Обслуживание распределительных устройств
 Основными задачами обслуживания распределительных устройств (РУ) являются: обеспечение заданных режимов работы и надежности электрооборудования, соблюдение установленного порядка выполнения оперативных переключений, контроль за своевременным проведением плановых и профилактических работ.
Основными задачами обслуживания распределительных устройств (РУ) являются: обеспечение заданных режимов работы и надежности электрооборудования, соблюдение установленного порядка выполнения оперативных переключений, контроль за своевременным проведением плановых и профилактических работ.
Надежность работы распределительных устройств принято характеризовать удельной повреждаемостью на 100 присоединений. В настоящее время для РУ 10 кВ этот показатель находится на уровне 0,4. Наиболее ненадежными элементами РУ являются выключатели с приводом (от 40 до 60 % всех повреждений) и разъединители (от 20 до 42 %).
Основные причины повреждений: поломка и перекрытие изоляторов, перегрев контактных соединений, поломка приводов, повреждения за счет неправильных действий обслуживающего персонала.
Осмотр РУ без отключения должен производиться:
на объектах с постоянным .дежурным персоналом — не реже 1 раза в трое суток,
на объектах без постоянного дежурного персонала — не реже 1 раза в месяц,
на трансформаторных пунктах — не реже 1 раза в 6 месяцев,
РУ напряжением до 1000 В — не реже 1 раза в 3 месяца (на КТП — не реже 1 раза в 2 месяца),
после отключения короткого замыкания.
При проведении осмотров проверяют:
исправность освещения и сети заземления,
наличие средств защиты,
уровень и температуру масла в маслонаполненных аппаратах, отсутствие течи масла,
состояние изоляторов (запыленность, наличие трещин, разрядов),
состояние контактов, целостность пломб счетчиков и реле,
исправность и правильное положение указателей положения выключателей,
работу системы сигнализации,
исправность отопления и вентиляции,
состояние помещения (исправность дверей и окон, отсутствие течи в кровле, наличие и исправность замков).

Внеочередные осмотры открытых распределительных устройств проводят при неблагоприятных погодных условиях — сильном тумане, гололеде, усиленном загрязнении изоляторов. Результаты осмотра записывают в специальный журнал для принятия мер по устранению выявленных дефектов.
Помимо осмотров оборудование ра спределительных устройств подвергается профилактическим проверкам и испытаниям, выполняемым согласно ППР. Объем проводимых мероприятий регламентирован и включает ряд общих операций и отдельные специфичные для данного вида оборудования работы.
К общим относятся: измерение сопротивления изоляции, проверка нагрева болтовых контактных соединений, измерение сопротивления контактов постоянному току. Специфичными являются проверки времени и хода подвижных частей, характеристик выключателей, действия механизма свободного расцепления и др.
Контактные соединения — одни из самых уязвимых мест в распределительных устройствах. Состояние контактных соединений определяется внешним осмотром, а при проведении профилактических испытаний — с помощью специальных измерений. При внешнем осмотре обращают внимание на цвет их поверхности, испарение влаги при дожде и снеге, наличие свечения и искрения контактов. Профилактические испытания предусматривают проверку нагрева болтовых контактных соединений термоиндикаторами.
В основном используется специальная термопленка, которая имеет красный цвет при нормальной температуре, вишневый — при 50 — 60°С, темно-вишневый — при 80°С, черный — при 100 °С. При 110°С в течение 1 ч она разрушается и принимает светло-желтую окраску.
Термопленка в виде кружков диаметром 10 — 15 мм или полосок наклеивается в контролируемом месте. При этом она должна быть хорошо видна оперативному персоналу.
Шины РУ 10 кВ не должны нагреваться выше 70 °С при температуре окружающего воздуха 25 °С. В последнее время для контроля температуры контактных соединений начали использоваться электротермометры на базе термосопротивлений, термосвечи, тепловизоры и пирометры (действуют на принципе использования инфракрасного излучения).

Измерение переходного сопротивления контактных соединений проводится для шин на ток более 1000 А. Работа выполняется на отключенном и заземленном оборудовании с помощью микроомметра. При этом сопротивление участка шины в месте контактного соединения не должно превышать сопротивление такого же участка (по длине и сечению) целой шины более чем 1,2 раза.
Если контактное соединение находится в неудовлетворительном состоянии, его ремонтируют, для чего разбирают, зачищают от оксидов и загрязнения, покрывают специальной смазкой от коррозии. Обратную затяжку выполняют ключом с регулируемым крутящим моментом во избежание деформации.
Измерение сопротивления изоляции проводится для подвесных и опорных изоляторов мегаомметром на 2500 В, а для вторичных цепей и аппаратуры РУ до 1000 В — мегаомметром на 1000 В. Изоляция считается нормальной, если сопротивление каждого изолятора не менее 300 МОм, а сопротивление изоляции вторичных цепей и аппаратуры РУ до 1000 В —не менее 1 МОм.
Помимо измерения сопротивления изоляции опорные одноэлементные изоляторы подвергаются испытанию повышенным напряжением промышленной частоты в течение 1 мин. Для низковольтных сетей испытательное напряжение 1 кВ, в сетях 10 кВ — 42 кВ. Контроль многоэлементных изоляторов осуществляется при положительной температуре окружающего воздуха с помощью измерительной штанги или штанги с постоянным искровым промежутком. Для отбраковки изоляторов используются специальные таблицы распределения напряжений по гирлянде. Изолятор бракуется, если на него приходится напряжение менее допустимого.

В процессе эксплуатации на поверхности изоляторов откладывается слой загрязнения, которое в сухую погоду не представляет опасности, но при моросящем дожде, тумане, мокром снеге становится проводящим, что может привести к перекрытию изоляторов. Для устранения аварийных ситуаций изоляторы периодически очищают, протирая вручную, с помощью пылесоса и полых штанг из изоляционного материала со специальным наконечником в виде фигурных щеток.
При очистке изоляторов на открытых распределительных устройствах используют струю воды. Для повышения надежности работы изоляторов их поверхность обрабатывают гидрофобными пастами, обладающими водоотталкивающими свойствами.
Основными повреждениями разъединителей являются подгорание и приваривание контактной системы, неисправность изоляторов, привода и др. При обнаружении следов подгорания контакты зачищают или удаляют, заменяя на новые, подтягивают болты и гайки на приводе и в других местах.
При регулировании трехполюсных разъединителей проверяют одновременность включения ножей. У правильно отрегулированного разъединителя нож не должен доходить до упора контактной площадки на 3 — 5 мм. Усилие вытягивания ножа из неподвижного контакта должно составлять 200 Н для разъединителя на номинальные токи 400 . 600 А и 400 Н — на токи 1000 — 2000 А. Трущиеся части разъединителя покрывают незамерзающей смазкой, а поверхность контактов — нейтральным вазелином с примесью графита.
При осмотрах масляных выключателей проверяют изоляторы, тяги, целостность мембраны предохранительных клапанов, уровень масла, цвет термопленок. Уровень масла должен быть в пределах допустимых значений по шкале указателя уровня. Качество контактов считается удовлетворительным, если переходное сопротивление их соответствует данным завода-изготовителя.
При осмотрах маслообъемных выключателей обращают внимание на состояние наконечников контактных стержней, целость гибких медных компенсаторов, фарфоровых тяг. При обрыве одной или нескольких тяг — выключатель немедленно выводят в ремонт.
Ненормальная температура нагрева дугогасящих контактов вызывает потемнение масла, подъем его уровня и характерный запах. Если температура бачка выключателя превышает 70 °С, его также выводят в ремонт.

Наиболее повреждаемыми элементами масляных выключателей остаются их приводы. Отказы приводов наступают из-за неисправностей цепей управления, разрегулирования запирающего механизма, неисправностей в подвижных частях и пробоя изоляции катушек.
Текущий ремонт распределительных устройств проводится для обеспечения работоспособности оборудования до следующего планового ремонта и предусматривает восстановление или замену отдельных узлов и деталей. Капитальный ремонт выполняется для восстановления полной работоспособности. Проводится с заменой любых частей, в том числе и базовых.
Текущий ремонт распределительных устройств напряжением выше 1000 В выполняется по мере необходимости (в сроки, установленные главным инженером энергопредприятия). Капитальный ремонт масляных выключателей проводится 1 раз в 6 — 8 лет, выключателей нагрузки и разъединителей— 1 раз в 4 — 8 лет, отделителей и короткозамыкателей — 1 раз в 2 — 3 года.
Текущий ремонт распределительных устройств напряжением до 1000 В проводится не реже 1 раза в год на открытых ТП и через 18 месяцев на закрытых ТП. При этом контролируется состояние концевых заделок, проводится очистка от пыли и грязи, а также замена изоляторов, делается ремонт шин, подтяжка контактных соединений и других механических узлов, выполняется ремонт цепей световой и звуковой сигнализации, проводятся установленные нормами измерения и испытания.
Капитальный ремонт распределительных устройств напряжением до 1000 В проводят не реже 1 раза в 3 года.
Перевод подстанций на работу без дежурства персонала на щитах распределительных устройств дает возможность освободить высококвалифицированных рабочих и инженерно-технических работников от малопроизводительного труда по ведению записей показаний измерительных приборов и общему надзору за подстанцией. Задача полной ликвидации дежурства персонала на щитах распределительных устройств высоковольтных подстанций решается широким внедрением автоматики и телемеханики.
В связи с автоматизациией подстанций в сетевых районах резко увеличился удельный вес централизованных ремонтов, проводимых специализированными бригадами. Ввиду значительной отдаленности подстанций друг от друга совершенно нецелесообразно проводить весь ремонт централизованно.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник
БИЛЕТ№ 5Техническое обслуживание распределительных устройств в сетях и напряжениях до 1000В.
Общие сведения о распределительных устройствах (РУ) – это электроустановки обеспечивающие прием и распределение энергии и содержащие коммутационные аппараты устройства защиты и автоматики, измерительные приборы сборные и соединительные шины и другое оборудование Распределительные устройства(РУ): Сборные и комплектные(КРУ)Комплектные(КРУ) бывают: открытые и закрытые
Различают: открытые(ОРУ) и закрытые(ЗРУ)распределительные устройства Открытые(ОРУ)- располагают вне зданий на открытой территории, при напряжении 35кВ и выше так как строительство зданий при таких напряжений очень дорого.Закрытые(ЗРУ)- применяют при напряжении 3-20 кВт.В тяжелых климатах условиях и высоком уровне загрязнения атмосферы распределительные устройства делают закрытыми.
Обслуживание :1.Осмотр распределительных устройств до 1000В не реже 1 раза в 3 месяца или в сроки предусмотренные местной инструкции.2 При техническом обслуживании осматривают и очищают распределительное устройства от грязи и пыли проверяют соответствие фактических параметров работы аппаратов их номинальным техническим параметрам, чистят с жатым воздухом при снятом кожухе и крышке.3 Осматривают места заземления корпусов проверяют затяжку болтов и гаек, контролируют крепления контактного соединения в аппаратах.4 Контакты имеющие следы потемнения разбирают зачищают до металлического блеска шлифовальной шкуркой или надфилем.5.Несколькими включениями и выключениями ножей удаляют следы окислений с контактных поверхностей .Места подгорания зачищают напильниками .Проверяют вхождения ножей в губки, они должны входить одновременно на полную ширину. С с щупом проверяют степень соприкосновения ножей с губками , не плотное прилигание устраняют.6.Осматривают изоляцию проводов силовых цепей и цепей управления и защиты. Провода имеющие повреждения изолируют. При повреждении алюминиевого жилы спаивают ПОС 90. При повреждении медной жилы провода заменяют.7.Магнитный пускатель включают в ручную ,убеждаются в свободном ходе и наличии контакта между контактами отсутствие перекосов контактной системе проверяют пружины 8.Автоматический включатель несколько раз включают и выключают в ручную .Автомат осматривают 1 раз в 6 месяцев.9.При осмотре магнитного пускателя копоть удаляют смоченным Уайт спирте оптирычным материалом. Брызги металла удаляют надфилем.11.Измеряют толщину металл керамического слоя контактов если она менее 0,5мм, то контакты заменяют. 10.Осматривают катушку магнитного пускателя и убеждаются в отсутствии повреждений внешней обмотки а кал же протеканий покровного лака в результате перегрева .Проверяют плотность осадки катушки на сердечник .Контролируют состояние магнитной системы и короткозамкнутого витка .Следы коррозии на магнита проводе удаляют шкуркой и покрывают воздушной сушки. Осматривают и изолирующие детали магнитного пускателя и автоматического переключателя рубильников. Убеждаются в отсутствии сколов и трещин.11 У рубильников следы подгорания очищают шкуркой и покрывают бакелитовым лаком. 12 Сопротивление изоляции электроустановки распределительных устройств(РУ) измеряют мегаометром в установленные сроки и вне очереди если обнаружены дефекты . Наименьшее допустимое сопротивление изоляции 0,5 мега Ом.
2Обслуживание щеточного механизмаПри осмотре щеточного механизма проверяют на биение коллектора и контактных колец. Биение колец диаметром 250мм не должно превышать 0,02 мм. Биение проверяют индикатором часового типа. Коллектор при не ровностях и биениях до 0.2 мм полируют а до 0,5мм -шлифуют, более 0,5 – протачивают при ремонте. Полировку проводят при номинальной частоте вращения вала машины мелкой стеклянной шкуркой наложенной на пригнанной по коллектору деревянный брусок. Шлифовку и проточку выполняют на токарных станках. При необходимостях заменяют щётки, соблюдая требования:
1.Марка щетки должна соответствовать данным завода изготовителя, типу машин и характеру ее работу.
2.Пришлифовывают щетки по всей контактной поверхности которая должна составлять не менее
80 % рабочей поверхности щетки. Нажатие на щетки проверяют с помощью динамометра.
Источник
Ремонт электрических аппаратов до 1000 В
Текущий ремонт состоит в выполнении следующих операций :
- частичной разборки, чистки и промывки деталей, шарниров и осей;
- тщательного осмотра деталей и сборочных узлов с целью обнаружения дефектов и неисправностей;
- замены дефектных деталей и сборочных узлов, устранения нарушения правильности их взаимодействия;
- устранения дефектов контактных поверхностей (пленки окислов, следов эрозии, копоти и т. д.), проверки и регулировки одновременности включения, плотности соприкосновения, контактного нажатия и других рабочих параметров размыкаемых контактов;
- проверки целостности и зачистки от брызг металла дугогасительных камер;
- контроля отсутствия механических повреждений и восстановления поврежденной изоляции;
- проверки плотности прилегания якоря и сердечника магнитопровода;
- ремонта механических узлов, смазки подшипников и шарнирных соединений;
- проверки и регулировки реле управления и защиты.
Кроме того, в текущий ремонт входят в полном объеме работы по техническому (межремонтному) обслуживанию. Для отдельных аппаратов, кроме перечисленных работ, выполняют дополнительные операции. Для высоковольтных и автоматических воздушных выключателей регулируют механизм свободного расцепления приводов и расстояние между бойком и рычагом отключающего устройства; ремонтируют тяги, рычаги и шарниры приводного механизма; контролируют сопротивление контактов и катушек постоянному току, испытывают изоляцию повышенным напряжением. В реакторах ремонтируют бетонные колонки, заменяют крепежные болты и изоляторы, проверяют изоляцию витков обмотки и ее контактные выводы. У разрядников контролируют состояние поверхностей, внутренний диаметр дугогасительной трубки и длину разрядных промежутков трубчатых разрядников; сопротивление к ток проводимости (утечки) элемента, а также пробивное напряжение искровых промежутков вентильных разрядников.
Капитальный ремонт проводят при полной разборке электроаппаратов в специализированных подразделениях с высоким уровнем механизации производства. Аппараты демонтируют, заменяют новыми.
Для отдельных аппаратов выполняют дополнительные операции, подобные проводимым при текущем ремонте. В установочных автоматах и тепловых реле проверяют действие и регулируют тепловые и электромагнитные расцепители. Для реле защиты и управления проверяют взаимодействие, снимают рабочие характеристики, определяют параметры трогания реле и выдержки времени защит, а также проводят наладку устройств защиты и автоматики. Выключатели с приводами, контакторы, автоматы испытывают многократными включениями и отключениями при нормальном и пониженном напряжении.
Главными частями коммутационных электроаппаратов являются их контакты с приводами и дугогасительные устройства. Поэтому восстановлению их работоспособности при ремонтах уделяют повышенное внимание.
Ремонт ручных аппаратов и реле
Ремонт рубильников заключается в очистке от копоти и оплавлений ножей с помощью стальной щетки и шлифовки абразивной шкуркой. В случае повреждения ножей их выправляют рихтовкой — молотком с медным бойком на рихтовочной доске. Изгиб ножей после ремонта проверяется щупом и он не должен превышать 0,2 мм по всей длине ножа. Проверяют целостность пружин, стягивающих подвижные контакты, и пружины механизма фиксации ножей. Поврежденные и ослабленные пружины заменяют новыми.
Для осмотра контактов барабанного контроллера снимают дугогасительные камеры и межконтактные перегородки. Контакты со следами оплавления опиливают напильником или зачищают металлической щеткой. Сильно поврежденные контакты заменяют новыми. Проверяют создаваемые пружинами нажатия контактов, и в случае обнаружения ослабленных пружин их заменяют новыми (заводского изготовления). Производят подтяжку крепежных деталей сегментов и асбестоцементных перегородок. Проверяется состояние изоляции траверсы и асбестоцементных перегородок. Если изоляция не удовлетворяет требованиям, то ее заменяют новой.
Регулировку контактных поверхностей проводят путем перемещения контактов по траверсе в горизонтальном и вертикальном направлениях, добиваясь плотности прилегания поверхностей во всех включенных положениях. В отключенном положении зазор между сухариками и сегментами должен быть 5 — 7 мм.
После окончания ремонта и регулировки контроллер подвергают многократному (не менее 20 циклов) включению и отключению, выявляя какие-либо признаки неисправностей и нарушения регулировки.
Кулачковые контроллеры подвергаются проверке на легкость вращения роликов и прочность посадки кулачков на приводном валу (барабане). Одновременно осматривается целостность гибких связей, надежность их соединений с наконечниками, укрепленными на токопроводах контактных элементов, состояние подвижного и неподвижного контактов и нажимной пружины.
Ремонт реостатов заключается в разборке и ремонте поврежденных резисторов, контактных частей, механизма управления и изолирующих деталей. Окислившиеся контакты зачищают, а сильно поврежденные контактные части и резисторы заменяют новыми. Проверяют и подтягивают все крепежные детали, регулируют нажатие подвижного контакта на неподвижный на участках контактного хода. Внимательно осматривают и проверяют целостность витков проволочных и ленточных резисторов. Обращают особое внимание на отсутствие касаний витков резисторов с соседними резисторами и между собой. При замене поврежденного резистора устанавливают новый резистор с теми же характеристиками. Поврежденные изоляционные детали заменяют новыми. Контакты отремонтированных реостатов с воздушным охлаждением покрывают тонким слоем технического вазелина.
Ремонт реостата с масляным охлаждением производится аналогично ремонту с воздушным охлаждением. Для ремонта реостат вынимают из бака и ремонтируют. После окончания ремонта маслонаполненного реостата бак очищают от осадка и грязи, промывают растворителем, осушают чистой ветошью и заливают чистым сухим трансформаторным маслом. Проверяют состояние прокладки и опускают реостат в бак и плотно закрепляют его.
При проверке токовых реле (например, РТ-80) обращается внимание на правильность установки тормозного магнита и отсутствия заедания диска. Свободный вертикальный ход у рамки должен быть не более 1 мм, а у диска 0,5 мм. Зазоры между диском и полюсами электромагнита и постоянного магнита должны быть не менее 0,3 мм с каждой стороны. Состояние подпятников проверяется силой тока, при которой диск начинает вращаться. Ток начала вращения диска должен быть не более 1А при уставке 4 А и 0,5 А при уставке 2 А для реле РТ-80/1 и РТ-80/2 соответственно.
Проверяют чистоту и форму контактов, зазор между контактными пружинами замыкающих контактов (он должен быть не менее 2 — 3 мм), прогиб контактов (0,8—1 мм) при срабатывании, зазор между сигнальными контактами (не менее 1,5 мм).
Магнитопровод и якорь отсечки осматривают и очищают от следов грязи, ржавчины, окрашивают нитроэмалью. После проверки механической части реле приступают к проверке его электрических характеристик. Измеряют ток срабатывания, собирают схему испытания реле и снимают характеристику зависимости времени срабатывания реле от тока. По полученным результатам выводят среднее арифметическое значение времени срабатывания.
Проверка характеристики отсечки производится по схеме испытания реле. Измерив ток срабатывания и ток возврата, определяют коэффициент возврата, который должен быть в пределах 0,85 — 0,9. Коэффициент возврата регулируют изменением конечного положения якоря с помощью упорного винта 8 (тем самым увеличивают зазор между якорем и магнито-проводом и, следовательно, увеличивают ток отсечки).
Ремонт промежуточного реле, например, РПТ-100 проводят при его частичной разборке и зачистке контактной системы. Проверяют крепежные и контактные витки и катушки магнитопровода.
Ремонт воздушных автоматических выключателей, контакторов и магнитных пускателей
У автоматических воздушных выключателей во время эксплуатации повреждаются чаще всего контакты, пружины и отключающие механизмы. Дефекты деталей выражаются в износе и оплавлении поверхностей контактов, ослаблении или поломке пружин, нарушении регулировки механизма автоматов.
Ремонт автоматов начинают со снятия дугогасительных камер с соблюдением осторожности, чтобы не повредить находящиеся внутри камер пластины решетки дугогасительного устройства. Стальные омедненные пластины осторожно очищают от нагара деревянной палочкой или мягкой стальной щеткой, промывают ветошью, смоченной в растворителе, и протирают чистыми тряпками.
Трещины и поломки дугогасительных камер и деионных решеток склеивают клеем БФ-2, а щели с наружной стороны дугогасительных камер заклеивают тонким электрокартоном (во время склеивания необходимо следить за тем, чтобы подтеки клея не оставались на внутренней поверхности изоляционного материала дугогасительных камер). Неисправные деионныс решетки заменяют новыми.
Дугогасительные контакты автоматов при ремонте промывают, опиливают напильником, стараясь снять наименьшее количество меди; при их сильном повреждении (более 30% размера контактов) — заменяют новыми.
Регулировка работы контактной системы автомата проводится путем одновременного касания главных, а затем промежуточных и дугогасительных контактов. При регулировке (рис. 78) контакты перемещают так, чтобы возросло контактное нажатие.
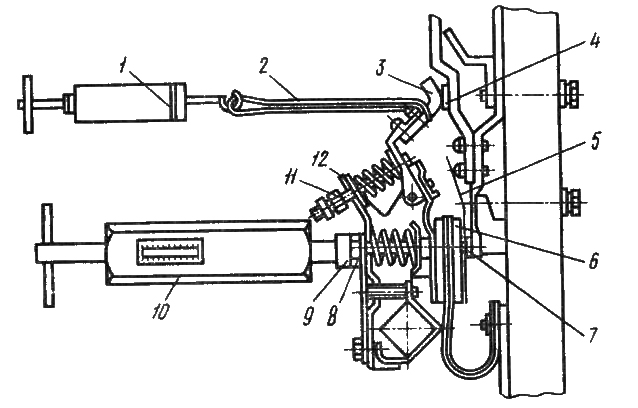
Рис. 78. Схема измерения усилия нажатия контактов автоматов:
1 — динамометр; 2 — петля; 3, 4 — контакты; 5 — бумага, 6 — подвижный главный контакт; 7 — неподвижный главный контакт; 8 — гайка; 9 — фасонный винт; 10 — динамометр; 11 — гайка.
Необходимо следить в этом случае за тем, чтобы растворы и провалы оставались в допустимых пределах (раствор контактов — кратчайшее расстояние между неподвижным и подвижным контактами при их разомкнутом положении; провал контакта — расстояние, на которое может сместиться место касания подвижного контакта с неподвижным из положения полного замыкания, если неподвижный контакт будет удален).
Контактная система регулируется таким образом, чтобы в момент касания дугогасительных контактов 3 зазор между подвижным и неподвижным промежуточным контактами был не менее 5 мм, а в момент касания промежуточных контактов зазор между подвижным 6 и неподвижным главными контактами 7 был не менее 2,5 мм. Провал главных контактов должен быть не менее 2 мм включенном положении автомата. В отключенном положении автомата раствор дугогасительных контактов должен быть не менее 65 мм.
От качества регулировки на одновременное замыкание контактов зависит электрический износ контактных поверхностей. Регулировкой достигают такого положения, чтобы отключение, например, асинхронных двигателей, имеющих большие пусковые токи, а также отключение токов коротких замыканий быстродействующими выключателями происходило одновременно во всех фазах.
В процессе ремонта автоматов подвижную систему приводят в медленное движение и контролируют при этом растворы между контактами. При касании первой пары контактов измеряют зазоры в других контактных парах. Допуски на неодно-временность даются в заводских инструкциях, как правило, в миллиметрах. Обычно начало измерений зазоров между контактами определяют визуально или по зажиму первой парой контактов полоски тонкой бумаги.
В маломасляных выключателях о моменте касания сигнализируют лампы накаливания пониженного (для безопасности) напряжения, подключаемые к источнику контактами самих выключателей.
Последовательность работы контактов должна быть определенной при наличии в одной цепи более одного контакта с разными функциями. Например, в одной цепи воздушного автомата серии АВМ работают три контактные пары, включенные параллельно: главные, переходные и дугогасительные. Каждая из этих пар должна срабатывать одновременно с одноименными парами в других цепях, но в пределах одной цепи они работают последовательно.
Регулировка контактного нажатия проводится путем изменения сжатия контактных пружин. Во многих аппаратах для этого изменяют длину пружин с помощью регулировочных винтов или гаек.
При ремонте автоматов проверяют начальное и конечное нажатие контактной системы. Начальным нажатием является усилие, создаваемое контактной пружиной в точке первоначального касания. При недостаточном начальном нажатии может произойти приваривание контактов, а при увеличенном — нарушится четкость срабатывания аппарата. Нажатие должно быть в пределах 50 — 60 кН.
Конечным нажатием является усилие, создаваемое контактной пружиной в точке конечного касания при полностью включенном контакторе. Эта величина должна быть в пределах 90-110 кН.
Начальное и конечное контактное нажатие у автоматов измеряют динамометром. С помощью петли 2 и динамометра 1 оттягивают контакт 7 от контактодержателя 12 (рис. 78). О начале деформации пружины судят по перемещению полоски тонкой бумаги 5, предварительно заложенной между контакто-держателем и контактом.
В некоторых случаях, когда способом вытягивания полоски по каким-либо причинам пользоваться неудобно, используют другие приемы для определения момента отсчета показания динамометра. Например, в автоматах типа АВМ при измерении нажатия разрывных контактов 4, 3 для этой цели используют винт 11 (рис. 78), который в момент измерения освобождается от усилия пружины, уравновешенного усилием оттягивания. Конечное нажатие главных контактов измеряют с помощью специального динамометра 10, который навертывается вместо регулировочной гайки контактной пружины главного контакта.
Направление силы оттягивания должно быть перпендикулярным плоскости касания контактов. Линия действия этой силы должна проходить через точку касания, середину линии или площадки касания контактов.
При ремонте автоматов проверяется правильность расположения рычагов на отключающем валике и зазор между рычагом валика и бойком расцепителя, который должен быть 2 — 3 мм. Проверяют и ремонтируют также и другие детали автомата (плавкую вставку предохранителя, сохранность резисторов, состояние блок-контактов, качество подсоединения проводов или кабелей и др.).
После ремонта проверяют легкость хода подвижных контактов, отсутствие касания подвижными контактами стенок дугогасительных камер. Для проверки взаимодействия деталей автомат медленно включают и отключают вручную 10 — 15 раз, а затем под напряжением (без нагрузки) 5 — 10 раз.
После этого проверяют и устанавливают требуемые токи установок максимальных расцепителей и испытывают при номинальной нагрузке по нормам, рекомендованным заводом-изготовителем.
Ремонт контакторов начинают со снятия дугогасительной камеры. Дугогасительную решетку очищают от нагара и частиц оплавленного металла мягкой стальной щеткой и протирают растворителем. Небольшие сколы на щеках камеры ремонтируют, заполняя смесью асбестового порошка и цемента, разведенных водой. Поверхности главных контактов зачищают, промывают растворителем и покрывают тонким слоем технического вазелина. Точность соприкосновения контактных поверхностей подвижных и неподвижных контактов в общем случае не нормируется (не менее 70%).
В зависимости от конструкции совпадения контактов достигают путем бокового смещения или поворота неподвижных контактов вокруг оси контактодержателей на основании или подвижных — на валу аппарата. Часто для регулировки оказывается достаточно изменить зазоры, имеющиеся в незатянутых соединениях контактов.
В нормальных контактных системах с электромагнитными приводами блок-контакты срабатывают позже, а возвращаются раньше главных контактов. В частных случаях может быть установлена и другая последовательность срабатывания главных и блокировочных контактов. Линейное отставание блокировочного контакта от главного при включении обычно составляет 0,5 — 1 мм.
Последовательность работы контактов аппаратов регулируется теми же способами, что и раствор или провал. Предпочтительными являются регулировки, не снижающие контактного нажатия.
Регулировка плотности прилегания якоря к сердечнику электромагнитных приводов аппаратов обычно проводится в магнитных системах переменного тока. Магнитопроводы этих систем набирают из тонких листов электротехнической стали. Неровности стыка торцов магнитопровода в воздушном зазоре приводят к увеличению тока, нагрева, шума и вибраций при работе. Поэтому допускают лишь такие неровности в стыке, при которых общая площадь прилегания якоря к сердечнику составляет не менее 70 % площади поперечного сечения стыка. Площадь прилегания сердечника и якоря определяют с помощью краски, нанесенной на торец якоря, и листа бумаги. Лист вводят в зазор и сжимают между сердечником и окрашенным якорем. Вместо краски применяют сложенные вместе листы копировальной и чистой белой бумаги. Если площадь отпечатка, полученного на бумаге при полном замыкании якоря с сердечником магнитопровода, меньше 70 % общей площади поперечного сечения якоря, не примыкающие друг к другу участки магнитопровода пришабривают. Шабрение проводят вдоль торцов листов. После шабрения торец магнитопровода очищают от стружек стальной щеткой.
Для замены лопнувшего короткозамкнутого витка отгибают стальные пластины, приклепанные к крайним стяжным листам пакета сердечника, и вынимают поврежденный виток. Новый виток, изготовленный из немагнитного материала (например, латуни), должен иметь размеры поврежденного витка (размер и сечение короткозамкнутого витка изменять запрещается). Его устанавливают в желобок сердечника.
При ремонте осматривают изоляцию вала подвижных контактов и в случае ее повреждения заменяют новой, изготовленной из равноценных материалов.
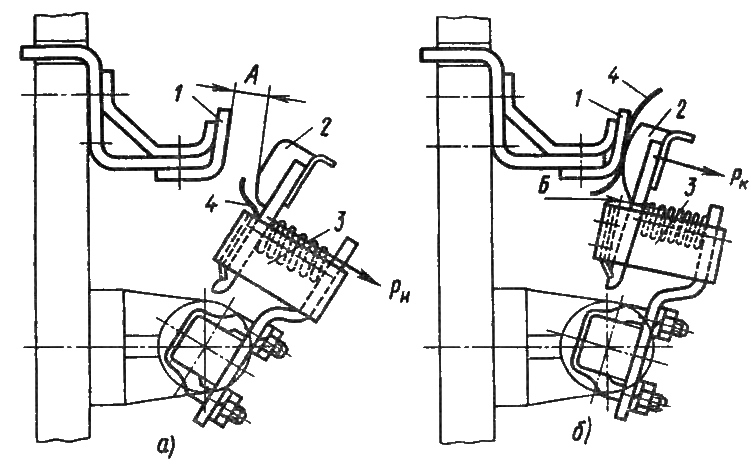
Рис. 79. Проверка нажатий начального (а) и конечного (б) главных контактов контактора:
1 , 2 — контакты; 3 — пружина; 4 — полоска бумаги.
Заключительным этапом ремонта контакторов является проверка начального и конечного нажатий главных контактов (рис. 79). Начальное нажатие проверяется на разомкнутом контакте (рис. 79, а). Усилие Рн, замеренное динамометром в момент освобождения бумажки 4, создается пружиной 3 в момент первоначального касания контактов 1 и 2. Конечное нажатие главных контактов Рк определяется при включенном контакторе полоской бумаги 4, вложенной между главными подвижным 2 и неподвижным 1 контактами (рис. 79, б). Динамометр в момент освобождения бумаги покажет значение конечного нажатия главных контактов. Раствор А и провал Б не должны отличаться от данных завода-изготовителя.
После окончания ремонта контактор испытывают по сокращенной программе контрольных испытаний, применяемых заводом-изготовителем. В эти испытания входят: проверка сопротивления изоляции, измерение сопротивления обмотки катушки электромагнита, определение четкости срабатывания контактора при пониженном напряжении. Сопротивление изоляции, измеренное мегаомметром напряжением 500 В, должно быть не ниже 0,5 МОм; омическое сопротивление катушки электромагнита не должно отличаться от заводских данных на ± 10 % (при t = 20 °С), контактор должен включаться при сниженном напряжении до 85 % номинального.
После испытания контактор включается под нагрузку. Процесс и приемы ремонта контакторов магнитного пускателя аналогичны соответствующим операциям ремонта контакторов.
При ремонте магнитных пускателей с тепловыми реле обращается внимание на состояние этих реле, целостность нагревательных элементов. При замене используют элементы реле только заводского изготовления.
Регулировку провалов, а также одновременность касания контактов разных полюсов проводят с помощью регулировочных шайб, которые прокладывают между обоймой контакта и траверсой.
Взаимодействие всех деталей, отрегулированных в период ремонта, проверяют включением магнитного пускателя несколько раз от руки. Проверку и испытания магнитного пускателя проводят по программе завода-изготовителя. Результаты показаний послеремонтных испытаний не должны отличаться более, чем на ± 10% от данных заводских испытаний.
При ремонте автоматических электромагнитных выключателей камеры снимают, аккуратно разбирают. Пластины очищают от налетов продуктов горения дуги только стеклянным абразивным полотном (металлические щетки и наждачную бумагу не применяют во избежание образования проводящих налетов на пластинах). Собирая камеру, строго соблюдают нормативный размер зазора между пластинами (регулируя его толщиной асбестовых прокладок) и чередование левых и правых пластин в пакете камеры.
В контактных системах наиболее сильно разрушаются дугогасительные контакты. Их предельный износ определяют по зазору между главными контактами в момент размыкания дугогасительиых. Наименьший нормативный зазор составляет 10 мм. Неповрежденные контакты промывают растворителем.
Заход подвижного дугогасительного контакта в неподвижный устанавливают на глубину 30 — 35 мм. Провал неподвижного контакта устанавливают в пределах 4 — 5 мм при нажатии 100 Н. Неодновременность замыкания главных контактов должна быть в пределах 0 — 2 мм.
Скорость движения дугогасительных контактов регулируют натяжением пружин привода. Она должна составлять 2.5—3,5 м/с при включении и 3,2—4,0 м/с при отключении.
Поршень и цилиндр устройства воздушного дутья разбирают, очищают, промывают растворителем и протирают насухо чистой тканью; эластичную манжету поршня и стенки цилиндра обильно смазывают и устройство собирают.
Источник