- Ремонт фланцевых соединений
- Порядок ремонта
- Требования к уплотнительным материалам
- Дефекты фланцевых соединений
- Презентация по МДК 02.01. на тему «Ремонт типовых соединений и деталей»
- Оставьте свой комментарий
- Подарочные сертификаты
- Лекция на тему «Ремонт фланцев трубопроводов»
- Практическая работа «Ремонт фланцевых соединений»
- Просмотр содержимого документа «Практическая работа «Ремонт фланцевых соединений» »
Ремонт фланцевых соединений
Фланцевое соединение – разъемный способ монтажа трубопроводов, арматуры, корпусов аппаратов. Оно состоит из двух фланцев или дисков с отверстиями по центру. Крепеж осуществляют болтами, шпильками. Для герметичности между деталями кладут уплотнительные прокладки.
Под воздействием перепадов температур, высокого давления, агрессивных сред и внешних климатических условий фланцевые стыки изнашиваются. Эрозия, коррозия приводят к утечкам транспортируемых веществ, выходу всего трубопровода из строя.
Порядок ремонта
Методы обнаружения дефектов:
- Визуальный осмотр.
- Измерение геометрических параметров. Отклонения от габаритов, заданных чертежами, свидетельствует о наличии повреждений.
- Рентгеноскопия, ультразвуковой контроль. Электронное оборудование позволяет получить точную информацию о размерах дефектов, глубине их залегания без разборки узла.
- Проверка герметичности. Производится с помощью галоидных, гелиевых течеискателей. При минусовых температурах используют незамерзающий мыльный раствор.
Перед проведением ремонтных работ трубопровод перекрывают, тем самым исключая попадание грязи и посторонних предметов внутрь. Если фланцы сильно повреждены или их ремонт кажется нецелесообразным, их меняют.
- После демонтажа уплотнительные поверхности очищают. Удаляют старые прокладки, шабером убирают коррозионные поражения.
- Редкие глубокие дефекты, забоины, раковины устраняют механическим способом. Образовавшиеся отверстия убирают электронаплавкой, следы от которой зачищают, шлифуют.
- Для плотного прилегания поверхностей друг к другу производят притирку. Для этого берут абразивные порошки и пасты, которые подбирают под фланцевый материал. Появление матового-серого кольца – сигнал к окончанию процесса.
- Вышедшие из строя болты и шпильки заменяют новыми. В большинстве случаев происходит замена прокладок. Их уплотнительные свойства ухудшаются.
Требования к уплотнительным материалам
Прокладки изготавливают из:
- металла (сталь, чугун, алюминий, титан);
- неметалла (резина, фторопласт, паронит);
- комбинированных материалов (графитофторопласт).
На выбор прокладок влияет: рабочая среда, давление, рабочие температуры, нормативные документы.
На прокладочной поверхности не должно быть загрязнений, масляных пятен, следов старых уплотнителей, трещин, забоин.
При фиксации не используют смазочные составы (консистентные, минеральные, синтетические смазки), перевязи (шнурами, нитями, проволокой).
Дефекты фланцевых соединений
Поводом к ремонту служит неплотность соединения, утечки жидкостей, газов. Причиной могут служить повреждения разных частей.
- Уплотнительные поверхности, или зеркала (трещины, раковины и другие дефекты).
- Корпус (уменьшение толщины стенки воротниковых фланцев).
- Соединительные отверстия (срыв, смятие износ резьбы; люфт, превышающий допустимые значения).
- Прокладки (трещины, забоины, смятие).
- Болты, шпильки.
© ЗСПА — детали трубопроводов, 2021 Поставка трубопроводной арматуры по России и СНГ
Источник
Презентация по МДК 02.01. на тему «Ремонт типовых соединений и деталей»

Описание презентации по отдельным слайдам:
Ремонт типовых соединений и деталей Ремонт резьбовых соединений Ремонт шлицевых и шпоночных соединений. Ремонт шестерен.
Изношенную (выбракованную) резьбу в отверстиях корпусных и других чугунных деталей восстанавливают: нарезанием новой резьбы увеличенного размера, постановкой дополнительной детали нарезанием резьбы на новом месте восстанавливают завариванием электросваркой и нарезанием резьбы номинального размера на валах и осях восстанавливают нарезанием новой уменьшенного размера, а также наплавкой и нарезанием резьбы нормального размера. 1. Ремонт резьбовых соединений
Восстановление под увеличенный размер.
Ремонт постановкой дополнительной детали.
Восстановление нарезанием резьбы на новом месте
Применяется на валах и осях Восстановление под уменьшенный размер
Шлицы (наружные), изношенные по толщине, наплавляют ручной или автоматической сваркой, а также заменяют изношенную шлицевую часть новой, соединяемой обычно сваркой. Шлицевые канавки валов диаметром менее 50 мм заваривают и нарезают шлицы номинального размера. 2. Ремонт шлицевых и шпоночных соединений.
Изношенные шлицы в стальных фланцах, ступицах и других деталях восстанавливают обжатием. Шлицы в отверстиях чугунных деталей не восстанавливают.
Шпонки, изношенные до предельного размера, не восстанавливают. Шпоночные канавки фрезеруют до выведения следов изнашивания и устанавливают новые шпонки увеличенного размера, но не более чем на 15% по ширине. Если шпоночная канавка уже фрезеровалась или сильно изношена, ее заваривают полностью и фрезеруют канавку номинального размера на новом месте.
При износе или повреждениях зубьев до выбраковочного состояния шестерни восстанавливают сравнительно редко. Шестерни изготовлены в виде венцов, прикрепленных к ступицам заклепками. В подвижных шестернях изнашиваются кольцевые канавки под вилки переключения. 3. Ремонт шестерен.
Восстановление зубьев шестерен. Шестерни с изношенными или поврежденными зубьями восстанавливают газовой или электродуговой наплавкой, вдавливанием и заменой части детали.
Восстановление наплавкой. При наплавке зубьев применяют электроды, обеспечивающие высокую прочность наплавленного слоя без применения термической обработки. Необходимо помнить, что наплавка зубьев редко дает удовлетворительные результаты, поэтому ее применяют в крайних случаях и преимущественно для наплавки зубьев, изношенных по торцам.
Восстановление вдавливанием. Вдавливанием восстанавливают небольшие шестерни с необходимым запасом металла на венце.
Замена части детали. Этим способом восстанавливают блоки шестерен или подвижные шестерни (каретки) с двумя-тремя венцами, из которых один подлежит выбраковке, а остальные находятся в хорошем состоянии.
Заклепки венцов с изношенными зубьями срубают, а венцы спрессовывают и заменяют новыми. При одностороннем износе зубьев симметричные венцы повертывают на 180° и вновь закрепляют на ступице для работы неизношенной стороной зубьев. На их торцах со стороны включения подвижной шестерни снимают фаску. Замена и переклепка венцов шестерен.
Широкие венцы закрепляют горячими заклепками, нагретыми до ковочной температуры. Клепку ведут при помощи гидравлических прессов, приспособлений или вручную. Венец с ослабленной посадкой снимают, восстанавливают посадочное место осталиванием или наплавкой и обрабатывают под размер, обеспечивающий прессовую посадку на ступице. Пазы под вилки переключения подвижных шестерен протачивают до выведения следов изнашивания, а вилки наваривают и обрабатывают по ширине увеличенного паза.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ 1. Изложите способы восстановления изношенной резьбы в отверстиях чугунных и стальных деталей. 2. Как восстанавливают наружную резьбу на валах и осях? 3. Изложите способы восстановления шлицевых соединений. 4. Как восстанавливают шпоночные соединения? 5. Какие способы применяют для восстановления изношенных зубьев шестерен? 6. Изложите приемы замены и переклепки венцов шестерен на ступицах.


Номер материала: ДВ-187869
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.

Петербургская школьница набрала 300 баллов на ЕГЭ
Время чтения: 1 минута

В России стартовала «вторая волна» приема детей в школу
Время чтения: 2 минуты

В Московских школах могут ввести службы примирения
Время чтения: 1 минута

Минобрнауки прорабатывает идею создания центра истории Великой Отечественной войны
Время чтения: 1 минута

В Совфеде допустили возможность отказа в поступлении в вуз непривитым
Время чтения: 2 минуты

В России обновили ФГОС начального и основного общего образования
Время чтения: 2 минуты
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Источник
Лекция на тему «Ремонт фланцев трубопроводов»
Лекция на тему «Ремонт фланцев трубопроводов»
Пропуск жидкости или газа во фланцевых соединениях объясняется тем, что при прогреве трубопровода температура неизолированных фланцев растет быстрее температуры крепежных деталей. Неодинаковое температурное расширение фланцев и шпилек приводит к дополнительным усилиям, в результате чего прокладки дают осадку, а соединения пропускают жидкость. Кроме того, пропуски обусловлены плохой подгонкой соприкасающихся поверхностей, дефектами этих поверхностей, некачественной прокладкой и недостаточной подтяжкой болтов и шпилек.
Прежде, чем установить прокладку её тщательно осматривают, не допускаются прокладки со следами излома, пор и трещин. Уплотняющие поверхности тщательно очищают и проверяют отсутствие раковин и забоин.
Чтобы развести фланцы для смены прокладок применяются зубило и клин, однако этот способ часто приводит к повреждению зеркала фланца. Поэтому для развода фланцев используются специальные приспособления.
При проведении ремонтных работ, связанных с разуплотнением оборудования и трубопроводов, должны быть приняты меры, исключающие загрязнения внутренних полостей или попадания туда посторонних предметов.
Ремонт фланцев трубопроводов и арматуры заключается в устранении дефектов на уплотнительных поверхностях (зеркалах), ликвидации овальности отверстий для шпилек и замене сломанных или дефектных шпилек новыми.
После разборки зеркала фланцев очищают от старых прокладок, графита и следов коррозии до металлического блеска. Очистку производят шабером. Чистоту поверхности зеркал проверяют на отсутствие рисок и штрихов от шабера.
Единичные глубокие дефекты, образовавшиеся на зеркале фланца в результате его разрушения струей пара или воды при повреждении прокладки (эрозионные канавки), а также различные забоины и раковины устраняют электронаплавкой с предварительной выборкой дефекта механическим способом. Наплавленные места зачищают и зашлифовывают.
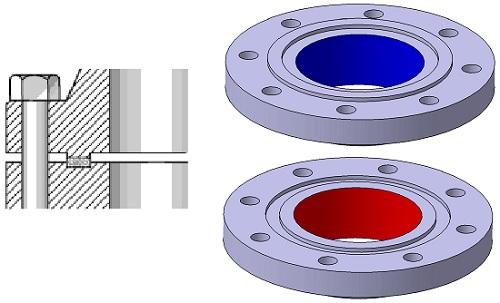
Приспособление для шлифовки и притирки фланцев приведено на рисунке 1.
Притирку делают с применением притирочных микропорошков, а для фланцев с плоскими металлическими прокладками и беспрокладочных – пасты ГОИ (Государственный оптический институт). Притирочные порошки выбирают в зависимости от материала фланцев. В процессе притирки притирочный материал меняют последовательно от более грубых марок до более тонких.
Абразивный материал (порошок, пасту) наносят на зеркало фланца, накладывают притир и вращают его вправо и влево на 1/4 окружности 6-8 раз. После этого притир снимают, притираемую поверхность и притир промывают бензином, накладывают свежий притирочный материал и операции повторяют.

1 – притир (шлифовальный камень или чугунный диск);
2 – шарикоподшипник; 3 – шпиндель; 4 – пружина; 5 и
9 – шайба; 6 – гайка; 7 – планка; 8 – шпилька; 10 – ручка
Рисунок 1 – Приспособление для шлифовки и притирки зеркал фланцев
Притирка считается законченной после того, как на поверхности зеркала появится кольцо матово-серого оттенка. Чем шире это кольцо, тем лучше качество притирки.
В тех случаях, когда ремонт фланцев на месте установки невозможен или нецелесообразен, их заменяют новыми.
1 Каков порядок сборки фланцевых соединений?
2 Как определяется отклонение параллельности уплотнительных
поверхностей фланцев во фланцевом соединении?
3 Какова величина допускаемого отклонения параллельности
уплотнительных поверхностей фланцев?
4 Каким образом должна производится затяжка крепежа фланцевого
5 Как контролируется величина затяжки крепежа фланцевого
6 Что контролируют при сборке фланцевых соединений?
7 В чем заключается ремонт фланцев на месте их установки?
8 Какие меры должны быть приняты при проведении ремонта фланцев в
случае разуплотнения оборудования и трубопроводов?
9 Как производится ремонт уплотнительных поверхностей фланцев?
Источник
Практическая работа «Ремонт фланцевых соединений»

Данная практическая работа предназначена для проведения обучения по профессии среднего профессионального образования 240101.03 Оператор нефтепереработки в рамках изучения профессионального модуля ПМ.03 Проведение ремонта технологических установок. Практическая работа направлена на формирование умений осуществлять техническое обслуживание и ремонт технологического оборудования на нефтегазоперерабатывающих предприятиях. Данная работа может быть использована при слесарной подготовке обучающихся на роках Технологии.
Просмотр содержимого документа
«Практическая работа «Ремонт фланцевых соединений» »
Министерство образования Иркутской области
Областное государственное бюджетное образовательное учреждение
среднего профессионального образования
«Ангарский техникум рекламы и промышленных технологий»
на проведение лабораторно-практической работы
«Ремонт фланцевых соединений»
по профессиональному модулю
«Проведение ремонта технологических установок»
по теме «Техническое обслуживание и ремонт технологического оборудования»
Разработчик: Свежинцева Елена Валерьевна, преподаватель, высшая квалификационная категория.
г. Ангарск, 2014 г.
1. КРАТКОЕ ИЗЛОЖЕНИЕ ТЕОРЕТИЧЕСКОГО МАТЕРИАЛА …………5
3. ЗАДАНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ …………………………………………..7
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ……………………………8
Производственное оборудование – важная часть основных фондов предприятий, поэтому вопросам долговечности и работоспособности оборудования уделяется постоянное внимание. При правильной эксплуатации оборудование ряд лет работает без аварий и простоев, не требуются дорогостоящие ремонты, обеспечивается возможность увеличения выпуска продукции и повышения производительности труда. В процессе эксплуатации машин и аппаратов отдельные детали, узлы, их поверхностные слои разрушаются от ряда причин. Восстановление осуществляется в результате ремонта.
Данная методическая разработка создана для проведения лабораторно-практической работы по теме «Ремонт фланцевых соединений» с целью овладения обучающимся профессиональной компетенцией (ПК 3.1.) Проводить разборку, ремонт, сборку установок, машин, аппаратов, трубопроводов и арматуры.
Фланцевое соединение относится к способу соединения трубопроводов, классифицируются по способу присоединения к трубопроводу, по типу уплотнительной поверхности.
Обучающий в ходе выполнения данной работы должен приобрести
практический опыт по ремонту фланцевых соединений, распознать фланцы по типу уплотнительной поверхности, разработать таблицу возможных дефектов с выбором метода их обнаружения и способа устранения в соответствии с причинами их появления.
По окончании выполнения работы обучающийся должен уметь выявлять и устранять дефекты фланцевого соединения, проводить ремонт трубопроводов,
проводить подготовку к работе трубопроводов.
Для эффективного выполнения практической работы обучающийся должен знать классификацию, устройство и принцип действия оборудования, систему и технологию ремонта оборудования, слесарное дело, технические условия на ремонт.
Методическая разработка рекомендована при изучении профессионального модуля ПМ03 «Проведение ремонта технологических установок» профессия «Оператор нефтепереработки» при прохождении темы «Техническое обслуживание и ремонт технологического оборудования».
Работа выполняется обучающимся в тетради для лабораторно-практических работ, начиная с записи темы ЛПР и поставленного результата Создать таблицу возможных дефектов фланцевых соединений с выбором метода обнаружения и способа устранения в соответствии с причинами их появления.
Критерии выполнения практической работы:
А) вид фланцевого соединения определен верно в соответствии конструктивных особенностей
Б) вид уплотнительной поверхности определен верно согласно схемы
В) элементно-структурная схема фланцевого соединения составлена правильно в соответствии составляющих соединения
Г) таблица видов дефектов, методов обнаружения и способов устранения разработана верно согласно технологических условий
КРАТКОЕ ИЗЛОЖЕНИЕ ТЕОРЕТИЧЕСКОГО МАТЕРИАЛА
Фланцевое соединение служит для разъемного соединения трубопроводов, арматуры, корпусов аппарата.
Фланцевое соединение состоит из двух фланцев, соединенных болтами или шпильками, и прокладки, установленной между фланцами.
Фланец состоит из тела, зеркала, отверстий под крепежные болты.
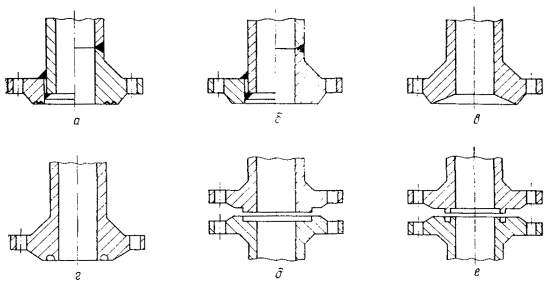
По способу присоединения фланцы бывают:
— на резьбе (для трубопроводов с давлением до 2,5 кгс/см 2 );
— приварные (для трубопроводов с давлением от 2,5 до 25 кгс/см 2 );
— приварные встык «воротниковые» (для трубопроводов с давлением от 25
Виды уплотнительных поверхностей фланцев:
— под линзовую прокладку;
— под прокладку овального сечения;
— с уплотнительными канавками
Методы обнаружения дефектов:
Виды дефектов: забоины, риски, раковины, эрозионные канавки, коробление, коррозия, разрыв, овальность, трещины, выход из строя резьбы, задиры, свищи.
Способы устранения дефектов:
— увеличение диаметра отверстия под ремонтный размер;
— отглушение разбитых отверстий с последующим изготовлением новых;
— при износе менее двух ниток – прогнать плашкой, при износе более двух ниток – заменить;
— разделка до здорового металла, наплавка, механическая обработка;
— разметка, разделка кромок, сварка, механическая обработка;
Фланец – деталь для образования фланцевого соединения.
Фланцевое соединение – разборное соединение применяемое для соединения труб.
Визуальный метод обнаружения дефектов – наружный осмотр детали с целью выявления поверхностных дефектов, трещин, забоин, раковин, поломок, изгибов.
Метод измерения – позволяет определить величину износа, отклонения от правильной (овальность, конусность, бочко- и седлообразность), наружного взаимного расположения поверхностей с помощью измерительных инструментов и приборов.
Дефектоскопия (ультразвуковая, магнитная, цветная) – способ дефектации, предназначенный для обнаружения скрытых дефектов в стальных и чугунных деталях (раковины, трещины)
Ремонтный размер – размер, до которого производится обработка изношенной поверхности при восстановлении детали.
ЗАДАНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ
Рассмотреть фланцевое соединение и определить его вид
Определить вид уплотнительной поверхности
Выполнить элементно-структурную схему фланцевого соединения
Источник