться в достигнутой центровке коренных шеек.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Балансирный вал монтируется так, чтобы грузы были ориентированы уплотнителя масляного поддона.
- Болт регулировки вала вставляется в картер до конца. При этом требуется следить за совмещением расточек вала и картера.
- Упорная шайба устанавливается на место. Проводится отцентровка, ориентируясь на ось балансирного вала.
- После установки на место крепежного болта, он закручивается с усилием 29 Нм.
- При установке промежуточной шестерни необходимо следить за совмещением отверстий.
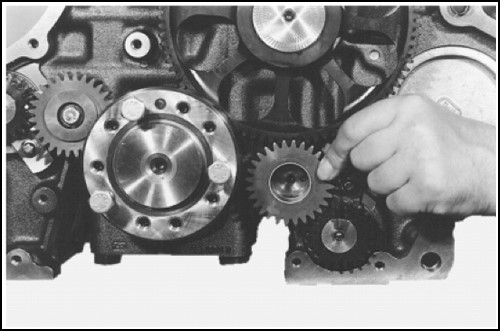
- Устанавливается коренная шейка.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Затем надо извлечь 2 болта для регулировки.
- Берут новые медные кольца для уплотнения и закрывают ими отверстия.
Ведущая шестерня, регулятор, рейка ТНВД
- Собирается ведущая шестерня и опорная шейка, затем они устанавливаются на место. Закручивают крепеж с усилием 21 Нм.
- Ставят на место рейку топливного насоса высокого давления, одновременно устанавливают направляющую втулку.
- На крепеж нанести средство для фиксации DW 71 и закрутить. Усилие должно составлять 10+2 Нм.
Крышка распределительных шестерен и фронтальная крышка
- В точках смазки, нанести на крышки распределительных шестерен средство для уплотнения DW 67.
- Крышка ставится на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания крепеж закручивается с усилием 21+2 Нм.
- На роторы во фронтальной крышке наносится немного масла. Уплотнитель фиксируется средством для фиксации DW 71.
- ДВС разворачивается на 180° так, чтобы уплотнитель масляного поддона смотрел вниз.
- Производится выравнивание ротора по отношению к коленвалу.
- Фронтальная крышка ставиться на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания закрутить крепеж с усилием 21+2 Нм.
Поршень и шатун
- В шатун вставляются вкладыши шатунного подшипника.
- Угол смещения замков поршневых колец должен составлять 90° — 120° между собой.
- Поршень вместе с шатуном устанавливается в БЦ так, чтобы значок, соответствующий маховику, смотрел на него.
- Необходимо надавить на шатун. Нажимать надо в сторону шатунной шейки. После этого ставиться крышка.
Крепеж закручивается в соответствии с требованиями:
Начальное усилие должно составлять — 30 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз ДВС 1012 на 30°, а ДВС 1013 на 60°.
Монтаж топливного насоса высокого давления
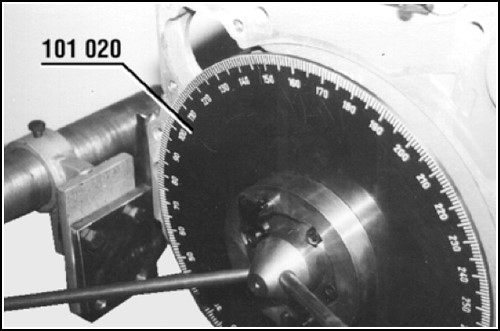
Определение верхней мертвой точки для поршня, который относится к ТНВД
- Рейка для замера устанавливается на верхней мертвой точки. Поворачивать коленвал необходимо в сторону вращения ДВС и вращать до тех пор, пока стрелка индикатора не достигнет верхней мертвой точки. Индикатор выставляется на 0.
- Далее коленвал поворачивается в противоположную сторону на 90°. Снова изменить направление вращения коленвала. Остановить вал нужно в 8 мм от верхней мертвой точки. Диск со шкалой выставляется на 0.
- Коленвал разворачивается на 90° в том направлении, в котором вращается ДВС. Изменить направление вращения коленвала и остановить вал нужно в 8 мм от верхней мертвой точки. Записать значение в градусах. Верхняя мертвая точка – это половина полученного значения.
- Разворачивается коленвал до отметки на диске, которая соответствует половине полученного значения.
- Перестать вращать коленвал. Немного открутить болты, диск установить на 0.
- На место ставятся роликовые толкатели.

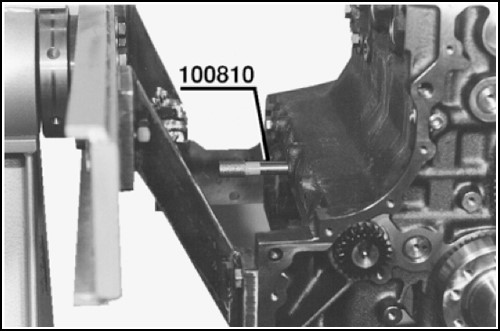
Установка момента впрыска ТНВД
Индикатор в приспособлении для проведения измерений выставляется на 0.
- ДВС 1012: индикатор 100 780, установочный размер – 115 мм;
- ДВС 1012: индикатор 100 860, размер – 126 мм;
- ДВС 1013: индикатор 100 840, размер – 150 мм.
Повторить эти шаги для каждого топливного насос высокого давления.

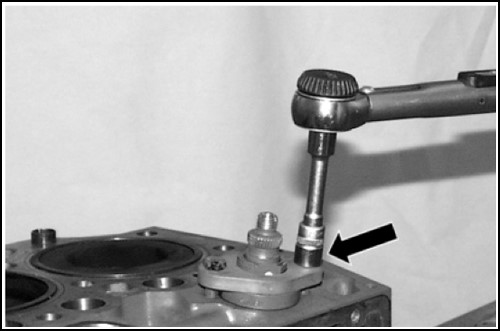
ТНВД
Внимание! Очередность этапов работ по сборке топливного насоса высокого давления должны быть повторены для каждого насоса.
- Рычаг поворотного кулака топливного насоса высокого давления выставляется в среднее положение.
- На плоскость с предосторожностями ставится роликовый толкатель нужного цилиндра. Наносится немного масла в гнездо и на кольца уплотнения. После этого аккуратно в рейку топливного насоса высокого давления заводится рычаг поворотного кулака.
- Фланец ставится на место так, чтобы он был ориентирован на корпус топливного насоса высокого давления. На крепеж наносится немного масла, после чего он закручивается с усилием 5 Нм.
- После этого крепеж отворачивают на 60°.
- С помощью торцевого ключа аккуратно против часовой поворачивают топливный насос высокого давления пока не станет заметен упор.
- Опять закручивают крепеж на 60°. Делается это постепенно: затянуть с усилием 7 Нм, повторить − с 10 Нм и завершить – с 30 Нм. Начинают закручивать крепеж с наружного болта.
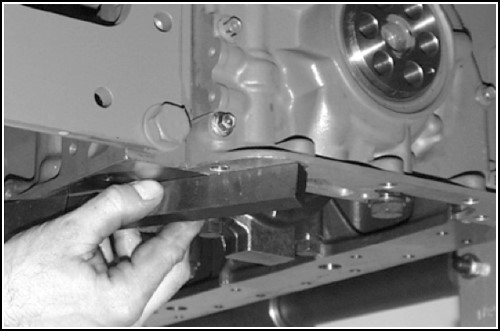
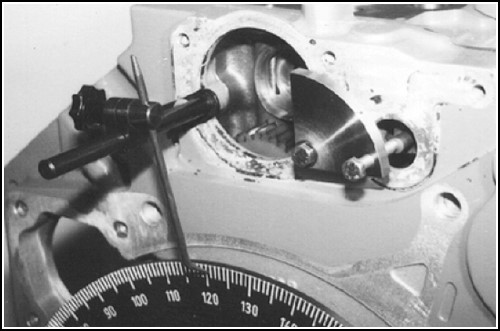
Проведение замера хода рейки (вместе с топливными насосами высокого давления)
- После откручивания и удаления стопора разворачивают приспособление.
- Производится замер расстояния от стопора до той точки, где рейка остановилась.
- Далее производится замер расстояния от стопора до точки, где рейка начинает движение. Разница между этими расстояниями считается ходом рейки.
- Снимается стопор, стрелка и диск с нанесенной шкалой.
Проверка и замер хода рейки
- Рейка должна оказывать одинаковое сопротивление, когда ее задвигают медленно. После того, как нажатие на рейку прекратилось, пружина должна вернуть ее в начальное положение.
- Измеряется ход рейки от крышки распределительных шестерен до той точки, где рейка остановилась. Это значение учитывают, если регулятор требуется поменять или отремонтировать.
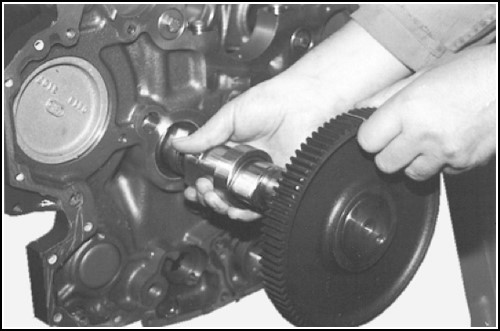
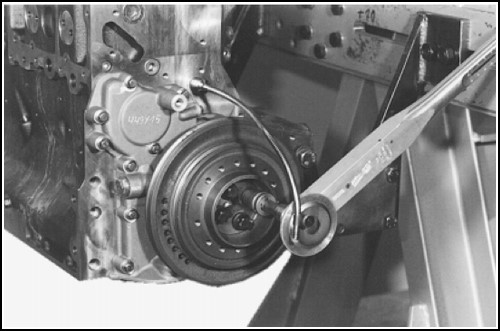
Маховик и шкив клиноременной передачи
- Поставить маховик на место, используя самодельный инструмент (оправку). Вручную закрутить крепеж.
Придерживая деталь, закрутить крепеж согласно требованиям:
Начальная протяжка должна производиться для крепежа с размерами:
- 35-45 мм с усилием от 20 до 30 Нм;
- 50-85 мм — от 30 до 40 Нм.
Первый угол дополнительной протяжки для крепежа всех размеров − 60º.
Второй угол дополнительной протяжки для крепежа с размерами:
- 30 мм – 30°;
- 35-85 мм) – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
- Шкив клиноременной передачи ставится на место. Придерживая шкив, закручивается крепеж согласно требованиям:
Начальная протяжка должна производится с усилием от 40 до 50 Нм.
Первый угол дополнительной протяжки для крепежа с размерами:
- 60 мм – 60°;
- 80 мм – 60°.
Второй угол дополнительной протяжки для крепежа размерами:
- 60 мм – 30°;
- 80 мм – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
Головка цилиндра
- Выбирается соответствующая прокладка для головки цилиндра, индикатор устанавливается на 0.
- Индикатор устанавливается на первом поршне в точках проведения измерений и измеряется, насколько поршень максимально выступает. Такие измерения провести на каждом поршне.
Точки, на которые требуется обратить внимание:
Источник