Электропривод токарных станков
 Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80:1 до 100:1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания.
Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80:1 до 100:1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания.
Диапазоном регулирования называется отношение максимальной угловой скорости (или частоты вращения) к минимальной, а для станков с поступательным движением отношение линейных скоростей максимальной к минимальной.
Для станков токарной группы , в которых главное движение является вращательным, требуется обычно постоянство мощности в большей части диапазона изменения скоростей и только в области малых скоростей — постоянство момента, равного наибольшему допустимому по условию прочности механизма главного движения. Малые частоты вращения предназначаются для специфических видов обработки: нарезания резьбы метчиками, обточки сварных швов и др.
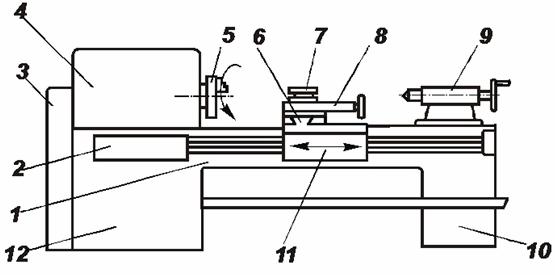
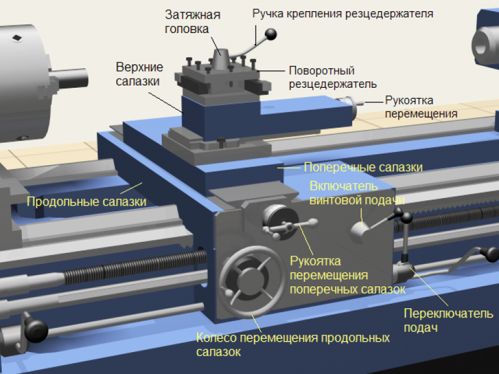
Устройство токарного станка:
В главных приводах токарных и карусельных станков широкого назначения малых и средних размеров основным типом привода является привод от асинхронного короткозамкнутого двигателя.
Асинхронный двигатель конструктивно хорошо сочетается с коробкой скоростей станка, надежен в эксплуатации и не требует специального ухода.
На токарных станках при постоянной частоте вращения шпинделя при изменением диаметра обработки dобр будет изменяться скорость резания, м/мин: vz = π х dобр х nшп/1000 Следовательно, частота вращения шпинделя станка определяется двумя факторами — диаметром do6p и скоростью резания vz. Рациональное использование станка требует изменения частоты вращения шпинделя при изменении технологических факторов.
Для наиболее полного использования режущего инструмента и станка обработка изделий должна производиться при так называемой экономически выгодной (оптимальной) скорости резания, которая при работе станка с соответствующей подачей и глубиной резания должна обеспечить обработку детали с необходимой точностью и чистотой поверхности при минимальных приведенных удельных затратах на обработку, производительность при этом будет несколько ниже наибольшей возможной.
 Ступенчатое механическое регулирование угловой скорости на токарных станках, осуществляемое переключением шестерен коробки скоростей, не обеспечивает для разных диаметров обработки наиболее выгодную скорость резания. Следовательно, станок при изменении диаметра обрабатываемой детали не может обеспечить высокую производительность. Кроме того, коробка скоростей представляет собой довольно сложную и громоздкую конструкцию, стоимость которой возрастает с увеличением числа ступеней.
Ступенчатое механическое регулирование угловой скорости на токарных станках, осуществляемое переключением шестерен коробки скоростей, не обеспечивает для разных диаметров обработки наиболее выгодную скорость резания. Следовательно, станок при изменении диаметра обрабатываемой детали не может обеспечить высокую производительность. Кроме того, коробка скоростей представляет собой довольно сложную и громоздкую конструкцию, стоимость которой возрастает с увеличением числа ступеней.
В токарных станках малых размеров пуск, остановка и изменение направления вращения шпинделя часто производятся с помощью фрикционных муфт. Двигатель при этом остается подключенным к сети и вращается в одном направлении.
Для главного привода некоторых токарных станков применяются многоскоростные асинхронные двигатели. Использование такого привода целесообразно, если оно приводит к упрощению коробки скоростей или когда требуется переключение скорости шпинделя на ходу. .
 Тяжелые токарные и токарно-карусельные станки , как правило, имеют электромеханическое ступенчато-плавное регулирование скорости главного привода с использованием двигателя постоянного тока.
Тяжелые токарные и токарно-карусельные станки , как правило, имеют электромеханическое ступенчато-плавное регулирование скорости главного привода с использованием двигателя постоянного тока.
Сравнительно простая коробка скоростей таких станков дает две — три ступени угловой скорости, а в интервале между двумя ступенями осуществляется в диапазоне (3 — 5) : 1 плавное регулирование угловой скорости двигателя изменением его магнитного потока. Это, в частности, обеспечивает возможность поддерживать постоянство скорости резания при точении торцевых и конусных поверхностей.
Плавность регулирования определяется соотношением скоростей на двух соседних участках регулирования. Плавность регулирования в значительной степени влияет на производительность станка, так как оптимальная скорость резания зависит от твердости обрабатываемого материала, свойств материала и геометрии режущего инструмента, а также от характера обработки. На одном и том же станке могут обрабатываться детали разных размеров, из различных материалов и различными инструментами, что является причиной изменения режимов резания.
Особенность электропривода токарно-карусельных станков является большой момент сил трения в начале пуска (до 0,8 Мном) и значительный момент инерции планшайбы с деталью, превышающий на высоких механических скоростях в 8 — 9 раз момент инерции ротора электродвигателя. Применение в этом случае электропривода постоянного тока обеспечивает плавный пуск с постоянным ускорением.
В цехах машиностроительных заводов обычно нет сети постоянного тока, поэтому для питания двигателей тяжелых станков устанавливают отдельные преобразовательные устройства: электромашинные (система Г — Д) или статические (система ТП — Д).
Бесступенчатое электрическое регулирование скорости (двухзонное) применяют при автоматизации станков со сложным циклом работы, что позволяет легко переналаживать их на любые скорости резания (например, некоторые токарно-револьверные автоматы).
 Бесступенчатое электрическое регулирование скорости главного привода используется также для некоторых прецизионных токарных станков. Но во всех этих случаях диапазон регулирования скорости при постоянстве мощности нагрузки не превышает (4 — 5) : 1, в остальной части диапазона регулирование ведется при постоянстве момента нагрузки.
Бесступенчатое электрическое регулирование скорости главного привода используется также для некоторых прецизионных токарных станков. Но во всех этих случаях диапазон регулирования скорости при постоянстве мощности нагрузки не превышает (4 — 5) : 1, в остальной части диапазона регулирование ведется при постоянстве момента нагрузки.
Привод подачи небольших и средних токарных станков чаще всего осуществляется от главного двигателя, что обеспечивает возможность нарезания резьбы. Для регулирования скорости подачи применяются многоступенчатые коробки подач. Переключение ступеней производится вручную или с помощью электромагнитных фрикционных муфт (дистанционно).
В некоторых современных тяжелых токарных и карусельных станках для привода подачи используется отдельный широкорегулируемый электропривод постоянного тока. Угловая скорость двигателя изменяется в диапазоне до (100 — 200) : 1 и более. Привод выполняется по системе ЭМУ — Д, ПМУ — Д или ТП — Д.
Для вспомогательных приводов токарных станков (ускоренное перемещение каретки суппорта, зажима изделия, насоса охлаждающей жидкости и др.) применяются отдельные короткозамкнутые асинхронные двигатели.
На. современных токарных, токарно-винторезных и револьверных станках широко применяется автоматизация вспомогательных движений, а также дистанционное управление механизмами станка.
Электропривод токарно-винторезного станка 1К62
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10 кВт. Регулирование угловой скорости шпинделя производится переключением шестерен коробки скоростей с помощью рукояток, изменение продольной и поперечной подач суппорта.- переключением шестерен коробки подач также посредством соответствующих рукояток.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0 кВт. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодисковой фрикционной муфты, которая управляется двумя рукоятками. Включение механической подачи суппорта в любом направлении производится одной рукояткой.
Электропривод токарно-револьверного станка 1П365
Особенностью токарно-револьверных станков является автоматическое переключение скорости шпинделя и подачи без остановки станка, которое производится с помощью электромагнитных муфт, встроенных в коробку скоростей и коробку подач.
Привод шпинделя токарно-револьверного станка 1П365 осуществлен от асинхронного двигателя мощностью 14 кВт, второй двигатель мощностью 1,7 кВт приводит во вращение насос гидросистемы, а также используется для получения быстрого продольного перемещения двух суппортов станка. В станке имеется также насос охлаждения мощностью 0,125 кВт.
Угловая скорость шпинделя регулируется ступенчато от 3,4 до 150 рад/с. Передвижение блоков шестерен в коробке скоростей производится гидродилиндрами. В коробке скоростей находится также фрикцион, состоящий из двух муфт: одной — для включения прямого (правого) вращения шпинделя, другой — для обратного (левого) вращения. Включение этих муфт осуществляется гидроцилиндром, золотник которого соответственно переводится при помощи электромагнитов. Муфты соединяют вал электродвигателя шпинделя с коробкой скоростей.
Для быстрой остановки шпинделя в коробке скоростей предусмотрен гидравлический тормоз, управление которым осуществляется через специальный гидрозолотник с помощью электромагнита.
Подача суппортов осуществляется от главного привода. Скорость подач регулируется механически переключением блоков шестерен в коробке подач при помощи гидроцилиндров. Установка нужных скоростей шпинделя и подач производится с помощью рукояток гидропереключателей, находящихся на фартуках суппортов и воздействующих на гидрозолотники соответствующих гидроцилиндров.
Все органы управления электроприводами станка находятся на пульте, помещенном на передней панели коробки скоростей.
Электропривод токарно-карусельного станка модели 1565
 Планшайба станка получает вращение от двигателя постоянного тока (Рном = 70 кВт, Uном = 440 В, n ном = 500 об/мин, nmax = 1500 об/мин) через клиноременную передачу, двухступенчатую коробку скоростей с ручным переключением шестерен и коническую передачу.
Планшайба станка получает вращение от двигателя постоянного тока (Рном = 70 кВт, Uном = 440 В, n ном = 500 об/мин, nmax = 1500 об/мин) через клиноременную передачу, двухступенчатую коробку скоростей с ручным переключением шестерен и коническую передачу.
Регулирование частоты вращения планшайбы производится в пределах от 0,4 до 20,7 об/мин. Угловая скорость электродвигателя может регулироваться изменением напряжения на якоре в диапазоне D = 5,7 и током возбуждения в диапазоне D = 3. Привод подачи суппортов — от главного двигателя через коробку подач — обеспечивает 12 подач в пределах от 0,2 до 16 мм/об.
Тиристорный электропривод токарно-карусельного станка представляет собой замкнутую систему автоматической стабилизации скорости с отрицательной обратной связью, реализуемой с помощью тахогенератора .
Для сокращения времени остановки планшайбы в токарно-карусельном станке используется электрическое торможение главного привода. При этом меняется полярность напряжения управления и двигатель переводится в генераторный режим работы.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Ремонт электропривода токарного станка
Ремонт электрической части станка
Ремонт электрической части станка
Почти 100 % станков, задействованных на производстве, используют электрический привод. Механическая часть станка на виду, ее неисправность легко заметить, механический износ отражается на качестве продукции. Поломка электрической части происходит неожиданно, в самый неподходящий момент.
Важно самому уметь определять неисправности и оперативно их устранять.
1. Виды поломок
Значительная часть станков современных предприятий — образчики советского и постсоветского поколения техники. Часто возникает проблема ремонта не только механики, но и электрики данных машин.
Основные виды поломок электрической части станка:
А. Неисправность кабеля и монтажных проводов;
Б. Неисправность деталей электромонтажа (коробки, разъемы);
В. Неисправность электродвигателей;
Г. Неисправность электрической аппаратуры:
— пускатель магнитный,
— тепловые защитные реле двигателя и нагревательные элементы,
— пакетники (выключатели пакетные),,
— ТПО — трансформатор для внутреннего освещения,
— предохранители плавкие (ПП-1, ПП-2),
— КС — кнопочная станция для пуска и останова электродвигателя,
— МО — комплект для местного освещения рабочего места,
— электронасос (для подачи охлаждающей жидкости в рабочую зону).
На современные станки установлены двигатели с
электроприводами переменного тока — преобразователями частоты или и частотными регуляторами для точного, динамического регулирования частоты вращения и крутящего момента с начала запуска до максимальных оборотов, имеют защиту от перенапряжения, КЗ (короткого замыкания) в нагрузке и обрыва, от перегрева. Управление электроприводом ведется с электронного пульта.
Но электропривод и табло управления тоже ломаются:
Д. Неисправность электропривода (с комплектом измерительных приборов в цепи);
Е. Неисправность электронного пульта управления (с приборами контроля параметров станка и технологического процесса).
2. Виды станков
Производственные станки для обработки металла режущим инструментом различают по характеру и назначению выполняемой работы:
— фрезерные;
— сверлильно-расточные;
— токарные;
— шлифовальные;
— строгальные;
— агрегатные.
По весу и габаритам различают:
— нормальные, с массой до 10000 кг;
— крупные, с массой до 30000кг;
— тяжелые, с массой до 100000 кг.
По точности обработки станки бывают:
— нормальной,
— повышенной,
— высокой точности,
— прецизионные (особо высокой точности).
3. Самостоятельный ремонт
ВНИМАНИЕ: Несоблюдение правил техники безопасности и правил обращения с электрооборудованием станка может привести к несчастному случаю.
Если при самостоятельном ремонте электрической части станка не ставится цель модификации или замены стандартного асинхронного короткозамкнутого
одно- или многоскоростного двигателя на современный двигатель с электроприводом, то перечень работ сводится к поэтапной проверке электрической цепи станка. Электрооборудование большей части станков имеет схожую схемотехнику и принцип работы.
Порядок проведения ремонта:
1. Необходимо выявить источник неисправности. Если подсветка станка работает, а двигатель не включается, проверяют двигатель и цепь его включения.
2. Если при включении питания ничего не работает — проверяют входные цепи и наличие напряжения.
ВНИМАНИЕ: При поиске неисправности в электрической части станка его необходимо обесточить.
3. Проводят внимательный визуальный осмотр (проверяется целостность кабеля, монтажных проводов и разъемов). Зачастую, нерабочую деталь
видно невооруженным глазом: провод с подгоревшей изоляцией, почерневшее реле, слипшаяся, изменившая цвет обмотка на двигателе.
4. Используя мультиметр, прозванивают предохранители, катушки реле, обмотки электродвигателя, проверяют работоспособность кнопок включения.
О неисправности прибора или детали свидетельствует короткое замыкание или обрыв в цепи, кнопка не реагирует на нажатие.
5. При неисправности самой дорогой составляющей электрической части станка — двигателя, его отдают на перемотку или заменяют на новый.
Сломанный электропривод, при наличии знаний в области радиоэлектроники, можно попытаться отремонтировать:
ВАЖНО: В выключенном электроприводе долгое время сохраняется напряжение, опасное для жизни.
1. Сняв привод со станка и открыв крышку или сняв кожух, визуально определяют неисправные детали.
2. В первую очередь страдают высоковольтные детали и выходные цепи — силовые элементы управления — полевые транзисторы или сборки.
ВНИМАНИЕ: Несущая плата электропривода может иметь 1 — 6 уровневый монтаж и для ее пайки понадобится паяльная станция.
Если ремонт не удается провести с помощью паяльника, а паяльной станции нет, лучше обратиться в специализированную мастерскую.
Главный принцип при ремонте — не навреди! Иначе, вместо радиодетали за 50 рублей придется покупать новый блок.
У электронного пульта управления слабое место — лицевая пластиковая панель, которая трескается от механических воздействий, перепадов температур и контактная группа.
5. Необходимые запчасти
Кабельная продукция, для замены пришедшей в негодность, имеется в ассортименте хозяйственных магазинов.
Сгоревшие полупроводниковые приборы продаются в магазинах радиодеталей или на сайтах с радиоэлектроникой.
Запасные части для электронного пульта управления есть в интернет-магазинах. Уточнить параметры нерабочего элемента легко в интернете, стоит лишь ввести в поиск маркировку на корпусе.
Если такую же деталь не удается найти, подбирают аналог с такими же параметрами. Современные приборы электрооборудования имеют меньшие габариты
и дополнительные функции при лучших характеристиках. Пусковое реле, например, может иметь функцию установки максимального тока и функцию установки предельно допустимой температуры. Новую деталь устанавливают, лишь переделав крепление.
ВАЖНО: Реле, пакетные выключатели, трансформаторы, предохранители для замены, должны иметь такие же характеристики как неисправные детали.
СПРАВКА: Перемотанный двигатель обладает худшими параметрами, чем заводской (непродолжительный срок службы, потери по мощности).
Это объясняется рядом причин: перемотку проводят не на заводе, а в кустарных условиях, в мастерской, новый провод по параметрам отличается от сгоревшего, качество намотки хуже прежней. Если позволяют средства, лучше приобрести новый мотор или двигатель с электроприводом.
4. Стоимость ремонта
Предприятия, осуществляющие ремонт станков, закладывают в смету стоимость восстановления электрической части — 30 % от всей начисленной суммы.
При наличии небольшой неисправности, сервисная служба проведет обязательную профилактику механики, заменит смазку и охлаждающую жидкость.
Хорошо, если профилактические мероприятия совпадут по срокам с техническим обслуживанием оборудования, в противном случае, много денег придется отдать впустую.
В случае самостоятельного ремонта школьного токарного станка с уроков труда, стоимость проводов и деталей может обойтись от 500 до 3000 руб. (без учета стоимости двигателя), для мощных производственных станков российского производства детали обойдутся на 1 — 2 порядка дороже. Электропривод для европейского трехфазного мотора может стоить от 1000 до 5000 евро. Кажется, дорого, но не стоит забывать о шестизначной цифре — цене ремонтируемого агрегата.
Умение починить электрооборудование станков прошлого поколения и современных моделей дает возможность сэкономить не только время, но и значительную сумму денег. Своевременное вмешательство в работу электрической части станка позволит избежать аварийной ситуации, незапланированных простоев и вернуть средству производства полноценную функциональность.
Стоимость ремонта
| Вид работ | Стоимость |
|---|---|
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8 (499) 380-77-48
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.
Источник