- Техническое обслуживание и ремонт автоматических выключателей
- Рассмотрение классификации электрических аппаратов, характеристик автоматизированной аппаратуры защиты. Выполнение схемы устройства автоматического выключателя. Составление последовательности технологических операций обслуживания и ремонта аппаратов.
- Подобные документы
- Ремонт электрических аппаратов — Ремонт магнитного пускателя
- Ремонт электрических аппаратов дипломная работа
Техническое обслуживание и ремонт автоматических выключателей
Рассмотрение классификации электрических аппаратов, характеристик автоматизированной аппаратуры защиты. Выполнение схемы устройства автоматического выключателя. Составление последовательности технологических операций обслуживания и ремонта аппаратов.
Подобные документы
Расчеты цепи питания асинхронного двигателя, параметров трансформатора, сопротивлений и токов короткого замыкания. Выбор электрических аппаратов управления защиты, автоматических выключателей низковольтного устройства. Общая схема электроустановки.
курсовая работа, добавлен 06.06.2012
Характеристика электродвигателей производственных механизмов автоматизированных технологических линий. Расчет токов короткого замыкания. Проверка автоматических выключателей и элементов сети. Определение электрических нагрузок промышленного предприятия.
курсовая работа, добавлен 24.01.2016
Характеристика ремонтно-механического цеха. Выбор схемы электроснабжения. Расчет электрической нагрузки и параметров внутрицеховых сетей. Выбор аппаратов защиты. Расчет токов короткого замыкания. Обслуживание автоматических выключателей. Охрана труда.
курсовая работа, добавлен 12.01.2013
Характеристика аппаратуры для ремонта и наладки. Ремонт, испытание и наладка силовых трансформаторов, аппаратов коммутации и защиты, силовых кабелей. Расчет освещения подстанции, заземляющих устройств. Расчет трудоемкости работ по электрообслуживанию.
курсовая работа, добавлен 11.02.2015
Составление структурных схем выдачи мощности. Расчет токов короткого замыкания. Выбор генераторов и трансформаторов, электрических аппаратов (выключателей и разъединителей), проводников, токоведущих частей, измерительных приборов, типов релейной защиты.
курсовая работа, добавлен 01.04.2015
Характеристика главной схемы электрических соединений станции и схемы собственных нужд. Выбор силовых трансформаторов и выключателей. Пути расчетов токов короткого замыкания, выбор электрических аппаратов и проводников. Проектирование главной схемы.
дипломная работа, добавлен 29.04.2011
Расчет электрических нагрузок завода и термического цеха. Выбор схемы внешнего электроснабжения, мощности трансформаторов, места их расположения. Определение токов короткого замыкания, выбор электрических аппаратов, расчет релейной защиты трансформатора.
дипломная работа, добавлен 30.05.2015
Определение понятия, назначение и функции автоматических выключателей. Их классификация по роду тока главной цепи, наличию свободных контактов, способу присоединения внешних проводников и виду привода. Принцип работы и характеристики выключателя.
контрольная работа, добавлен 19.10.2011
Технические данные, конструкция и характеристики основных узлов вакуумного выключателя ВТБЭ-10. Устройство и работа составных частей, техническое обслуживание и ремонт, особенности эксплуатации. Экономическое обоснование выбора вакуумного выключателя.
курсовая работа, добавлен 15.03.2015
Расчет параметров трансформатора, двигателя, токов короткого замыкания. Выбор аппаратов защиты и управления, клеммников, распределительного блока, корпуса низковольтного комплектного устройства, комплектующих. Времятоковая характеристика аппаратов защиты.
курсовая работа, добавлен 23.02.2014
Источник
Ремонт электрических аппаратов — Ремонт магнитного пускателя
В электрических аппаратах чаще всего повреждаются подвижные, неподвижные и дугогасительные контакты. Ремонт в основном заключается в определении неисправности, устранении ее, замене поврежденных и изношенных деталей с последующей регулировкой и испытанием. При эксплуатации контакты очищают от нагара металла, копоти, окислов. Очищают напильником с тонкой (мелкой) насечкой. Устраняют сильный и слабый нажим контактов. Для этого между контактами помещают бумагу (фольгу), оттягивая подвижные контакты через динамометр, вытягивают фольгу. Нормальное усилие 0,5-0,7 кг. Магнитная система контактов может создавать шум, гудение, причины этого: неплотно прилегает якорь к сердечнику, повреждение короткозамкнутого витка, очень большое натяжение контактов, якорь перекошен по отношению к сердечнику, в местах прикосновения якоря и сердечника имеется ржавчина, у магнитных пускателей и контакторов нельзя допускать разновременности замыкания силовых контактов. Короткозамкнугые витки у контакторов и магнитных пускателей выполняются из меди, латуни и алюминия. Они укладываются в выштампованные пазы на концах сердечника. Обращается внимание на дугогасительные камеры. Отсутствие их может вызвать перекрытие дугой отдельных фаз. Катушки ремонтируют при повреждении каркаса, обрывах, витковых замыканиях и полном сгорании. Обрыв в катушке определяется, если не развивается тяговое усилие и не потребляется ток. Витковое замыкание обнаруживается по ненормальному нагреву и уменьшению тяги.
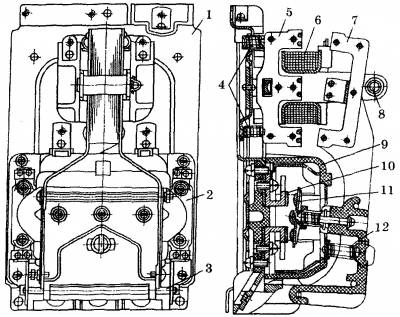
Рисунок 3 – Контактор магнитного пускателя:
1 — основание; 2 — блок-контакты (вспомогательные контакты); 3 — ось якоря; 4 — амортизирующие пружины; 5 — сердечник; 6 — катушка; 7 — якорь; 8 — упор; 9 — изоляционная камера; 10 — неподвижный контакт; 11 — подвижный контакт; 12 — пружина возврата якоря
У контакторов чаще меняют главные контакты, гибкие соединения, дугогасительные камеры, катушки, пружины, короткозамкнутые витки. Сопротивление изоляции обмоток не должно превышать 0,5 МОм. У реле чаще перегорают нагревательные элементы. Для нагревательных элементов применяют нихром, фехраль. Отдельные нагревательные элементы изготавливают методом штамповки. Спиральные нагревательные элементы кадми-руют для предохранения от окисления. На рисунке 3 показан контактор магнитного пускателя.
Ремонт контактов. Загрязнения, износ, обгорание, копоть или окисления, наплывы и брызги металла на поверхности подвижных (включая и ножи рубильников) или неподвижных (губки ножей) контактов, а также на пластинах и контактных мостиках устраняются хлопчатобумажной салфеткой, смоченной в бензине, или надфилем. При толщине контактов менее 50 % первоначальной величины обгоревшие контакты заменяют новыми. Контакты, имеющие металлокерамическое (серебро-никель) или другое покрытие, обеспечивающее повышенную проводимость или коррозийную стойкость, зачищать напильником или надфилем не разрешается! Контакты очищают хлопчатобумажной салфеткой, смоченной в бензине, а особо ответственные контакты (выключатели 6—10 кВ, реле) спиртом. Напильником с мелкой насечкой, надфилем или стеклянной шкуркой очищают или удаляют нагары и наплывы металла на контактах, не имеющих покрытия. Контактная поверхность должна быть чистой, допускаются раковины площадью не более 1 мм2 и глубиной до 0,2 мм. Толщина губок и ножей рубильников не должна быть меньше 80 % первоначальной.
При изломе или ослаблении контактных пружин, повреждениях антикоррозийного покрытия, пружины заменяют.
Ремонт катушек электромагнитов. Катушки бывают каркасными и бескаркасными. Наиболее часто встречающееся повреждение — трещины длиной до 15 мм в каркасе. Их устраняют следующим образом. Поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. На поверхность трещины наносят слой клея БФ и в течение 10—15 мин подсушивают на воздухе, далее наносят второй слой и выдерживают еще 5—10 мин. После этого склеиваемые части каркаса стягивают тафтяной или хлопчатобумажной изоляционной лентой и высушивают в сушильном шкафу в течение 1,5—2 ч при температуре 100—110°С, после чего охлаждают и снимают бандаж.
При пониженном сопротивлении изоляции (менее 0,5 МОм) катушку помещают в сушильный шкаф с температурой 60—70 °С на несколько часов. После этого проверяют сопротивление изоляции и, если достигнута норма (не менее 1 МОм), сразу же производят ее пропитку одним из лаков БТ-988 или БТ-987-М и вторично сушат в течение 8 ч при температуре 105°С.
При повреждении наружного слоя изоляции катушки или обрыве обмоточного провода в верхних слоях обмотки снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков, повторив операции, которые выполняются при намотке новых катушек.
При значительных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушка должна быть заменена новой.
Ремонт каркасных катушек. Подбирают необходимый для катушки каркас и провод, параметры которого должны соответствовать паспортным данным. Концы провода катушки зачищают шлифовальной шкуркой, облуживают и припоем ПОС-30 припаивают к проводнику вывода. Вывод состоит из листовой или латунной детали с припаянным к ней проводником большего сечения, чем провод обмотки, для обеспечения механической прочности вывода. Место пайки изолируют.
Перед установкой на намоточный станок каркас следует обернуть двойным слоем электроизоляционной бумаги толщиной 0,02—0,03 мм и конец ее приклеить к каркасу. При намотке необходимо следить за тем, чтобы натяжение провода не было чрезмерным, это может вызвать обрыв провода. Провод при намотке должен ложиться ровным плотным слоем. Между 1-м и 2-м слоями обмотки укладывают межслоевую изоляцию из изоляционной бумаги. Если катушка нагревостойкая, то для межслоевой изоляции используют тонкую стеклоткань.
Выводы обмотки могут быть мягкими или жесткими. Мягкие выполняют из гибких монтажных проводов. Место пайки мягкого вывода с обмоткой изолируют поливинилхлоридной трубкой, на которую накладывают полоску лакоткани.
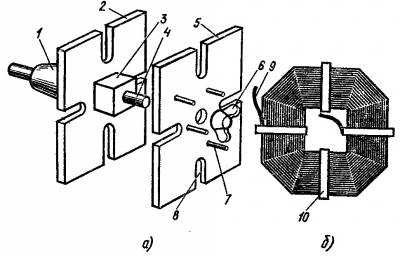
Рисунок 4 – Разъемная оправка (а) и бескаркасная катушка (б):
1 — деталь, 2,5 — щеки, 3 — втулка, 4 — штырь, 6 — гайка, 7 — шпилька, 8 — щель, 9 — вывод, 10 — бандаж
Жесткие выводы, как указано выше, делают из предварительно луженых латунных полосок. От обмотки их изолируют прокладками. Выводы, припаянные к катушке, крепят нитками. Места пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода.
Ремонт бескаркасных катушек. По размерам дефектной катушки изготовляют разъемную оправку (рисунок 4, а). Размер ее с учетом изоляции катушки должен соответствовать сердечнику, для которого предназначена катушка. Оправку устанавливают на токарном станке и закрепляют за деталь 1 или на специальном намоточном приспособлении. На оправку укладывают в четырех местах по периметру тафтяную ленту с таким расчетом, чтобы после намотки катушки ее хватило для устройства бандажа 10 (рисунок 4, б). По тафтяной ленте втулку оправки оборачивают двумя слоями электрокартона толщиной 0,2—0,3 мм и шириной, равной высоте катушки. К началу обмотки припаивают припоем ПОС-30 кусок гибкого медного провода (вывод 9). Место пайки изолируют полоской миканита.
При намотке катушки каждый слой покрывают пропиточным лаком и тонкой электротехнической бумагой шириной на 5—7 мм больше высоты катушки. Эти края бумаги завертывают под крайние витки следующего слоя катушки.
К концу обмотки также припаивают кусок гибкого провода для вывода. Катушку бандажируют ранее уложенной тафтяной лентой. Изготовленные катушки сушат в течение 2 ч в сушильном шкафу при температуре 80—90 °С, проверяют сопротивление изоляции и целостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускают в пропиточную ванну с лаком МЛ-92 и держат до прекращения выделения пузырьков, после чего еще раз сушат в течение 4—5 ч при температуре 100—110 °С. Высушенную обмотку катушки обматывают двумя-тремя слоями изоляционной бумаги, двумя слоями лакоткани или тафтяной лентой, очищают выводы и каркас от слоя лака, наклеивают бирку.
Изоляцию готовой к эксплуатации катушки испытывают переменным током напряжением 2000 В с частотой
50 Гц в течение 1 мин, плавно повышая напряжение. Сопротивление изоляции катушки после испытания не должно быть меньше 0,5 МОм.
Ремонт магнитопровода. Загрязнения удаляют хлопчатобумажной салфеткой, смоченной в бензине; следы коррозии тщательно зачищают стальной щеткой и шлифовальной шкуркой; наклеп на поверхностях соприкосновения сердечника и ярма удаляют шлифовкой поверхности напильником на шлифовальном станке.
Площадь соприкосновения сердечника и ярма проверяют так: берут сложенные вместе листы белой и копировальной бумаги, сжимают с определенным усилием ярмо и сердечник и на бумаге получают отпечаток площади соприкосновения, которая должна быть не менее 70 % площади сердечника. Плотность прилегания проверяют щупом 0,05 мм. Щуп не должен входить в пространство между ярмом и сердечником более чем на 5 мм. Места неровностей шабрят вдоль листов стали.
Поврежденный короткозамкнутый виток заменяют новым, изготовленным по размерам дефектного из того же материала. Поврежденный виток распиливают и удаляют. Пазы витка зачищают надфилем и виток закрепляют в пазах.
Уменьшенная величина (менее 0,2 мм) немагнитного (воздушного) зазора между средними кернами сердечника и ярма магнитопровода доводится до нормы 0,2—0,25 мм подпиливанием среднего керна ярма (или сердечника), что проверяется щупом. Допускается непараллельность плоскостей в пределах 0,01 мм.
Очищенные сердечник и ярмо погружают в ванночку с эмалью ГФ-92-ХС так, чтобы поверхности их соприкосновения не были покрыты лаком. Окрашенные детали сушат на воздухе.
Источник
Ремонт электрических аппаратов дипломная работа
Название работы: Ремонт электроаппаратов
Предметная область: Производство и промышленные технологии
Описание: Подгар и оплавление контактов вызываются плохим прилеганием чрезмерным их износом и недостаточным нажатием неисправностью подвижной системы дугогасительных катушек и скоплением грязи на контактных поверхностях. Необходимым условием нормальной работы аппаратов является обеспечение надежных контактных соединений отсутствие пыли влаги и масла на деталях и содержание рабочих контактов в чистоте. Осматривают и проверяют состояние подвижных и неподвижных контактов гибких соединений дугогасительных камер и изоляции.
Дата добавления: 2015-02-07
Размер файла: 192.15 KB
Работу скачали: 20 чел.
Тема 10 Урок 54-59
Ремонт ЭЛЕКТРОАППАРАТ ОВ
К неисправностям электрических аппаратов относятся: подгар, оплавление контактов и медных шунтов, повреждения катушек, пропуск воздуха электропневматическими вентилями и пневматическими цилиндрами. Подгар и оплавление контактов вызываются плохим прилеганием, чрезмерным их износом и недостаточным нажатием, неисправностью подвижной системы, дугогасительных катушек и скоплением грязи на контактных поверхностях.
Медные шунты подгорают при неисправности дугогасительной катушки. В катушках может быть нарушена изоляция проводов, каркаса или вывода. Пропуск воздуха клапанами электропневматических вентилей является результатом попадания пыли и грязи, что ухудшает уплотнение клапанов в седле и повышает износ деталей. Пневматические цилиндры пропускают воздух из-за высыхания кожаных манжет поршня или облома лепестков распорных шайб.
Необходимым условием нормальной работы аппаратов является обеспечение надежных контактных соединений, отсутствие пыли, влаги и масла на деталях и содержание рабочих контактов в чистоте.
При техническом обслуживании ТО-3 и текущих ремонтах аппаратную камеру продувают сухим сжатым воздухом давлением (2,5÷3) 10 5 Па. Все доступные детали протирают чистыми безворсовыми салфетками или концами, не оставляющими волокон на обтираемой поверхности. При продувке частей, имеющих миканитовую или слюдяную изоляцию, требуется соблюдать осторожность, чтобы сильной струей воздуха не повредить изоляцию. При техническом обслуживании ТО-3 исправность электрических цепей, а также приводов и подвижных частей аппаратов определяют проверкой последовательности и четкости включения этих аппаратов. Все остальные работы при осмотре выполняют только при остановленном дизеле и выключенном рубильнике аккумуляторной батареи. Осматривают и проверяют состояние подвижных и неподвижных контактов, гибких соединений, дугогасительных камер и изоляции. Состояние изоляции определяют по сопротивлению, которое между корпусом и силовой цепью должно быть не менее 0,5 МОм, вспомогательной цепью 0,25 МОм, между вспомогательной и силовой цепями 0,5 МОм. Ослабленные зажимы и болтовые контактные крепления перед затягиванием осматривают со снятием гаек и болтов. Состояние спиралей сопротивлений открытого типа определяют внешним осмотром, а закрытого по состоянию глазури. Осматривая рубильники, проверяют состояние контактных пластин и контактов, надежность крепления рукоятки и деталей на панели. В пакетных выключателях контролируют четкую фиксацию положений, в предохранителях состояние и плотность прилегания контактных поверхностей, в дифференциальном манометре целостность и чистоту трубки, соединяющей манометр с картером дизеля, и отверстия, соединяющего манометр с атмосферой, а также убеждаются, нет ли утечек жидкости.
При текущем ремонте ТР-1 выполняют работу в объеме технического обслуживания ТО-3 и дополнительно проверяют работу регулятора напряжения, прожировывают манжеты электропневматических аппаратов.
Во время текущего ремонта ТР-2 дополнительно обследуют состояние всех деталей аппаратов без разборки по нормам допусков и износов и в случае необходимости их заменяют; силовые и блокировочные контакты очищают от подгара и проверяют прилегание по отпечатку (прилегание должно быть н„ менее 75% их ширины). Дугогасительные камеры контакторов снимают и очищают от нагара.
Стертые надписи на аппаратах и маркировку на проводах восстанавливают в соответствии со схемой тепловоза. Снимают и регулируют на стенде реле переходов, боксования и регулятор напряжения, затем проверяют их на тепловозе.
При текущем ремонте ТР-3, кроме работ, выполняемых на текущем ремонте ТР-2, снимают и проверяют состояние контакторов и полупроводников. Снимают и разбирают электропневматические и электромагнитные приводы, регулятор напряжения, реле, реверсор, предохранители. Остальные аппараты осматривают и ремонтируют на тепловозе. Снятые металлические детали очищают. Поврежденную изоляцию восстанавливают. Регулируют давление и притирание контактов аппаратов, и разрывы между ними.
Капитальные ремонты предусматривают приведение электроаппаратуры в состояние, обеспечивающее нормальную работу ее на протяжении установленного пробега до следующего капитального ремонта. При этом восстанавливают чертежные размеры большинства деталей, а отдельные заменяют новыми.
Силовые и блокировочные контакты. Изменение цвета детали в результате перегрева, ослабление креплений, наличие капель припоя свидетельствуют о ненадежном соединении. Электрическая дуга при разрыве подвижных контактов оплавляет поверхности, которые требуют зачистки. Серебряные и металлокерамические контакты при нагарах протирают салфеткой, смоченной в бензине или спирте. Контакты заменяют при износе на половину их толщины, при этом провал, начальное и конечное нажатия не должны быть больше допускаемых Правилами ремонта пределов. При установке контактов обеспечивают касание контактных поверхностей по всей ширине. Износ поверхностей контактов контакторов восстанавливают напайкой медных пластин марки М1 с латунным припоем Л-62 толщиной 0,2 мм (прокладываются между спаиваемыми поверхностями). К контактам реле припаивают пластины из серебра или металлокерамических сплавов газовой горелкой или на аппарате контактной сварки. Применяют припой ПОС-45 или ПОС-30. На зачищенную поверхность контакта накладывают небольшое количество припоя, приготовленного в виде мелких опилок в смеси с бурой. Паяют на аппарате при небольшом нажатии угольными электродами, а если газовой горелкой, то в момент расплавления припоя пластину надо прижать, затем убрать пламя и охладить контакт на воздухе, не снимая давления. Контактные поверхности при устранении подгара, а также после напайки опиливают по шаблону (рис. 108), соответствующему профилю контакта. Износ стальных блокировочных контактов устраняют постановкой сухаря на заклепках (рис. 109) или заменой.
Гибкие соединения. При обрыве более 10% жил, следах нагревания и выплавления наконечника гибкие соединения заменяют новыми, изготовленными плетением скрученных прядей медного провода марки ПШ. Наконечники гибких соединений изготавливают из медных трубок и вместе с проводом формуют в штампе. Затем сверлят отверстие и пропаивают наконечник припоем ПОС-40.
В качестве флюса при пайке контактных деталей можно применять только канифоль, хлористый цинк вызывает окисление спаиваемых деталей.
При пайке наконечник опускают в припой до середины отверстия во избежание пропайки жил за пределами наконечника. В противном случае гибкое соединение становится жестким и ломается. Контактные детали лудят гальваническим или горячим способом припоем ПОС-18 в лудильных ваннах. Детали гибких соединений, подлежащие лужению, тщательно очищают от грязи и масла.
Катушки при необходимости перематывают по данным расчетной записки, где указаны диаметр и марка, число витков, рабочее напряжение, сопротивление, мощность. Неисправный каркас катушки заменяют новым, изготовленным из пластических масс или собранным из отдельных деталей.

 Электропневматические вентили. Неисправностями вентилей являются повреждения катушек, нарушение плотности посадки клапана в седле, поломка крышек. При ручном нажатии вентиль должен обеспечить пропуск воздуха к управляемому аппарату без утечки в атмосферу. Если клапан заедает или нечетко работает при отключении, его следует промыть бензином или растворителем. Пропуск воздуха клапанами устраняют притиркой, если уплотняющие поверхности не имеют износа. При износе седло и конус клапана исправляют на станке с последующей притиркой пастой ГОИ на поворотном приспособлении или на стенде, соблюдая соосность дрели, держателя и клапана.
Электропневматические вентили. Неисправностями вентилей являются повреждения катушек, нарушение плотности посадки клапана в седле, поломка крышек. При ручном нажатии вентиль должен обеспечить пропуск воздуха к управляемому аппарату без утечки в атмосферу. Если клапан заедает или нечетко работает при отключении, его следует промыть бензином или растворителем. Пропуск воздуха клапанами устраняют притиркой, если уплотняющие поверхности не имеют износа. При износе седло и конус клапана исправляют на станке с последующей притиркой пастой ГОИ на поворотном приспособлении или на стенде, соблюдая соосность дрели, держателя и клапана.
Изношенные седла и клапан заменяют. После ремонта правильность сборки вентиля проверяют по выходу выпускного клапана над торцом сердечника соответствующими выемками калибра (рис. 110) или микрометром. Шаблон с выемкой 0,8 мм устанавливают на выступающий стержень выпускного клапана и нажимают, Если при этом выпускной клапан плотно сядет на седло и воздух не будет проходить в атмосферу, клапан считается годным.
При установке шаблона с выемкой 1,3 мм так, чтобы ножки шаблона коснулись верхней плоскости сердечника вентиля, впускной клапан сядет на свое седло, и воздух не проходит. Если эти условия не будут выдержаны, стержень клапана должен быть укорочен или удлинен. Выход стержня клапана вентилей ВВІ и ВВ2 измеряют аналогично, но с выемкой 2,2 мм, а для стержня клапана вентиля ВВЗ 2,6 мм.
Пневматические приводы. Неисправностью пневматических приводов является пропуск воздуха между крышками, фланцами цилиндров и через манжеты поршня или мембраны (диафрагмы). В первом случае утечку воздуха устраняют подтяжкой крепящих болтов или сменой уплотняющих прокладок, во втором добавлением незамерзающей смазки в количестве 16 см 3 через отверстие в стенке цилиндра с последующим многократным включением привода. Если добавление смазки не прекращает пропуск воздуха, привод разбирают и манжеты прожировывают. Пропускающую диафрагму заменяют.
При разборке привода пользуются приспособлением, показанным на рис. 111. Манжеты изготовляют из кожи толщиной 1 мм в один слой или из двух-трех склеенных слоев. Манжету прожировывают в термостате при температуре 60 °С в течение 34 ч.
Очищенные от жира манжеты формуют, обрезают в пресс-форме и сушат в печи при температуре 5560 °С. Резиновые манжеты не требуют смазки и прожировки, при повреждении их заменяют. Пружинные шайбы в случае излома лепестков или потери упругости заменяют новыми, изготовленными в штампах. Перед сборкой аппарата шайбы выправляют (во избежание пропуска воздуха манжетами из-за неравномерного прилегания к стенкам цилиндра).
Электропневматический диафрагменный (мембранный) привод не требует периодической разборки, как поршневой, однако необходимо с наступлением холодов снять крышку и осмотреть диафрагму. Она не должна иметь трещин, разрывов, истираний. Диафрагму изготовляют из плоского приводного прорезиненного ремня. Толщина ремня 6 мм. При отсутствии приводного ремня с резиновыми обкладками может быть применен прорезиненный ремень с одной или несколькими резиновыми прокладками или, в крайнем случае, транспортерная лента. Необходимая толщина мембраны может быть получена при наличии более толстых материалов путем отделения (расслоения) части слоев. Мембрану по контуру корпусов привода вырезают ножом или ножницами. Необходимые отверстия делают с помощью просечек.
Трещины, литейные раковины и другие дефекты в корпусе цилиндра устраняют заваркой комбинированными или латунными электродами. Допускают устранение мелких опор проклейкой клеем БФ-2 или бакелитовым лаком. Подшипники рычагов и кронштейнов заменяют, если зазоры между валиками и втулками превышают 0,2 мм.

Перекос или сдвиг подвижного контакта относительно неподвижного устраняют установкой прессшпановых прокладок между панелью и кронштейном неподвижного контакта или между панелью и крышкой цилиндра. Вентиль крепят к корпусу равномерной затяжкой без особых усилий во избежание срыва резьбы, шпилек и повреждения изолятора. Изношенные сухари и рычаги привода регулятора частоты вращения заменяют, ставят квадратные сухари, что обеспечивает постоянство частоты вращения при повороте сухаря.
После ремонта проверяют подъем штоков, который должен быть полным при давлении (5÷5,5) 10 5 Па.
Электромагнитные приводы. Износ призматических опор якоря более 2 мм устраняют запиловкой (рис. 112) под углом 45°, а на боковых вырезах а и в под углом 30°. Медленное отключение аппарата из-за повреждения или потери немагнитной пластины якоря устраняют заменой ее или установкой двух медных заклепок на торце сердечника катушки. Головки заклепок должны одинаково выступать над торцом на 0,30,6 мм.
Дугогасящие устройства. В дугогасящем устройстве вследствие нагревания возможны коробление и замыкание витков, повреждение изоляции дугогасительной катушки и механические повреждения стенок камеры. Грязь и копоть на стенах удаляют безворсовой салфеткой, а нагары и медные брызги (выбрасываемые под действием дуги с контактов) стеклянной шкуркой. При прогорании боковых стенок на три четверти толщины и трещинах дугогасительную камеру заменяют.
Изоляционные детали электроаппаратов. Панели, прокладки, блокировочные стойки и кронштейны при трещинах, изломах и подгарах заменяют. Новые детали изготовляют из асбоцемента, текстолита, гетинакса, стеклотекстолита, дерева, прессшпана и другого изоляционного материала, обеспечивающего надлежащую механическую прочность, теплостойкость и сопротивление. Для повышения влагостойкости детали из асбоцемента пропитывают в мазуте, а затем в битуме; из дерева, прессшпана и фибры в льняном масле или натуральной олифе.
Изоляционные свойства окрашенных панелей проверяют мегаомметром по сопротивлению, измеряемому между поверхностью отверстий для крепления аппаратов и отдельными точками, отстоящими на расстоянии 1215 мм от них. Сопротивление допускают не менее 200 МОм. Затем испытывают панель на возможность поверхностного перекрытия переменным током напряжением 3000 В заостренными электродами, установленными на расстоянии 12 мм друг от друга на лицевой поверхности панели; допускается небольшое искрение (сопротивление 200 МОм).
Реверсор. При осмотрах и ремонтах проверяют износ, прилегание и нажатие силовых и блокировочных пальцев; состояние сегментов, кулачков, изоляции, валов и стоек, крепление проводов и кабелей; исправность пневматического привода и работу реверсора. При включении электропневматического привода реверсор должен поворачиваться быстро и четко до упора. При текущем ремонте ТР-2 привод разбирают, кожаные манжеты прожировывают и ремонтируют другие его детали. Во время текущего ремонта ТР-3 изношенные силовые пальцы по трущейся поверхности (на половину толщины) заменяют или восстанавливают наплавкой медью с последующей обработкой дробью для создания наклепа. Перед установкой на аппарат силовых пальцев линию контакта обрабатывают личным или полубархатным напильником. Касание пальцев (контактов) на всю ширину доводят непосредственно по сегментам или неподвижным контактам, т. е. после сборки.
Сегменты реверсора типа ПР, имеющие раковины, наплавления или износ более 3 мм, снимают с вала, наплавляют латунью ЛК-70, обтачивают до диаметра по чертежу, притирают пальцы и динамометром проверяют и регулируют их нажатие (5÷6)10 5 Па. В некоторых депо используется упрощенная конструкция реверсоров ПР-ТМ и ПР-758-1, позволившая половину скользящих контактов со стороны генератора заменить постоянными соединениями с помощью гибких шунтов сечением 70 мм 2 . Длину шунтов выбирают такой, чтобы обеспечить свободное перемещение барабана реверсора.
Поврежденную изоляцию стоек восстанавливают лакированной, асбестовой бумагой или формовочным миканитом на бакелитовом лаке с последующей опрессовкой давлением 150-10 5 Па и запеканием при температуре 180200 °С. Если нет возможности опрессовать и запечь наложенную изоляцию, на поврежденное место подклеивают миканит бакелитовым лаком или клеями из синтетических смол. В случае мелких поверхностных повреждений (расслоение, отколы) изоляции заделывают поврежденные места изоляционной лентой. Во всех случаях после ремонта изоляционных покрытий для увеличения влагостойкости поверхность покрывают двумя слоями эмали ГФ-92-ХК или ГФ-92-КС. Втулки подшипников при зазоре на масло более 2 мм или потере натяга заменяют новыми.
После сборки реверсора проверяют и регулируют нейтрал подрубкой плечиков цилиндра или упоров мотыля. Угол поворота реверсора в обе стороны от нейтральной оси должен быть одинаковым. Замыкание силовых пальцев должно опережать замыкание пальцев блокировочного барабана. В момент замыкания блокировочных пальцев силовые пальцы должны отстоять от края силового сегмента (нейтральной вставки) на 35 мм.
Правильность положения кулачковых шайб реверсора ППК-8601 определяют относительно оси соответствующих роликов контакта держателя (смещение допускается не менее 2,5 мм). В случае превышения зазора между валом и шайбой более 0,15 мм уплотняют соединение постановкой металлических прокладок. Выкрашивание кулачковых шайб требует их замены. Замыкание блокировочных контактов регулируют отгибанием скобы так, чтобы в крайнем положении привода шток блок-контактов имел запас хода 23 мм. При регулировке силовых контактов необходимо обращать внимание на одновременность замыкания и размыкания контактов, зазоры между контактами в разомкнутом положении (не менее 10 мм), нажатие (250300 Н) и притирание (провал 35 мм), фиксацию привода во включенных положениях и на нейтрале.
Контроллер машиниста. При обслуживании и ремонтах проверяют легкость хода подвижных частей, состояние подвижных и неподвижных контактов, четкость фиксации позиций, плотность контакта, притирания, нажатия и последовательность включения по развертке контроллера. Детали передаточного и фиксирующего механизмов, имеющие износ и не обеспечивающие четкость фиксации, заменяют или восстанавливают наплавкой латунью с последующей обработкой по шаблону. Пружины, потерявшие упругость, при текущем ТР-3 и капитальных ремонтах заменяют или восстанавливают термообработкой, при текущих ремонтах ТР-1 и ТР-2 укорачиванием. Изношенные кулачковые шайбы и втулки подшипников заменяют новыми. В процессе ремонта проверяют качество прилегания контактов и порядок замыкания их в соответствии с разверткой. Нажатие контактов должно быть начальное (9÷10)10 3 Па и конечное 3445 Па.
Реле. Ремонт реле (кроме термореле, реле времени и давления масла) аналогичен ремонту других электрических аппаратов. Контакты реле выполнены из серебра и требуют ремонта только в случае оплавления или износа.
При длительной эксплуатации магнит реле давления масла размагничивается, что приводит к нечеткому срабатыванию и подгару контактов. Для восстановления нормальной работы реле при текущем ремонте ТР-3 намагничивают магнит на специальных электромагнитах или с помощью катушек полюсов машин постоянного тока. Магнит считают исправным, если он поднимает груз 200 г.
Гофрированные трубки, имеющие трещины и пропуск масла в подвижной части, заменяют, по пайке с донышком пропаивают оловом и опрессовывают многократным изменением давления от 4,5×10 5 Па. Взамен негодной гофрированной трубки можно установить диафрагму 3 (рис. 113) из маслостойкой резины. Масляную камеру РДМ изготовляют в виде детали 1, к которой приваривают фланец, вновь изготовленный или отрезанный от старой камеры. В реле давления АК-ИБ вместо детали 2 изготовляют деталь 6. Диафрагму зажимают между деталями 1,5 и гайкой 4. При осмотре и ремонте пневматического реле времени РВП-1М обращают внимание на легкость хода рычажной системы, качество притирки впускного клапана, герметичность камеры, чистоту фильтра и всех воздушных каналов. При мгновенном включении реле разбирают, восстанавливают герметичность или заменяют диафрагму. В случае увеличения времени выдержки очищают каналы и фильтры.
Необходимым условием хорошей работы термореле является обеспечение герметичности замкнутой системы (термобаллон, капилляр, камера сильфона). Неисправности реле и технологический процесс их ремонта аналогичен дистанционным термометрам.
Регулятор напряжения. При техническом обслуживании ТО-3 и текущем ремонте ТР-1 проверяют работу регулятора. При необходимости смены отдельных элементов регулятор ремонтируют с последующей настройкой его на стенде.
При текущем ремонте ТР-2 регулятор напряжения снимают и проверяют его работу на стенде А253. При текущем ремонте ТР-3 регулятор напряжения снимают, разбирают и ремонтируют. Контактные пальцы и пластины заменяют при выжигах металла глубиной более 0,5 мм и общей площадью более 50% контактной поверхности пальца. В работе регулятора напряжения встречаются подгары контактов и заедание подвижной системы. Для контактов пальцев и планки используют накладки из металлокерамического сплава, который обеспечивает длительный срок службы контактов. Наплыв на контактах удаляют личным напильником. После зачистки, ремонта и замены контактных пальцев или планки проверяют точность разбивки, парность и последовательность включения на ламповом приспособлении. При этом необходимо обследовать центральное расположение подвижной катушки по зазорам между внутренней поверхностью ее каркаса и сердечником.
Регулировка и испытание электроаппаратуры
После ремонта проверяют настройку аппаратов и, если необходимо, регулируют их на стендах, а также на тепловозе. При стендовых испытаниях определяют качество изоляции, работоспособность механических узлов и регулируют аппарат на срабатывание при установленных параметрах.
При настройке электрической схемы на тепловозе аппараты дополнительно регулируют, причем настройку их не изменяют, а подгоняют параметры срабатывания изменением сопротивлений в цепях катушек. По характеру испытания на стенде аппараты разделяют на две группы: подвергающиеся внешнему осмотру и испытанию на электрическую прочность без регулировки и аппараты, требующие проверки параметров срабатывания и регулировки.
На основании технических данных аппаратов первой группы (переключатели, выключатели, предохранители и панели сопротивлений) их токоведущие части, входящие в высоковольтную цепь, испытывают на электрическую прочность в течение 1 мин напряжением 3700 В, а части, входящие в низковольтную цепь, напряжением 700 В. Принципиальная схема стенда А253 для регулировки электрической аппаратуры тепловозов приведена на рис. 114.

Питание к стенду подают от мотор-генератора или выпрямительной установки с регулированием напряжения от 0 до 115 В и током до 60 А. Стенд имеет регулировочные устройства в виде трех резисторов, два из которых включают по схеме потенциометра и приборов контроля и управления. Для проверки работы блокировок и контактов на стенде предусмотрены лампы и электросекундомер.
В процессе регулировки аппарата проверяют и регулируют следующие параметры: конечное и начальное нажатие, раствор (разрыв), провал контактов, токи включения и отключения, выдержку времени и т. д.
Разрыв контактов измеряют продольным калибром. Изменение разрыва относительно установленного технической характеристикой происходит вследствие износа контактов и деталей подвижных частей аппарата. Начальное нажатие регулируют затяжкой притирающих пружин. Для измерения начального нажатия между подвижным контактом и его внутренним упором подкладывают тонкую полоску бумаги (рис. 115). Давление, отмеченное на динамометре в момент выемки бумаги, характеризует нажатие на контакт.
Конечное нажатие измеряют при полностью включенном аппарате динамометром и сигнальной лампой, включенной в цепь контактов. При измерении нажатия усилие прикладывают перпендикулярно плоскости в точке касания. Если в этой точке не представляется возможным измерить нажатие, его измеряют в другой точке и пересчитывают по формуле (рис. 116)
где Р к конечное нажатие, Н;
Р 1 показания динамометра, Н;
А расстояние от места касания контактов до оси поворота подвижного контакта, мм;
В расстояние от места измерения нажатия до оси поворота подвижного контакта, мм.
Провал определяют по зазору В между контактодержателем и рычагом или якорем (рис. 117). Зазор В измеряют аналогично раствору контактов двусторонним шаблоном. Провал Б контактов, укрепленных на пластинчатой пружине, измеряют между упорной планкой и пружиной (рис. 118).
Реле давления масла. Реле регулируют на стенде (рис. 119). Датчик (сильфон) реле подключают к масляному насосу 1 стенда через штуцер. Изменением давления по контрольной лампе и манометру проверяют моменты замыкания и размыкания контактов 3 и 4 и регулируют их винтом 5 и валиком 2. При увеличении затяжки пружины 6 замыкание контактов (6^ 12) 10 4 Па произойдет при большем значении. Поворотом валика 2 по часовой стрелке магнит перемещают к якорю рычага, вследствие чего разрыв цепи будет происходить при меньшем давлении масла.


Реле боксования. При регулировке реле боксования якорь устанавливают параллельно торцу катушки, плунжер ввертывают до соприкосновения с сердечником, затем отвертывают на один-два оборота и закрепляют гайкой. Нажатие и раствор контактов регулируют в соответствии с техническими данными. Дальнейшую настройку реле ведут в рабочем положении на ток включения 0,05 А и ток выключения 0,0420,045 А, обеспечив коэффициент возврата (необходимое соотношение между токами выключения и включения) 0,85. Ток выключения регулируют изменением натяжения пружины, а ток включения изменением положения плунжера. Затяжка пружины увеличивает ток выключения, ослабление уменьшает. Уменьшение зазора между плунжером и сердечником снижает ток включения.
После регулировки окончательно проверяют параметры работы реле.
Реле времени. Электромагнитное и электропневматическое реле регулируют на выдержку времени. Схема включения электрического секундомера показана на рис. 120. Электромагнитное реле регулируют на выдержку времени 0,82,5 с изменением натяжения пружины.
Допускают подпиловку немагнитной прокладки якоря. Уменьшение толщины прокладки увеличивает время выдержки. Электропневматическое реле регулируют на выдержку времени 30 и 90 с. Отсчет времени выдержки реле начинают с момента замыкания контактов микровыключателя мгновенного действия и заканчивают срабатыванием контактов микровыключателя с выдержкой времени. Время выдержки реле зависит от скорости заполнения камеры воздухом, а следовательно, и от положения клапана, изменяющего проходное сечение канала. Положение клапана устанавливают поворотом винта.
Реле переходов. Якорь реле устанавливают в горизонтальном положении, плунжеры ввинчивают до упора в сердечники, затем вывинчивают на два оборота и закрепляют гайками. Настройка характеристик реле для различных серий тепловозов отличается только токами срабатывания. Реле перехода регулируют изменением нажатия пружины и положением плунжеров.
Плавным изменением тока в катушке напряжения при выключенной токовой катушке добиваются замыкания, а затем размыкания контактов. Соответствия токов замыкания и размыкания добиваются пружиной и плунжером катушки напряжения. Затяжка пружины увеличивает ток включения, ввинчивание плунжера увеличивает ток отключения. В токовой катушке устанавливают ток 1 А и плавным увеличением его в катушке напряжения добиваются замыкания контактов. Если замыкание происходит при токе в катушке напряжения, большем заданного, плунжер ввинчивают, если при меньшем вывинчивают. Размыкание контактов при токе в токовой катушке регулируют положениями плунжеров, после чего проверяют и корректируют все точки характеристики заново.
Регулятор напряжения. Регулятор напряжения регулируют на стенде или на тепловозе. При правильной регулировке регулятора в рабочем диапазоне частот вращения коленчатого вала напряжение должно быть: для регулятора ТРН-1 с І по VI позицию (75±1) В, с VII по XV позицию (75±2) В. Бесконтактный регулятор (БРН) должен поддерживать напряжение вспомогательного генератора на всех позициях (75±1) В. Стенд имеет устройство для измерения частоты вращения якоря вспомогательного генератора в диапазоне, соответствующем его работе на тепловозе.

Настройку бесконтактного регулятора ведут после прогрева катушки в течение 1520 мин.
Постоянное напряжение всех регуляторов в диапазоне рабочей частоты вращения регулируют пружинами и сопротивлениями, резисторами «Высокая скорость» или «Холостой ход», а при одном резисторе на регуляторе резистором «Корректировка напряжения».
Поворот рукояток резисторов по часовой стрелке увеличивает напряжение, против часовой стрелки уменьшает. Следует помнить, что чрезмерное изменение сопротивления «Холостой ход» приводит к неустойчивой работе регулятора. При больших колебаниях контактной планки уменьшают сопротивление обратной связи или изменяют жесткость пружины противовеса.
Регулятор регулируют также изменением положения наконечника магнитной системы (регулирование характеристики в широком диапазоне) или положения регулирующего болта (регулирование при большой частоте вращения).
Регулятор напряжения ТРН-1 регулируют после проверки последовательности размыкания пальцев на приспособлении (рис. 121) или милливольтметром. Секции сопротивлений регулятора отсоединяют, контактные пальцы подключают к контрольным лампам. Ход подвижной планки между разрывами смежной пары пальцев определяют индикатором или микрометром. Отжимая планку вниз, по гашению ламп наблюдают за последовательностью отрыва пальцев и индикатором определяют ход между соседними контактами [допускается (0,33±0,05) мм].
Затем проверяют одновременность отключения пар пальцев, которые подгибают так, чтобы касание контактов происходило по всей плоскости.
Термореле. Регулируют реле на стенде, имеющем термостат и контрольный ртутный термометр со шкалой до 150 °С. Для проверки погрешности замыкания термобаллон реле полностью погружают в термостат и постепенно повышают температуру до момента замыкания контактов. Дифференциал (разность температур срабатывания контактов на настроенной точке и срабатывания контактов при обратном ходе) нерегулируемый находится в пределах ±3°С. Допустимая погрешность срабатывания контактов реле при температуре окружающего воздуха 20 °С не превышает ±2 °С. Если замыкание не соответствует требуемой температуре, регулируют ходовым винтом (рис. 122), изменяющим нажатие пружины, а следовательно, и момент замыкания.
Источник
