Ремонт двигателя камаз схема ремонта
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
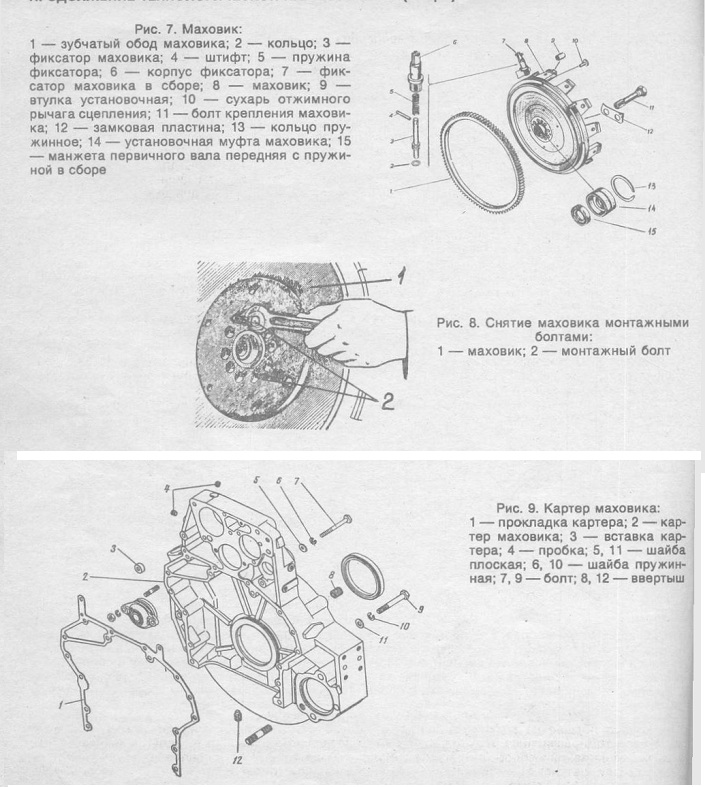
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
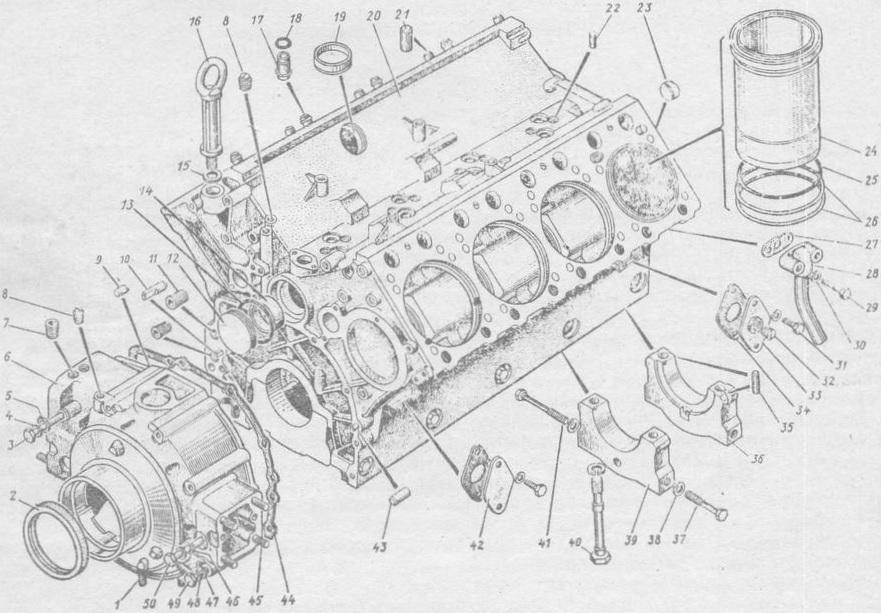
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
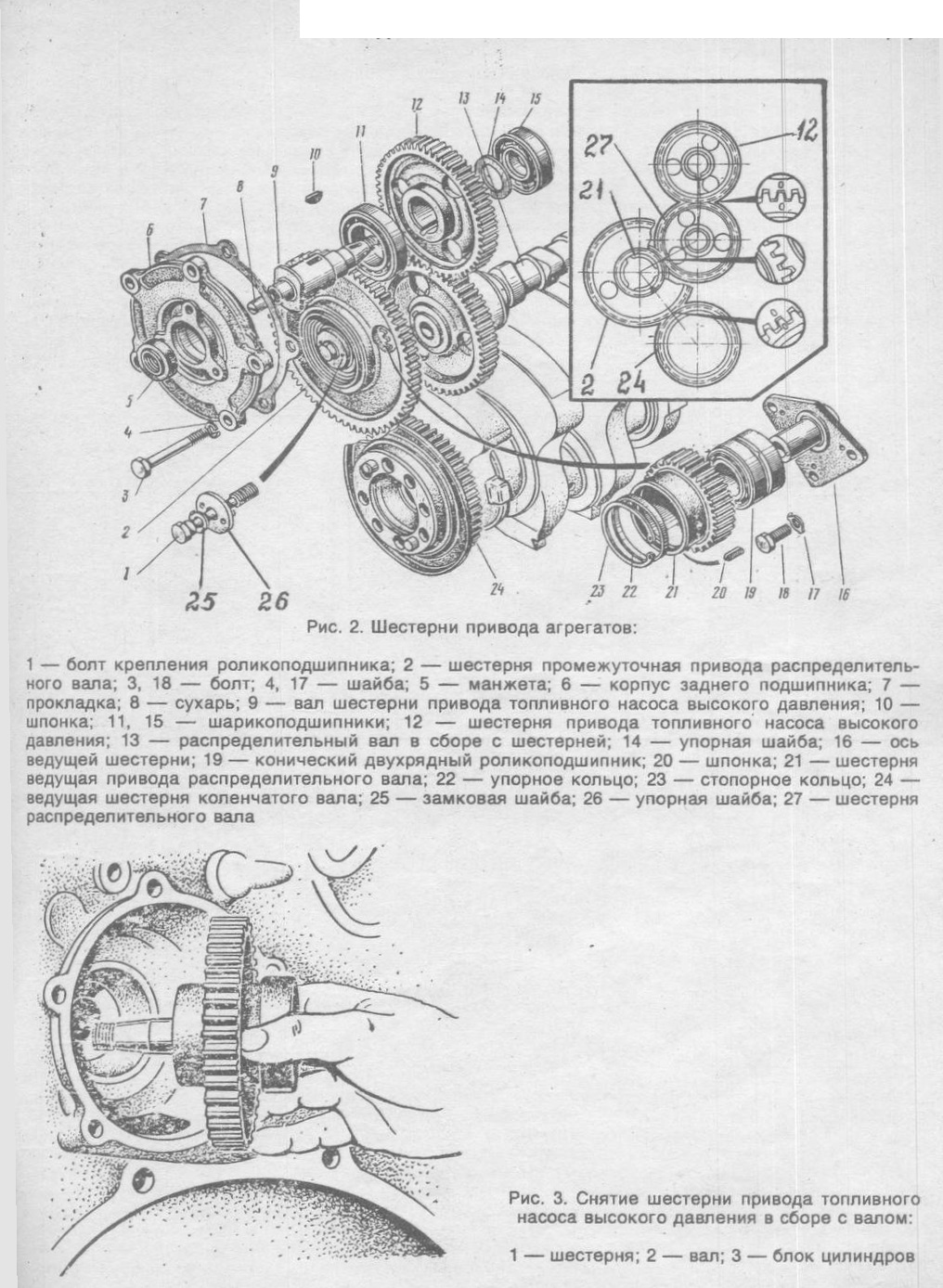
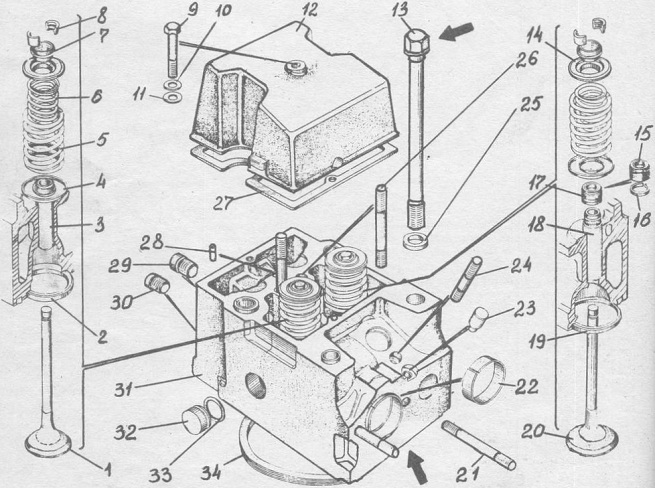
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник
Ремонт (на примере двигателя 740.11-240)
Ремонт (на примере двигателя 740.11-240)
До истечения гарантийного срока не разбирать двигатель (не снимать головки цилиндров, масляный картер, не нарушать пломбы топливного насоса высокого давления и не разбирать его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, фор сунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снять масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывать моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечить момент затяжки согласно приложению 4;
неметаллические прокладки для удобства сборки, при необходимости, ставить с нанесением на одну из сопрягаемых деталей консистентной смазки. Следить, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывать консистентной смазкой;
не подгибать шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя
Для снятия шестерни привода топливного насоса в сборе с валом:
— вывернуть четыре болта крепления компрессора и снять компрессор;
— вывернуть три болта крепления насоса гидроусилителя руля и снять насос;
— ослабить затяжку стяжного болта 10 (рис. 2-47);
— снять корпус заднего подшипника в сборе с манжетой;
— снять шестерню привода топливного насоса высокого давления в сборе с валом.
При сборке совместить метки на торцах шестерни привода и шестерни распределительного вала.
Для снятия гильзы цилиндра съемником 801.05.000 (рис. 2-62) сложить захват вдоль винта 1 и в таком виде вставить его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установить его перпендикулярно винту, после этого установить опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, вывернуть винт до полного снятия гильзы.

Рис. 2-62. Снятие гильзы цилиндров съемником: 1 — винт; 2 — рукоятка; 3 — корпус; 4 — опора; 5 — гильза; 6 — захват.

Рис. 2-63. Снятие маховика монтажными болтами
Для снятия картера маховика:
— снять насос гидроусилителя руля;
— вывернуть три болта и снять рым задний;
— снять скобы крепления трубки отвода топлива от форсунок;
— вывернуть болт крепления масляного щупа; вывернуть болты крепления маховика и монтажными болтами с резьбой М8 (рис. 2-63) снять маховик;
— вывернуть болты крепления картера маховика, снять картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. 2-64); при этом манжету обильно смазать моторным маслом.
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей. Обозначение вкладышей нанесено на его тыльной стороне.

Рис. 2-64. Оправка манжеты для установки картера маховика

Рис. 2-65. Снятие съемником нижней головки шатуна
Для снятия и разборки шатунно-поршневой группы:
— снять головку цилиндра;
— удалить нагар с верхнего пояса гильзы;
— снять крышку нижней головки шатуна съемником (рис. 2-65);
— извлечь поршень в сборе с шатуном из цилиндра;
— снять поршневые кольца приспособлением (рис. 2-66);
— вынуть стопорные кольца из бобышек поршня щипцами И801.23.ООО;
— нагреть поршень в масляной ванне до температуры 80-100 °С;
— вынуть поршневой палец.
При сборке и установке шатунно-поршневой группы:
— компрессионные кольца устанавливать конической поверхностью (с клеймом ВЕРХ) к днищу поршня, верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
— маслосъемные кольца устанавливать так: сначала вставить в канавку пружинный расширитель, затем надеть маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направить замками в противоположные стороны;
— поршень и шатун при сборке устанавливать так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (рис. 2-70);
— не запрессовывать палец в холодный поршень;
— при установке поршня в цилиндр предварительно вставить его в обойму И801.00.000 (рис. 2-67);
— индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня сместить в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.

Рис. 2-66. Снятие поршневых колец съемником И801.08.000: 1 — поршень; 2 — кольцо; 3 — съемник.

Рис. 2-67. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 — поршень; 2 — обойма И801.00.01 3 — гильза цилиндра
Для снятия коленчатого вала демонтировать:
— переднюю крышку блока в сборе;
— масляный насос с маслозаборником в сборе;
— крышки коренных опор;
— снять коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель:
— совместить метки на шестернях привода агрегатов;
— обеспечить соответствие размеров вкладышей размерам шеек вала;
— установить полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (рис. 2-68);
— проследить за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (рис. 2-69) — номера начинаются от переднего торца;
— болты крепления крышек коренных подшипников и стяжные болты блока затягивать в такой последовательности:
1.Очистить от грязи резьбу в отверстиях блока и на болтах, смазать моторным маслом резьбу на болтах, избыток масла удалить.
2. Установить по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Ввернуть с установкой шайб 16×3 болты М16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н-м (9,6-12 кгс.м).
4. Затянуть окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н-м (28-30 кгс.)
5. Ввернуть и затянуть стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывать при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.

Рис. 2-68. Установка полуколец упорного подшипника коленчатого вала: 1 — полукольцо; А — канавка.

Рис. 2-69. Установка крышек коренных опор: 1 — порядковый номер на крышке коренной опоры
Для разборки и сборки коленчатого вала:
снять передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (рис. 2-70) завести за край шестерни противовеса и зафиксировать стопорами 5. Винт 3 через наконечник 2 упереть в торец коленчатого вала и, вращая рукоятку 6, ввернуть винт 3 в траверсу 4 до полного снятия шестерни.

Рис. 2-70. Снятие шестерни и заднего противовеса коленчатого вала съемником: 1 — захват; 2 — наконечник; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка.

Рис. 2-71. Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1 — захват; 2 — наконечник; 3 — винт.
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. 2-71):
— на наконечник 3 установить наконечник 2 и снять шестерню аналогично снятию шестерни коленчатого вала;
— перед сборкой очистить маслоподводящие отверстия от отложений; промыть вал и продуть каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производить в обратной последовательности, перед на-прессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагреть до температуры 105°С.
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
— слить охлаждающую жидкость из системы охлаждения двигателя;
— вывернуть болты крепления выпускного коллектора и снять коллектор;
— вывернуть из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабить крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
Примечание: * Для снятия головок цилиндров правого ряда предварительно снять с двигателя компрессор.
— снять соединительный патрубок впускных воздухопроводов;
— отсоединить от головки все трубопроводы и защитить их полости от попадания пыли и грязи;
— снять форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
— ослабить болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. 2-21), затем вывернуть их;
— снять головку цилиндра с двигателя.
При установке головки цилиндра обратить внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затянуть в три приема в последовательности, указанной на рис. 2-21. После затяжки болтов проверьте и, если необходимо, отрегулировать тепловые зазоры между клапанами и коромыслами.

Рис. 2-72. Разборка головки цилиндра в приспособлении И801.06.000: 1 — винт; 2 — вороток; 3 — тарелка; 4 — штифт.

Рис. 2-73. Расположение матового пояска на седле клапана: 1 — поясок притертый; I — правильное; II — неправильное
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (рис. 2-72):
— установить на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
— вращая вороток 2, ввернуть винт 1 и тарелкой 3 отжать пружины клапанов;
— снять сухари и втулки;
— вывернуть винт 1 из траверсы, снять тарелку и пружины клапанов;
— вынуть впускной и выпускной клапаны.
Для притирки клапанов:
— разобрать клапанный механизм, как описано выше;
— приготовить пасту из 1,5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед применением притирочную пасту перемешать (микропорошок способен осаждаться);
— нанести на фаску седла клапана тонкий равномерный слой пасты, смазать стержень клапана моторным маслом. Притирку производить возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, повернуть его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирать клапаны круговыми движениями. Притирку продолжать до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1,5 мм (рис. 2-73);
— по окончании притирки клапаны и головку цилиндра промыть дизельным топливом и обдуйте воздухом. Собрать клапанный механизм, как указано выше, и определить качество притирки клапанов проверкой на герметичность: установить головку цилиндра поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 с. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть повторно.
При сборке клапанного механизма стержни клапанов смазать дизельным маслом. При необходимости качество притирки проверить «на карандаш», для чего поперек фаски клапана мягким графитовым карандашом нанести на равном расстоянии шесть-восемь черточек. Осторожно вставить клапан в седло и, сильно нажав, провернуть на 1/4 оборота, все черточки должны быть стертыми, в противном случае притирку повторить. При правильной притирке матовый поясок на седле головки должен начинаться у большего основания конуса седла, как показано на рис. 2-73.
Для разборки, сборки и проверки масляного насоса:
— слить масло из картера, вывернуть болты крепления и снять картер;
— вывернуть болты крепления масляного насоса, трубки клапана смазочной системы и кронштейна всасывающей трубки, снять насос;
— отсоединить всасывающую трубку и трубку клапана смазочной системы;
— снять шестерню масляного насоса съемником;
— вывернуть болты крепления крышки к корпусу, снять крышку;
— замерить радиальный и торцовый зазор шестерен, зазоры в подшипниках ведущей и ведомой шестерен. При необходимости заменить изношенные детали;
— после сборки насоса валик должен проворачиваться от руки плавно, без заеданий;
— испытать насос на стенде с использованием масла МЮГ2К или М10ДМ. При частоте вращения валика 2800 — 60 мин -1 и разрежении на всасывании 12-15 кПа подача насосом должна быть не менее 130 л/мин при давлении на выходе 0,35-0,40 МПа;
— отрегулировать давление срабатывания клапана смазочной системы, которое должно быть 0,40-0,45 МПа. Для регулирования допускается использование не более 3-х шайб, устанавливаемых под пружину. При несоответствии давления начала открытия клапана, заменить пружину. Повторное использование шплинта пробки не допускается.
Моменты затяжки резьбовых соединений, Н.м (кгс.м)
Болты крепления масляного насоса
Болты крепления крышки
Болты крепления трубки к насосу
Колпаки масляного фильтра
Пробка термоклапана фильтра
Сливные пробки колпаков
Болты крепления масляного фильтра
Гайка крепления ведомой шестерни привода масляного насоса
Для разборки, сборки и проверки масляного фильтра:
— слить охлаждающую жидкость из системы охлаждения двигателя;
— вывернуть сливные пробки с колпаков и слить масло из фильтра;
— отсоединить патрубки подвода и отвода охлаждающей жидкости к теплообменнику;
— вывернуть пять болтов крепления и снять фильтр с теплообменником;
— отвернуть гайки и отсоединить теплообменник от фильтра;
— вывернуть колпаки из корпуса, промыть внутреннюю полость дизельным топливом, проверить целостность уплотнительных колец, упорных пружин, при повреждении заменить;
— собранный фильтр проверить на герметичность сжатым воздухом 490 кПа в воде;
— проверить давление начала открытия перепускного клапана, которое должно быть 0,147-0,216 МПа;
— проверить работоспособность термоклапана включения теплообменника. При температуре масла (50-70) °С расход через клапан должен быть не менее 70 л/мин при давлении 0,147 кПа и не более 5 л/мин при температуре 100-110 °С. При необходимости заменить термосиловой датчик ТС 103-1306090-30.
Для разборки, сборки и проверки работы водомасляного теплообменника:
— установить заглушки на фланцы подвода масла и опрессовать масляную полость давлением 0,79-0,83 МПа в воде, при обнаружении негерметичности снять подводящий и отводящий коллекторы теплообменника и вынуть сердцевину из корпуса, заменить уплотнительные кольца или, при повреждении трубок, сердцевину.
Для снятия топливного насоса высокого давления:
— отсоединить тросики ручного управления рычагом останова двигателя и рычагом управления регулятором, тягу управления подачей топлива, трубопроводы подвода топлива к насосу, отводящий, дренажный трубопроводы и трубопровод от фильтра тонкой очистки топлива, трубку подвода масла к насосу, маслоотводящую трубку;
— вывернуть два болта ведомой полумуфты (для выворачивания болтов переведите их в удобное положение, провернув коленчатый вал ломиком за отверстия на маховике через люк картера сцепления);
-отсоединить трубопроводы, подводящие топливо к штифтовым свечам, трубопроводы высокого давления (снять их), трубку подвода воздуха к клапану вспомогательной тормозной системы;
— вывернуть четыре болта крепления топливного насоса;
Для установки топливного насоса высокого давления:
— провернуть коленчатый вал до положения, соответствующего началу впрыскивания топлива в первом цилиндре (фиксатор находится в зацеплении с маховиком); при этом шпоночный паз ведущей полумуфты привода должен находиться в горизонтальном положении слева, если смотреть со стороны маховика для двигателя;
— установить насос на двигатель, совместив при этом: установочную метку на фланце ведомой полумуфты с указателем на корпусе ТНВД;
— затянуть болты крепления насоса, как показано на рис. 2-74;
— не нарушая взаимного расположения меток, затянуть верхний болт ведомой полумуфты привода, переставить фиксатор в мелкий паз, провернуть коленчатый вал на один оборот и затянуть второй болт ведомой полумуфты;

Рис. 2-74. Порядок затяжки болтов крепления ТНВД
— установить крышку люка картера сцепления;
— подсоединить трубопроводы высокого давления, трубку подвода масла к ТНВД и маслоотводящую трубку, трубку подвода воздуха к клапану вспомогательной тормозной системы, трубопроводы низкого давления, тягу управления подачей топлива, тросики ручного управления рычагом останова и рычагом управления регулятором.
После установки топливного насоса высокого давления пустите двигатель и болтом 2 (рис. 2-45) отрегулировать минимальную частоту вращения холостого хода, которая должна быть 600±50 мин -1 .
При ремонте топливного насоса высокого давления:
— корпус насоса, имеющий трещины и срывы основных резьб, заменить;
— к дефектам втулки плунжера отнести скалывание и выкрашивание металла у отверстий, задиры, царапины, износ рабочей поверхности, увеличение диаметра впускного и отсечного окон, трещины и ослабление в местах посадки (скалывание, выкрашивание металла и трещины являются неисправимыми дефектами). Износ рабочей поверхности втулки плунжера измерьте с точностью до 0,001 мм, овальность, конусность и увеличение отверстия втулки — микрометрическим или индикаторным прибором для измерения внутренних поверхностей с ценой деления до 0,001 мм и конусными калибрами;
— к дефектам плунжера отнести выкрашивание металла и царапины на рабочей поверхности, износ рабочей поверхности и трещины. Искажение геометрии плунжера выявить миниметром с точностью до 0,001 мм при установке его стрелки на нуль по исходному образцу или калибром в виде конусной втулки;
— величину зазора в плунжерной паре проверить на опрессовочном стенде с падающим грузом. Перед испытанием детали пары тщательно промыть в профильтрованном дизельном топливе. Плунжерную пару установить в гнездо стенда, плунжер — в положение максимальной подачи. Надплунжерное пространство заполнить профильтрованным дизельным топливом. Установить на торец втулки уплотнительную пластину, зажав се винтом, затем отпустить защелку груза. Под действием его через зазор в паре постепенно начнет выдавливаться топливо — чем больше зазор, тем быстрее.
Полное поднятие плунжера до момента отсечки под действием нагрузки, сопровождаемое выжиманием топлива через зазор между втулкой и плунжером, должно происходить не мене чем за 20 с.
Установить плунжерную пару со временем поднятия плунжера до отсечки более 40 с, смоченную профильтрованным дизельным топливом, в вертикальное положение на торец втулки, предварительно подложив лист чистой бумаги. После пятиминутной выдержки при поднятии пары за хвостовик плунжера втулка должна опускаться с плунжера под действием собственной массы;
— толкатель плунжера установлен в отверстие корпуса насоса с зазором 0,025-0,075 мм. Предельно допустимый зазор при эксплуатации 0,2 мм. Измерить наружный диаметр толкателя плунжера микрометром или скобой;
— в сборочной единице ролик толкателя — втулка ролика — ось ролика основным дефектом является износ сопрягаемых поверхностей. Суммарный зазор в сопряжении 0,022-0,087 мм, предельно допустимый 0,3 мм (замерить индикаторной головкой). Если износ превышает указанный предел, толкатель разобрать и отремонтировать, при этом замеры производить раздельно. Предельно допустимый зазор при износе поверхностей в соединении ось ролика
— втулка ролика 0,12 мм, в соединении втулка ролика — ролик толкателя 0,18 мм. Наружные поверхности деталей замерить микрометром, внутренние — нутромером с индикатором.
— на поверхности кулачкового вала не допускаются выкрашивание металла, задиры, срывы резьб, следы коррозии.
— на поверхности нагнетательного клапана не допускаются трещины, вмятины, следы коррозии. Износ клапана проявляется в потере герметичности по уплотняющему конусу, в заедании клапана в седле. Для обнаружения дефектов использовать лупу десятикратного увеличения. При потере герметичности совместно притереть седло и клапан по конусу пастой ГОСТ 3647, при заедании клапана в седле детали промыть бензином или дизельным топливом. Если заедание не устраняется, пару заменить;
-предельно допустимый зазор в сопряжении палец рычага реек — паз рейки 0,18 мм (по КД 0,025-0,077 мм), предельно допустимый зазор в сопряжении ось поводка поворотной втулки — паз рейки топливного насоса 0,3 мм (по КД 0,117-0,183 мм). Для замера пазов применять нутромер.
При ремонте регулятора частоты вращения:
— заменить верхнюю и заднюю крышки регулятора, если имеются трещины на них. При засорении сетчатого масляного фильтра в задней крышке регулятора продуть его сжатым воздухом. Если фильтр имеет дефекты, заменить его. Эксплуатационный расход масла через фильтр должен быть не менее 1,6 л/ч при давлении 98,1-294 кПа (1-3 кгс/см 2 );
— для определения пригодности к дальнейшей эксплуатации державку грузов регулятора в сборе с грузами осмотреть и измерить без разборки, так как при выпрессовке детали могут быть повреждены и нарушится спаренность грузов, которые подобраны с разницей статического момента не более 196 кПа (2 кгс/см 2 ). Частичную или полную разборку сборочной единицы производить только при износе, превышающем допустимый, или разрушении деталей.
Зазор между рычагом пружины регулятора и осью рычага, запрессованной в корпусе насоса, не должен превышать 0,3 мм.
При ремонте насоса низкого давления и насоса предпусковой прокачки топлива:
— насос низкого давления и насос предпусковой прокачки топлива заменить при наличии трещин на корпусе, изломов, механических повреждений, коррозии, ведущей к потере подвижности сопрягаемых деталей;
— при разборке и сборке насоса низкого давления помнить, что поршень и корпус насоса представляют собой точно подобранную пару и раскомплектованию не подлежит.
Разборке и ремонту насос подвергается только в том случае, если он не обеспечивает требуемых характеристик;
— особое внимание обратить на состояние сборочной единицы шток — втулка насоса низкого давления, так как от величины износа в сопряжении зависит количество перетекаемого топлива в полость кулачкового вала. Зазор в указанном сопряжении не должен превышать 0,012 мм. Величину зазора проверить, не извлекая втулки из корпуса насоса, определением времени падения давления воздуха с 490 кПа (5 кгс/см 2 ) до 392 кПа (4 кгс/см 2 ) в аккумуляторе объемом 30 см . Схема установки для замера плотности прецизионной сборочной единицы показана на рис. 2-75.
Установить корпус 8 насоса в приспособление, заполнить аккумулятор сжатым воздухом до давления не менее 539 кПа (5,5 кгс/см 2 ), герметично отключить его от магистрали сжатого воздуха и замерьте время, в течение которого произойдет падение в аккумуляторе с 490 кПа (5 кгс/см 2 ) до 392 кПа (4 кгс/см 2 ). Полученное время сравнить с аналогичными показаниями плотности эталонной прецизионной пары, имеющей зазор в сопряжении 0,012 мм. Пару заменить или отремонтировать, если плотность у нее меньше эталонной.
Проверку плотности пары можно произвести более простым способом: через зазор между штоком и втулкой пропустите профильтрованное дизельное топливо. Объем топлива, просочившегося через зазор, не должен превышать 1 см 3 в течение 20 мин.
Если сборочная единица шток — втулка заменяется, поверхность резьбы и торец в корпусе насоса низкого давления очистить от остатков клея. Новую втулку штока установить в корпус насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения очищенные контактирующие поверхности корпуса насоса и втулки предварительно обезжирить бензином Б-70. После затяжки втулки штока с моментом 9,81 Н м (1 кгс-м) проверить легкость перемещения штока в ней. При необходимости уменьшить момент затяжки.
Во время испытания проверить подачу насоса. Установку для проверки изготовить по схеме: топливный бак — фильтр грубой очистки топлива — вакуумметр — топливоподкачивающий насос — манометр — мерный резервуар. Элементы схемы соединить прозрачными трубопроводами с внутренним диаметром не менее 8 мм.
Для создания разрежения на входе в насос и противодавления на выходе установить краны. Проверку производить на летнем дизельном топливе при температуре его 25-30°С, в отсутствии воздуха в системе убедиться по чистоте струи топлива в прозрачных трубопроводах. Насос должен засасывать топливо из бака, установленного на 1 м ниже насоса. Подача насоса при частоте вращения кулачкового вала 1100-1300 мин -1 , разрежении у входного штуцера 23 кПа (173 мм рт. ст.) и противодавлении: 80-100 кПа (0,8-1,0 кгс/см 2 ) должна быть не менее 3 л/мин для двигателей мод. 740.13-260;
При полностью перекрытом выходном кране и частоте вращения кулачкового вала 1100-1300 мин -1 насос должен создавать давление не менее: 400 кПа (4 кгс/см 2 ) — для двигателей мод. 740.13-260;
При полностью перекрытом входном кране и указанной частоте вращения кулачкового вала минимальное разрежение, создаваемое насосом, должно быть: 52 кПа (390 мм рт. ст.)
— для двигателей мод. 740.13-260;
— насос предпусковой прокачки топлива проверить на стенде, имеющем схему: топливный бак — фильтр грубой очистки — топливный насос. Насос должен подавать топливо из бака, установленного ниже ручного насоса на 1 м. Проверить насос на герметичность, подводя воздух под поршень при давлении 200-300 кПа (2-3 кгс/см 2 ) в течение 5-6 с с предварительным смачиванием полости дизельным топливом.
Для разборки форсунки использовать приспособление И801.20.000. Зажать станину 2 (рис. 2-76) приспособления в тисках, установить форсунку в паз станины распылителем вверх. Вворачивая болт 4, отжать распылитель форсунки упором 1, после этого рожковым ключом отвернуть гайку распылителя. Вывернув болт 4, извлечь форсунку из приспособления и разобрать на части. Помнить, что корпус и игла распылителя подобраны парой и раскомплектованию не подлежат. Предельно допустимый зазор между корпусом и иглой распылителя 0,006 мм. Увеличение хода иглы распылителя не допускайте более 0,4 мм, диаметр сопловых отверстий распылителя не должен превышать 0,38 мм.
Неудовлетворительная работа форсунок вызывается уменьшением давления начала впрыскивания топлива, что объясняется износом сопряженных с пружиной деталей и усадкой пружины, поэтому высоту проставки форсунки не допускать менее 8,89 мм (по КД 8,9-9,0 мм). При обнаружении на проставке рисок и следов коррозии (используйте лупу с десятикратным увеличением) деталь заменить.
К дефектам форсунки относятся поломка пружины, засорение и износ сопловых отверстий, заедание иглы и износ ее уплотнительной части (вызывает подтекание и плохое распыливание топлива).

Рис. 2-75. Схема установки для испытаний пары шток-втулка: 1 — аккумулятор воздушный; 2 — манометр; 3, 4, 5, 6 — краны; 7 — масловлагоотделитель; 8 — корпус насоса;9 — ограничитель перемещения штока; 10 — соединитель для подвода воздуха к корпусу насоса. I — в атмосферу; II — из системы; III — к насосу.

Рис. 2-76. Разборка форсунки: 1 — упор; 2 — станина; 3 — форсунка; 4 — болт.
При необходимости, осторожно прочистить сопловые отверстия распылителя стальной проволокой диаметром 0,25 мм.
Нагар с наружной поверхности распылителя удалить деревянным бруском, пропитанным моторным маслом, или латунной щеткой. Не применять острые твердые предметы или наждачную бумагу.
Перед сборкой корпус распылителя и иглу промыть бензином и смазать профильтрованным дизельным топливом, после чего игла, выдвинутая из корпуса на одну треть длины направляющей поверхности, при наклоне распылителя под углом 45° должна плавно (без заеданий) опуститься до упора под действием собственной массы.
При сборке форсунки гайку распылителя затягивать, отжав распылитель в приспособлении И801.20.000.
Ремонт водяного насоса
Для снятия и разборки водяного насоса:
— слить охлаждающую жидкость из двигателя;
— снять ремни привода водяного насоса;
— вывернуть три болта крепления водяного насоса;
— снять водяной насос с СВК.
Разобрать насос в следующем порядке:
— спрессовать крыльчатку 3 (рис. 2-30);
— спрессовать шкив 6;
— снять упорное кольцо 2;
— выпрессовать подшипник 13 в сборе с валиком;
— снять сальник 11.
При сборке не допускать попадания посторонних частиц между поверхностями трущейся пары торцового уплотнения.
После сборки проверить легкость вращения валика насоса (заедание не допускается).

Рис. 2-77. Схема установки для проверки термостатов: 1 — кронштейн; 2 — термометр; 3 — индикатор; 4 — термостат; 5 — ванна с водой; 6 — электронагреватель.
Для проверки термостатов определить температуру начала открытия и величину хода клапана 6 (рис. 2-37) следующим образом:
— погрузить термостат в подогреваемую ванну с водой (3 л), уровень которой должен быть выше фланца термостата (рис. 2-77);
— после достижения температуры плюс 70 °С нагревать воду постоянно с интенсивностью не более 3° С/мин, перемешивая. Использовать ртутный термометр с ценой деления не более 1°С;
— проверить индикатором начало открытия клапана термостата — это температура,
Термостаты должны начинать открываться при температуре 78-82°С и полностью открыться при 91-95°С. Величина полного хода клапана термостата должна быть не менее 8,5 мм.
При эксплуатации допускается температура начала открытия 77-83 °С, полного открытия-90 96 °С потеря хода клапана — не более 20%.
Если температура включения вентилятора не выдерживается в диапазоне 86-90 °С, заменить термосиловой клапан.
При ремонте водяного радиатора к дефектам радиатора отнести повреждение бачков и трубок, нарушение пайки деталей, а также загрязнение снаружи и значительные отложения накипи в трубках.
Загрязненную сердцевину радиатора снаружи промыть в направлении, противоположном потоку воздуха. Проверить герметичность радиатора, для чего отверстия патрубков закройте пробками, а к одному из них подвести сжатый воздух под давлением 78,51 кПа (0,8 кгс/см 2 ), при этом радиатор должен быть заполнен охлаждающей жидкостью.
Крутящий момент гайки крепления ступицы вентилятора 137,3-196,2 Н.м (14-20 кгс.м).
Изделия электрофакельного устройства ремонту не подлежат; при обнаружении отказа изделия заменить его. Для проверки подачи топлива к свечам отсоединить топливопровод от свечи и прокачать систему питания двигателя топливом с помощью насоса предпусковой прокачки. Затем открыть электромагнитный клапан, подав напряжение на штекер клапана со штекера провода подкапотной лампы. При этом из отсоединенного топливопровода должно появляться топливо. Пропускную способность свечи определять на отечественных стендах СДТА-3 (КИ-22201) или NC-108-1318 фирмы «Motorpal» Чехия и других, позволяющих плавно регулировать давление топлива.
При избыточном давлении дизельного топлива 73,6 кПа (0,75 кгс/см 2 ) и температуре 15-25 °С пропускная способность свечи должна быть 5,5-6,5 см 3 /мин.
Замер производите после предварительного пролива свечи топливом в течение 20-30 с. При отсутствии указанных стендов собрать установку по схеме на рис. 2-84.
Для определения величины потребляемого тока свечи собрать схему (рис. 2-79), позволяющую иметь выходное напряжение постоянного тока 19 В. Напряжение поддерживать реостатом 2. При таком напряжении потребляемый ток через минуту после включения свечи должен быть 11-12 А.

Рис. 2-78. Схема установки для проверки пропускной способности свечей ЭФУ: 1 — клапан; 2 — манометр; 3 — ресивер; 4 — топливопровод; 5 — вентиль запорный; 6 — свеча факельная; 7 — цилиндр мерный с ценой деления 0,1 — 0,2 см 3 .

Рис. 2-79. Схема проверки потребляемого свечой тока: 1 — источник питания; 2 — реостат; 3 — амперметр; 4 — вольтметр; 5 — свеча; 6 — выключатель.

Рис. 2-80. Схема проверки термореле: 1 — источник питания; 2 — реостат; 3 — амперметр; 4 — лампа контрольная; 5 — термореле; 6 — вольтметр; 7 — выключатель.
Для проверки параметров термореле собрать схему, указанную на рис. 2-80. Термореле установить на горизонтальную поверхность защитным экраном вверх. Номинальную величину тока 22,8 А, проходящего через реле, устанавливать и поддерживать реостатом 2. Время до замыкания контактов и удержания их в замкнутом состоянии определять по загоранию контрольной лампы 4. Для этого один провод контрольной лампы соединить со штекером термореле, а второй — с источником постоянного тока (аккумуляторной батареей).
Время с момента включения тока до замыкания контактов термореле (загорание контрольной лампы) при температуре окружающего воздуха 15-25 °С должно быть 55-65 с, а время удержания контактов (горения контрольной лампы) после отключения — не менее 45 с. Герметичность электромагнитного клапана проверять подачей сжатого воздуха под давлением 147 кПа (1,5 кгс/см 2 ) к входному каналу клапана. При погружении клапана в воду не должны выделяться пузырьки воздуха.
Обкатка в составе автомобиля нового или отремонтированного двигателя в течение 1000 км пробега является обязательной.
Обкатка необходима для обеспечения приработки трущихся поверхностей деталей и поэтому в этот период не следует нагружать двигатель на полную мощность. Нагрузку необходимо увеличивать постепенно так, чтобы к концу обкаточного периода она не превышала 75% эксплуатационной мощности.
После подготовки двигателя запустить его и прогреть. Убедившись в исправной работе двигателя, приступить к обкатке.
При обкатке использовать автомобиль на легких работах. Рекомендации по выбору режимов обкатки изложены в разделе 13, подраздел «Эксплуатация нового автомобиля».
Во время работы следить за состоянием двигателя по показаниям контрольных приборов.
Не допускается длительная работа (более 15 минут) не обкатанного двигателя на режиме холостого хода при температуре охлаждающей жидкости в системе ниже 75 °С.
Через 1000 км пробега провести техническое обслуживание ТО-1000.
Источник