- Двигатель ЯМЗ 7511
- Технические характеристики
- Обслуживание
- Руководство по ремонту
- Вывод
- Ремонт двигателя ямз 7511 своими руками видео
- Топливный насос высокого давления на ЯМЗ-7511
- Технические характеристики
- Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
- ТНВД ЯМЗ-7511
- Обслуживание
- Как правильно выставить зажигание на двигателе ЯМЗ 7511
- Руководство по ремонту
- Оценка и калибровка угла опережения впрыскивания топлива ЯМЗ-7511
- Как выставить зажигание для двигателя ЯМЗ 7511
- Оценка и калибровка УОВТ для ЯМЗ 7511
- 6.2.1. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка двигателя: привод ТНВД, крышка блока с фильтром тонкой очистки топлива, маховик и картер маховика, масляной насос, трубы и коллектора, центробежный насос.
- 6.2. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка двигателя: блок цилиндров, шатунно-поршневая группа, коленчатый и распределительный валы.
Двигатель ЯМЗ 7511
Двигатель ЯМЗ 7511 — это следующее поколение легендарного мотора ЯМЗ 238, которые выпускались Ярославским моторным заводом для транспортных средств МАЗ. Основным отличием является наличие турбонаддува и повышения экологической нормы до Евро-2.

Технические характеристики
Устройства мотора ЯМЗ 7511 несколько отличается от своих предшественников. Конструкторы усовершенствовали ряд узлов и агрегатов, что позволило не только увеличить мощность ДВС, но и срок эксплуатации. Так, Конструктивных изменений потерпели:
- Установлен жидкостно-маслянный теплообменник.
- Монтирован водяной насос повышенной производительности.
- Улучшенная группа гильза-поршень с системой масляного охлаждения.
- Обновление топливных насосов высокого давления топлива.
Теперь рассмотрим основные технические характеристики, которые имеет двигатель ЯМЗ 7511:
| Наименование | Характеристика |
| Тип | Дизель, турбированный дизель |
| Объем | 14,86 литров (14 860 см куб) |
| Конфигурация, параметр | V-образная |
| Количество цилиндров | 8 |
| Количество клапанов | 16 |
| Эконорма | Евро-2 |
| Диаметр цилиндра | 130 мм |
| Степень сжатия | 16,5 |
| Охлаждение | Жидкостное |
| Клапанный механизм | OHV |
| Материал исполнения блока и головки | Чугун |
| Ресурс | 800 000 — 1 000 000 км пробега |
| Топливо | Дизельное топливо |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Применяемость | Бортовые автомобили, шасси МАЗ-533608-020, МАЗ-533608-021, МАЗ-533608-043, МАЗ-630308-020, МАЗ-630308-021, МАЗ-630308-040, МАЗ-631708-010, МАЗ-631708-020, МАЗ-631708-030, МАЗ-631708-041, МАЗ-631708-061; седельные тягачи МАЗ-543208-0204, МАЗ-544008-030-020, МАЗ-544008-030-021, МАЗ-642208-020, МАЗ-642208-022, МАЗ-640308-020-010, МАЗ-640308-020-020; лесовозы, сортиментовозы МАЗ-641708-220, МАЗ-630308-226 |
Обслуживание
Обслужить двигатель ЯМЗ 7511 достаточно просто, поскольку особых отличий от обслуживания старшего брата 238-го — не существует. Каждое плановое сервисное обслуживание должно проводиться с периодичностью 20 000-25 000 км пробега. Если следовать инструкции по обслуживанию и ремонту, то необходимо выполнять следующий ряд операций:
- Замена масла.
- Регулировка клапанного механизма.
- Замена фильтров. Так, в зависимости от модификации мотора могут быть или не быть следующие фильтрующие элементы: фильтр тонкой и грубой очистки масла, фильтрующий элемент для грубой и тонкой очистки топлива, воздушный фильтр, экофильтр для выхлопа.
- Очистка форсунок.
- Регулировки, связанные с топливным насосом высокого давления.
- Другие операции, направленные на техническое обслуживание силового агрегата.

Руководство по ремонту
Неполадки движка время от времени знают о себе знать. Зачастую, это связано с износом основных узлов и агрегатов или неправильной эксплуатацией. Также, весьма важным фактором можно считать и обслуживание мотора.
Наиболее частыми поломками можно считать:
- Неисправности ТНВД, связанную с плохим качеством горючего на территории СНГ.
- Система охлаждения. Эта поломка возникает вследствие механического износа узлов.
- Схема электрооборудования несовершенная.
- Износ поршневой группы.
- Клапанный механизм.
- Стартер и генератор.
Наиболее частый вопрос, который задают автомобилисты в интернете — момент затяжки головки блока цилиндров. Для затяжки креплений ГБЦ имеется схема, которой необходимо руководствоваться.
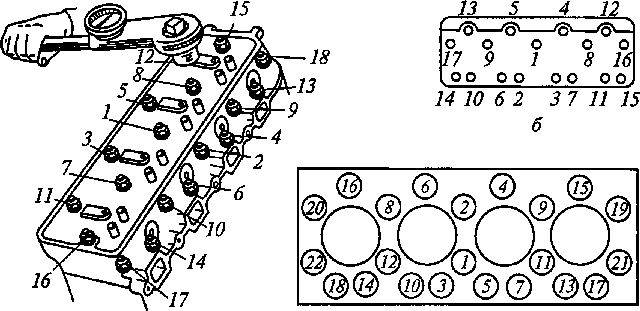
Затягиваться должны с силой предусмотренной заводом изготовителем, которая составляет — гайки шпилек крепления головки цилиндров 240–260 (24–26) Н·м (кгс·м).
Если крепления ГБЦ слишком сильно затянуты, то возможны неисправности мотора, в том числе пробой и выдавливание прокладки.
Вывод
Двигатель ЯМЗ 7511 — это высококлассный и мощный современный мотор, который за время своей службы доказал, что достоин внимания. Высокие технические характеристики, мощность, а также простота в обслуживании и ремонте, сделали популярным и любимым двигатель ЯМЗ, как на территории России, так и за её приделами.
Источник
Ремонт двигателя ямз 7511 своими руками видео
Топливный насос высокого давления на ЯМЗ-7511
Технические характеристики
Устройства мотора ЯМЗ 7511 несколько отличается от своих предшественников. Конструкторы усовершенствовали ряд узлов и агрегатов, что позволило не только увеличить мощность ДВС, но и срок эксплуатации. Так, Конструктивных изменений потерпели:
Теперь рассмотрим основные технические характеристики, которые имеет двигатель ЯМЗ 7511:
| Наименование | Характеристика |
| Тип | Дизель, турбированный дизель |
| Объем | 14,86 литров (14 860 см куб) |
| Конфигурация, параметр | V-образная |
| Количество цилиндров | 8 |
| Количество клапанов | 16 |
| Эконорма | Евро-2 |
| Диаметр цилиндра | 130 мм |
| Степень сжатия | 16,5 |
| Охлаждение | Жидкостное |
| Клапанный механизм | OHV |
| Материал исполнения блока и головки | Чугун |
| Ресурс | 800 000 — 1 000 000 км пробега |
| Топливо | Дизельное топливо |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Применяемость | Бортовые автомобили, шасси МАЗ-533608-020, МАЗ-533608-021, МАЗ-533608-043, МАЗ-630308-020, МАЗ-630308-021, МАЗ-630308-040, МАЗ-631708-010, МАЗ-631708-020, МАЗ-631708-030, МАЗ-631708-041, МАЗ-631708-061; седельные тягачи МАЗ-543208-0204, МАЗ-544008-030-020, МАЗ-544008-030-021, МАЗ-642208-020, МАЗ-642208-022, МАЗ-640308-020-010, МАЗ-640308-020-020; лесовозы, сортиментовозы МАЗ-641708-220, МАЗ-630308-226 |
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
ТНВД ЯМЗ-7511
Привод ТНВД ЯМЗ-7511
Рис.9 – Привод топливного насоса высокого давления ЯМЗ-7511
1–шестерня ведомая; 2–ось ведомой шестерни; 3–манжета; 4–фланец полумуфты; 5–полумуфта ведущая; 6–болт; 7–шайба; 8–болт; 9–болт; 10–манжета; 11–болт; 12–кольцо пружинное; 13–фланец упорный; 14–гайка специальная; 15–пластины.
С помощью щипцов извлечь пружинное кольцо (рисунок 9 поз. 12).
Извлечь полумуфту ведущую (поз. 5), отвернуть болты (поз.  снять шестерню ведомую (поз. 1) и манжету (поз. 10) с оси ведомой шестерни (поз. 2).
снять шестерню ведомую (поз. 1) и манжету (поз. 10) с оси ведомой шестерни (поз. 2).
Отвернуть болты (поз. 9) и снять фланец упорный (поз. 13).
Извлечь из блока цилиндров ось ведомой шестерни (поз. 2) с подшипником в сборе и манжету (поз. 3).
Отвернуть с оси ведомой шестерни (поз. 2) гайку (поз.14) при помощи специального ключа.
Подсборка оси ведомой шестерни:
Установить на ось ведомой шестерни (2) подшипниковый узел.
Навернуть на ось ведомой шестерни с подшипниковымузлом гайку (14) специальным ключом.
Установить манжету (поз. 3) на ось ведомой шестерни с подшипником в сборе.
Установка привода топливного насоса ЯМЗ-7511
Продуть сжатым воздухом отверстие М10 для крепления оси ведомой шестерни с подшипником и манжетой (7511.1029120-01). Нанести 2-3 капли герметика (УГ-9 ТУ 6-01-1326-86) в 3 отверстия (М10) переднего торца блока.
Допускается нанесение герметика на резьбу болтов. Установить ось ведомой шестерни с подшипником и манжетой в сборе в расточку блока цилиндров до упора фланца в передний торец блока.
Ось должна входить свободно. Не допускается запрессовка оси, допускается установка оси легкими ударами молотка через оправку, для устранения перекосов.
Нанести 2-3 капли герметика УГ-9 в резьбовые отверстия М10 фланца оси ведомой шестерни (7511.1029122) (поз. 13), допускается нанесения герметика на резьбу болтов крепления фланца оси ведомой шестерни (болт М10 9 шт.).
Установить ведомую шестерню (поз. 1) на фланец оси, совместив отверстия шестерни и фланца оси, ввернуть болты крепления на 2-3 нитки от руки.
Придерживая шестерню от проворота, завернуть болты окончательно с Мкр=53,9-68,6 Нм (5,4-7,0 кг/см) (S=14).
Сборка и установка ТНВД на двигатель ЯМЗ-7511
С помощью подвески для ТНВД и кран-балки установить ТНВД (175.1111005-01) на верстак.
Собрать наконечник (236-1104430, 1 шт.) с болтом (М14, 310096-П2) и шайбами (312236-П34, 2 шт.), завернуть болт в топливоподкачивающий насос на 2-3 нитки резьбы от руки.
Собрать трубку отводящую (238БМ-1104384, 1 шт.) с болтом-клапаном, входящим в состав ТНВД, и шайбами (312326-П34, 2 шт.) уплотнительными, завернуть болт- клапан в ТНВД на 2-3 нитки резьбы от руки.
Собрать скобы: верхнюю (236-1104440, 1 шт.) и нижнюю (236-1104441, 1 шт.) с болтами (М6, 201422-П29, 2 шт.), шайбами (252134-П2, 2 шт.) и прокладкой (236-1104457-Б, 1 шт.); закрепить трубки низкого давления скобами между собой, сдвинуть скобы максимально в сторону ТНВД (S=10).
Завернуть болты крепления топливных трубок и наконечника окончательно (S=19). Топливные трубки не должны касаться корпуса ТНВД и друг друга, а наконечник должен располагаться вертикально.
Вставить болты (М10, 201461-П29, 4 шт.) крепления топливного насоса с шайбами (312515-П29, 4 шт.) в отверстия опор насоса, совместить риску на гасителе с меткой на указателе, при этом бобышки на гасителе должны располагаться горизонтально.
Надеть фланец ведущей полумуфты с пластинами (7511.1029262, 1 шт.) в сборе на вал привода ТНВД.
Установить топливный насос кран-балкой в постели блока, отцепить подвеску и отвести кран-балку.
Совместить отверстия пластин фланца ведущей полумуфты с отверстиями в гасителе ТНВД, ориентируя предварительно стяжной болт наружу (от блока цилиндров вверх).
Установить болты (М12, 310265-П29, 2 шт.) с шайбами (312502-П29, 2 шт.) в отверстия пакета пластин и ввернуть от руки в резьбовые отверстия гасителя.
Закрепить ТНВД ЯМЗ-7511 к блоку окончательно с Мкр=28-36 Нм (2,8-3,6 кг/см) (S=14).
Завернуть болты крепления пластин окончательно с Мкр =109,0-122,5 Нм (11-12,5 кг/см) (S=19).
Смазать вручную торец корпусов распылителей консистентной смазкой «Литол-24» ГОСТ 21150-87, надеть уплотнительные шайбы (312471-П, 8 шт.), прижать их к корпусам.
Установить форсунки в стаканы головок цилиндров, установить скобы крепления форсунок (236-1112163-Б2, 8 шт.).
Установить шайбы (312466-П2, 8 шт.) на шпильки (310488-П2, 8 шт.) выпускной стороной вниз и навернуть (М12, 250515-П2, 8 шт.) на 2-3 нитки резьбы от руки.
Установка угла опережения впрыска топлива
Ввернуть болты крепления пакета пластин в отверстие гасителя окончательно, обеспечив момент затяжки Мкр=10,79-122,7 Нм (11-12,5 кг/см) (S=19).
Вывернуть пробку на картере маховика и повернуть коленчатый вал до совмещения риски на маховике, при этом поршень первого цилиндра должен быть на такте сжатия (клапаны закрыты, штанги вращаются свободно) (ключ для проворота коленчатого вала, ключ торцовый кв. 19, S=36).
Повернуть гаситель и совместить метку на гасителе и корпусе топливного насоса.
Затянуть стяжной болт предварительно, обеспечив неплоскостность пластин передвижением фланца в осевом направлении: разность размеров «Г» — ± 1,0 мм. Замер производить в близи мест крепления пластин штангенциркулем (S=19, 22).
Провернуть коленчатый вал до положения, окончательной затяжки стяжного болта, завернуть болт окончательно с Мкр=156,9-176,5 Нм (16-18 кг/см) (S=19, 22).
Повернуть коленчатый до совмещения меток на гасителе и корпусе ТНВД, провернуть положение рисок на маховике (Буква «Г») — 6±1 град.
Установить двигатель кран балкой Q=2000 кгс с помощью подвески на стеллаж так, чтобы не повредить масляный поддон.
Обслуживание
Обслужить двигатель ЯМЗ 7511 достаточно просто, поскольку особых отличий от обслуживания старшего брата 238-го — не существует. Каждое плановое сервисное обслуживание должно проводиться с периодичностью 20 000-25 000 км пробега. Если следовать инструкции по обслуживанию и ремонту, то необходимо выполнять следующий ряд операций:
Как правильно выставить зажигание на двигателе ЯМЗ 7511
Для владельцев грузовых автомобилей с силовым агрегатом ЯМЗ 7511 требуется верно выставить угол опережения впрыскивания топлива (УОВТ). Это требуется для нормальной и качественной работы всего транспорта. О том, как правильно выставить зажигание на ЯМЗ 7511 пойдет речь далее.
Оценить состояние и откалибровать тепловые щели поршневого узла нужно прежде, чем запускать, а также после обкатки, но только не раньше чем через 15 минут после затихания двигатель внутреннего сгорания (ДВС).
Прежде чем приступать к калибровке щелей требуется активировать подачу горючего скобой регулятора, также необходимо извлечь клапанные крышки ЯМЗ 7511 головок цилиндров. С помощью динамометрического ключа оценить степень затяжения шайб, фиксирующих оси коромысел.
Руководство по ремонту
Неполадки движка время от времени знают о себе знать. Зачастую, это связано с износом основных узлов и агрегатов или неправильной эксплуатацией. Также, весьма важным фактором можно считать и обслуживание мотора.
Наиболее частыми поломками можно считать:
Наиболее частый вопрос, который задают автомобилисты в интернете — момент затяжки головки блока цилиндров. Для затяжки креплений ГБЦ имеется схема, которой необходимо руководствоваться.
Затягиваться должны с силой предусмотренной заводом изготовителем, которая составляет — гайки шпилек крепления головки цилиндров 240–260 (24–26) Н·м (кгс·м).
Если крепления ГБЦ слишком сильно затянуты, то возможны неисправности мотора, в том числе пробой и выдавливание прокладки.
Оценка и калибровка угла опережения впрыскивания топлива ЯМЗ-7511
Для настройки УОВТ на картере маховика ЯМЗ 7511 есть пара люков. На самом диске в двух точках стоят отметки углов: для нижнего указателя эти сведения указываются в числовом формате, для бокового – в буквенном формате.
Определенным буквам отвечают определенные параметры:
Совет! Угол опережения впрыскивания топлива должен составлять 6J*1.
Крутить коленвал слева направо (со стороны кулера) необходимо до тех пор, пока не будет совмещения штриха на диске, который соответствует УОВТ. Стоит отметить, что поршни первого цилиндра должны быть закрыты.
Как говорилось ранее, крутить коленвал необходимо особым ключом за шуруп фиксации шкива. Метка маховика должна совместиться с меткой указателя. Если совмещения не произошло, то стоит сделать следующее:
При этом отклонение пакета пластин от положения в одной плоскости допустимо на 1 мм в обе стороны. Измерять отклонение нужно в местах фиксации пластин.
Как выставить зажигание для двигателя ЯМЗ 7511
Корректная работа двигателя внутреннего сгорания ЯМЗ 7511 напрямую зависит от правильного выставления угла опережения впрыска дизеля. Сокращенно он называется УВОТ. Далее расскажем пошагово о том, как правильно выполнить упомянутую задачу самостоятельно.
Оценка текущего состояния наряду с калибровкой тепловых щелей поршневых узлов проводится либо перед запуском мотора, либо после завершения его работы. Если двигатель был остановлен, то следует подождать не менее 15-20 минут, после его затихания, чтобы он немного остыл.
Нужно снять клапанные крышки, закрывающие головки цилиндров агрегата, и запустить процесс подачи топлива при помощи скобы регулятора, прежде чем приступить к выполнению процесса калибровки щелей. Степень затяжки шайб, удерживающих оси коромысел, оценивается благодаря применению динамометрического ключа, имеющегося в наборе инструментов любого водителя грузового автомобиля.
Оценка и калибровка УОВТ для ЯМЗ 7511
Картер маховика мотора ЯМЗ 7511 оснащен несколькими люками, использующимися для настройки угла опережения впрыска топлива. Непосредственно на маховике имеются отметки углов (в 2 точках). Нижний указатель – отметка числовая, боковой указатель – отметка буквенная.
Рекомендуемый угол для двигателя Ярославского моторного завода 7511 составляет 6°.
Коленчатый вал прокручивается со стороны вентилятора до той поры, пока не совместятся штрихи на маховике так, как рекомендовано инженерами-конструкторами. При этом необходимо помнить, что клапаны первого цилиндра должна быть закрыты.
Коленвал прокручивается при помощи специального ключа за шуруп, фиксирующий шкив. При этом метка цилиндра-маховика совмещается с меткой указателя. Если не удается добиться совмещения, то выполняются такие операции, как:
Допустимо отклонение в 1 мм. Оно измеряется в местах фиксации пластин.
6.2.1. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка двигателя: привод ТНВД, крышка блока с фильтром тонкой очистки топлива, маховик и картер маховика, масляной насос, трубы и коллектора, центробежный насос.
УСТАНОВКА ПРИВОДА ТНВД
1. Продуть сжатым воздухом отверстие М10 для крепления оси ведомой шестерни с подшипником и манжетой (7511.1029120-01). Нанести 2-3 капли герметика (УГ-9 ТУ6-01-1326-86) в 3 отверстия (М10) переднего торца блока. Допускается нанесение герметика на резьбу болтов. Установить ось ведомой шестерни с подшипником и манжетой в сборе в расточку блока цилиндров до упора фланца в передний торец блока. Ось должна входить свободно. Не допускается запрессовка оси, допускается установка оси легкими ударами молотка через оправку (рис. 106), для устранения перекосов.
Рис. 106 – Оправка
2. Нанести 2-3 капли герметика УГ-9 в резьбовые отверстия М10 фланца оси ведомой шестерни (7511.1029122) (рис. 27 поз. 13), допускается нанесения герметика на резьбу болтов крепления фланца оси ведомой шестерни (болт М10 9 шт.). Установить ведомую шестерню (рис. 27 поз.1) на фланец оси, совместив отверстия шестерни и фланца оси, ввернуть болты крепления на 2-3нитки от руки. Придерживая шестерню от проворота, завернуть болты окончательно с Мкр=53,9-68,6Н·м (5,4-7,0кгс·м) (S=14).
3. Смазать рабочую поверхность манжеты оси ведомой шестерни моторным маслом М10В 2 ГОСТ6581-78. Установить ведущую полумуфту в отверстие оси ведомой шестерни, совместив зубчатый винт шестерни и полумуфты. После установки выдвинуть полумуфту на 10-15мм и, проворачивая фланец оси ведомой шестерни на 1 оборот, убедиться в том, что пружина находится в канавке манжеты, после чего вновь устанавливать полумуфту до упора. С помощью щипцов (рис. 87) установить пружинное кольцо (рис. 27 поз. 12) в канавку ведомой шестерни.
СБОРКА КРЫШКИ БЛОКА ВЕРХНЕЙ С ФИЛЬТРОМ ТОНКОЙ ОЧИСТКИ ТОПЛИВА
1. Установить фильтр тонкой очистки топлива (236-1117010-А4) на стержни подставки.
2. Вывернуть транспортные пробки (М14; 316154-П29, 1 шт., 312326-П34, 3 шт.) (S=19).
3. Установить крышку блока верхнюю (236-1002255-В4, 1 шт.) на стол, установить на крышку фильтр, вставить болты (М10, 252136-П2 2шт.) в отверстия крышки фильтра тонкой очистки топлива, установить на болты втулки кронштейна (252136-П2, 2шт.), закрепить гайками (М10, 250512-П29 2шт.) шайбами (252136-П2 2шт.) от руки.
4. Установить прокладку верхней крышки блока (236-1002258-А3) на шпильки.
5. Установить подсобранную крышку, затем кронштейн генератора на шпильки. Установить шайбы (10, 252136-П2), на шпильки, навернуть гайки (М 10, 200325-П29 2 шт.) на 2-3 нитки резьбы от руки. Собрать болты крепления крышки с шайбами (10, 252136-П2), завернуть болты
на 2-3 нитки от руки.
6. Завернуть окончательно болты и гайки крепления крышки верхней с Мкр =25-32Н·м (2,5-3,2кгс·м) (S=14, 17).
7. Завернуть гайки крепления ФТОТ окончательно (S=17).
8. Отогнуть два усика замковой шайбы (312534-П2, 1 шт.) и плотно прижать к граням гайки.
9. Установить на крышку заглушку (236-1002282-Б, 1 шт.) с прокладкой (236-1002283-А, 1шт.), собрать болты крепления заглушки (М10, 201499-П29, 4шт.), завернуть болты на 2-3нитки от руки. Завернуть болты крепления заглушки окончательно (S=14).
10. Ввернуть шпильку (М8, 216233-П29, 1 шт.) крепления натяжной планки кронштейна шпильковертом.
УСТАНОВКА КАРТЕРА МАХОВИКА
1. Повернуть блок на стенде в положение для установки картера маховика.
2. Нанести 2-3 капли герметика в правое и левое нижние отверстия М12 блока цилиндров (герметик ЛОКАЙТ 243).
3. Установить прокладку картера маховика (236-1002314-Б, 1шт.) на штифты блока.
4. Установить оправку предохранительную (рис. 116) на задний конец коленчатого вала.
5. Зацепить картер маховика (7511-1002310-01, 1 шт.) подвеской (рис. 70) и установить его на штифты блока цилиндров. Проверить наличие пружины в канавке манжеты и отсутствие повреждений (разрывы, вырывы) рабочих поверхностей кромки манжеты. Манжета из фторкаучука, со старением. Смазать рабочую поверхность манжеты смазкой «Литол-24».
6. Собрать болты крепления картера маховика с шайбами, (М12, 310044-П29, 10 шт.) (12, 252137-П2, 10 шт.) завернуть болты в блок на 2-3 нитки резьбы от руки. Завернуть болты окончательно с Мкр=100-125Н·м (10-12,5кгс·м) (S=17).
Материал – Сталь 40Х; 42-46 HRCэ
Рис. 116 – Оправка предохранительная
УСТАНОВКА МАХОВИКА
1. Заполнить полость в коленчатом валу смазкой «Шрус».
2. Заполнить сепаратор подшипника (305К ГОСТ 8338-75) и корпус с манжетой (239-1701476, 1шт.) в расточку коленчатого вала до упора с помощью оправки (рис. 117).
3. Установить пластину (7511.1005137, 1 шт.) на штифты коленчатого вала, совместив выдавку в пластине с меткой со смещенным штифтом коленчатого вала.
4. Завернуть болты крепления маховика (М16, 7511.100512, 8шт.) на 2-3 нитки резьбы от руки.
5. Завернуть болты крепления маховика окончательно с Мкр=235-255Н·м (24-26кгс·м) (S=24).
Рис. 117 – Оправка
УСТАНОВКА КРОНШТЕЙНА ПЕРЕДНЕЙ ОПОРЫ И МАСЛООЧИСТИТЕЛЯ ЦЕНТРОБЕЖНОГО
1. Установить болты (М10, 201499-П29, 3 шт.) с шайбами (252136-П2, 3 шт.) в отверстия маслоочистителя, установить на болты прокладку (236-1028122), установить маслоочиститель с болтами на блок.
2. Завернуть болты в блок цилиндров на 2-3 нитки от руки. Завернуть болты крепления маслоочистителя окончательно (S=14).
3. Собрать болты (М14, 200827-П29, 4 шт.) с шайбами (252016-П29, 4 шт.), установить болты в отверстия кронштейна передней опоры, установить кронштейн передней опоры (7511.10011020-20, 1 шт.) с болтами на блок цилиндров.
4. Завернуть болты на 2-3 нитки резьбы от руки.
5. Завернуть болты крепления кронштейна окончательно с Мкр=88-110Н·м (9-11кгс·м) (S=19).
УСТАНОВКА ТРУБ И КОЛЛЕКТОРОВ
СБОРКА МАСЛЯНОГО НАСОСА С ТРУБКАМИ
Риc. 118 – Установка масляного насоса
1. Смазать кончики болтов (М8, 206513-П2, 2шт.) крепления чашки заборника (238Ф-1011300-А) герметиком, установить в отверстие чашки заборника и завернуть на 2-3витка резьбы в отверстия фланца трубы всасывающей (238Ф-1011400-Г) от руки. Завернуть окончательно (S=12).
2. Собрать болты (М8, 201458-П29, 2шт.) крепления трубки всасывающей с заборником в сборе (238-1011398-В2) с шайбами (8, 252135-П2, 2шт.), установить болты в отверстия фланца трубки всасывающей с заборником, установить на болты прокладку (236-1011296), установить трубку, завернуть болты на 3-4витка резьбы от руки.
3. Установить в отверстия редукционного клапана (238Б-1011048, 1шт.) болты (М8, 200274-П29, 2шт.) с шайбами пружинными (8, 252135-П2, 2шт.), установить на болты прокладку (236-1011126, 1шт.) и трубу отводящую (238Б1011350-Б) к масляному насосу, ввернуть болты крепления на 2-3витка резьбы от руки.
4. Установить сетку заборника и закрепить её в чашке заборника крючком (204А-1011318-Б).
5. Установка насоса масляного (рис. 118).
6. Собрать болты крепления (М10, 310254-П2, 2шт.) масляного насоса с шайбами (10, 252136-П2, 2шт.), установить болты в крепёжные отверстия масляного насоса, установить 1-2регулировочные прокладки (236-1011380, 2шт.) на штифты масляного насоса, завернуть болты в блок на 2-3витка от руки. Допускается устанавливать не более 2-х регулировочных прокладок между корпусом насоса и крышкой коренного подшипника коленчатого вала. Завернуть болты крепления масляного насоса окончательно с Мкр=90-100Н·м (9-10кгс·м) (S=14).
7. Повернуть окружной зазор в зацеплении шестерни вала коленчатого с промежуточной шестерней масляного насоса в трех точках при рабочем положении двигателя. Зазор должен быть в пределах 0,25-0,37мм.
Допускается производить проверку зазора в вертикальном положении двигателя, зазор при этом должен быть 0,22-0,38мм. Зазор менее 0,25мм и более 0,37мм необходимо регулировать изменением количества пластин.
8. Завернуть штуцер (К 1/4″) в блок на 2-3 нитки от руки.
9. Завернуть последовательно болты (314681-П29) крепления трубки всасывающей с заборником и трубки отводящей окончательно (S=12).
10. Подсоединить трубку соединительную дифференциального клапана (238Б-1011098, 1шт.) к штуцеруклапана (314681-П29) предварительно вручную с помощью болта (М14, 310096-П2, 1шт.) и шайб (312326-П34, 2шт.).
11. Установить трубку отводящую до упора в отверстия фланца и дифференциального клапана, предварительно проверив наличие уплотнительных колец в клапане фланце.
12. Собрать болты (М8, 200270-П2, 2шт.) крепления клапана с шайбами (252135-П2, 2шт.), установить болты в отверстие клапана, ввернуть болты через прокладку (236-1011358-А) в блок на 2-3нитки резьбы от руки.
13. Вставить в отверстия фланца болты (М8, 200270-П2, 2шт.) с пружинными шайбами (252135-П2, 2шт.), установить фланец на блок цилиндров, подложив прокладку (236-1011358-А), ввернуть в отверстия блока болты вручную.
14. Завернуть болты крепления фланца и дифференциального клапана в блок окончательно (S=12).
15. Завернуть штуцер в блок окончательно (S=19).
16. Установить на болт (М14, 310096-П2, 1шт.) уплотнительную шайбу (312236-П34, 1шт.), вставить болт в отверстие соединительной трубы, установить на болт уплотнительную шайбу (312236-П34, 1шт.) и ввернуть вручную в штуцер.
17. Завернуть болты крепления соединительной трубы окончательно.
18. Провернуть вал коленчатый для проверки отсутствия задевания крышки шатуна о трубку.
УСТАНОВКА МАСЛЯНОГО КАРТЕРА
1. Нанести по 2-3 капли герметика «ЛОКТАЙТ-243» в резьбовые отверстия блока цилиндров под болты крепления масляного картера (10отверстий) которые выходят (пересекаются) в отверстия под стяжные болты.
2. Нанести на привалочную плоскость картера масляного (238Ф-1009010-Б2, 1шт.) тонкий слой уплотнительной пасты УН-25 ТУ6-10-1284-86.
3. Установить прокладку (238-1009040-Б, 1шт.) на привалочную плоскость картера, совместив ее по поверхностям картера.
4. Собрать сливную пробку (М24, 316180-П2, 1шт.) с прокладкой (201-1009042-Б), завернуть пробку в картер на 2-3 нитки резьбы от руки.
5. Собрать болты (М8, 201456-П29, 36шт.) крепления картера с шайбами (252135-П2, 36шт.), установить картер на блок глубокой частью вперед, завернуть 8 болтов коловоротным ключом и прижать прокладку к блоку цилиндров (S=12).
6. Вставить в отверстия картера остальные болты и завернуть болты крепления картера окончательно до сжатия пружинных шайб (S=12).
7. Установить на пробку (М24, 318180-П2) прокладку и ввернуть пробку в отверстие слива масла картера масляного (S=32).
6.2. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка двигателя: блок цилиндров, шатунно-поршневая группа, коленчатый и распределительный валы.
ПОДСБОРКА БЛОКА ЦИЛИНДРОВ
Рис. 100 – Подвеска для блока цилиндров
1–звено; 2–косынка; 3–кольцо; 4–кольцо переходное; 5–рычаг; болт специальный М12; 8–шайба 12-005; 9–тяга; 10–шпилька; 11–гайка М12-005; 12–шплинт 4×36-005.
Рисунок 101 – Подставка для блока цилиндров
1–связь 2400 мм (уголок 63х63х6 ГОСТ 8509-72; Ст. 3 ГОСТ535-79 ); 2–связь L=520 мм (уголок 63х63х6 ГОСТ 8509-72; Ст. 3
ГОСТ535-79); 3–стойка L=290 мм (уголок63х63х6 ГОСТ 8509-72; Ст. 3 ГОСТ535-79); 4–стенка боковая (лист 1,5 ГОСТ 19903-74; Ст. 3
ГОСТ 16523-79);5–стенка торцевая (лист 1,5 ГОСТ 19903-74; Ст. 3 ГОСТ 16523-79); 6–дно (лист 1,5 ГОСТ 19903-74; Ст. 3
ГОСТ 16523-79); 7–ручка
1. Установить с помощью подвески (рис. 100) блок цилиндров (7511.1002012-04) на подставку для блока (рис. 101). Продуть сжатым воздухом. Прочистить ершом каналы, визуально проверить отсутствие трещин.
Рисунок 102 – Оправка для запрессовки манжеты.
Рисунок 103 – Оправка для запрессовки манжеты
2. Собрать болты с шайбами, завернуть и установить кронштейны крепления стартера верхний и нижний на блок цилиндров (S=17).
3. Смазать манжету моторным маслом и запрессовать манжету с пружиной в сборе в расточку переднего блока под привод ТНВД в размер 92±0,7мм с помощью оправки (рис. 102) и молотка.
4. Установить в канавку втулки кольцо уплотнительное и втулку с кольцом в сборе запрессовать в отверстие на переднем торце левого ряда блока цилиндров заподлицо с плоскостью блока, с нанесением смазки Литол-24 с помощью оправки (рис. 103) и медного молотка.
Рис. 104 – Оправка для запрессовки передней втулки оси толкателей в отверстие переднего торца блока цилиндров
5. Запрессовать переднюю втулку оси толкателей в отверстие переднего торца блока цилиндров до упора оправки (рис. 104) в блок, обеспечив совпадение отверстий втулки и блока и размер 7,5±0,2мм между торцами блока втулки.
6. Запрессовать штифты установочные картера маховика в отверстие заднего торца блока цилиндров до упора оправки в блок, выдерживая размер выступания штифтов над плоскостью блока 10±0,5мм с помощью оправки (рис. 105).
Рис. 105 – Оправка для запрессовки штифтов
7. Собрать пробку (М22 316133-П29) с шайбой и завернуть ее от руки на 2.-3 нитки в отверстие горизонтального масляного канала переднего торца блока цилиндров, затем окончательно с Мкр=120-150Н·м (12-15кгс·м) (S=24).
8. Ввернуть вручную штуцер К1/4″ в первое отверстие горизонтального масляного канала и закрепить окончательно (S=19). Штуцер 314681-П29.
9. Проверить установку пробки-дроссель (316101-П) в резьбовое отверстие торца блока, при необходимости закрепить (отвертка).
10. Завернуть ниппель (236-1306082) для слива масла с ТКР в отверстие К3/4″ на заднем торце блока цилиндров от руки, а затем окончательно (S=27) установить на герметик анаэробный «Анатерм 5 МД» ТУ6-01-1288-84.
11. Собрать пробку (М22 316133-П29) с шайбой, завернуть в отверстие М20 горизонтально масляного канала на заднем торце блока цилиндров на 2-3нитки резьбы от руки, затем окончательно с Мкр=38,0-39,8Н·м (4кгс·м) (S=27).
12. Установить трубы масляного охлаждения поршней (238Н-1011425-В правая) в блок цилиндров, предварительно обработав смазкой «Литол-24», уплотнительные кольца. После установки трубы не должны выступать за торцы блока.
13. Развернуть угольники по конфигурации соединительной трубы, ввернуть вручную накидные гайки на угольники и закрепить трубу системы охлаждения поршней (238Н-101520-Б) окончательно согласно эскизу (ключ 17×19).
14. Ввернуть пробку в торец правой трубы масляного охлаждения поршней (S=8).
15. Ввернуть в блок втулки боковые (238Н-1011432, 2 шт.), надев предварительно на них прокладки втулки (204-101371, 2 шт.) выпуклой стороной под головку болта, вставить болты во втулки и завернуть (S=24).
16. Смазать заходные фаски и фаски под верхнее кольцо в расточках блока цилиндров тонким слоем смазки «Литол-24». Смазку нанести по всей образующей без пропусков, наплывов, и сгустков.
УСТАНОВКА ТОЛКАТЕЛЕЙ
1. Смазать ось толкателей, крайнюю методом окунания и установить ее смазанным концом в переднюю втулку блока цилиндров пробкой наружу (ось толкателей крайняя: 236-1007236, 1 шт.; масло М10В2 или М10Г2).
2. Смазать маслом методом окунания ось толкателя крайнюю, установить ее смазанным концом во втулку толкателей и установить втулку в сборе с осью в заднюю расточку блока цилиндров. Пробка на крайней оси должна быть направлена наружу (ось толкателя крайняя: 236-1007236, 1 шт.; втулка оси толкателей задняя: 236-1007247-Б, 1 шт.).
3. Установить втулки промежуточные в средние опоры блока цилиндров (втулка оси толкателей промежуточная: 236-1007242, 3 шт.)
4. Смазать методом окунания средние оси толкателей и установить оси смазанным концом в отверстия промежуточных втулок (ось толкателей средняя: 236-1007242, 2 шт. масло моторное).
5. Установить два толкателя 2 и 6 цилиндров на среднюю ось роликами вверх, а пятой напротив отверстий в блоке цилиндров под штангу, установить на ось распорную втулку, установить остальные два толкателя на среднюю ось, и установить среднюю ось в отверстие промежуточной втулки (толкатель:7511-1007180, 4 шт.; втулка распорная: 236-1007248, 1 шт.)
Внимание:
а) Перед установкой толкателей оси должны быть смазаны моторным маслом.
б) После установки толкатели должны легко поворачиваться на оси.
6. Установить толкатели для остальных цилиндров согласно переходу «5» (толкатель: 7511-1007180, 4 шт.; втулка распорная: 236-1007248, 3шт.).
7. Подвинуть крайние оси толкателей в блок цилиндров до упора легкими ударами молотка, выступание оси за торец блока цилиндров не допускается (молоток медный).
УСТАНОВКА ФОРСУНОК МАСЛЯНОГО ОХЛАЖДЕНИЯ ПОРШНЕЙ
1. Установить форсунки масляного охлаждения поршней на трубы и ввернуть болты вручную в резьбовые отверстия труб (форсунка охлаждения поршней: 7511.1010445, 8шт.)
2. Закрепить форсунки окончательно (S=12). При подсборке форсунок с болтами и шайбами не допуская производить резких ударов и нагрузок на трубку.
УСТАНОВКА ВАЛА РАСПРЕДЕЛИТЕЛЬНОГО (7511.1006010)
Рис. 107 – Схема расположения шестерен распределения
1. Установить вал распределительный во втулки блока цилиндров, ввести шестерни в зацепление.
2. Провернуть вал распределительный, совместив отверстие в шестернях и в упорном фланце с резьбовыми отверстиями в блоке цилиндров.
3. Собрать болты крепления вала распределительного (М8 310129-П2, 2 шт.) с шайбами (8Т, 252135-П2, 2 шт.), завернуть болты в блок цилиндров на 2-3 нитки резьбы от руки. Завернуть болты крепления вала распределительного окончательно (S=12).
4. Проверить легкость вращения вала, заедание не допускается.
УСТАНОВКА ВЕРХНИХ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
1. Протереть поверхности расточек в блоке цилиндров под вкладыши и опорные поверхности, а опорные плоскости под крышки коренных подшипников. Вкладыши должны соответствовать размерности коренных шеек коленчатого вала. Проверить вкладыши на наличие отверстия и канавки для смазки (вкладыш подшипника к/вала верхний: 236-1005170-В или ВР1, 5шт.).
2. Установить верхние вкладыши коренных подшипников в расточки блока цилиндров, установив замки вкладышей в пазы расточек блока.
ЗАПРЕССОВКА ШТИФТОВ УСТАНОВОЧНЫХ УПОРНЫХ ПОЛУКОЛЕЦ КОЛЕНЧАТОГО ВАЛА
Рис. 108 – Схема запрессовки штифтов
Запрессовать штифты в крышку с помощью оправки согласно эскизу на рис. 108. После запрессовки штифта 236-1005169 допуск параллельности лыски штифта относительно плоскости, проходящей через ось расточки крышки под коленчатый вал, должен быть не более 0,4мм. Удалить образовавшуюся при запрессовке штифтов бронзовую стружку, с крышки обдувкой сжатым воздухом.
Рис. 109 – Оправки для запрессовки штифтов
УСТАНОВКА НИЖНИХ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
1. В крышках коренных подшипников протереть поверхность под вкладыши. Проверить соответствие маркировки вкладышей (вкладыш подшипника коленчатого вала нижний: 236-1005171-В или 236-1005171-ВР1 по 5 шт.). Установить нижние вкладыши подшипников в крышки коренных подшипников, установив замки вкладышей в пазы постели в крышке. После установки вкладыша пристукнуть крышкой о твердую плоскость, посадив вкладыш в крышку окончательно. Вкладыши должны соответствовать размерности коренных шеек коленчатого вала.
2. Установить полукольца упорного подшипника (7511.1005183, 2 шт.) канавками наружу на установочные штифты с обеих сторон задней крышки коренного подшипника. Полукольца должны устанавливаться легко, без дополнительных усилий. Допускается установка полуколец на смазку «Литол-24». Установить стяжные болты в боковые отверстия блока цилиндров до упора шайб в ограничительную площадку. Перед установкой стяжных болтов (236-1005180А, М14, 5 шт.) нанести на торец головки болта и на плоскость блока цилиндров кольцевой поясок герметика «Анатерм 505».
УСТАНОВКА ВАЛА КОЛЕНЧАТОГО
1. Зацепить вал коленчатый подвеской и установить в блок цилиндров, совместив метки на зубьях шестерен коленчатого и распределительного валов, предварительно смазав моторным маслом (М10В2 или М10Г2) верхние вкладыши коренных подшипников. Смазать коренные шейки коленчатого вала моторным маслом. Проверить соответствие положения меток на шестернях (рис. 107). При несовпадении меток поднять носок коленчатого вала, провернуть шестерню распределительного вала, совместить метки, опустить коленчатый вал.
2. Установка длинных стяжных болтов. Перед установкой болтов нанести на торец головки и на плоскость блока цилиндров кольцевой поясок герметика «Анатерм-505» (болт стяжной длинный: 236-1005178-А, 5 шт.).
3. Установка крышек коренных подшипников. Взять крышки коренных подшипников в сборе с вкладышами и полукольцами, установить в блок и запрессовать до упора. Порядковые номера на крышке и блоке должны совпадать и должны быть расположены с одной стороны блока цилиндров (приспособление на рис. 110, молоток). Завернуть болты крепления крышек в блок на 2-3 нитки от руки. Завернуть болты окончательно (S=30). Подать вал коленчатый вперед, а затем назад (для выравнивания зазора п/кольцо- к/вал), завернуть болты крепления задней крышки окончательно. Повернуть вал коленчатый за противовесы за не менее одного оборота, вал должен проворачиваться от усилия руки.
Рис. 110 – Оправка для запрессовки крышек коренных подшипников
4 Завернуть крепление крышек коренных подшипников окончательно:
— Болты крепления крышек коренных подшипников: Мкр =430-470Н·м (43-47кгс·м).
— Стяжные болты Мкр =88-118Н·м (9-12кгс·м) (S=19; S=30).
УСТАНОВКА ГИЛЬЗ ЦИЛИНДРОВ
1. Установить уплотнительные (236-100224-А – верхнее; 236-1002023 – нижнее) и антикавитационные кольца в канавки гильзы цилиндра. Перед установкой кольца выдержать 5-10мин. в моторном масле, имеющем температуру 60°С.
2. Установить на гильзу уплотнительное кольцо (150-155-25-2-5 ГОСТ 9833-73) в верхнюю канавку у бурта гильзы. Протереть бурты гильз цилиндров. С помощью и приспособления (рис. 111) запрессовать гильзу в блок цилиндров.
3. Операцию «2» повторить для других гильз цилиндров.
Рис. 111 – Приспособление для запрессовки гильз в цилиндр
1 – штифт; 2 – ушко; 3 – оправка; 4 – крючок; 5 – рычаг; 6 – ручка; заклепки.
УСТАНОВКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ В ГИЛЬЗЫ ЦИЛИНДРОВ
1. Провернуть коленчатый вал первой шатунной шейкой в верхнее положение.
2. Смазать внутреннюю поверхность гильз цилиндров и шатунные шейки коленчатого вала маслом моторным М10В 2 ГОСТ8581-78. Поверхность гильз должна быть полностью покрыта пленкой масла, масло должно быть без механических примесей.
Рис. 112 – Оправка для установки поршня в гильзу цилиндра
1–гильза цилиндра; 2–блок цилиндров; 3–обжимное приспособление; 4–поршневые кольца; 5–поршень.
3. Для того, чтобы установить в гильзу цилиндра поршень в сборе с поршневыми кольцами и шатуном, предварительно сжать кольца, утопив их в канавки поршня. Для сжатия колец применять оправку (рис. 112) с конической внутренней поверхностью и буртиком, позволяющим правильно сцентрировать оправку на гильзе цилиндра. Установив поршень в оправку, осадить его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель выполнять следующие требования:
− Поршень и гильза должны быть одинаковых размерных групп.
− Компрессионные кольца устанавливать клеймом «верх» к днищу поршня.
− Замки соседних поршневых колец развести в противоположные стороны в плоскость поршневого пальца.
− Установить поршень так, чтобы смещенная камера сгорания в поршне была направлена внутрь двигателя, в сторону топливного насоса.
− На двигателях с индивидуальными головками цилиндров применяются поршни с центральной камерой сгорания. Устанавливать поршень в гильзу так, чтобы стрелка на поршне была направлена в развал двигателя, в сторону топливного насоса. При этом выточки на днище поршня под клапаны будут смещены относительно центра цилиндра в сторону выхлопных коллекторов.
− Клейма спаренности на шатуне и крышке должны быть одинаковыми.
− Грязь, заусеницы и забоины на шлицах шатуна и крышки не допускаются.
− Резьбу и опорные торцы головок болтов, крепления крышек шатунов, смазать моторным маслом и затянуть в два приема, начиная с длинного болта, сначала моментом 100Н·м (10кгс·м), окончательно моментом 200-220Н·м (20-22кгс·м).
УСТАНОВКА ГОЛОВОК ЦИЛИНДРОВ
Рис. 113 – Приспособление для запрессовки штифтов
1. Запрессовать штифты установочные головок цилиндров (313410-П2, 16 шт.) в блок цилиндров. Выступание штифтов в размер 10±0,5мм.
2. Установить прокладки цилиндров (7511.1003312 и 7511.1003213, 8 шт.) на установочные штифты, проверив фиксацию уплотнителей в отверстиях прокладок.
3. Завернуть шпильки крепления головок цилиндров (7511.1003016-20, 42 шт.) в резьбовые отверстия блока цилиндров на 3-5 ниток резьбы от руки, а затем окончательно с Мкр=49-98 Н·м (5-10кгс·м) (S=14, 15, 19), ключ для завертывания шпилек, гайковерт.
4. Установить головку цилиндров на шпильки и штифты установочные, протерев салфеткой привалочную плоскость и кольцевые канавки под прокладку (головка цилиндров с клапанами в сборе 7511.1003010). Установить шайбы (16, 312399-П2, 48 шт.), навернуть гайки крепления головок цилиндров (М16, 311423-П5, 42 шт.) на шпильки на 3-5 ниток резьбы от руки плоским пояском к шайбе. Завернуть гайки окончательно Мкр=216-235Н·м (22-24кгс·м) в два приема (S=24).
5. Операцию «4» повторить для остальных головок цилиндров.
• Запрессовать штифты установочные (313410-П2, 2 шт.) крышки шестерен распределения в отверстия переднего торца блока цилиндров, выдержав размер выступания штифтов 10±0,5мм от плоскости блока цилиндров (рис. 108).
• С помощью подвески для двигателя (рис. 60) установить блок на стенд для переборки двигателя. Установить заглушку сапуна (238Н-1002402-Б) полностью прошлифованной стороной с прокладкой (236НМ-1014272) на блок ввернуть болты крепления (М10, 201495-П29, 2шт.), подсобранные с шайбами (252136-П2, 2 шт.) на 2-3 нитки резьбы от руки, затем окончательно.
• Установить трубку отвода масла от ТНВД (7511.1111620) в развал блока и закрепить болтами (16201-1015624, 2 шт.) (S=19) (рис. 114).
Рис. 114 – Положение трубки отвода масла от ТНВД
• Ввернуть пробку (К 8” 316109-П2) в отверстие крышки шестерен распределения (238Б-1002254Г) (S=27).
• Смазать привалочные поверхности водяного насоса (7511.1307010-10) и крышки шестерен распределения тонким слоем графитовой смазки (ГОСТ 3333-80) УССА. Установить на шпильки крышки прокладку водяного насоса (7511.1307048), водяной насос. Навернуть гайки крепления (М10, 250513-П29, 4 шт.), подсобранные с шайбами (252136-П2 шт.) на шпильки крышки на 2-3 нитки резьбы от руки, а затем окончательно (S=17). Смазать тонким слоем консистентной смазки «Литол-24» уплотнительную поверхность манжеты.
УСТАНОВКА КРЫШКИ ШЕСТЕРЕН РАСПРЕДЕЛЕНИЯ.
1. Развернуть блок цилиндров на стенде (сборочной тележке) передним торцом вверх и на 180°.
2. Нанести герметик 2-3 капли на резьбовую часть нижних отверстий М10 (влево и право) (герметик « ЛОКАИТ 243»).
3. Смазать нижнюю плоскость блока цилиндров под прокладки смазкой «Литол-24».
4. Установить прокладки шестерен распределения правую (238АК-1002266) и левую (238АК-1002265) на штифты блока цилиндров.
5. Установить в резьбовые отверстия блока цилиндров два направляющих технологических стержня (рис. 115).
6. Проверить наличие пружины в манжете. Установить подсобранную крышку шестерен распределения на штифты блока по направляющим стержням и конусу коленчатого вала, не допуская сбивания прокладок и пружин манжеты.
7. Собрать болты крепления крышки с шайбами, завернуть болты в блок на 2-3 нитки резьбы от руки.
Болт М10, 200325-П29, 2 шт. Шайба 14, 252016-П29, 4 шт.
Болт М10, 200328-П29, 1 шт. Шайба 14, 252138-П2, 2 шт.
Болт М14, 200822-П29, 4 шт. Шайба 10, 252136-П2, 8 шт.
Болт М10, 4593271074, 1 шт. Болт М14, 200827-П2, 2 шт.
Завернуть болты крепления крышки шестерен распределения окончательно с Мкр =25-32Н·м (2,5-3,2кгс·м) (S=14, 17). Первый верхний болт со стороны правого ряда цилиндров и верхний болт со стороны левого ряда цилиндров не заворачивать.
8. Ввернуть с помощью шпильковерта в торец крышки шестерен распределения, шпильки крепления привода вентилятора (М10, 310423-П29, 4шт.), а сбоку шпильки крепления патрубка подводящего ЖМТ (М10, 310423-П29, 2шт.), предварительно нанеся на резьбу тонкий слой герметика «Ангерм-100».
Рис. 115 – Направляющий стержень для установки крышки шестерен распределения
Источник