Pereosnastka.ru
Обработка дерева и металла
Наиболее распространенными емкостями в молочной промышленности являются баки, ванны ВДП и резервуары (танки).
Молокоприемные баки. Характерной неисправностью баков из алюминия или нержавеющей стали является деформация (вмятины) стенок и дна. Выправляют вмятины ударами молотка или кувалды с применением деревянных подкладок по обе стороны выправляемой поверхности. Для выправления вмятин на стенках бака можно использовать деревянные молотки и домкраты. Последние устанавливают враспор между параллельными стенками с упором в деревянные прокладки. В результате нагрузок от веса крана и усилий, возникающих при его эксплуатации, во всех типах баков в месте крепления сливного патрубка к корпусу могут образоваться трещины. При ремонте трещину заваривают, шов зачищают и испытывают бак на отсутствие течи путем заполнения его водой. На некоторых заводах плохо свариваемые литые патрубки алюминиевых баков заменяют вновь изготовленными патрубками из алюминия большей толщины.
Ванны ВДП . Основные детали, подвергающиеся износу в ваннах ВДП , —сливной патрубок и кран, паровой и водяной вентили, детали редуктора привода мешалки, поверхности пароводяной рубашки. Для восстановления герметичности крана для молока заменяют резиновую прокладку и проводят притирку пробки крана к корпусу. Паровой и водяной вентили разбирают, притирают клапан к седлу, заменяют прокладки и сальниковое уплотнение. Клапан парового вентиля можно изготовить из фторопласта-4, а сальник — из его стружки.
В редукторе изнашиваются втулки подшипников, шейки вала в узлах трения, червячная шестерня и червяк. Изношенные втулки заменяют новыми, шейки вала протачивают; если проточка уже производилась ранее, то восстанавливают первоначальные размеры вала или его заменяют запасным, изготовленным на месте. Изношенные шестерню и червяк заменяют запасными. В муфте сцепления вала электродвигателя свалом редуктора изнашиваются шпоночные канавки, шпонки, пальцы и эластичные прокладки. При ремонте шпоночные канавки протачивают, а шпонки, пальцы и прокладки заменяют новыми.
При капитальном ремонте внутренний резервуар ванны вынимают из наружной рубашки, промывают и очищают их от загрязнения, накипи и ржавчины, заваривают трещины в днище ванны, выправляют внутреннюю рубашку, просверливают отверстия для крепления внутреннего резервуара и рубашки, устанавливают рубашку на новую прокладку и закрепляют болтами с гайками. Для предотвращения возникновения трещин в днище ванны от вибраций, возникающих при барботировании пара, к днищу приваривают ребра жесткости. После сборки всех узлов и соединений ванну испытывают на отсутствие течи и плотность рубашки. Привод мешалки опробуют вхолостую и под нагрузкой, для чего ванну заполняют водой и включают мешалку. Резервуары. На молочных заводах используют резервуары для хранения молока, производства кисломолочных продуктов и универсальные. Ремонт универсальных резервуаров аналогичен ремонту ванн ВДП . В процессе эксплуатации резервуаров для хранения молока возникают различные неполадки, которые устраняют во время-ремонта. Нарушение нормальной работы привода мешалки происходит в результате ослабления крепления электродвигателя, соединения полумуфт двигателя и редуктора и нарушения центровки муфтового соединения. Ремонт проводят аналогично ремонту привода мешалки ванн ВДП . Для устранения износа сальникового уплотнения вала мешалки в результате ослабления сальниковой гайки и неправильной набивки сальника подтягивают гайку или заменяют набивку. При ремонте изношенные резьбовые соединения крепления крышки лаза (откидные болты) и резиновые прокладки заменяют новыми. На некоторых заводах для повышения долговечности крепления крышки лаза применяют струбцины, способствующие более равномерному прилеганию крышки к лазу.
В результате коррозии (с внутренней и наружной стороны) алюминия или образования трещин изнашивается поверхность внутреннего резервуара. При его ремонте вскрывают наружную обшивку, удаляют часть изоляции, вырезают изношенный участок, вваривают алюминиевую накладку (заплату) и зачищают швы. Трещину можно обнаружить, заполняя резервуар водой до середины смотрового окна и выдерживая в течение 12—14 ч. Если уровень воды уменьшится при герметичности сливной арматуры, значит имеется трещина, через которую жидкость проникла в изоляцию. Находят трещину после опорожнения танка путем внутреннего осмотра с помощью лупы и переносной лампы. Трещину заваривают, шов зачищают. Резервуар испытывают на отсутствие течи. В случае удовлетворительного результата испытания наружную поверхность алюминиевого цилиндра покрывают слоем диэлектрика. Затем после предварительной просушки восстанавливают изоляцию, закрывают ее наружной обшивкой, окрашивают резервуар и сдают в эксплуатацию.
Источник
Техническое обслуживание охладителей молока
С целью обеспечения исправной работы, увеличения срока службы и предотвращения порчи продукта охладители молока особенно нуждаются в регулярном и качественном выполнении ежедневных и периодических операций технического обслуживания.
К ежедневным операциям технического обслуживания емкостей для охлаждения молока относятся промывка внутренней и наружной поверхности молочной ванны, контроль исправности заземления, отсутствие подтекания масла из редуктора мешалки.
Перед промывкой емкости ее ополаскивают теплой водой (25. 30 °С), затем горячим (55. 60 °С) 0,5 %-ным раствором «Дезмола» в количестве 70. 100 л в течение 10 мин. Обработанную раствором ванну ополаскивают холодной водой в течение 2. 3 мин. Один раз в неделю удаляют с внутренней поверхности ванны молочный камень промывкой 0,2 %-ным раствором уксусной кислоты или 0,1 %-ным раствором соляной кислоты в течение 15 мин. После ополаскивания промывают ванну щетками вручную 0,5 %-ным раствором «Дезмола» и ополаскивают холодной водой. Раствор «Дезмол» готовят непосредственно перед использованием.
Комбинированный моющедезинфицирующий порошок «Дезмол» представляет собой смесь неорганических солей, моющих средств и хлорсодержащего компонента, антикоррозийных и смягчающих воду средств. При ручной мойке молочного оборудования применяют 0,5%-ный раствор, а при циркуляционной — 0,25 %-ный. Для приготовления 100 л раствора берут соответственно 500 или 250 г порошка.
Моющий раствор может быть приготовлен из синтетических моющих порошков А, Б и В в зависимости от жесткости воды. Эти порошки зернистые, белого или светло-желтого цвета, быстрорастворимые в воде. Порошок А применяют для жесткой воды. Горячие (55. 60 °С) растворы хорошо отмывают молочный жир, остатки молока, они не вызывают коррозии алюминия. Применяют 0,5 %-ные растворы. Раствор готовят перед употреблением. После промывки оборудование ополаскивают чистой водой.
Не вызывает коррозии алюминиевых деталей и хорошо отмывает молочное оборудование раствор из сульфанола — мазеподобной, растворимой в воде массы. Применяют для мойки 0,2 %-ный горячий (60. 70 °С) раствор.
В качестве наиболее доступного дезинфицирующего средства, при отсутствии «Дезмола», используют осветленный раствор хлорной извести. В деревянную бочку с крышкой засыпают 800 г хлорной извести на 100 л холодной воды. В течение суток раствор периодически перемешивают. После отстаивания жидкость сливают. Полученный 0,2 %-ный осветленный холодный раствор годен к употреблению в течение нескольких дней.
При наличии водяного пара молочную посуду целесообразно им дезинфицировать.
При периодическом техническом обслуживании проверяют крепление привода мешалки, очищают электродвигатель от грязи, меняют масло в редукторе мешалки, проверяют состояние трубопроводов, при необходимости возобновляют антикоррозийное покрытие наружной стенки емкости для охлаждения.
Проточные пластинчатые охладители молока, входящие в комплект доильных установок с молокопроводом, промывают ежедневно после каждого доения. Фильтрующий элемент извлекают и промывают вручную. Перед доением молокопроводящие пути ополаскивают чистой водой. Один раз в месяц заменяют использованный фильтрующий элемент, разбирают и промывают щетками молочный насос и пластинчатый охладитель. При этом теплообменные пластины охладителя раздвигают, не снимая их со штанг, и промывают с обеих сторон моющим раствором с применением плоской неметаллической щетки. После обработки пластин моющим раствором их ополаскивают чистой водой и собирают в пакет толщина которого после затяжки гаек должна составлять 97. 109 мм.
Ежегодно контролируют состояние резиновых уплотнительных прокладок пластинчатых охладителей. При необходимости их заменяют на новые. Каждую прокладку приклеивают к одной пластине клеем 78-БЦС. Поверхности, подлежащие склеиванию, обрабатывают наждачной бумагой, обезжиривают растворителем и просушивают в течение 10. 15 мин. На подготовленные поверхности пластины и прокладки наносят с интервалом 10 мин два слоя клея. Второй слой клея просушивают в течение 1. 3 мин до слегка липкого состояния. Затем укладывают прокладку в желобок пластины и прикатывают роликом.
Пластины с наклеенными прокладками выдерживают при комнатной температуре в течение 24 ч. Для увеличения срока службы прокладок целесообразно начинать эксплуатацию охладителя с минимальной степенью затяжки болтов пакета, обеспечивающей достаточную герметичность камер. При этом во время пуска в охладитель одной теплообменивающейся жидкости, например молока, может наблюдаться небольшая течь через уплотнительные прокладки вследствие одностороннего давления на пластины. Если при пуске другой тепло- обменивающейся жидкости прекратится упомянутая течь, нет необходимости в подтяжке болтов пакета пластин. Для снятия напряжения в резиновых прокладках целесообразно ослаблять затяжку пластин на
один полный оборот гайки, когда в охладитель прекращена подача теплообменивающихся жидкостей.
Источник
Ремонт емкостей для молока
г. Новосибирск +7 (383) 363-94-00
г. Москва +7 (499) 938-79-00
г. Екатеринбург +7 (343) 221-40-60
info@sibmashpolymer.ru Производство промышленного оборудования
Ремонт и восстановление емкостей, резервуаров, ванн методом футеровки
 Стальные и железобетонные резервуары, эксплуатируемые в течение длительного периода времени, нуждаются в проведении систематического контроля их состояния и организации плановых ремонтных работ, согласно правилам безопасности и отраслевым нормам. Каждое предприятие сталкивается с необходимостью ремонта резервуаров, т.к. железобетонные и стальные резервуары подвергаются износу, коррозии, которые снижают надежность их конструкций.
Стальные и железобетонные резервуары, эксплуатируемые в течение длительного периода времени, нуждаются в проведении систематического контроля их состояния и организации плановых ремонтных работ, согласно правилам безопасности и отраслевым нормам. Каждое предприятие сталкивается с необходимостью ремонта резервуаров, т.к. железобетонные и стальные резервуары подвергаются износу, коррозии, которые снижают надежность их конструкций.
Для предотвращения возникновения нештатных и аварийных ситуаций, выхода емкостного оборудования из строя и поддержания резервуаров в рабочем состоянии рекомендуется проводить:
- профилактическое обслуживание и техническое обслуживание в процессе эксплуатации;
- очистку резервуаров от воды, реагентов, химии, грязи, пыли и т.п.;
- ремонт резервуаров.
Ремонт металлических и железобетонных резервуаров методом футеровки полимерными материалами является современным, прочным и экономически эффективное решением.
Ремонт металлических резервуаров
 Для ремонта металлических емкостей и резервуаров применяются следующие листовые полимеры:
Для ремонта металлических емкостей и резервуаров применяются следующие листовые полимеры:
- Монолитный полипропилен (PP-C, PPH)
- Кашированный полипропилен (PPH)
- Монолитный полиэтилен (PE 100, PE 100 — RC)
- Кашированный фторопласт (PVDF, ECTFE)
Существую три метода футеровки металлических резервуаров листовыми полимерными материалами: приклеивание, свободное крепление (в виде «свободного вкладыша»), механическое крепление (с помощью сварных шпилек)
1. Футеровка резервуаров кашированными листовыми полимерами (метод приклеивания)
 Кашированные листовые полимеры (ПП, ПВДФ и ЕСТФЕ) как правило используются при футеровки резервуаров не очень больших объёмов (гальванические ванны, химические реакторы, емкости объемом не более 100 м3) и когда в резервуаре имеется вакуум.
Кашированные листовые полимеры (ПП, ПВДФ и ЕСТФЕ) как правило используются при футеровки резервуаров не очень больших объёмов (гальванические ванны, химические реакторы, емкости объемом не более 100 м3) и когда в резервуаре имеется вакуум.
Листовые кашированные полимеры приклеиваются к металлической основе резервуара при помощи специальных клеящих материалов. Затем стыки между листами свариваются для дополнительной герметичности и прочности, с помощью ручного экструдера с использованием сварочного прутка. При футеровке кашированными полимерными листами применяется толщина листа от 3 до 6 мм, в зависимости от размера футеруемого изделия.
Метод «приклеивание» применяется только при полностью подготовленной футеруемой поверхности резервуара: зачистка металлических стенок резервуара, удаление коррозии, неровностей поверхности, удаление и нейтрализация остатков химических реактивов на поверхности резервуара.
Данный метод не применим если поверхность имеет сильную коррозию, шероховатость и выступы, т.к. материал может отклеится от футеруемой поверхности.
Уникальное преимущество данного метода состоит в том, что между металлической стенкой и футеровкой нет никакого зазора (свободного места), кашированный полимерный лист становится как «одно целое» с металлической поверхностью.
Этапы футеровки кашированными листовыми термопластами:
 |  |  |  |
| 2. Приклеивание листового материала к металлическим стенкам резервуара | 3. Проварка стыков между листами экструзионным методом сварки |
2. Футеровка резервуаров монолитными листовыми полимерами (метод свободного крепления)
 |
 |
Наиболее частым методом футеровки металлических резервуаров является технология в виде «свободного вкладыша» с использованием листовых полимеров (полипропилен, полиэтилен, ПВХ, ПВДФ и ЕСТФЕ). Т.е. футеровка крепится к резервуару без жесткого крепления к стальному корпусу.
Футеровка стандартными листовыми полимерами в основном выполняется в виде свободных сварных вкладышей, помещаемых в защищенный резервуар. Раскрой листов в размер должен производиться не посредственно в резервуаре. Листы привариваются между собой с помощью ручного экструдера с использованием сварочного прутка. При футеровке стандартными полимерными листами применяется толщина листа от 3 до 20 мм, в зависимости от размера футеруемого изделия.
Как правило данная система используется при футеровки резервуаров не больших объёмов (не более 100 м3).
Уникальное преимущество данного метода состоит в том, что она не требует подготовки поверхности футеруемого изделия, даже наличие шероховатостей или коррозии, что позволяет сэкономить время и деньги.
Единственное важное требование – достаточная механическая прочность металлического корпуса резервуара.
3. Футеровка резервуаров полимерными плитами при помощи сварных шпилек (механический метод)
 Для восстановления и ремонта резервуаров и емкостей больших объемов (50 -500 м3 и более) целесообразнее всего использовать систему футеровки с механическим креплением листовых полимеров. При футеровки используются полимерные плиты (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шпилек. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Для восстановления и ремонта резервуаров и емкостей больших объемов (50 -500 м3 и более) целесообразнее всего использовать систему футеровки с механическим креплением листовых полимеров. При футеровки используются полимерные плиты (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шпилек. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Футеровка крепится к стенкам резервуара механическим способом с использованием сварных шпилек с резьбой, фиксируемые на поверхности резервуара при помощи точечной сварки аппаратом для приварки шпилек. Места их установки закрываются заглушками и провариваются, для герметичности. Стыки плит также провариваются ручным экструдером с использованием сварочного прутка.
Для футеровки этим методом применяется листовые полимеры толщиной от 8 до 50 мм, в зависимости от размера футеруемого изделия.
Схема установки сварных шпилек с резьбой на основание резервуара:

Уникальное преимущество данной системы футеровки состоит в том, что она не требует подготовки поверхности футеруемого изделия, даже наличие шероховатостей или коррозии, что позволяет сэкономить время и деньги.
Единственное важное требование – достаточная механическая прочность стального, металлического корпуса резервуара.
Этапы футеровки механическим методом крепления полимерных плит:
 |  |  |  |
| Раскрой или просверливание плит для последующего механического крепления | Шпилька с резьбой приваривается к основанию резервуара аппаратом для приварки шпилек | Установка заглушек (шайб) и их приварка к плите экструзионным методом сварки | Проварка стыков между плитами экструзионным методом сварки |
Ремонт бетонных и железобетонных резервуаров
 Для футеровки бетонных емкостей и резервуаров применяются следующие листовые полимеры:
Для футеровки бетонных емкостей и резервуаров применяются следующие листовые полимеры:
- Монолитный полипропилен (PP-C, PPH)
- Монолитный полиэтилен (PE 100, PE 100 — RC)
- Полиэтиленовые листы с шпильками (HYDROclick)
- Бетонозащитные листы с анкерами (Sure Grip)
Существую три метода футеровки бетонных резервуаров листовыми полимерными материалами: механическое крепление (с помощью сварных шпилек), системой HYDROclick и с использованием бетонозащитных листов Sure Grip
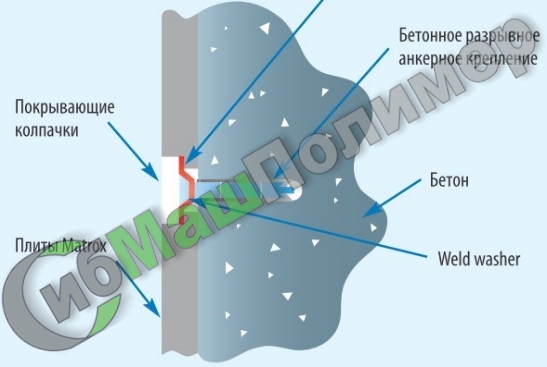
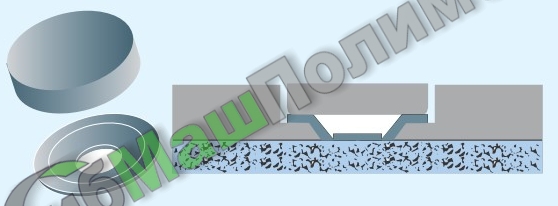
- 1. Футеровка резервуаров полимерными плитами при помощи сварных шайб (механический метод)
 Для ремонта бетонных емкостей наиболее известным методом является система футеровки полимерными листами (плитами) с механическим креплением листовых полимеров. При футеровки используются полимерные листы (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шайб. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Для ремонта бетонных емкостей наиболее известным методом является система футеровки полимерными листами (плитами) с механическим креплением листовых полимеров. При футеровки используются полимерные листы (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шайб. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Футеровка крепится к стенкам резервуара механическим способом с использованием анкерных креплений или дюбелей. Места их установки закрываются сварными шайбами или заглушками и провариваются, для герметичности. Стыки плит также провариваются ручным экструдером с использованием сварочного прутка.
Для футеровки этим методом применяется листовые полимеры толщиной от 8 до 50 мм, в зависимости от размера футеруемого изделия.
Схема установки:
- 2. Футеровка резервуаров системой HYDROclick
 |
 |
Самый современный и надежный способ восстановления и ремонта бетонных резервуаров является система футеровки бетонозащитными полиэтиленовыми листами HYDROclick AGRU. Данные бетонозащитные листы специально разработаны для ремонта и строительства бетонных резервуаров. Данная система футеровки идеально подходит для резервуаров под питьевою воду, т.к. материал является экологически чистым, обладает механической прочностью и длительным сроком службы.
Система футеровки состоит из CLICK профилей, которые механически крепятся к бетонной поверхности и полиэтиленовых листов с CLICK шпильками, которые защелкиваются в пластиковый профиль, а стыки между листами провариваются ручным экструдером с использованием сварочного прутка.
Уникальное преимущество системы состоит в том, что при ее монтаже не нужны ни подготовка поверхности, ни удаление старой облицовки, что позволяет сэкономить время и деньги.
Этапы облицовки HYDROclick системы:
 |  |  |  |
 |
 |
В основном футеровка (облицовка) бетонозащитными листы Sure Grip AGRU используется при строительстве новых бетонных резервуаров, но может использоваться и для восстановления старых. Данная система предназначена для изоляции и защиты широкого спектра конструкций из бетона. Эта универсальная система состоит из термопластичных листов и таких аксессуаров, как профили, заготовки и сварочные прутки.
Бетонозащитные листы AGRU Sure Grip производятся особым методом экструзии в продолжительном технологическом процессе. Уникальная характеристика в том, что лист и анкера формируются одновременно.
Бетонозащитные листы AGRU Sure Grip устойчивы к кислотам, едким веществам и реагентам, которые обычно разрушают бетон. Установка системы позволяет справиться с управлением, хранением и переработкой самых агрессивных сред без коррозии и нарушений поверхности, которая подвергается воздействию.
В основном, листы производятся из следующих термопластиков:
- Полиэтилен высокой плотности ( HDPE)
- Электропроводящий полиэтилен высокой плотности (HDPE-el)
- Полипропилен (PP)
- Поливинилиденфторид (PVDF)
- Этиленхлортрифторэтилен (ECTFE)
Источник