К точности винтовых передач предъявляются различные требования в зависимости от функции, выполняемой данной сборочной единицей. Например, при изготовлении ходовых винтов для точных перемещений отклонения в пределах одного шага составляют ± мкм, а наибольшее допускаемое биение по наружному диаметру на длине до м — 120 мкм.
Винты обычно делают из качественной стали, я гайки, которые дешевле и проще в изготовлении, выполняются из чугуна или бронзы или из чугуна с бронзовыми или баббитовыми вкладышами.
Резьба ходовых и грузовых винтов должна работать с наименьшими потерями на трение. Это достигается хорошим качеством обработки винта и гайки, а также применением смазки. В значительной мере потери на трение зависят также и от угла профиля резьбы. В этом отношении наилучшей является прямоугольная резьба. Но, с другой стороны, ей присущи серьезные недостатки, вследствие чего прямоугольная резьба вытесняется трапецеидальной.
Преимущества трапецеидальной резьбы следующие: — осевые зазоры (мертвый ход), образующиеся при износе, можно устранить стягиванием разрезной гайки, что невозможно для прямоугольной резьбы; — трапецеидальная резьба прочнее, так как основание витка у нее шире, чем у прямоугольной резьбы при том же шаге; — трапецеидальную резьбу легче изготовлять, чем прямоугольную. В зависимости от величины шага трапецеидальная резьба может быть крупной, нормальной и мелкой; она широко применяется для ходовых винтов и домкратов.
Для грузовых винтов, работающих под нагрузкой только в одном направлении, например в гидравлических и винтовых прессах, в нажимных винтах прокатных станов и т. д., применяется упорная резьба. Она также может быть крупной, нормальной и мелкой.
Рассмотренные выше профили резьб используются в передачах винт-гайка с трением скольжения, однако к п.д. этих передач невысок.
На рис. 1, г показан полукруглый профиль резьбы, используемый в передачах винт — гайка качения ( ВГК ). По сравнению с обычными винтовыми парами трения скольжения передачи ВГК обладают значительно большим к.п.д., меньшим износом, большей долговечностью и повышенной жесткостью и точностью. Их применяют в приводах современных шлифовальных, фрезерных, токарных и других станков, в том числе с программным управлением.
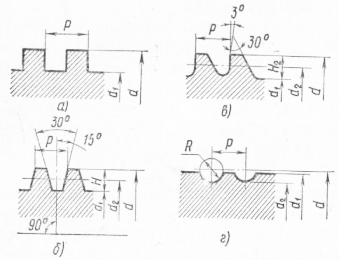
Рис. 1. Профили резьб винтовых передач: а — прямоугольная, б — трапецеидальная, в — упорная, з— полукруглая
В передачах ВГК между рабочими винтовыми поверхностями винта и гаек и помещены стальные шарики. При вращении винта шарики благодаря трению перекатываются по нарезке и передают движение от винта на закрепленную в корпусе гайку, перемещающуюся поступательно При движении скорость перемещения шариков отличается от скорости ведущего и ведомого звеньев, поэтому необходимо обеспечить постоянную циркуляцию шариков. Для этого концы рабочей части резьбы гайки соединены возвратным каналом, помещенным во вкладыше
В ходовых винтах, имеющих трапецеидальную или прямоугольную резьбу, после длительной работы изнашиваются резьбовые опорные цилиндрические поверхности. Изношенные ходовые винты с трапецеидальной резьбой ремонтируют, а винты с прямоугольной резьбой заменяют новыми. Изогнутые винты правят, рихтуют с помощью хомутиков, стяжек, рычагов и другими способами. При правке винт устанавливают в центры и определяют места его наибольшего биения. Неисправные центровые гнезда винта восстанавливают на токарных станках, подрезая его торцы.
Изношенную трапецеидальную резьбу ходовых винтов ремонтируют, если ее износ не превышает 10 % первоначальной толщины витка. Ремонт выполняют, выверяя и протачивая или шлифуя винт (рис. 82, а, б) по наружному диаметру резьбы так, чтобы ширина витка после углубления канавки (и устранения износа) была нормальной (на рисунке показано штриховой линией), т. е. соответствовала по ширине первоначальному размеру.
Изношенные шейки винта ремонтируют шлифованием, а сопряженные с ними втулки заменяют новыми. Если возможно по условиям эксплуатации, изношенные шейки винта протачивают и на
них напрессовывают или устанавливают на клей тонкостенный компенсирующие втулки. Некоторые винты, изношенные на небольшой длине, можно повернуть на 180 е и произвести при это соответствующую проточку шеек, а при необходимости установить переходные втулки.
Отремонтированный ходовой винт необходимо проверить точность шага специальным приспособлением (рис. 83). Для контроля приспособление устанавливают на винт призмами 1 и 4 и располагают шаровые наконечники 5 и 7 (сменные), закрепленные на ножках так, чтобы они поместились между витками резьбу ходового винта 6 на расстоянии 8. 10 ее шагов; это положений фиксируют индикатором 3. Затем приспособление переустанавливают на различные участки резьбы винта и читают показания индикатора (при неправильном шаге винта качающаяся ножка с наконечником 5 наклонится на величину, которую покажет индикатор)
Маршрутный технологический процесс ремонта ходового винта приведен в табл. 32.
Рис. 82. Схема ремонта трапецеидального резьбового соединения
Рис. 83. Приспособление для контроля точности шага ходового винта: 1 и 4 — призмы; 2 — балочка; 3 — индикатор; 5 и 7 — шаровые наконечники 6 — ходовой винт
Источник
Ремонт гаек ходовых винтов
Ремонт гаек ходовых винтов
Гайки винтов суппортов с изношенной резьбой заменяют новыми. Металлоемкие и сложные гайки ходовых винтов обычно восстанавливают, растачивая в них отверстия и устанавливая компенсатор износа. Он представляет собой втулку, наружный диаметр которой выполнен с плотной пoсадкой по расточенному отверстию гайки и внутренним резьбовым отверстием по восстановленной резьбе ходового винта, Растачивание выполняют с предварительной разметкой для центрирования оси резьбы гайки с осями отверстий, в которых установлен винт.
В простейшем случае разметку гайки винта выполняют кернером 2 (рис. 84, а), пропущенным через отверстие каретки суппорта 3; накернивают центр на торце 1 гайки и из него проводят циркулем окружность диаметром, несколько большим, чем наружный диаметр резьбы винта. Затем по всей длине гайки выполняют раз-метку двух продольных рисок — боковой 9 и верхней 8 (рис. 84, б), которые будут служить базой при установке гайки на станке для растачивания и нарезания резьбы. Для разметки в качестве базы используют направляющие салазок: при нанесении риски 9 базой служит поверхность 6, а риски 8 — поверхности 6 и 7. Разметку выполняют обычным рейсмасом 4 со специальной подставкой 5.
После проведения этих работ можно с должной точностью установить гайку на станке для растачивания в ней отверстия И нарезания резьбы. По круговой риске на торце гайки производя1 точную установку по высоте, а по двум продольным — такую же установку в горизонтальном и вертикальном положениях. После этого отверстие растачивают и нарезают в нем резьбу. Положений нарезанного в гайке отверстия по высоте и параллельность его оси базовым поверхностям будет в точности соответствовать положению сопрягаемого с гайкой винта, обеспечивая их соосность.
Точность расположения в гайке резьбового отверстия проверяют перед монтажом сборочной единицы по двум нанесенным на гайку продольным рискам (рис. 84, в). Для этого гайку 11 навинчивают на винт 10 и устанавливают вместе с ним на две одинаковые по высоте призмы 13, расположенные на контрольной плите 12; при этом гайку поворачивают на винте так, чтобы боковая и верхняя риски расположились одна за другой в горизонтальной плоскости. Проводя острием рейсмаса 14 по рискам, контролируют параллельность им оси отверстия. После этого устанавливают острие рейсмаса в верхней точке круговой риски А и проворачивают гайку вместе с винтом вручную: если острие рейсмаса не очерчивает окружность, точно совпадающую с окружностью, размеченной на торце гайки, это означает, что гайка нарезана неправильно. Применение разметки сокращает трудоемкость сборки винтовой пары, так как отпадает надобность в пригонке гайки по месту, и повышает ее качество.
Рис. 84. Схема разметки гайки винта: а — накернивание центра на торце гайки; б — нанесение контрольных рисок на поверхность гайки; в — контроль точности расположения оси резьбы гайки; 1 — торец гайки; 2 — кернер; 3 — каретка суппорта; 4 и 14 — рейсмасы; 5 — подставка; 6и 7— базовые поверхности; 8и 9— верхняя и боковая риски; 10 — винт; 11 — гайка; 12 — контрольная плита; 13 — призмы
Источник
Ремонт гаек ходовых винтов
Ремонт деталей передач «винт—гайка»
Передача «винт —гайка» в соответствии с названием состоит из двух главных деталей — винта 3 (рис. 80) и гайки 4. При вращении винта 3 в ту или иную сторону гайка 4 совместно с ползуном 7, установленным на направляющих 2, будут перемещаться прямолинейно-поступательно. Такая передача позволяет обеспечить равномерность и точность перемещений, а также плавность и бесшумность работы. Основным техническим требованием, предъявляемым к винту и гайке, является высокая точность их изготовления. Наряду с этим требуется соблюдение важных условий при сборке: необходимо, чтобы ось винта 3 была строго параллельна направляющим 2, что обеспечивается соответствующей установкой концевого подшипника; при вращении ось винта не должна смещаться, при любом положении гайки 4 — совпадать с осью последней.
Винты обычно изготовляют из среднеуглеродистых (марок 45 и 50) или инструментальных (У 10 и У12) сталей, гайки — из оловянистых бронз (БрОНФ 10-1-1 или БрОЦС 4-4-17) или антифрикционного чугуна.
Резьба ходовых и грузовых винтов должна работать с наименьшими потерями на трение. Это достигается хорошим качеством обработки винта
и гайки, а также применением смазки. В значительной мере потери на трение зависят также от угла профиля резьбы. В этом отношении наилучшей является прямоугольная резьба (рис. 81, а), применяющаяся в особо точных передачах. С другой стороны, ей присущи серьезные недостатки, вследствие чего эта резьба в ряде случаев вытесняется трапецеидальной (рис. 81, б), имеющей значительные преимущества. Это возможность устранения осевых зазоров (мертвый ход), образующихся при износе, стягиванием разрезной гайки, что исключено при прямоугольной резьбе; более высокая прочность, так как основание витка у нее шире, чем у прямоугольной резьбы при том же шаге; простота изготовления. В зависимости от величины шага трапецеидальная резьба может быть крупной, нормальной и мелкой. Ее широко применяют для изготовления ходовых винтов, например в домкратах.
Для грузовых винтов, работающих под нагрузкой только в одном направлении, например в гидравлических и винтовых прессах, для нажимных винтов прокатных станов и т.п. применяют упорную резьбу (рис. 81, в), которая также может быть крупной, нормальной и мелкой.
Рассмотренные резьбы используют в передачах «винт—гайка» с трением скольжения (ВГС), однако КПД этих передач невысок. На рис. 81, г показана резьба полукруглая, используемая в передачах «винт—гайка» качения (ВГК), которые также называют шарико-винтовыми передачами (ШВП), а их механизмы — шарико-винтовыми механизмами (ШВМ). По сравнению с обычными винтовыми парами трения скольжения передачи ВГК обладают значительно большим КПД, меньшим износом, большей долговечностью и повышенной жесткостью и точностью. Их применяют в приводах современных шлифовальных, фрезерных, токарных и других станков, в том числе с программным управлением.
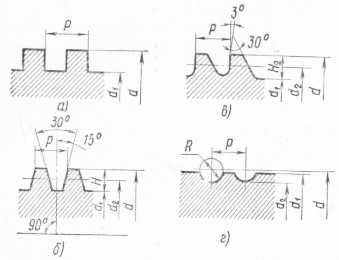
Рис. 81. Винтовые резьбы различных профилей в передачах «винт—гайка» скольжения (ВГС) и «винт—гайка» качения (ВГК): а — прямоугольная; б — трапецеидальная; в — упорная; г — полукруглая; d, d1 и d2 — соответственно наружный, средний и внутренний диаметры резьбы; Р — шаг резьбы; R —радиус шариков качения
К точности винтовых передач предъявляются разные требования в зависимости от функции, делаемой данной сборочной единицей. К примеру, при изготовлении ходовых винтов для правильных перемещений отклонения в пределах одного шага составляют ± мкм, а громаднейшее допускаемое биение по наружному диаметру на длине до м — 120 мкм.
Винты в большинстве случаев делают из качественной стали, я гайки, каковые дешевле и несложнее в изготовлении, выполняются из чугуна либо латуни либо из чугуна с медными либо баббитовыми вкладышами.
Резьба ходовых и грузовых винтов обязана трудиться с мельчайшими утратами на трение. Это достигается хорошим качеством гайки и обработки винта, и применением смазки. В значительной степени утраты на трение зависят кроме этого и от угла профиля резьбы.
В этом отношении наилучшей есть прямоугольная резьба. Но, иначе, ей свойственны большие недочёты, благодаря чего прямоугольная резьба вытесняется трапецеидальной.
Преимущества трапецеидальной резьбы следующие:
— осевые зазоры (мертвый движение), образующиеся при износе, возможно устранить стягиванием разрезной гайки, что нереально для прямоугольной резьбы;
— трапецеидальная резьба прочнее, поскольку основание витка у нее шире, чем у прямоугольной резьбы при том же шаге;
— трапецеидальную резьбу легче изготовлять, чем прямоугольную. В зависимости от величины шага трапецеидальная резьба возможно большой, обычной и небольшой; она активно используется для домкратов и ходовых винтов.
Для грузовых винтов, трудящихся под нагрузкой лишь в одном направлении, к примеру в гидравлических и винтовых прессах, в нажимных винтах прокатных станов и т. д., используется упорная резьба. Она кроме этого возможно большой, обычной и небольшой.
Рассмотренные выше профили резьб употребляются в передачах винт-гайка с трением скольжения, но к п.д. этих передач низок.
На рис. 1, г продемонстрирован полукруглый профиль резьбы, применяемый в передачах винт — гайка качения (ВГК).
Если сравнивать с простыми винтовыми парами трения скольжения передачи ВГК владеют намного большим к.п.д., меньшим износом, повышенной жёсткостью и большей долговечностью и точностью. Их используют в приводах современных шлифовальных, фрезерных, токарных и других станков, а также с программным управлением.
Рис. 1. Профили резьб винтовых передач:
а — прямоугольная, б — трапецеидальная, в — упорная, з— полукруглая
В передачах ВГК между рабочими винтовыми поверхностями гаек и винта и помещены металлические шарики. При вращении винта шарики благодаря трению перекатываются по нарезке и передают перемещение от винта на закрепленную в корпусе гайку, перемещающуюся поступательно При перемещении скорость перемещения шариков отличается от скорости ведущего и ведомого звеньев, исходя из этого нужно обеспечить постоянную циркуляцию шариков. Для этого финиши рабочей части резьбы гайки соединены возвратным каналом, помещенным во вкладыше
Ремонт ходовых винтов
Ходовые винты имеют трапецеидальную либо прямоугольную резьбу. По окончании долгой работы изнашиваются резьбовые опорные цилиндрические поверхности.
Изношенные ходовые винты с трапецеидальной резьбой ремонтируют; винты с прямоугольной резьбой заменяют новыми.
Изогнутые винты правят, рихтуют посредством хомутиков, стяжек, рычагов и другими методами; при правке винт устанавливают в центры и определяют места его громаднейшего биения. Неисправные центровые гнезда винта восстанавливают на токарных станках.
Наряду с этим подрезают торцы винта и исправляют центровые гнезда.
Изношенную трапецеидальную резьбу ходовых винтов ремонтируют, в случае если износ резьбы не превышает 10% начальной толщины витка. Ремонт делают в таком порядке.
Винт выверяют и протачивают либо шлифуют по наружному диаметру резьбы так, дабы ширина витка по окончании углубления кана вки была обычной (на рисунке продемонстрировано штриховой линией), т. е. соответствовала начальному размеру.
Рис. 2. Передача винт—гайка качения
Рис. 3. Трапецеидальное резьбовое соединение:
а — обычное, б — изношенной
Изношенные шейки винта ремонтируют шлифованием, а сопряженные с ними втулки заменяют новыми. В случае если вероятно по условиям эксплуатации, изношенные шейки винта протачивают и на них напрессовывают либо устанавливают на клею тонкостенные компенсирующие втулки.
Винты со шпоночным пазом на протяжении всей резьбы, к примеру винт продольной подачи стола фрезерного станка, в большинстве случаев не ремонтируют, поскольку по окончании ремонта изменяется посадка подробностей на винт. В случае если же окажется нужным либо целесообразным ремонтировать такие винты, то сопрягаемые с ними подробности изготовляют снова.
Кое-какие винты, изношенные на маленькой длине, возможно перевернуть на 180° и произвести наряду с этим соответствующую проточку шеек, а вдруг необходимо, установить переходные втулки.
Ремонт гаек ходовых винтов
Гайки винтов суппортов с изношенной резьбой заменяют новыми. Металлоемкие и сложные гайки ходовых винтов в большинстве случаев восстанавливают растачиванием отверстия в гайке и установкой компенсатора износа.
Компенсатор является втулкой , наружный диаметр которой выполнен с плотной посадкой по расточенному отверстию гайки и с внутренним резьбовым отверстием по восстановленной резьбе ходового винта. Расточку делают с предварительной разметкой, дабы возможно было центрировать ось резьбы гайки с осями отверстий, в которых установлен винт.
Рис. 4. Разметка гайки винта:
а — накернивание центра на торце гайки; — нанесение контрольных рисок на поверхность гайки, в — контроль точности размещения оси резьбы гайки
В несложном случае разметка призводится так: кернером, пропущенным через отверстие каретки суппорта, накернивают центр на торце гайки и из этого центра выполняют циркулем окружность диаметром, пара громадным, чем наружный диаметр резьбы винта.
Потом размечают на гайке по всей ее длине две продольные риски — боковую и верхнюю, каковые будут являться базой при установке гайки на станке для нарезания и расточки резьбы. Для разметки в качестве базы применяют направляющие салазок.
При нанесении риски базой помогает поверхность, а риски — поверхности. Разметку делают простым рейсмасом со особой подставкой.
По окончании проведения этих работ возможно с должной точностью установить гайку на станке для расточки в ней нарезания и отверстия резьбы. По круговой риске на торце гайки создают правильную установку по высоте, а по двум продольным рискам — такую же установку в горизонтальном и вертикальном положениях.
Затем отверстие растачивают и нарезают в нем резьбу. Положение нарезанного отверстия в гайке по высоте и параллельность оси отверстия базисным поверхностям будут в точности соответствовать положению сопрягаемого с гайкой винта и снабжать их соосность.
Точность размещения резьбового отверстия гайки контролируют перед монтажом сборочной единицы по двум нанесенным на ней продольным рискам. Для этого гайку навинчивают на винт и укладывают винт с гайкой на две однообразные по высоте призмы, установленные на контрольной плите.
Наряду с этим гайку поворачивают на винте так, дабы боковая и верхняя риски расположились друг за другом в горизонтальной плоскости. Проводя острием рейсмаса по рискам, определяют, параллельна ли им ось отверстия.
Затем устанавливают острие рейсмаса в верхней точке круговой риски А и проворачивают гайку вместе с винтом вручную. В случае если острие рейсмаса не идет совершенно верно по размеченной окружности на торце гайки, то это указывает, что гайка нарезана неправильно.
Использование разметки уменьшает трудоемкость сборки комплекса, поскольку отпадает надобность в пригонке гайки по месту. В один момент увеличивается уровень качества сборки винтовой пары.