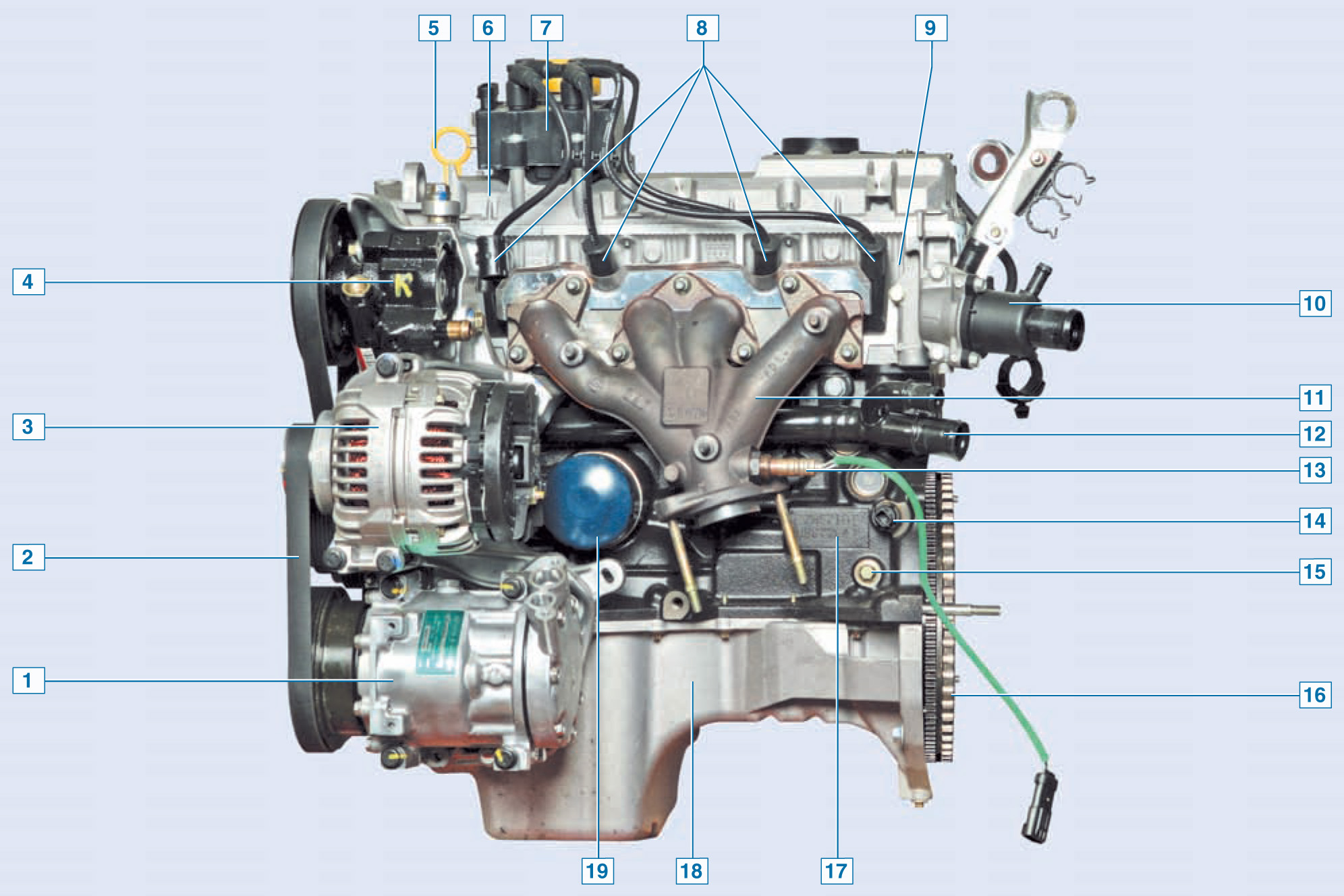
Капитальный ремонт двигателя (K7J)
Очень важно не допускать повреждений (царапины, задиры) на сопрягаемых поверхностях алюминиевых деталей, уплотняемых прокладками. Для удаления с поверхности остатков старой прокладки пользуйтесь специальным растворителем DECAPJOINT.
Нанесите этот растворитель на очищаемый участок, выждите приблизительно 10 минут, после чего удалите его деревянным шпателем.

При выполнении этой операции следует надевать защитные перчатки.
Не допускайте попадания растворителя на окрашенные поверхности.
Эта операция должна выполняться с особой осторожностью, чтобы избежать попадания инородных частиц в масляные каналы, подводящие масло под давлением к гидравлическим толкателям (эти каналы расположены в блоке цилиндров и в головке блока цилиндров), распределительным валам и в магистраль отвода масла.
При несоблюдении мер предосторожности масляные каналы могут оказаться загрязненными, что приведет к быстрому повреждению двигателя.
Проверка плоскостности сопрягаемой поверхности головки блока цилиндров
Плоскостность сопрягаемой поверхности головки блока цилиндров проверяют с помощью линейки и набора щупов.
Максимально допустимая деформация
поверхности головки. ;. 0,05 мм
Головка блока цилиндров перешлифовке не подлежит.


1. Впускные клапаны.
Ширина «X»рабочей фаски седла. 1,7 мм
Угол а конуса рабочей фаски. 120°
Исправление геометрии седел впускных клапанов производят путем обработки участка 1 седла фрезой № 208 под углом 31°. Затем фрезой № 211 уменьшают ширину кромки седла на участке 2 под углом 75° до достижения требуемой ширины «X» с последующей шлифовкой.
2. Выпускные клапаны.
Ширина «X»рабочей фаски седла. 1,7 мм
Угол а конуса рабочей фаски. 90 0
Исправление геометрии седел выпускных клапанов производят путем обработки участка 1 седла фрезой № 204 под углом 46°. Затем фрезой №211 уменьшают ширину кромки седла на участке 2 под углом 60° до достижения требуемой ширины «X» с последующей шлифовкой.
Примечание : Важно добиться, чтобы в результате обработки клапан садился на седло правильно, как показано на рисунках ниже.

Диаметр стержня клапана. 7 мм
Угол конуса рабочей фаски клапанов:
Диаметр тарелки клапана:
Впускного. 37,5 ±0,1 мм
Выпускного. 37,5 ±0,1 мм
Ремонт седел клапанов
Угол конуса рабочих фасок седел клапанов a:
Ширина «X» рабочей фаски:
Впускных. 1,7 ±0,1 мм
Выпускных. 1,7 ±0,1 мм
Наружный диаметр «D» седел клапанов:
Впускных. 38,5 мм
Выпускных. 34,5 мм

Внимание : При замене клапанов вновь устанавливаемые клапаны должны иметь такой же реферанс (1), что и старые клапана, во избежание повреждения клапана и седла.
 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





| Направляющие втулки клапанов |
Номинальный диаметр отверстий в головке блока цилиндров под
направляющие втулки клапанов……………….12,0 мм
На всех направляющих втулках впускных и выпускных клапанов установлены маслосъемные колпачки, которые после снятия клапанов должны быть заменены новыми. Угол р установки направляющих
втулок впускных и выпускных клапанов……………..17°
Длина выступающей части направляющей втулки клапана, входящей в клапанную пружину (без нижней тарелки):
Втулка впускного клапана……………………12,34 мм
Втулка выпускного клапана…………………12,34 мм

Клапанные пружины
| Параметр | Тип 1 | Тип 2 |
| Длина в свободном состоянии, мм | 46,5 ±2 | 46,64 |
| Длина под нагрузкой, мм: | ||
| нагрузка 270 Нм | 37 | 37 |
| нагрузка 536 Нм | — | 27,5 |
| нагрузка 650 Нм | 27,6 | — |
| Длина с полностью сжа’ыми витками, мм | 26,0 | 23,63 |
| Диаметр проволоки, мм | 4,0 | 3,8 |
| Внутренний диаметр пружины, мм | 21,5 | 21,5 |
Проверка оси коромысел
- Проверьте состояние рабочих поверхностей пят коромысел и их регулировочных болтов.
- Убедитесь, что отверстия (D) для смазки поверхностей кулачка и пяты коромысла не закупорены.
- Изношенные детали замените.

Распределительный вал
Снятие поршневых пальцев
- Установите поршень на гризму (S) так, чтобы поршневой палец совпал с отверстием для его приема при выходе из поршня.
- Оправкой (1) выдавите палец из поршня.

Поршни
Поршневые пальцы установлены с горячей посадкой в верхней головке шатуна и с плавающей в бобышках поршня.
Размеры поршневых пальцев.
Внутренний диаметр……………….. 10,55 — 11,50 мм

— Смещение оси отверстия для поршневого пальца (2) относительно плоскости симметрии поршня (3) составляет 0,8 ± 0,15 мм.
— Ориентация поршня: стрелка (7) должна быть направлена в сторону маховика.
— На участке (4) указана высота поршня (поршни размерных групп А, В, С).
— На участке (6) указан тип двигателя.
— Маркировка на участке (5) на поршне предназначена только для поставщика.
Маркировка поршней
Примечание: При установке поршней в цилиндры важно проследить за правильностью расположения выступа (8) на днище поршня в цилиндрах 1 -2 и 3-4. 2. Тип 2.

— Смещение оси отверстия для поршневого пальца (2) относительно плоскости симметрии поршня (3) составляет 0,8 ± 0,15 мм.
— Ориентация поршня: метка «Л» (7) должна быть направлена в сторону маховика.
— На участке (4) указана высота поршня (поршни размерных групп А, В, С).
— Маркировка на участке (5) на поршне предназначена только для поставщика.
Примечание: При установке поршней в цилиндры важно проследить за правильностью расположения выступа (8) на днище поршня в цилиндрах 1 -2 и 3-4.
Расположение поршней
- В цилиндрах 1 и 2 поршень должен быть установлен так, чтобы метка «Vt» (тип 1) или метка «Л» (тип 2) была направлена к маховику, а выступ (8) располагался справа от вертикальной средней плоскости (9) цилиндра.

| А — сторона выпуска. |
- В цилиндрах 3 и 4 поршень должен быть установлен так, чтобы метка «Vf» (тип 1) или метка «Л» (тип 2) была направлена к маховику, а выступ (8) располагался слева от вертикальной средней плоскости (10) цилиндра.

| А — сторона выпуска. |
| Таблица. Зависимость диаметра поршня от диаметра цилиндра. | |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| Зазор между поршнем и цилиндром: Тип 2………………………………………….0,030-0,050 мм | |||||||||||||||||||||||||||||
Размерные группы гильз цилиндров
Внимание: Очень важно подбирать поршни по диаметру гильз в блоке цилиндров. Это делается следующим образом.
По положению отверстий «Т» относительно верхней поверхности блока цилиндров можно определить размерные группы всех цилиндров (по номинальному диаметру) и соответственно подобрать поршни (см. приведенную ниже таблицу с информацией по подбору цилиндро-поршневых групп). 
Пояснение: маркировочное поле содержит три ряда (1, 2 и 3) позиций меток, каждый из которых соответствует определенной размерной группе (А, В и С) цилиндра. Каждый ряд содержит четыре позиции (D) меток, соответствующих номеру цилиндра.
| Таблица. Размерные группы гильз цилиндров. | ||||||||
|
Измерение диаметра поршня
Диаметр поршня измеряют на расстоянии Е = 41,5 мм от его днища. 
Поршневые кольца
На каждом поршне установлено три кольца, толщина которых следующая:
Верхнее компрессионное кольцо……………….1,5мм
Нижнее компрессионное кольцо………………..1,5 мм
Маслосъемное кольцо……………………………….2,5 мм 
Шатуны
Осевой зазор шатуна на шейке
коленчатого вала……………………… 0,31 — 0,604 мм
Расстояние между центрами
отверстий в верхней и нижней
головках шатуна………………………..128 ± 0,035 мм
Коленчатый вал
Число коренных подшипников……………………………..5
Коренные и шатунные шейки вала упрочнены обкаткой роликами. Диаметр коренных шеек, мм:
Диаметр шатунных шеек, мм:
Осевой зазор коленчатого вала:
Номинальный (без износа)………….0,045 — 0,252 мм
Допустимый при износе……………………….0,852 мм
Для регулировки осевого зазора вала имеются прокладки разной толщины, устанавливаемые на третий коренной подшипник вала.
Установка вкладышей подшипников коленчатого вала
- В коренных подшипниках 1, 3 и 5 устанавливаются вкладыши (верхний и нижний), не имеющие смазочных канавок (А).
- В коренных подшипниках 2 и 4 устанавливаются вкладыши (верхний и нижний), имеющие на внутренней поверхности канавки (В).

Диаметр вкладышей коренных подшипников:
Номинальный диаметр «X»……………………47,75 мм
Диаметр вкладышей шатунных подшипников:
Номинальный диаметр «X»……………………43,75 мм
Ремонтный диаметр «X»…………………………..44 мм 
Блок цилиндров
Посадочные диаметры (5) гнезд вкладышей коренных подшипников в блоке цилиндров маркируются (гравируются) метками (6) над масляным фильтром. 
| Таблица. Посадочный диаметр гнезд вкладышей коренных подшипников. | |||||||||
|
— Маркировочное поле содержит два ряда (1, 2) позиций меток, соответствующих размерным группам (по диаметру) А и В гнезд вкладышей коренных подшипников.
— Положение метки в ряду (D) соответствует номеру коренного подшипника.
Взято с loganrenault.ru
3Процесс ремонта , подробный разбор
Видео ремонта двигателя рено логан
Сначала сливаем охлаждающую жидкость и масло с двигателя:
Затем отключаем все разъёмы, тросики, шланги и т.д. Снимаем воздушный фильтр, катушку зажигания, дроссельную заслонку, рампу и т.д.
Приступаем к снятию ремней генератора и ГРМ:
Замена ремня генератора и вспомогательных агрегатов:
Замена ремня ГРМ на рено логан:
После снятия ремней наблюдаем текущую помпу и слабенькую сопливость сальника коленвала. Помпу и сальник под замену.

А вот и первая засада, которая меня поджидала! Снятию головки блока цилиндров будет мешать жгут проводов, который идёт к генератору, насосу ГУР и компрессору кондиционера.
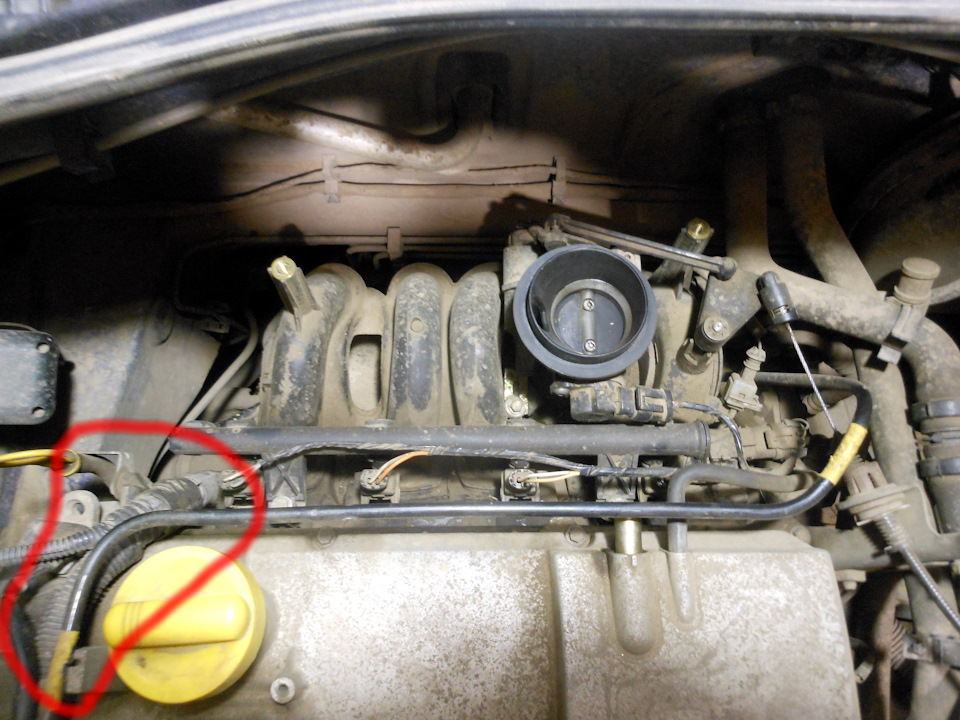
От насоса ГУР и генератора провода отключаются элементарно, а вот от кондиционера один проводок отключить никак не получилось. Он протянут в узенькую щель между генератором и компрессором. В общем, пришлось снимать насос ГУР (заодно поменял жидкость ГУР) и генератор, только после этого получилось отодвинуть этот кабель в сторону.
Замена жидкости ГУР:
На фото этот проклятый проводок:
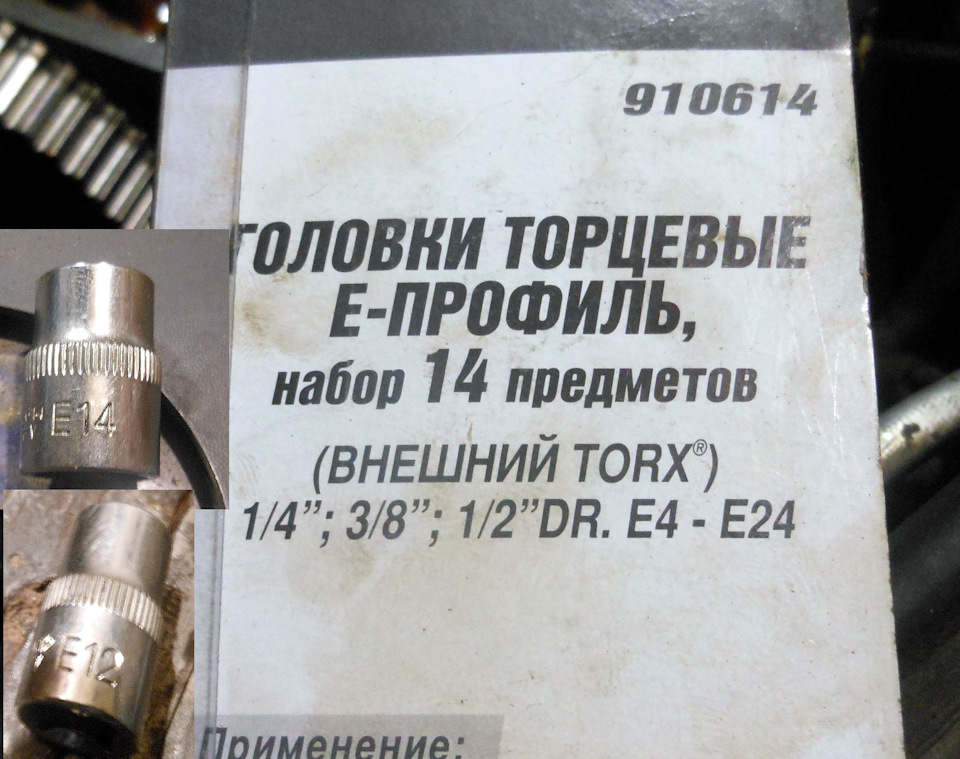
Далее снимаем клапанную крышку и головку блока цилиндров (ГБЦ). Для снятия и установки ГБЦ потребуется две головки торцевые Е-профиля — Е12 и Е14
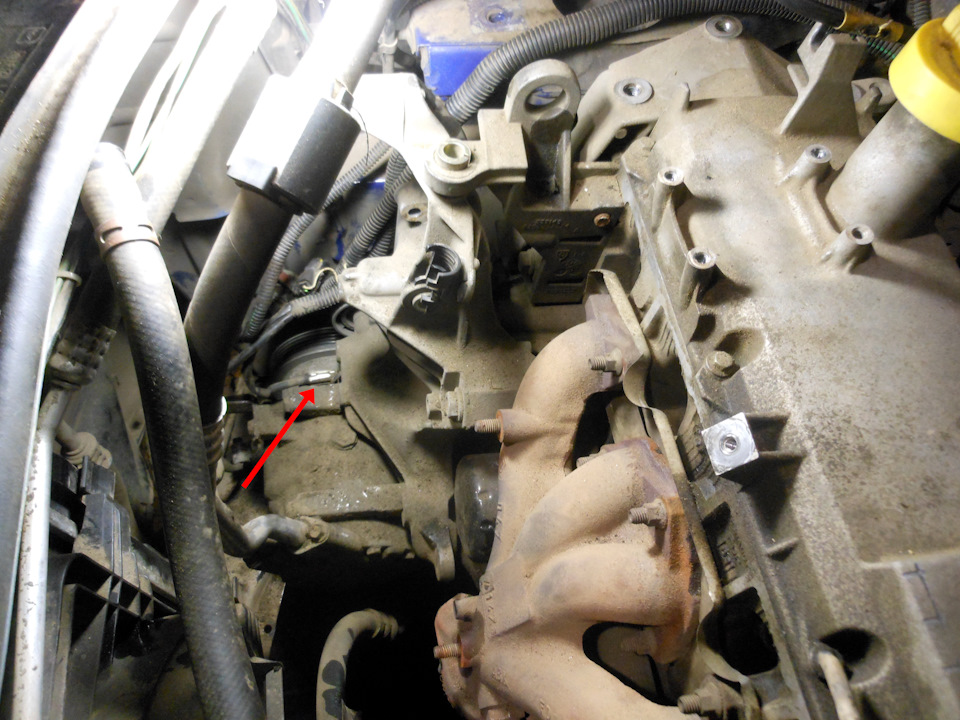
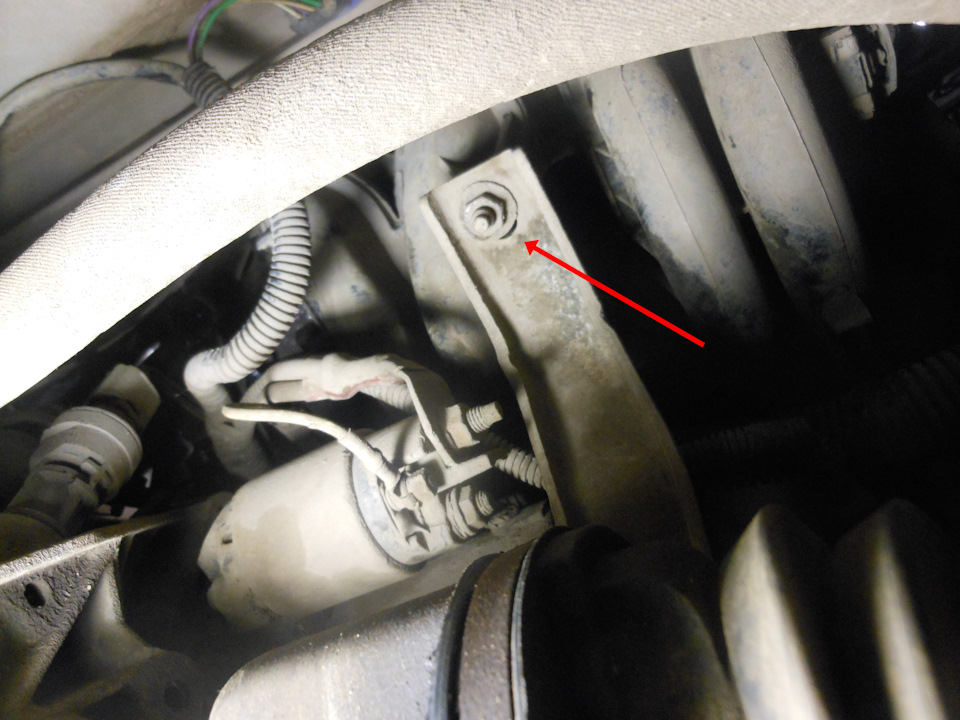
Не забыть открутить одну гайку снизу, которая прикручена к скобе усиления впускного коллектора.
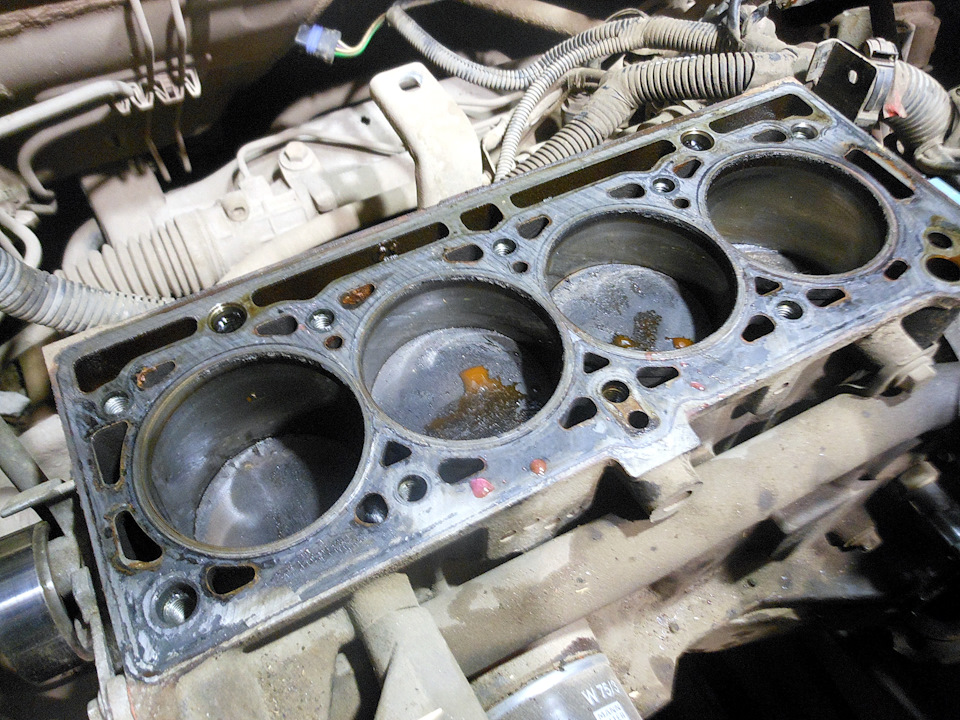
Снимаем ГБЦ и ставим предварительный диагноз — на поршнях сильный масляный нагар, плоскости головки и блока в норме, т.к. между цилиндрами нет «пробоев» выхлопных газов и подтёков охлаждающей жидкости. Можно не шлифовать. Поршня в цилиндрах не болтаются. Выработки на стенках цилиндров практически нет. Растачивать не надо.

Далее необходимо снять масяный поддон (картер) двигателя, чтобы внуть поршня. И, вот тут, меня поджидала засада №2! Снятию поддона мешает подрамник!
Соорудил вот такую конструкцию для вывешивания двигателя:

Как снять подрамник можно посмотреть здесь:
Двигатель получается подвешенным за опору на КПП и на моей конструкции.
Снимаем поддон, достаём поршня. Я каждый поршень помечал керном вот таким образом:
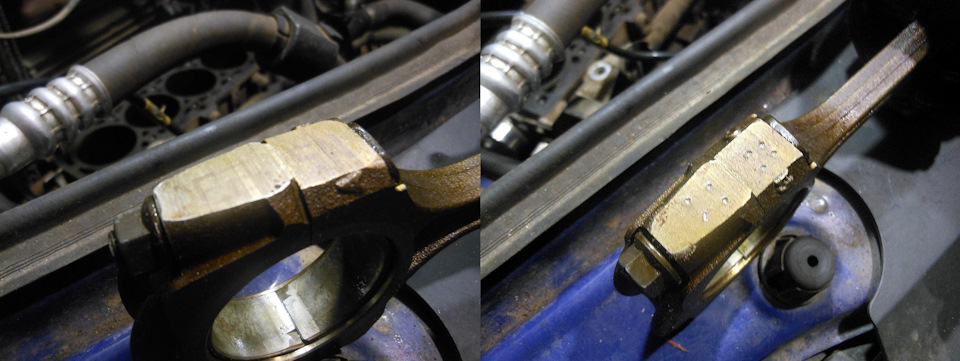
На стороне, обращённой к заду авто, лазером нанесены какие-то буквы. Кстати, так же помечал и клапана (фото нет). Опять наблюдаем сильный нагар на верху и на боках поршня, а также полное залегание маслосъёмных колец.


Отскребаем, отчищаем, отмываем.
Приступаем к разборке ГБЦ, например так:
Я клапана не менял, притёр старые. Заменил маслосъёмные колпачки (сальники клапанов), старые были просто дубовые и свою функцию уже не выполняли. А вот так выглядели внутренние камеры клапанов:

Далее приведу фото заменённых деталей (помпа, поршневые кольца, шатунные вкладыши, болты головки, передний сальник коленвала, передний сальник ГРМ, маслосъёмные колпачик, прокладки головки и клапанной крышки)




Далее собираем всё в обратном порядке, заливаем жидкости и масла. Сначала прокручиваем двигатель несколько секунд стартером с отключённым зажиганием. Затем подключаем катушку зажигания и делаем короткие запуски двигателя для равномерного смазывания всей системы. Потом небольшие прогревы двигателя для обгорания солярки, которой всё мылось, перегревать нельзя, чтобы не было возгорания. Выпускаем воздух из системы охлаждения. И только потом, когда перестанет идти сильный дым от наружных частей двигателя, заводим его и прогреваем до срабатывания вентилятора и выпускаем оставшийся воздух из системы охлаждения.
4. Заключение о ремонте двигателя
Всё! Дальше обкатка 1000 км. и затем замена масла и фильтра, регулировка клапанов и подтяжка свечек.
Цена запчастей при ремонте двигателя рено логан: 13 000 ₽
Источник