- РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН ПОСТОЯННОГО ТОКА
- Ремонт электродвигателей постоянного тока
- Ремонт электродвигателя постоянного тока
- Ремонт электрических машин
- Содержание материала
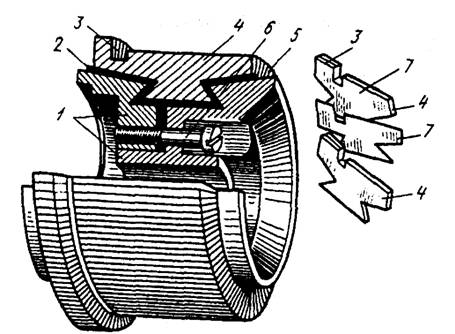
- Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
- Ремонт коллекторов.
- Ремонт контактных колец.
- Ремонт сердечников.
- Условия для безыскровой коммутации.
РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН ПОСТОЯННОГО ТОКА
Электрическое оборудование экскаваторов характеризуется большей сложностью и разнообразием конструкций. Оно включает в себя генераторы и двигатели постоянного тока, двигатели переменного тока, усилители (машинные, магнитные), высоковольтные токоприемные и распределительные устройства, силовые и сварочные трансформаторы, системы управления и др.
Отказы электрического оборудования, например, экскаваторов составляют от 60-75% (на Юге ) до 30-35% (на Севере ) общего числа отказов. В свою очередь, на долю электрических машин постоянного тока (генераторов и двигателей) приходится 55-75% общего числа отказов электрического оборудования экскаваторов, а их ремонт наиболее сложен и требует строгого выполнения технологического процесса.
В технологическом отношении ремонт электрических машин включает в себя сложные и точные операции и к качеству их ремонта предъявляются высокие требования. В результате ремонта основные характеристики электрических машин не должны изменяться (ухудшаться). Поэтому ремонт электрических машин должен производиться в специальных цехах, имеющих технологическое оборудование.
При ремонте обмоток должны быть сохранены: тип и сечение провода; тип и схемы обмоток (петлевая, волновая, комбинированная); класс изоляции; вид и толщина изоляции; шаг обмоток по пазам и коллектору.
Обмоточные данные берутся из паспорта машины или из справочной литературы. При отсутствии таких данных их получают путем снятия схемы обмоток до разборки якоря. Начальный вид и толщина изоляции при крайней необходимости могут быть изменены, однако не должны снижаться класс изоляции и сопротивление изоляции.
В процессе ремонта электрических машин должны проверяться сопротивление изоляции, статистическая и динамическая уравновешенность якорей и др.
Электрические машины после ремонта должны испытываться на стендах.
Источник
Ремонт электродвигателей постоянного тока




![]()
![]()
Текущий ремонт генераторов и двигателей постоянного тока сводится к следующему:
− изношенные щетки заменяют новыми и притирают по месту;
− проверяют и регулируют, траверсу щеткодержателя, устанавливая щетки в шахматном порядке;
− шлифуют и продороживают коллектор;
− проверяют изоляцию обмоток и восстанавливают ее в местах повреждения;
− подшипники разбирают, очищают, производят шабрение (подшипников скольжения) или заменяют (подшипники качения);
− подтягивают болты крепления деталей.
Работы, выполняемые при капитальном ремонте электродвигателей:
− ремонт коллектора с заменой пластин;
− ремонт или замена щеточного механизма;
− замена подшипниковых щитов;
− перезаливка подшипников скольжения;
− ремонт контактных колец и изолирующих их от вала прокладок;
− рихтовка листов активного железа;
− ремонт вала и балансировка ротора;
− заварка трещин корпуса;
− частичная или полная смена обмоток;
− пропитка обмотки лаками и сушка;
− переделка машин на другое напряжение и частоту вращения.
При периодических осмотрах и плановых ремонтах машин постоянного тока основное внимание обращают на состояние коллектора, щеток, щеткодержателя, подшипниковых узлов и изоляции обмоток.
На поверхности коллектора может появиться шероховатость вследствие попадания твердых частиц под щетки, нагар от искрения или окись после длительного хранения машины во влажных местах. Шероховатость коллектора устраняют шлифовкой мелкой стеклянной бумагой марки 000, прижимаемой деревянной колодкой с вырезом по форме коллектора. Применение наждачной бумаги нежелательно, так как крупинки наждака проводят электрический ток и могут замкнуть пластины коллектора. Не рекомендуется опиливать коллекторные пластины напильником или прижатием стеклянной бумаги рукой, так как получается неровная поверхность.
Неровную поверхность коллектора протачивают резцом, предварительно тщательно отцентрировав его.
После, проточки или длительной работы коллектор продороживают, так как миканитовые прокладки тверже медных пластин и при работе постепенно выступают над ними. Продороживание выполняют выпиливанием миканита специальной пилкой на глубину 0,5—1,0 мм вдоль приложенной к коллектору линейки без повреждения медных пластин. Можно продороживать коллектор и на токарном станке при неподвижном шпинделе и продольном движении суппорта с отрезным резцом, повернутым на 90° относительно своего нормального положения. Ширина режущей части резца равна ширине канавки между пластинами, а угол заточки равен 40°.
После продороживания все канавки между пластинами коллектора прочищают волосяной щеткой и шабером снимают фаски с краев коллекторных пластин, а затем коллектор шлифуют и продувают сжатым воздухом.
При выходе из строя подшипников качения пли при большом износе подшипников скольжения ротор может задевать за статор, что вызывает повреждение активной стали, а иногда и обмотки. Неисправные подшипники качения заменяют новыми, а загрязненные снимают, очищают от грязи, промывают в керосине, а затем набивают смазку и устанавливают на место.
Перегрев подшипников скольжения приводит к расплавлению заливки или задирам шейки вала. Он происходит из-за недостаточного поступления масла вследствие погнутости масляных колец, недостаточного уровня, загрязнения или, уменьшения зазора между шейкой вала и вкладышем из-за перекоса вкладыша.
При недостаточном количестве масла его добавляют, а при загрязнении или чрезмерной вязкости — сливают, тщательно промывают подшипник керосином и заливают свежее масло требуемого качества. Для подшипников качения применяют смазки типа УТ и солидолы, для подшипников скольжения — веретенное, машинное или турбинное масло. При перекосе вкладыша подшипник разбирают, устанавливают вкладыш правильно и фиксируют его для предупреждения повторного перекоса.

В процессе эксплуатации не допускают загрязнения электродвигателей: это способствует перегреву обмоток и может привести к короткому их замыканию. Пыль систематически удаляют пылеотсасывающим устройством или продувкой сжатым воздухом. В процессе работы происходит стирание изоляции, что может привести к межвитковому замыканию или пробою на корпус.
Это может произойти и вследствие механических повреждений или отсырения изоляции. Эти неисправности определяют внешним осмотром или измерением сопротивления изоляции обмоток, которое должно быть не ниже 1,0 МОм на 1000 В рабочего напряжения, а магнитным или другим методом уточняют место пробоя изоляции.
Приступая к частичной или полной перемотке якоря, маркируют пазы, составляют схему обмотки, эскизируют лобовые части обмотки, бандажи и другие узлы, а затем снимают старые бандажи, распаивают коллектор и снимают старые обмотки. Перед укладкой новой обмотки якорь тщательно очищают, пазы опиливают и красят их стенки. Коллектор проверяют на отсутствие замыканий между пластинами, обмоткодержатель изолируют.
В зависимости от формы паза, напряжения тока и мощности машины обмотки выполняют в виде жестких или мягких секций, а также протяжкой вручную обмоточного провода в закрытые или полузакрытые пазы. Большинство якорей имеет открытые пазы, в которые укладывают заранее отформованные секции. При закладке следят за длиной выступающих из паза прямолинейных участков секций, добиваясь равности их. В машинах мощностью до 5 кВт применен полузакрытый паз. В этом случае секции укладывают через прорез и обращают внимание на формовку лобовых частей, так как неправильная формовка приводит к невозможности укладки последних сторон секций. При намотке жестких секций пользуются металлическим шаблоном.
Катушки полюсов и стержни компенсационной обмотки наматывают на каркасах или деревянных разъемных оправках. Для малых машин применяют каркасы из электрокартона или бакализированной резины.
При нанесении изоляции секций следует обращать внимание на отсутствие сгустков лака, так как они обычно долго не высыхают и при вращении якоря лак будет разбрызгиваться.
После укладки всех секций проверяют соответствие их выводов коллекторным пластинам, испытывают на межвитковое замыкание и при положительных результатах производят запайку проводников в коллектор.
Источник
Ремонт электродвигателя постоянного тока

Электродвигатель — важный элемент производства любого товара вне зависимости от назначения. Двигатель — надежная составная производства, но иногда он ломается! Мы не рекомендуем самостоятельно производить ремонт.
Двигатель постоянного тока — это механизм, который преобразует электроэнергию в механическую. Существует два принципа работы электродвигателя постоянного тока (ЭТП):
- Рамка, состоящая из двух стержней, с током в магнитном поле статора.
- Взаимодействие статора и ротора посредством их магнитных полей.
ЭТП представляет собой сложный электрический механизм, который требует квалифицированного и вдумчивого подхода к эксплуатации и его ремонту. Существует огромное число модификаций электродвигателей, которые определяются по серии, в зависимости от применения и назначения. Существуют следующие серии: П, ДП, ДПТ, ДПМ, 4ПБ, 4ПФМ, 4ПО и другие.
Существует еще огромное множество типов электродвигателей от импортного до отечественного производства. Сложности в эксплуатации часто вызывают преждевременный износ деталей двигателя. С целью уменьшить затраты на производство необходимо часто осуществлять диагностику электродвигателя с целью выявить проблемы.
Ремонт электродвигателя
- Выявление дефектов электродвигателя
- Замена старой обмотки на статоре
- Пропитка лаком, который соответствует техническим условиям данного ЭТП по эксплуатации
- Замены выводных концов статора
- Замена подшипников и их посадочных мест на валу и щитах
- Балансировка ротора
- Тестирование работы электродвигателя
- Покраска, по желанию
Мелкий ремонт отличается от капитального тем, что в него входят: замена поврежденных деталей или узлов, устранение отдельных неисправностей. Например, замена обмоток или ротора двигателя.
Ремонтное обслуживание электродвигателя постоянного тока занимает двое суток и более, но если в наличии имеется хорошее оборудование и квалифицированный персонал, то на данный процесс тратится меньше времени.
В целом ремонт электродвигателя постоянного тока не отличается сложностью от ремонтов остальных двигателей. А если к этому делу подключены внимательные и квалифицированные люди, то ремонт не займет большого количества времени и поможет избежать повторных поломок. Которые зачастую возникают после неправильной эксплуатации.
Источник
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы:
проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя;
чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток;
смену и долив масла в подшипники. При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены;
промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %.
Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм.
Зазоры в подшипниках качения
| Внутренний диаметр подшипника, мм |

| Неисправность |
| Неисправность |


