Техническое обслуживание и способы восстановления передачи винт-гайка качения. Типовые дефекты и методы устранения




![]()
![]()
Ремонт гаек ходовых винтов
Гайки винтов суппортов с изношенной резьбой заменяют новыми. Металлоемкие и сложные гайки ходовых винтов обычно восстанавливают растачиванием отверстия в ганке и установкой компенсатора износа. Компенсатор представляет собой втулку, наружный диаметр которой выполнен с плотной посадкой по расточенному отверстию гайки и с внутренним резьбовым отверстием по восстановленной резьбе ходового винта. Расточку выполняют с предварительной разметкой, чтобы можно было центрировать ось резьбы гайки с осями отверстий, в которых установлен винт.
После проведения этих работ можно с должной точностью установить гайку иа станке для расточки в ней отверстия и нарезания резьбы. По круговой риске на торце гайки производят точную установку по высоте, а по двум продольным рискам — такую же установку в горизонтальном и вертикальном положениях. После этого отверстие растачивают и нарезают в нем резьбу. Положение нарезанного отверстия в гайке по высоте и параллельность оси отверстия базовым поверхностям будут в точности соответствовать положению сопрягаемого с гайкой винта н обеспечивать их соосность.
Точность расположения резьбового отверстия гайки проверяют перед монтажом сборочной единицы по двум нанесенным на ней продольным рискам.
Применение разметки сокращает трудоемкость сборки комплекса, так как отпадает надобность в пригонке гайки по месту. Одновременно повышается качество сборки винтовой пары.
Ремонт передач винт-гайка
Различают два типа передач винт-гайка:
— передачи трения скольжения или винтовые пары трения скольжения 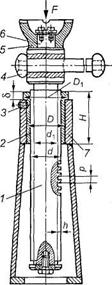
— передачи трения качения или шариковые винтовые пары Ведущим элементом в передаче, как правило, является винт, ведомым — гайка. В передачах винт-гайка качения на винте и в гайке выполнены винтовые канавки (резьба) полукруглого профиля, служащие дорожками качения для шариков.
Конструктивно передача винт-гайка может быть выполнена:
— с вращательным движением винта и поступательным движением гайки
— с вращающимся и одновременно поступательно перемещающимся винтом при неподвижной гайке;
— с вращательным движением гайки 1 и поступательным движением винта 2.
Передачи винт-гайка находят применение в устройствах, где требует; получать большой выигрыш в силе, например в домкратах, винтовых прессах, нагрузочных устройствах испытательных машин, механизмах металлорежущих станков или в измерительных и других механизмах для точных делительных перемещений.
В процессе эксплуатации винтовых передач как скольжения, так и качения наиболее интенсивному изнашиванию подвергаются опоры винта и контактирующие поверхности винта и гайки, а также тел качения, располагаемых между винтом и гайкой в винтовых передачах качения.
Ремонт ходовых винтов
Ходовые винты имеют трапецеидальную или прямоугольную резьбу. После длительной работы изнашиваются резьбовые опорные цилиндрические поверхности.
Изношенные ходовые винты с трапецеидальной резьбой ремонтируют; винты с прямоугольной резьбой заменяют новыми. Изогнутые винты правят, рихтуют с помощью хомутиков, стяжек, рычагов и другими способами; при правке винт устанавливают в центры и определяют места его наибольшего биения. Неисправные центровые гнезда винта восстанавливают на токарных станках. При этом подрезают торцы винта и исправляют центровые гнезда.
Восстановление ходовых винтов передач осуществляется только в случае использования в них винтов с трапецеидальной или упорной резьбой, а также ходовых винтов передач качения, имеющих круглый профиль винтовой канавки. Винты с прямоугольной резьбой восстановлению не подлежат. Они выбраковываются и заменяются новыми.
Для ремонта изношенных ходовых винтов необходимо выполнять следующие операции:
-зачистить центровые отверстия ходового винта:

-установить ходовой винт в трехкулачковом патроне токарного станка;
-установить в отверстии пиноли задней бабки сверлильный патрон с центровочным сверлом или зенковкой с углом в плане 60°; обработать центровые отверстия ходового винта с двух сторон до удаления следов износа;
-установить ходовой винт в центрах токарного станка;
-определить место изгиба винта и место его расположения;
-произвести правку винта при помощи винтового пресса, установленного на направляющих станины;
-проточить ходовой винт по наружному диаметру до удаления следов износа;
-проточить посадочные шейки ходового винта до удаления следов износа;
-проточить боковые поверхности витков резьбы и углубить дно канавки (при этом необходимо следить за сохранением толщины витка резьбы и неизменностью ее шага);
-снять ходовой винт со станка;
-произвести контроль параметров обработанного ходового винта;
-установить ходовой винт в центрах круглошлифовального станка;
-шлифовать наружный диаметр ходового винта и его посадочные шейки;
-шлифовать витки резьбы ходового винта специальным профильным кругом на резьбошлифовальном станке;
-установить на посадочных шейках ходового винта компенсирующие втулки.
Если восстановленный ходовой винт в процессе эксплуатации будет испытывать интенсивные нагрузки, то в целях повышения износостойкости его следует хромировать.
Восстановление гаек ходовых винтов передач скольжения и качения осуществляется только в тех случаях, когда эти передачи в процессе эксплуатации не испытывают больших нагрузок. Во всех остальных случаях их изготавливают заново по размерам восстановленных ходовых винтов.
Изготовление нерегулируемой гайки ходового винта необходимо выполнять в следующей последовательности:
-выбрать заготовку в виде квадратного проката с размерами, несколько большими восстанавливаемой гайки;
-отрезать от прутка заготовку необходимой длины с припуском на последующую обработку (вручную ножовкой или на фрезерном станке);
-фрезеровать поверхности установочного шипа (базовые поверхности) с одной установки на горизонтально-фрезерном станке набором дисковых фрез (рис. 3.8, а);
-разметить центры отверстий под винты крепления, используя в качестве кондуктора деталь, сопрягаемую с гайкой ходового винта;
-сверлить отверстия под крепежную резьбу на сверлильном станке;
-нарезать в отверстиях крепежную резьбу и установить заготовку гайки ходового винта на место и закрепить винтами;
-вместо ходового винта оправку и разметить по ней на торце гайки окружность под резьбу (рис. 3.8, в). При установке оправки в отверстие под ходовой винт не должно быть радиального зазора, т. е. оправка должна плотно входить в отверстие;
-снять заготовку гайки ходового винта;
-установить заготовку гайки на угольнике (рис. 3.8, г) планшайбы токарного станка и выверить ее положение относительно линии центров по базовым поверхностям 1 и 2 и размеченному отверстию под резьбу;
-закрепить выверенную заготовку на угольнике;
-сверлить и растачивать отверстие под резьбу ходового винта;
-нарезать резьбу в расточенном отверстии по восстановленному ходовому винту;
-проверить качество нарезанной резьбы, используя в качестве калибра восстановленный ходовой винт.
Достоинства и недостатки передачи винт-гайка скольжения.
1. возможность получения большого выигрыша в силе;
2. высокая точность перемещения и возможность получения медленного движения;
3. плавность и бесшумность работы;
4. большая несущая способность при малых габаритных размерах;
5. простота конструкции.
Недостатки передач винт-гайка скольжения:
1. большие потери на трение и низкий КПД;
2. затруднительность применения при больших частотах вращения.
Источник
Ремонт гайки ходового винта
Ремонт деталей передач «винт—гайка»
Передача «винт —гайка» в соответствии с названием состоит из двух главных деталей — винта 3 (рис. 80) и гайки 4. При вращении винта 3 в ту или иную сторону гайка 4 совместно с ползуном 7, установленным на направляющих 2, будут перемещаться прямолинейно-поступательно. Такая передача позволяет обеспечить равномерность и точность перемещений, а также плавность и бесшумность работы. Основным техническим требованием, предъявляемым к винту и гайке, является высокая точность их изготовления. Наряду с этим требуется соблюдение важных условий при сборке: необходимо, чтобы ось винта 3 была строго параллельна направляющим 2, что обеспечивается соответствующей установкой концевого подшипника; при вращении ось винта не должна смещаться, при любом положении гайки 4 — совпадать с осью последней.
Винты обычно изготовляют из среднеуглеродистых (марок 45 и 50) или инструментальных (У 10 и У12) сталей, гайки — из оловянистых бронз (БрОНФ 10-1-1 или БрОЦС 4-4-17) или антифрикционного чугуна.
Резьба ходовых и грузовых винтов должна работать с наименьшими потерями на трение. Это достигается хорошим качеством обработки винта
и гайки, а также применением смазки. В значительной мере потери на трение зависят также от угла профиля резьбы. В этом отношении наилучшей является прямоугольная резьба (рис. 81, а), применяющаяся в особо точных передачах. С другой стороны, ей присущи серьезные недостатки, вследствие чего эта резьба в ряде случаев вытесняется трапецеидальной (рис. 81, б), имеющей значительные преимущества. Это возможность устранения осевых зазоров (мертвый ход), образующихся при износе, стягиванием разрезной гайки, что исключено при прямоугольной резьбе; более высокая прочность, так как основание витка у нее шире, чем у прямоугольной резьбы при том же шаге; простота изготовления. В зависимости от величины шага трапецеидальная резьба может быть крупной, нормальной и мелкой. Ее широко применяют для изготовления ходовых винтов, например в домкратах.
Для грузовых винтов, работающих под нагрузкой только в одном направлении, например в гидравлических и винтовых прессах, для нажимных винтов прокатных станов и т.п. применяют упорную резьбу (рис. 81, в), которая также может быть крупной, нормальной и мелкой.
Рассмотренные резьбы используют в передачах «винт—гайка» с трением скольжения (ВГС), однако КПД этих передач невысок. На рис. 81, г показана резьба полукруглая, используемая в передачах «винт—гайка» качения (ВГК), которые также называют шарико-винтовыми передачами (ШВП), а их механизмы — шарико-винтовыми механизмами (ШВМ). По сравнению с обычными винтовыми парами трения скольжения передачи ВГК обладают значительно большим КПД, меньшим износом, большей долговечностью и повышенной жесткостью и точностью. Их применяют в приводах современных шлифовальных, фрезерных, токарных и других станков, в том числе с программным управлением.

Рис. 80. Передача «винт—гайка»:
1 — ползун; 2 — направляющие; 3 — винт; 4 — гайка

Рис. 81. Винтовые резьбы различных профилей в передачах «винт—гайка» скольжения (ВГС) и «винт—гайка» качения (ВГК):
а — прямоугольная; б — трапецеидальная; в — упорная; г — полукруглая; d, d1 и d2 — соответственно наружный, средний и внутренний диаметры резьбы; Р — шаг резьбы; R —радиус шариков качения
Источник
Pereosnastka.ru
Обработка дерева и металла
К точности винтовых передач предъявляются различные требования в зависимости от функции, выполняемой данной сборочной единицей. Например, при изготовлении ходовых винтов для точных перемещений отклонения в пределах одного шага составляют ± мкм, а наибольшее допускаемое биение по наружному диаметру на длине до м — 120 мкм.
Винты обычно делают из качественной стали, я гайки, которые дешевле и проще в изготовлении, выполняются из чугуна или бронзы или из чугуна с бронзовыми или баббитовыми вкладышами.
Резьба ходовых и грузовых винтов должна работать с наименьшими потерями на трение. Это достигается хорошим качеством обработки винта и гайки, а также применением смазки. В значительной мере потери на трение зависят также и от угла профиля резьбы. В этом отношении наилучшей является прямоугольная резьба. Но, с другой стороны, ей присущи серьезные недостатки, вследствие чего прямоугольная резьба вытесняется трапецеидальной.
Преимущества трапецеидальной резьбы следующие:
— осевые зазоры (мертвый ход), образующиеся при износе, можно устранить стягиванием разрезной гайки, что невозможно для прямоугольной резьбы;
— трапецеидальная резьба прочнее, так как основание витка у нее шире, чем у прямоугольной резьбы при том же шаге;
— трапецеидальную резьбу легче изготовлять, чем прямоугольную. В зависимости от величины шага трапецеидальная резьба может быть крупной, нормальной и мелкой; она широко применяется для ходовых винтов и домкратов.
Для грузовых винтов, работающих под нагрузкой только в одном направлении, например в гидравлических и винтовых прессах, в нажимных винтах прокатных станов и т. д., применяется упорная резьба. Она также может быть крупной, нормальной и мелкой.
Рассмотренные выше профили резьб используются в передачах винт-гайка с трением скольжения, однако к п.д. этих передач невысок.
На рис. 1, г показан полукруглый профиль резьбы, используемый в передачах винт — гайка качения ( ВГК ). По сравнению с обычными винтовыми парами трения скольжения передачи ВГК обладают значительно большим к.п.д., меньшим износом, большей долговечностью и повышенной жесткостью и точностью. Их применяют в приводах современных шлифовальных, фрезерных, токарных и других станков, в том числе с программным управлением.
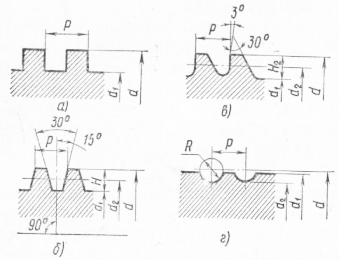
Рис. 1. Профили резьб винтовых передач:
а — прямоугольная, б — трапецеидальная, в — упорная, з— полукруглая
В передачах ВГК между рабочими винтовыми поверхностями винта и гаек и помещены стальные шарики. При вращении винта шарики благодаря трению перекатываются по нарезке и передают движение от винта на закрепленную в корпусе гайку, перемещающуюся поступательно При движении скорость перемещения шариков отличается от скорости ведущего и ведомого звеньев, поэтому необходимо обеспечить постоянную циркуляцию шариков. Для этого концы рабочей части резьбы гайки соединены возвратным каналом, помещенным во вкладыше