Не запускается ФР
- Не запускается на всех секциях
- Смотрим, включен ли ВА9 «Фазорасщепитель».
- Проверить контакт в кнопке «Фазорасщепитель» на пульте машиниста
- Не запускается на одной секции
- Если при включении кнопки «Фазорасщепитель» не слышно как включается контактор 119, то смотреть включена ли кнопка «Фазорасщепитель» на параллельном щитке, зачистить замкнутый контакт 249 и контакт ПР ( Н199 — Н101 ) слева нижний.
- Если слышно включение 119, но запуска нет, смотрим контакт 119 ( Н103 — Н107 ).
- При опущенном пантографе, подклинить кнопку «Фазорасщепитель» отвёрткой, далее проверять лампой-переноской прохождение питания на 249 (замкнутый контакт) и 125, при исправной схеме 119 и 125 должны включиться. При нажатии 249 должно включиться 260.
- Запускается, но отключается при отпуске кнопки «Фазорасщепитель», то есть не работает самоподхват.
- Проверить, включается ли реле 260. Если включается, то 249 исправно, иначе зачистить разомкнутый контакт 249, его провал, обрыв проводов на 249.
- Зачистить контакты 260 ( Н100 — Н199 ), и 125 ( Э18 — Н100 и заодно Н101 — Н107 )
- Запускается, но циклично включается и отключается при удерживании кнопки «Фазорасщепитель». При отпуске кнопки выключается.
- Зачистить контакт 125 ( Н101 — Н107 ), так как после разгона ФР отключается 119 и рвёт цепь на 125. Если самоподхват обхода 119 не работает, то ФР отключится даже при удерживании кнопки. Далее останавливается и реле 249 вновь включит 119 и запуск повторится.
Для схемы до 697
- То же что в предыдущем
- То же что в предыдущем, но с проверкой ножа 111.
- То же что в предыдущем, но самоподхват 259.
- То же что в предыдущем, но случай ещё менее вероятен.
Так как схемы имеют различие, то быстрый способ решить проблему — произвести осмотр реле 249, 260, 125, ПР ( Н199 — Н101 ) в части провал/раствор, зачистить контакты и снова попробовать работу схемы. Реле 249 отключает 119, поэтому этот контакт наиболее уязвимый. Если иногда пропадает запуск зачистить все контакты участвующие в запуске.
Источник

УСТРОЙСТВО И РЕМОНТ АСИНХРОННОГО РАСЩЕПИТЕЛЯ ФАЗ НБ-455А
1 Общие сведения о фазорасщепителе
1.1 Принцип работы расщепителя фаз
Преобразование однофазного тока трансформатора в трехфазный для питания асинхронных двигателей на электровозах осуществляют расщепители фаз. Расщепитель фаз представляет собой асинхронную машину, выполняющую одновременно функции однофазного двигателя и трехфазного генератора.
Рассмотрим, как работает однофазный асинхронный двигатель. При питании его обмотки однофазным синусоидальным током возникает переменное синусоидальное магнитное поле. В неподвижном однофазном двигателе в отличие от трехфазного создается не вращающееся, а пульсирующее магнитное поле, которое в течение одного полупериода имеет одно направление вдоль оси обмотки, а в течение другого — противоположное направление (рис.1). Пульсирующее поле можно рассматривать как два вращающихся с одинаковой скоростью в противоположных направлениях поля, создаваемых потоками 0,5 Ф. Такое представление о пульсирующем поле справедливо для неподвижного двигателя.
При питании однофазным током асинхронный двигатель с места не тронется, так как нет вращающегося поля. Однако, если ротор двигателя с помощью какой-либо посторонней силы запустить и придать ему частоту вращения n, он будет продолжать вращаться. В этом случае поле вращающегося ротора почти полностью гасит составляющую пульсирующего поля, вызванную потоком 0,5 Ф, которая вращается встречно по отношению к ротору. Другая составляющая поля движется в одном с ротором направлении, как у обычного асинхронного двигателя, и поддерживает его вращение. Так как однофазные асинхронные двигатели не развивают пускового момента и у них плохо используется мощность, то их не применяют для привода вспомогательных механизмов электровоза, но принцип их действия используют в расщепителях фаз.
На электровозах применен расщепитель фаз НБ-455А, обмотки которого соединены в трехфазную несимметричную звезду (рис. 2). Две фазы звезды с1 = м2 и м1 = с2 составляют двигательную обмотку, а третья фаза сЗ — с4—так называемая генераторная. Вначале эту третью обмотку используют для запуска расщепителя фаз. Известно, что только от двигательной обмотки пуск его осуществить невозможно. Если же к двигательной обмотке присоединить обмотку, в цепи которой имеется резистор, то такой двигатель приходит во вращение. Поясним это.
В момент включения двигательных обмоток расщепителя на однофазное напряжение трансформатора контактор К замкнут и генераторная обмотка получает питание по цепи, проходящей через пусковой резистор R. Из-за введения активного сопротивления резистора R цепи двигательной и генераторной обмоток имеют разные соотношения индуктивных и активных сопротивлений. От этих соотношений зависит сдвиг тока относительно питающего напряжения. Ток генераторной обмотки оказывается сдвинутым по фазе на некоторый угол по сравнению с током в двигательных обмотках, и хотя при этом не образуется симметричной трехфазной системы токов, все же этого сдвига оказывается достаточно для разгона расщепителя без нагрузки при отключенных вспомогательных двигателях.
Этим исчерпывается действие генераторной обмотки в процессе пуска расщепителя фаз.
Когда частота вращения достигает 1430 об/мин, срабатывает реле оборотов, отключающее контактор К. После отключения контактора расщепитель работает как однофазный асинхронный двигатель на холостом ходу, получая питание от вторичной обмотки собственных нужд трансформатора. При этом вращающееся магнитное поле, образованное двигательной обмоткой и ротором, пересекает витки генераторной обмотки, наводя в ней э.д.с, сдвинутую примерно на 90° эл. по отношению к напряжению обмотки вспомогательных цепей трансформатора. Необходимый сдвиг по фазе э.д.с. в генераторной обмотке обусловлен расположением этой обмотки на статоре под углом примерно 120° относительно двигательных обмоток. Таким образом, создается трехфазная система, у которой под напряжением находятся три выхода: с1 и с2 от вторичной обмотки собственных нужд трансформатора и один сЗ от генераторной обмотки расщепителя фаз. Если присоединить трехфазный двигатель к этим трем выводам, то он начнет вращаться и будет развивать необходимый момент для привода вспомогательного механизма — вентилятора или компрессора. Чтобы получить симметричную трехфазную систему напряжений, обмотки расщепителя фаз выполняют с различным числом витков: 28 витков у с1 — м2, 44 витка у м1 — с2 и 54 витка у сЗ –с 4.
Если при работающем расщепителе фаз измерить напряжение между всеми его выводами, то можно построить диаграмму напряжений (см. рис. 136), из которой видно, что напряжения между выводами cl — сЗ, сЗ-с2, c2-cl равны и образуют симметричную трехфазную систему. При симметричной нагрузке мощность расщепителя фаз составляет одну треть мощности, потребляемой вспомогательными машинами электровоза, т. е. мощности, которая преобразуется в генераторной обмотке.
Остальные две трети мощности потребляются непосредственно из сети от вторичной обмотки собственных нужд трансформатора.
1.2 Устройство фазорасщепителя НБ-455А
Исполнение расщепителя фаз защищенное с самовентиляцией, горизонтальное, на лапах, с одним укороченным свободным концом вала, на котором размещается реле оборотов.
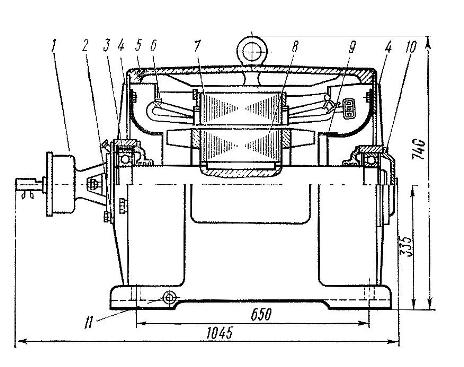
Рисунок 3 — Расщепитель фаз НБ-455А:
1 — реле оборотов; 2, 10 — крышки подшипника; 3—подшипник изолированный; 4 — щит подшипниковый; 5 — станина; 6 — кольцо бандажное; 7 — статор; 8 — ротор; 9 — воронка направляющая; 11 — болт заземляющий
Станина расщепителя фаз чугунная, литая. Подшипниковые щиты стальные, сварные. Пакет статора набран из отдельных изолированных листов электротехнической стали толщиной 0,5 мм. Пазы статора полуоткрытые. Обмотка статора жесткая, катушечная, выполнена из прямоугольного медного провода ПСД. Для повышения вибростойкости лобовые части катушек прикреплены к изолированным бандажным кольцам, которые закреплены на станине.
Ротор короткозамкнутый, залит алюминием марки АО. Номинальный зазор между статором и ротором 1 мм. Ротор отбалансирован динамически. Остаточная неуравновешенность не более 1700 г-мм.
На валу установлены шариковые подшипники 76317, причем со стороны, противоположной реле оборотов, подшипник работает как плавающий. Допустимый нагрев подшипников не более +80 °С. Для предотвращения протекания подшипниковых токов подшипник 3 (см. рис. 3) изолирован от корпуса втулкой из формовочного миканита. Конструкция подшипниковых узлов позволяет добавлять смазку без их разборки (рис. 4).

Рисунок 6 – Внешний вид фазорасщепителя
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
В комплект входит чертеж фазорасщепителя НБ-455А на формате А1, выполненный в программе Компас
Источник
Расщепитель фаз НБ-455А
Асинхронный расщепитель фаз ПВ-455Л (рис. 31) предназначен для преобразования однофазного напряжения, снимаемого с обмотки собственных нужд силового (тягового) трансформатора в трехфазную систему напряжения 380 В.
Напряжение однофазной сети. 380 В
Мощность трехфазной нагрузки в системе расщепителя фаз с емкостью 270 мкФ. 210 кВ-Л
Токи в фазах расщепителя фаз при напряжении 380 В, емкости 2700 мкФ и мощности 210 кВЛ:
фаза С1-М2. 154 Л
Частота вращения. 1490 об/мин
Режим работы. Продолжительный
Класс изоляции. В
Расщепители фаз допускают стоянку под током короткого замыкания или затяжной пуск в течение 20 с при напряжении на выводах С1—С2 (рис. 32) 280 В, в течение 6 с — при напряжении 460 В. Нормальная работа расщепителей фаз обеспечивается при колебании напряжения питающей сети в диапазоне 280-460 В.
Исполнение расщепителя фаз защищенное с самовентиляцией, горизонтальное, на лапах, с одним укороченным концом вала, на котором размещается реле оборотов РО-33.
Станина расщепителя фаз чугунная, литая; подшипниковые щиты стальные, сварные. Пакет статора набран из отдельных листов электротехнической стали Э13 толщиной 0,5 мм. Пазы ста-


тора полуоткрытые. Обмотка статора жесткая, катушечная, выполнена из прямоугольного провода ПСД. Для повышения вибростойкости лобовые части катушек прикреплены к изолированным кольцам, которые закреплены на станине. Обмоточные данные расщепителя фаз приведены в табл. 7.
Ротор короткозамкнутый, залит алюминием АО ГОСТ 11069 -74. Номинальная величина зазора между статором и ротором 1 мм. Ротор отбалансирован динамически. Остаточная неуравновешенность не более 1700 гс-мм.
На валу установлены шариковые подшипники 76317, причем со стороны, противоположной реле оборотов, подшипник работает как плавающий. Допустимый нагрев подшипников +100°С. Для предотвращения протекания подшипниковых токов подшипник 2 изолирован от корпуса втулкой из формовочного миканита. Конструкция подшипниковых узлов позволяет добавлять смазку без их разборки.

На статоре расположены две обмотки (рис. 33) — двигательная и генераторная; двигательная обмотка подключается к обмотке собственных нужд силового трансформатора. Напряжения двигательной и генераторной обмоток создают трехфазную систему напряжения на выводах С1, С2, СЗ, от которых запиты-ваются вспомогательные трехфазные асинхронные двигатели.
Пуск расщепителя фаз осуществляется при помощи активного сопротивления, включенного на зажимы С2, СЗ (см. рис. 32), которое отключается после разгона машины до номинальных оборотов. Управление пуском осуществляет реле оборотов, установка срабатывания его должна находиться в пределах 1300 -1400 об/мин.
Напряжения па зажимах расщепителя фаз при холостом ходе и значения тока приведены в табл. 8.
Включение вспомогательных машин от расщепителя фаз разрешается производить только после полного разгона расщепителя.
Техническое обслуживание ТО-1, ТО-2 и ТО-3. Произведите внешний осмотр расщепителя фаз, проверьте на ощупь нагрев станины, подшипниковых щитов, проверьте крепление расщепителя фаз к каркасу и состояние заземления.
Текущий ремонт ТР-1 и ТР-2. Работу подшипников и расщепителя фаз проверьте на слух в течение 3-5 мин. Обратите вни-


мание, нет ли посторонних шумов и стуков. Отключите расщепитель фаз от сети. При обнаружении неисправностей подшипников расщепитель фаз замените.
Произведите внешний осмотр расщепителя фаз и очистите его от грязи. Продуйте сжатым воздухом давлением 1,5-2 кгс/см2.
Осмотрите заземление и проверьте качество контакта на зажигание лампочки напряжением 36 В.
Сняв крышку выводной коробки, проверьте состояние контактов и наконечников на выводных кабелях, при необходимости подтяните гайки, протрите выводную панель сухой, чистой ветошью.
Проверьте весь крепеж доступной части (в том числе и крепление расщепителя к каркасу) и при необходимости подтяните его.
Проверьте сопротивление изоляции обмотки статора мегомметром па 500 В. При величине его в горячем состоянии менее 1,5 МОм, а в холодном (при температуре -4-20°С) состоянии менее 50 МОм расщепитель просушите (приложение 7).
Добавьте смазку в подшипниковые узлы согласно схеме (рис. 34) и карте смазки стандартным винтовым шприц-прессом.
Проверьте щупом зазор между статором и ротором. Нормальный воздушный зазор должен быть в пределах 0,9 — 1 мм. При воздушном зазоре в нижней части менее 0,7 мм замените подшипники. Все неисправности устраните.
Текущий ремонт ТР-3. Очистите расщепитель фаз от грязи и пыли. Разберите полностью расщепитель фаз. Разборку ведите в следующей последовательности:
снимите реле оборотов 1 (см. рис. 31) и смазочную трубку;
снимите крышки 2, 10;
снимите подшипниковые щиты 4, используя для выпрессовки отжимные болты;
приподнимите ротор 8 и в образовавшийся воздушный зазор вложите прессшпан толщиной 0,3—0,5 мм для предохранения от 09

повреждения железа статора и ротора, обмоток при извлечении ротора. Выньте ротор 8 из расточки статора 7 и уложите его на деревянные бруски. При выемке ротора пользуйтесь подъемными механизмами. Масса ротора 176 кг;
снимите при необходимости подшипники. Съем подшипников производите с помощью съемника за внутреннее кольцо. При этом обращайте особое внимание на подшипниковый узел с изолированным подшипником и крышками. Перед съемом подшипников снимите пружинные кольца, фиксирующие подшипники на валу.
После разборки осмотрите и проверьте па соответствие чертежам все детали. Если в станине имеются трещины, то заварите их или замените станину (со статором). Особенно тщательно очистите лобовые части обмотки в местах установки бандажных колец. Обмотку и детали продуйте сжатым воздухом иод давлением не более 2 кгс/см2. Осмотрите состояние рым-болта.
Осмотрите расточку статора, следы задиров зачистите и продуйте сжатым воздухом. При сдвиге листов железа статор подлежит замене.
Осмотрите расточку станины под подшипниковые щиты, устраните забоины и заусенцы. Проверьте состояние изоляции обмотки статора, при поврежденной изоляции расщепитель фаз направьте в ремонт. Поврежденные кабели изолируйте двумя слоями стеклолакотканевой ленты ЛСЭ 105/130 толщиной 0,2 мм ГОСТ 10156-70 и одним слоем стеклолешы ЛЭС 0,2X25 мм ГОСТ 5937-68 с последующим покрытием изоляционным лаком. Проверьте качество пайки наконечников па выводных кабелях.
Если имеется ослабление креплений бандажных колец, закрепите их па лобовых частях обмотки статора хлопчатобумажным шнуром диаметром 4 мм.
Проверьте закрепление клиньев в пазах статора. Ослабленные клинья выбейте из пазов, подложите под них необходимое количество прокладок из пропитанного лаком электрокартона и установите вновь на эмали ГФ-92-ГС. Сломанные клинья замените новыми.
Обмотку статора просушите, а затем покроите лобовые части, вес доступные места и расточку статора эмалью ГФ-92-ГС.
Проверьте сопротивление изоляции обмотки статора, испытайте ее электрическую прочность относительно корпуса и электрическую прочность межвитковой изоляции.
Промойте в бензине и осмотрите подшипниковые узлы.
Осмотрите ротор, проверьте, пет ли вмятин и забоин, а также трещин в заливке короткозамкпутой клетки. Повреждения устраните, ротор с трещинами в заливке замените.
Осмотрите состояние балансировочных грузов, при их ослаблении ротор балансируйте, грузы закрепите. Поверхность ротора покройте тонким слоем эмали.
Осмотрите подшипниковые щиты, проверьте, пет ли забоин на сопрягаемых поверхностях, трещин и других повреждений.

Вес повреждения устраните. Щиты, имеющие трещины, подлежат заварке или замене.
Проверьте сопротивление изоляции изоляционной втулки под подшипник в щите со стороны реле оборотов. Проверьте состояние и крепление направляющих воронок к подшипниковым щитам. Осмотрите крепеж.
Окрасьте расщепитель фаз внутри и снаружи. Зачистите на станине место под заземление.
Соберите расщепитель фаз. Сборку ведите в последовательности, обратной разборке. При этом: 1) очистите и промойте бензином посадочные места на валу и в подшипниковых щитах перед установкой подшипников. Подшипники на вал насаживайте нагретыми в масле до температуры 80-90°С. При этом подшипник не кладите на дно сосуда, а подвесьте его так, чтобы он не касался ни стенок, ни дна. Подшипники насаживайте на вал легкими ударами, передаваемыми на внутреннее кольцо подшипника через медную прокладку. Наносить удары непосредственно по подшипнику не допускается. Заправьте подшипники смазкой согласно карте смазки на электровоз; 2) очистите от смазки и загрязнений изолирующие шайбы между подшипником и крышками перед сборкой подшипникового узла с изолирующей втулкой. Поврежденные шайбы устанавливать запрещается.
Проверьте, легко ли вращается ротор от руки после сборки расщепителя фаз. Проверьте щупом величину зазора между статором и ротором. Проверните ротор вручную для первоначального распределения смазки, включите расщепитель фаз на 5 -10 мин, прослушайте работу подшипников. Перед включением заземлите станину. Испытайте расщепитель фаз.
Характерные неисправности расщепителя фаз и методы их устранения приведены в табл. 9.
Электровоз ВЛ80Т
Электродинамический тормоз электровозов ЧС2 Т и ЧС200
Рассмотрены устройство и работа основного электронного оборудования, применяемого в электродинамическом (реостатном) тормозе системы «Шкода». Применительно к электродинамическому тормозу электровозов ЧС2 Т и его модификации на скоростном электровозе ЧС200
Источник