- Ремонт дюралевых лодок своими руками
- Латай дыру пока не велика, ремонт алюминиевой лодки
- Осмотр
- Виды ремонта
- Борьба с коррозией
- Проверка заклепок
- Ликвидация дыр и трещин
- Незначительные трещины
- Большие повреждения
- Ремонт корпуса дюралевой лодки своими руками
- Удаление и замена клепок
- Устранение трещин и пробоин
- Устранение трещин и пробоин
- Устранение повреждений обшивки лодки
- Рекомендации по клепке деталей
- Клепка корпуса лодки
Ремонт дюралевых лодок своими руками
Ремонт дюралюминиевого корпуса.
Следы коррозии удаляются волосяными жесткими щетками, а в случае необходимости наждачной шкуркой с м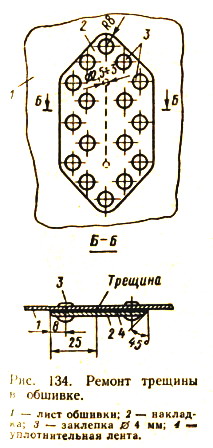 аслом.
аслом.
Зачищенные участки протираются бензином Б-70 и после 15 минут выдержки — тряпкой, смоченной в ацетоне. Затем чистый металл дважды покрывается грунтом и красится.
Дефектные заклепки необходимо высверливать (а не обрубать головки зубилом).
Для этого сначала надо накернить центр на закладной головке, затем сверлом (дна-метром, равным диаметру стержня заклепки) высверлить отверстие на глубину, равную высоте закладной головки; после этого головка легко отламывается, а оставшаяся часть заклепки выбивается бородком.
Царапины на листах, имеющие глубину не более 0,2 мм, а также самые мелкие забоины (без трещин) достаточно зачистить наждачной бумагой и восстановить защитное лакокрасочное покрытие.
Глубокие вмятины выправляют после нагрева поврежденного участка обшивки и подкрепляющих его угольников набора до температуры 600—700° С.
Для нагрева используют паяльную лампу или газовую горелку. После охлаждения на воздухе металл становится пластичным, и деформированную деталь можно править без опасения, что она даст трещину.
Ответственные части корпуса, например листы днища, шпангоуты и днищевые ребра, после правки нужно будет снова нагреть, а затем охладить водой.
При обнаружении трещины ее распространение ограничивается путем сверления по концам отверстий диаметром 2,5—3 мм. Затем
(изнутри корпуса) ставится накладка из того же металла, что и ремонтируемая деталь. Накладка должна на 20—25 мм перекрывать трещину со всех сторон. Перед постановкой заклепок под накладку необходимо проложить уплотнительную ленту (рис. 134).

Мелкие (размером до 70 мм) пробоины в обшивке заделывают накладками изнутри корпуса и вкладышами (рис. 135).
Диаметр накладки должен быть больше диаметра выреза на 50—60 мм, чтобы обеспечить по всему периметру перекрой, необходимый для клепки двухрядным шахматным швом с шагом заклепок 15—20 мм.
В вырез заподлицо с обшивкой ставится круглая заделка-вкладыш так, чтобы зазор между вкладышем и кромкой выреза не превышал 1 мм. Вкладыш проклепывается с накладкой однорядным швом шагом 20 мм.
Более крупные пробоины заделываются аналогично, но накладку изнутри корпуса делают не сплошной, а кольцевидной — с внутренним диаметром на 50—60 мм меньше диаметра вкладыша.
При значительных повреждениях обшивки приходится заменять весь лист или большую его часть.
При замене части листа дополнительные стыки лучше располагать на шпангоутах. Величину перекроя и все остальные элементы соединения делайте такими же, как и на ближайшем стыке (см. также совет 148).
При повреждениях деталей поперечного или продольного набора (сквозные трещины, обрыв) на ремонтируемые участки накладываются дублирующие угольники.
При замене участка детали (например, стрингера) устанавливают вкладыш, который подгоняется к обоим концам остающихся частей деталей как можно более плотно (зазор не должен превышать 0,2 мм) и соединяется с ними при помощи стыковых накладок-коротышей (рис. 136).

После ремонта обшивки нужно проверить водонепроницаемость заклепочных швов керосином.
Как правильно клепать.
Приведем некоторые общие сведения по холодной клепке вручную.
Существуют прямой и обратный способы клепки; при первом удары молотком наносят со стороны замыкающей, г. е. расклепываемой головки, при втором — со стороны закладной головки.
Обратный способ применяют тогда, когда, например, неудобно наносить удары изнутри корпуса (как правило, закладывают заклепки снаружи).
При клепке применяются такие инструменты (рис. 137):

оправка 1 — заточенный на конус стальной стержень, с ее помощью совмещают отверстия при сборке деталей;
поддержка 2 — массивный стальной или чугунный стержень, служащий для прижатия закладной головки в процессе клепки прямым способом;
обсадка 3—стальной стержень с отверстием (по центру), диаметр которого на 0,5—1,0 мм больше диаметра заклепки; употребляется для уплотнения соединяемых деталей вокруг стержня заклепки 4;
обжимка 5 — стальной стержень с лункой по форме замыкающей головки; нанося по обжимке удары ручником, расклепывают выступающий конец стержня заклепки.
Лучше применять при ремонте корпусов из алюминиево-магниевого сплава заклепки из сплавов марок АМг-5 или АМц, а для корпусов из дюралюминия — заклепки из сплава В65.
Клепка набора к обшивке обычно выполняется однорядным цепным швом; водонепроницаемых соединений обшивки — двух- и трехрядными шахматными прочно-плотными швами.
Детали можно соединять внакрой либо встык на односторонних или двусторонних планках-подкладках.
Диаметр заклепок d может быть принят равным удвоенной толщине материала, из которого изготовлены соединяемые детали.
При клепке деталей разной толщины в расчет принимается меньшая; если же разница в толщине значительна (2 мм и более), диаметр заклепки определится формулой d = 2 (корень из S ), где S — суммарная толщина листов. Последняя не должна превышать 4 d .
Длина стержня заклепки должна равняться общей толщине склепываемых листов, сложенной с величиной Р, необходимой для образования замыкающей головки; для полукруглой головки Р = 1,5 d , конической — 1,3 d , полупотайной — 1,1 d , потайной — 0,9 d .
Расстояние С между рядами заклепок, обуславливающее прочность и плотность соединения, принимается равным в зависимости от типа соединения 2—5 d (например, для соединений листов обшивки расстояние между рядами должно быть —3 d ).
Шаг t , т. е. расстояние между центрами соседних заклепок в одном ряду, для прочноплотных швов следует брать от 3 до 5 d ( и для других соединений — от 8 до 10 d . Отстояние центра заклепки от кромки листа, профиля или накладной планки принимается равным 1,8—2 d .
Отверстия под заклепки аккуратно высверливаются ручной или электрической дрелью. Диаметр отверстий d отв должен быть несколько больше диаметра заклепок:
dmm 3,0 4,0 5,0 6,0 7,0
d отв 3,1 4,1 5,2 6,2 7,2
Гнезда под закладные головки потайных и полупотайных заклепок зенкуют на угол 90°. Глубина гнезд для потайной закладной головки при обратном способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а при прямом способе — равна высоте головки.
Перед клепкой детали собирают на монтажные (сборочные) болты, устанавливаемые через каждые 10—12 отверстий. Клепку ведут от середины шва к краям; под конец сборочные болты снимают, заменяя их заклепками.
Процесс клепки прямым способом выполняется так: под закладную головку заклепки, введенной в отверстие, устанавливают поддержку, на стержень заклепки надевают обсадку, затем уплотняют соединение несколькими ударами молотка, после чего формируют замыкающую головку, ударяя молотком по выступающему из соединения стержню заклепки.
При необходимости замыкающую головку формируют обжимкой.
Источник
Латай дыру пока не велика, ремонт алюминиевой лодки
Алюминиевая лодка, как и любая другая, требует тщательного осмотра и, если будет необходимо, ремонта.
Не всегда есть возможность поручить ремонт специалисту, зачастую лодки ремонтируют своими руками.
Осмотр
Внимательно осмотрев алюминиевую лодку, вы должны понять, какой вид ремонта необходим.
Начинают осмотр с днища лодки, для этого её переворачивают. Искать надо трещины, проржавевшие места, потерянные или расшатанные заклепки.
Наибольшую нагрузку при эксплуатации испытывает транец лодки, на него – особое внимание. 
Виды ремонта
Безусловно, поломки возможны различные, но в статье рассматриваю, только те, которые присущи только лодкам из алюминия и его сплавов.
Борьба с коррозией
Одна из самых часто встречающихся повреждений алюминиевой лодки – коррозия. Часто под коррозийными пятнами скрываются трещины. Если с ней не бороться, то в результате, в днище образуется дыра.
Для определения глубины повреждения надо очистить дно лодки лучше всего шлифовальной машинкой. Очищать до металла. 
После грубой очистки надо зашкурить наждачной бумагой, а если понадобится, удалить старую краску специальной смывкой. Затем обезжирить, грунтовать и красить.
Проверка заклепок
Определить при осмотре лодки надежность заклепок поможет молоточек. Надо будет простучать каждую заклепку, если она дребезжит и шатается, то потребуется замена.
Если дырки разработались, то на это место надо поставить заклепку большего диаметра.
Наиболее часто выходят из строя заклепки, которые расположены ближе к мотору, они больше всего подвержены вибрации. 
Ликвидация дыр и трещин
Следующим этапом будет заделка трещин. Трещины на лодке образуются чаще всего при столкновении, например, случайно наткнулись на топляк. Трещины бывают внушительные и очень мелкие.
Незначительные трещины
Самые мелкие трещины можно заделать пайкой из оловянно свинцового сплава с добавлением цинка.
При работе с алюминием и сплавами проблема возникает с лужением, мешает оксидная пленка. Существует несколько способов пайки алюминия, например, можно использовать щелочное безводное масло, например, оружейное. Перед пайкой поверхности зачистить, смочить маслом, затем паяльником убрать пленку и паять. Также используют флюс, нанося его на припой.
Большие повреждения
Единственным способом, которым можно устранить дырки и большие трещины в алюминиевой лодке, это поставить заплатки.
Заплатки можно поставить с помощью заклепок или использовать сварку.
Сварка
Сварку, вообще, лучше применять в исключительных случаях, когда нельзя по какой-то причине заклепать.
Не все алюминиевые сплавы выдерживают сварку, часто корпус лодки разрывает рядом со сварочным швом. Зная об этом, опытные сварщики обычно с неохотой берутся за это дело.
Но всё-таки сваркой пользуются для ремонта. Поэтому если будете варить, то делать это надо с двух сторон и только тонкие листы. 
Если вы не профессиональный сварщик, то придётся лодку транспортировать в мастерскую. Заваривают алюминиевые лодки аргоном.
Заплата
Заплата ставится с внутренней стороны лодки. Для того чтобы она была прочной, надо соблюсти все правила клепки.
По размеру заплата должна соответствовать величине трещины.
Материал, из которого делаете заплатку, должен быть в точности таким же, как на вашей лодке. 
Если алюминий соединить с другим металлом, то создастся гальваническая пара. Это значит, что в месте соединения будет происходить гальваническая коррозия, которая быстро разрушит алюминий или его сплав.
По этой же причине не рекомендуется для зачистки корпуса использовать металлическую щетку.
Надо соблюсти такую последовательность при установке заплаты при помощи клёпки:
- Первоначально потребуется убрать краску и грунт.
- Поверхность и сама заплата должна быть максимально выровненной. Ровнять, предварительно нагрев поверхности, ни в коем случае не перегреть! Обычно советуют использовать фен.
- Если в этом месте есть заклепки, их аккуратно высверлить.
- Примерить заплату и просверлить отверстия в корпусе и в заплатке. Чтобы достичь точности заплатку прикрепить при помощи болтов для стяжки.
- Зачистить поверхности от заусенцев мелкой шкуркой.
- Обезжирить поверхности.
- Заклёпку обязательно отпустить, т. е. нагреть её чтобы было легче работать. Так как температура отпуска дюраля такая же, как и у свинца, то на практике делают так: заклёпки опускают в емкость, с расплавленным свинцом, снова нагревают до температуры плавления свинца и вытаскивают заклепки, они готовы к работе.
Ещё температуру отпуска дюралевых заклепок определяют с помощью хозяйственного мыла. При нужной температуре мыло чернеет. - Промазать герметиком обе поверхности. Некоторые вместо герметика используют смесь, которую в народе называют «сырая резина». Это смесь компонентов серы, сажи, синтетических материалов, которые еще не прошли процесс вулканизации. Таким способом заклеивают автомобильные камеры. Её можно купить, она поставляется в лентах или рулонах.
- Соединить поверхности, зафиксировать болтами для стяжки и заклепать.
Некоторые пытаются заделывать мелкие трещины холодной сваркой или стеклотканью, это бесполезна трата времени. Такой ремонт непрактичен, всё это быстро отвалится в процессе эксплуатации.
После ремонта лодку следует покрасить специапьной краской.
Народная примета: Самый большой улов бывает у молодых и неопытных рыбаков!
Источник
Ремонт корпуса дюралевой лодки своими руками
Надежность и долговечность дюралевого корпуса лодки во многом зависят оттого, насколько тщательно проводится ежегодный весенний ремонт. Чтобы обнаружить все большие и малые дефекты, необходимо тщательно очистить корпус снаружи и изнутри. Пыль удаляется волосяной щеткой, пятна масла — ветошью, смоченной в бензине. После этого корпус лодки промывают теплой мыльной водой, затем чистой водой, протирают и сушат.
Чаще всего владельцу дюралевой лодки приходится иметь дело с такими повреждениями корпуса, как коррозия материала, разрушение лакокрасочного покрытия, механические повреждения (пробоины, сломы, трещины) обшивки и деталей набора, ослабление заклепочных и болтовых соединений. Кроме этого много неприятностей доставляет истирание (износ при трении) киля и по скулам — здесь защитные покрытия и обшивка быстрее всего изнашиваются при эксплуатации.
Большинство из перечисленных повреждений можно исправить холодным способом — без термообработки деталей корпуса, целью которой является придание необходимой пластичности металлу для изгиба деталей. Если такая обработка все же необходима, то нужно учитывать, что дюралюминий приобретает пластичность, достаточную для отгиба фланца, выравнивания отогнутых краев листа в пробоине или согнутых угольников набора после нагревания до 600 — 700°. Для того, чтобы определить данную температуру, пользуются простым способом: натирают обрабатываемую деталь с обратной стороны мылом; момент, когда мыло почернеет, и определяет отпуск дюраля. Прежние свойства металл восстанавливает примерно через час после остывания на воздухе. В любом случае процесс замены поврежденных деталей следует проводить постепенно — по одной и осторожно, чтобы ремонтируемый корпус не потерял жесткости.
Удаление заклёпок , обрубая головки зубилом-недопустиммо, так как при этом неизбежны повреждения краев отверстий, образуются трещины и надрывы. Заклепки рекомендуется высверливать
Удаление и замена клепок
Для этого сначала надо накернить центры на закладных головках, подставляя поддержку со стороны замыкающих головок. Затем сверлом, диаметр которого равен диаметру стержня заклепки, высверливается отверстие на глубину, равную высоте головки. После этого закладная головка легко отламывается, а оставшаяся часть заклепки выбивается бородком, диаметр которого должен соответствовать диаметру удаляемой заклепки.
После удаления снимаемых деталей внимательно осмотрите заклепочные отверстия, которые придется использовать повторно. Трещин и надрывов материала в зоне отверстий быть не должно. Во всех случаях рекомендуется при подготовке к присоединению новых деталей старые отверстия рассверлить под заклепки ближайшего большего диаметра.
Очень важно выявить и заменить все ослабевшие заклепки. Места появления течи по швам чаще всего обнаруживаются по появлению следов коррозии у заклепок. Иногда приходится специально проверять герметичность соединений керосином на мел (об этом будет сказано ниже). При легком постукивании молотком ослабевшие заклепки можно обнаружить по изменению звука — он становится глухим, дребезжащим. Как правило, отверстия под ослабевшими заклепками оказываются «разработанными», имеют овальную форму. Такие заклепки «подтянуть» не удается; их следует заменять заклепками большего диаметра с соответствующей рассверловкой старых отверстий. Заменяют также выпавшие и заклепки с головками, разъединенными до потайной части заподлицо с листом и с оголенной зенковкой листа. Чаще всего повреждаются заклепки вблизи транца от вибрации работающего мотора и в средней части днища, которая принимает на себя удары при ходе на волнении.
Устранение трещин и пробоин
При обнаружении трещины на листе необходимо, во-первых, ограничить ее дальнейшее распространение, просверлив по обоим концам отверстия 02,5—3,0 мм, и, во-вторых, поставить усиливающую накладку изнутри корпуса
Накладка по площади должна перекрывать трещину со всех сторон примерно на 25 мм; материал и толщина накладки должны быть такими же, как и на ремонтируемой обшивке ( рис. 7 ).

Рис. 7. Ремонт трещины в узле соединения борта с палубой (а) и в листе обшивки (б). 1 — лист обшивки; 2 — накладка; 3 — лист палубы; 4 — заклепка 03; 5 — уплотнительная лента; б — заклепка Ø4.
Устранение трещин и пробоин
С кромки вырезанной накладки снимите заусенцы и фаску, разметьте и просверлите отверстия под заклепки. Временно поставив накладку на место, просверлите через нее отверстия в обшивке, снимите накладку, соприкасающиеся поверхности очистите от стружки и заусенцев, обезжирьте ацетоном или сольвентом. Под накладку необходимо положить уплотнительную ленту или промазать место полиуретановым герметиком.
Заделка небольших (диаметром не более 60-70 мм) пробоин начинается с удаления поврежденного участка листа. Для упрощения разметки вырезу обычно придают правильную форму круга. Диаметр накладки, которая устанавливается изнутри корпуса, должен быть больше диаметра выреза на 50-60 мм, чтобы обеспечить по всему периметру перекрой, необходимый для клепки двухрядным шахматным швом с шагом заклепок 15-20 мм.
В вырез заподлицо с обшивкой ставится круглая заделка-вкладыш так, чтобы зазор между вкладышем и кромкой выреза не превышал 1 мм. Вкладыш проклёпывается с накладкой однорядным швом шагом 20 мм ( рис. 8 ).

Рис. 8 . Ремонт мелких пробоин.
1-обшивка; 2 — накладка; 3 — уплотнительная лента; 4 — заклепка 03 крепления вкладыша; 5 — заклепка 04 крепления накладки; 6 — вкладыш
Более крупные пробоины заделываются аналогично, но накладку изнутри корпуса делают не сплошной, а кольцевидной с внутренним диаметром на 50-60 мм меньше диаметра вкладыша ( рис. 9 ).

Рис. 9. Ремонт более крупной пробоины.
1 — лист обшивки; 2 — кольцевая накладка; 3 — уплотнительная лента; 4 — вкладыш; 5,6 — заклепка.
Чтобы не портить внешний вид лодки, клепку всех накладок и заделок рекомендуется выполнять (если позволяют толщины листов) заклепками с потайными головками.
Устранение повреждений обшивки лодки
При значительных повреждениях обшивки лодки приходится заменять весь лист или большую его часть. При замене части листа дополнительные стыки лучше располагать на шпангоутах. Величину перекроя и все остальные элементы соединения нужно делать такими же, как и на ближайшем стыке. Сняв старый лист, нужно промыть бензином прилегающие к обшивке полки набора, удалить коррозию, а зачищенные места — загрунтовать и окрасить
Новый лист накладывается снаружи на корпус лодки и причерчивается по месту, обрезается в чистый размер; если нужно, выколачиванием ему придается необходимая форма. Временно лист к набору крепят «сборочными» болтами через 200-300 мм; диаметр отверстий под них обычно делают меньше диаметра заклепок. При необходимости между набором и листом прокладывают выравнивающие прокладки — полоски из дюраля Д16АТ (предварительно загрунтованные). По окончании пригонки в листе сверлятся полномерные отверстия под заклепки, затем лист снимается, а соприкасающиеся поверхности очищаются и обезжириваются.
По всем соединениям прокладывается уплотнительная лента, лист ставится на место и плотно обжимается по набору болтами. Для уплотнения полученного соединения можно применять тиокиловый или полиуретановый герметик.
При ремонте корпуса не из дюраля, а из алюминиево-магниевого сплава надо применять заклепки из Амг-5П.
Рекомендации по клепке деталей
Ниже приведены некоторые рекомендации по клепке деталей Различной толщины и испытывающие неравномерные нагрузки.
Для уточнения нужного диаметра заклепок можно руководствоваться данными табл. 6.
Таблица б. Подбор диаметра заклепки в зависимости от толщины соединяемых деталей
Толщина пакета S, мм
Примечание. Практически вместо заклепок d=3,5 обычно применяют d=4
Если прочность какого-либо узла проверяется расчетом, надо считать, что при использовании материала Д18 усилие среза заклепки диаметром 3 мм равно 134 кг, a диаметром 4 мм — 239 кг.
Шаг по водонепроницаемым соединениям берется равным: по однорядным швам 3-4d; по двухрядным швам 6-7d в шахматном порядке.
Длина стержня заклепки при соединении деталей (двух толщин) определяется по формуле: 1 = S + l,5d.
Клепку по соединениям набора и узлов оборудования рекомендуется производить заклепками с полукруглой закладной головкой. Для уменьшения сопротивления движению днищевую обшивку в кормовой части лодки (глиссирующую площадку) лучше клепать заклепками с потайной головкой с наружной стороны; остальную часть обшивки днищам борта и палубу можно клепать заклепками с плосковыпуклыми полупотайными головками.
Перед сверловкой отверстий под клепку листы обшивки надо тщательно «обжать» — подтянуть к набору болтами. для обеспечения прочности и герметичности диаметр сверла при подготовке отверстий надо брать на 0,1 мм больше, чем диаметр заклепки. На отверстиях под заклепки не должно быть граней, рваных кромок и трещин. Гнезда под закладные головки потайных и полупотайных заклепок зенкуют на угол 90°. Глубина гнезд для потайной закладной головки при обратном способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а при прямом способе — равна высоте головки.
Клепка корпуса лодки
При клепке корпуса лодки чаще всего применяется так называемый обратный способ, при котором удары наносятся снаружи корпуса (ясно, что это удобнее, чем изнутри) по закладной головке (если она не плоская, то через обжимку с лункой по форме головки).
Формируемая головка образуется при этом внутри корпуса за счет расплющивания конца стержня заклепки на массивной поддержке. Форму и размеры поддержки необходимо выбирать по месту — в зависимости от удобства подхода к разбиваемому стержню заклепки.
Обычно при работе используют следующие инструменты: оправку 1 ( рис.10 ) — заточенный на конус стальной стержень, с помощью которого совмещают отверстия под заклепки при сборке деталей; поддержку 2 — массивный стальной или чугунный стержень, служащий для прижатия закладной головки в процессе клепки прямым способом и обсадку 3 — стальной стержень с отверстием (в торце по центру), диаметр которого на 0,5-1,0 мм больше диаметра заклепки; употребляется для уплотнения соединяемых деталей вокруг стержня заклепки 4.

Рис. 10 . Использование инструмента при клепке, а — вырывнивание отверстий в листах; б — осадка листов; в — формирование головки.
На рис. 11 показан эскиз довольно удобной поддержки для работы внутри корпуса лодки.

Рис. 11 . Эскиз поддержки.
При соединении деталей шпангоутных рамок или иных предварительно изготовляемых узлов удобнее применять прямой способ клепки, когда удары наносятся по расклепываемому концу стержня заклепки. Если при проверке качества швов простукиванием или осмотром замечены дребезжащие, плохо поставленные заклепки, их необходимо заменить на заклепки большего диаметра. На полках шпангоутов одиночные вмятины и забоины глубиной менее 5 мм при отсутствии трещин можно не выправлять вообще. Иногда вместо правки или замены шпангоута целесообразно ограничиться дублированием — установкой накладки из отрезка подходящего профиля. Небольшие — длиной до 5 мм поверхностные (несквозные) трещины, в крайнем случае, можно локализовать, как это рекомендовалось выше. Участки с явными сквозными трещинами обязательно следует или удалять, или дублировать усиливающими накладками.
Трещины и местные повреждения в одной из полок стрингера ремонтируются также как и на шпангоутах. При разрушении стрингера на сравнительно большой длине следует вырезать и заменять поврежденный участок новым профилем. Новый отрезок — вкладыш — подгоняется к обоим концам остающихся частей стрингера как можно более плотно (зазор не должен превышать 0,2 мм) и соединяется с ними при помощи стыковых накладок-коротышей ( рис. 12 ).

Рис. 12 . Ремонт набора — соединение вкладыша с оставшейся частью набора. 1 — обшивка; 2 — основной стрингер; 3 — вкладыш; 4 — коротыш-накладка; 5 — заклепка Ø4, шаг 20; 6 — заклепки по старым отверстиям.
После выполнения ремонта во всех случаях необходимо проверить качество произведенной клепки. Соединяемые детали должны плотно прилегать одна к другой. Головки заклепок должны быть плотно подтянуты к материалу без забоин и «утяжки». Минимальное расстояние от края детали до центра заклепки должно быть не менее 1,7 диаметра ее стержня.
Для того, чтобы убедиться в герметичности корпуса лодки рекомендуется налить в него воды (немного выше уровня скулы) или провести испытание непроницаемости швов при помощи керосина. Кромки листов и головки заклепок снаружи промазываются меловым раствором, а после его высыхания соединение изнутри корпуса смачивают керосином. В случае протечки на меловом покрытии выступают пятна керосина. Заканчивается ремонт корпуса лодки восстановлением защитного лакокрасочного покрытия.
Источник