- Ремонт токарного станка 16К20
- Возможные неисправности
- Виды ремонта
- Малый ремонт
- Средний ремонт
- Капитальный ремонт
- Ремонт основных узлов
- Станина
- Каретка
- Задняя бабка
- Ремонт, устройство и схема токарного станка
- Капитальный ремонт электрической схемы токарного станка
- Устройство токарного станка
- Электрическая схема токарного станка
- Вводной автомат и система блокировки двери
- Главный контактор
- Быстрый ход каретки и СОЖ
- Освещение
- Трансформатор
- Кнопки управления
- Концевой нулевого хода
- Концевой крышки привода
- Тепловая защита
- Реле времени – защита от холостого хода
- Задняя коробка
- Быстрый ход каретки и суппорта
- Торможение
- Заключение
- Видео
Ремонт токарного станка 16К20
Токарно-винторезный станок 16К20 и его аналоги — один из самых распространенных видов металлорежущего оборудования на постсоветском пространстве. Он начал выпускаться почти пятьдесят лет назад (в 1971 году) и до сих пор применяется на разных производствах: от небольших мастерских до крупных промышленных предприятий. 16К20 имеет множество модификаций и аналогов, которые выпускаются не только в бывших союзных республиках, но и на нескольких станкостроительных заводах Китая и Болгарии.

Ремонт этих токарных станков хорошо освоен на многих предприятиях, поскольку за многие годы компоновка и состав механизмов у 16К20 практически не изменились. Также остались неизменными порядок и состав ремонтных работ, хотя сейчас это оборудование ремонтируют не только традиционными методами, но и с применением современных технологий и материалов.
Возможные неисправности
При длительной эксплуатации токарного оборудования детали его механизмов теряют свои первоначальные качества, что приводит к изменению их формы, увеличению зазоров в местах сопряжений и ухудшению состояния поверхностей трения. Одна из главных причин возникновения таких неисправностей — это износ поверхностей трения отдельных деталей, который происходит в результате:
- воздействия силы трения;
- пластической деформации (смятия металла);
- усталости поверхностного слоя;
- химической коррозии.
Возможные неисправности основных элементов токарного станка:
- Корпусные детали. Трещины, сколы, износы отверстий, повреждение резьб, отклонение от прямолинейности плоскостей.
- Валы. Износ шеек, шпоночных пазов, центровых отверстий.
- Фланцы. Трещины и сколы в крепежных отверстиях. Износ поверхностей сопряжения.
- Шестерни и валы-шестерни. Износ зуба и радиальное биение зубчатого венца.
- Шпиндель. Износ шеек, переднего внутреннего конуса и шлицевого соединения.
- Ходовой винт. Износ резьбы и шеек.
- Валик ходовой. Износ шпоночного паза и шеек.

Устройство станка 16К20
На основании осмотра и контрольных замеров этих компонентов 16К20 определяется необходимость ремонта и проводится подготовка к ремонтно-восстановительным работам. Осмотр станка на предмет ремонта начинается со шкива, который на токарном станке 16К20 передает движение от главного двигателя к шпинделю. Перечень основных проблем, возникающих вследствие нарушений правил эксплуатации оборудования, приводится в разделе 16 «Руководства по эксплуатации. Здесь же указаны возможные причины и методы их устранения.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.

Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
При капремонте перед полной разборкой выполнятся проверка точности 16К20 и степень изношенности поверхностей трения.
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 16К20
Ремонт основных узлов
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Шабровка выполняется ручным слесарным инструментом, поэтому ее трудоемкость в несколько раз выше, чем при механизированной обработке.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.
Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.

Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.

Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.

Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.
Источник
Ремонт, устройство и схема токарного станка

Главный контактор и тепловое реле главного двигателя токарного станка
Электрическая наука широко раскинула свои сферы влияния. Сегодня автор, участвующий в Конкурсе статей, поделится опытом по необычной для блога СамЭлектрик.ру теме – устройство токарного станка с точки зрения электрика.
Автора зовут Тимур Бобров, он из Ростова-на-Дону. В статье будет коротко рассказано об устройстве токарного станка, приведены схемы и описания узлов, дано много живых фотографий.
Статья рассчитана на читателей, которые в общих чертах знают, для чего нужен и как устроен токарный станок.
У меня есть несколько статей, в которых рассказано, как работают релейные схемы, там много похожей информации и нужных ссылок.
Итак, слово Автору.
Капитальный ремонт электрической схемы токарного станка
Здравствуйте. Я несколько лет занимаюсь капитальными ремонтами токарных станков. Со мной трудятся ещё несколько человек, у них разные обязанности. Моя сфера деятельности – электрика.
В основном – станки производства СССР, 1960-1980 годов. Модификаций станков даже с одним названием очень много – зависит от года выпуска и от завода.
Приходится иногда полностью менять все детали схемы, включая двигатели и провода, не говоря о пускателях и кнопках. Зависит от суммы, которую готов выложить заказчик и состояния станка – иногда достаточно поменять вводной автомат и горелые контакты, и станок готов.
Поскольку попадаются клиенты небогатые, приходится идти на компромисс, делать подешевле, урезать некоторые функции. При этом стараюсь сразу объяснить, что будет в результате, какие функции не будут работать.
Устройство токарного станка
Классический токарный станок производства СССР состоит из частей, показанных на чертеже:
Устройство токарного станка – вид спереди
На этом рисунке видно далеко не всё, только некоторые части, но этого достаточно для первичного понимания. Части, которые имеют отношение к электрике, выделены.
- 8 – ручка муфты и переключения направления вращения шпинделя. Важно то, что эта ручка воздействует на концевой выключатель нулевого хода – пока он нажат, станок не включится.
- 12 – кнопки Пуск и Стоп для управления главным двигателем.
- 21 – кнопка без фиксации для включения двигателя быстрого хода (ускоренного перемещения каретки).
- 24 – лампа освещения.
- 27 – амперметр прямого включения, для контроля тока главного двигателя.
- 28 – тумблер включения двигателя насоса охлаждающей жидкости (СОЖ).
- 29 – индикатор включения питания.
- 30 – рукоятка включения питания.
Электрическая схема токарного станка
Типовая схема токарного станка
Общий вид электрошкафа:

Электрошкаф токарного станка – открыта дверь
Сначала рассмотрим силовую часть (по схеме – слева от трансформатора).
Вводной автомат и система блокировки двери
Вводной автомат F1 является выключателем питания, он приводится в действие ручкой, выведенной на переднюю панель:

Панель управления токарного станка до ремонта. Рукоятка включения питания, индикатор сети, включение системы охлаждения, амперметр.

Вводной автомат станка. Проводов на верхних клеммах нет
Вводные клеммы, как видно на фото, часто бывают подгоревшие, поскольку заводские электрики подходят к этому важному месту халатно. А станки часто переносятся на другое место и переподключаются.
Система заземления всегда TN-C, то есть совмещенный проводник PEN прикручивается на корпус и на нейтраль. Точнее, нейтраль N и земля прикручены на один болт шасси.
Система H1 – S1 – F1 служит для того, чтобы при открытии двери автомат F1 отключался, и станок полностью обестачивался. Если электрик обладает большим опытом и специальным ключом, он может эту систему обойти.

Система безопасности – индикатор H1, концевой открытия двери S1, переключатель ПУ, автомат F1. Также видно заднюю часть амперметра.
Для этого после открытия двери нужно вставить и повернуть ключ в месте ПУ, и заново включить автомат. При этом будут вспыхивать лампочки Н1.
Но обычно (всегда) ключ безопасности теряется, переключатель ПУ ломается отверткой, и бравые электрики (а бывает, и токари!) лезут в станок под напряжением. Рассказываю, как есть.
Главный контактор
Контактор К1 – самый мощный в станке. Он включает кроме двигателя М1 (шпиндель, мощность 7,5 или 10 кВт) двигатель гидростанции. Впрочем, гидросуппорт имеется в наличии крайне редко, поэтому двигатель М4 и тепловое реле F7 рассматривать не будем.

Главный контактор двигателя шпинделя
Кроме контактора, имеется и тепловое реле F5, на фото внизу. Тепловое реле старого типа имеет два полюса (контролирует две фазы). Одна из фаз идёт через амперметр. Три синих провода уходят к двигателю М1.
Главный двигатель посредством ременной передачи передает вращение на коробку передач.
Быстрый ход каретки и СОЖ
Через автомат F2 (около 6 А) питание поступает через контактор К4 на двигатель быстрого хода М2. Он включается вручную на короткое время, поэтому не имеет тепловой защиты. Через тот же автомат и контактор К2 питается двигатель М3, он вращает насос подачи охлаждающей жидкости. Насос включается вручную, тумблером на панели управления.
Освещение
Такая простая вещь, как светильник, всегда сломана. Его приходится менять или ремонтировать. Важно, что там стоит лампа на 24 или 36 В, и обязательно в целях безопасности питается через трансформатор.
На схеме – F3, S9, H2. Такие светильники есть в продаже, они называются “станочные”.
Трансформатор
Переходим к части управления. Она питается напряжением 110 В, от трансформатора.
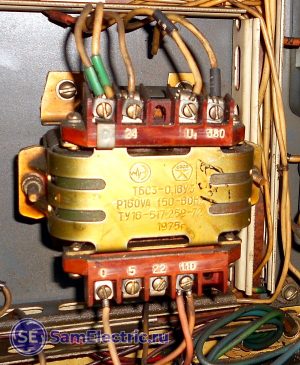
Трансформатор станка – необходим для безопасной и правильной работы части управления
Это система с изолированной нейтралью (то есть, эта часть схемы работает без заземления) – пожалуй, самая безопасная из существующих.
Некоторые электрики в целях экономии или по незнанию выкидывают трансформатор. Это очень опасно! Тогда все части схемы будут под опасным напряжением!
Кнопки управления
Речь идет о кнопках S3, S4 (Стоп, Пуск).

Кнопки управления Пуск, стоп для управления пуском главного двигателя
По схеме видно, что это классическая схема с самоподхватом. Но в токарном станке она имеет свои особенности.
Схема управления питается через предохранитель F4 (я обычно ставлю автомат на 2 или 4 А) и кнопку Стоп.
При нажатии кнопки Пуск двигатель запустится только если выполнены несколько условий. А именно – замкнуты контакты S6 – S5 – F7 – K3 – F5. Только тогда на катушку контактора К1 поступит питание, и он своими контактами сам себя будет питать.
Кнопки можно менять на новые, тип ПКЕ, но лучше почистить и отремонтировать сделанные в СССР, чем ставить новые.
Концевой нулевого хода
Как я писал выше, концевой нулевого хода S6, для того чтобы запустился двигатель, должен стаять в нейтральном (не нажатом) положении.

Концевой защиты от ложного включения
Концевой крышки привода
Если концевой выключатель S5 не нажат (крышка ременной передачи не закрыта), двигатель не включится. Это опять требование безопасности.

Концевой защиты ременной передачи, место установки показано стрелкой
На фото показано место установки, но самого концевого нет. Его часто не ставят, либо принудительно замыкают, чтобы в работе можно было снять крышку. Это нарушение безопасности!
Тепловая защита
Далее по цепи пуска идут контакты тепловых реле F5 и F7. Тут ясно – при перегрузке контакты реле размыкаются, и двигатель не запустится, пока не устранится проблема, потом нужно вручную включить реле.

Контактор и тепловое реле насоса подачи охлаждающей жидкости
Реле времени – защита от холостого хода
Реле времени К3 типа РВП-22 включается при нажатии кнопки Пуск S4. Далее, если концевой нулевого хода S6 не разомкнется (шпиндель не начнет вращаться), контакты реле времени К3 с задержкой включения разомкнутся, контактор К1 отключится, и главный двигатель остановится.

Реле времени для защиты холостого хода
Для чего нужна эта система? Дело в том, что при вращении коробки передач на холостом ходу некоторые детали в ней могут перегреться (что именно – вопрос к механикам). Поэтому если токарь не выберет направление вращения, двигатель остановится.
В любое время, если шпиндель при вращении двигателя остановится, начинается отсчет времени, около 30-60 с.
К сожалении, при выходе реле времени из строя его контакты не дают запуститься двигателю. В результате, при отсутствии запчастей, их замыкают, и “выходят из положения”. Я ставлю вместо устаревших моделей электронные реле времени.
Задняя коробка
Задняя распределительная коробка часто бывает поломана или находится в неудовлетворительном состоянии.

Задняя коробка с клемником
Все провода, которые идут через клеммник этой коробки, приходится перетягивать (монтировать новые), поскольку от масла они становятся ломкие. Через эту коробку идут провода на кнопки Пуск и Стоп и на кнопку включения быстрого хода, а также питание на лампу.
Быстрый ход каретки и суппорта
Для ручного оперативного перемещения каретки вдоль и поперек служит двигатель М2, включаемый контактором К4. Контактор включается кнопкой (концевым без фиксации), которая встроена в ручку перемещения каретки.
Ниже показано фото аналогичного токарного станка 1К62, на котором изображен суппорт, каретка, а стрелкой показана кнопка включения двигателя быстрого перемещения.

Кнопка быстрого перемещения суппорта
Двигатель быстрого перемещения расположен в правой части станины, вращение передается через ремень.
Торможение
Торможение шпинделя нужно для того, чтобы токарь не тратил время в ожидании остановки массивной детали. Если торможения не будет, на остановку может потребоваться более 10 с. В современных станках применяется механическое торможение шпинделя при остановке. В старых моделях применялось электрическое торможение постоянным током либо тормозной муфтой.
Заключение
К сожалению, большинство станков, приходящих на ремонт – в неудовлетворительном состоянии. Это относится не только к электрической части. Причина – в отсутствии квалифицированного обслуживающего персонала на предприятиях и в отсутствии нужных запчастей.
Видео
На видео показана и подробно рассмотрена схема токарного станка, и показано, как можно установить в него УПП (софтстартер) для плавного пуска главного двигателя:
Спецы по токарным станкам, жду вас в комментариях!
Источник