- Неисправности резаков и способы их исправления
- Резак пропановый , устранение неисправности
- #1 Роман Валев
- Прикрепленные изображения
- #2 Фунтик
- #3 Spec
- #4 schkaliki
- #5 Spec
- Прикрепленные изображения
- #6 schkaliki
- #7 Spec
- Ремонт резака пропанового
- Ремонт резака пропанового
- Вебсварка
- Взрыв резака
- qqqqq 23 Мар 2011
- 2
- qqqqq 23 Мар 2011
- 1
- 2
- 1
- Прикрепленные изображения
- 3
- Прикрепленные изображения
- Прикрепленные файлы
- 1
- 3
- Резак кислородно-пропановый
- Принцип действия и виды
- Конструкция
- Преимущества и недостатки
- Особенности использования
- Необходимое оборудование
- Нюансы резки
- Поверхностная и фигурная резка
- На что обратить внимание при выборе газового резака
- Как пользоваться кислородно пропановым резаком
- Как осуществлять резку металла газовым резаком: оборудование
- Достоинства и минусы
- Особенности применения
- Резка по поверхности
- Соотношение пропана и кислорода
- Комплект оборудования
- Подготовительные работы
- Начало работы
- Особенности резки
- Сколько расходуется газа
- Обратный удар — причины возникновения и защита
- Причины обратного удара
- Внешние признаки:
- Защита защита от обратного удара — клапан
- Добавить комментарий Отменить ответ
Неисправности резаков и способы их исправления
1. При соосном расположении внутреннего и наружного мундштуков резак подогревающее пламя имеет правильную форму и яркость по всей окружности, а струя режущего кислорода проходит через центр пламени в виде темной полосы (1).
2. Сдвиг внутреннего мундштука по отношению к наружному или наклонное сверление выходного канала на внутреннем мундштуке приводят к смещению струи режущего кислорода и несимметричности подогревающего пламени, в этом случае рез получается односторонним (2).
3. Износ выходного канала наружного мундштука (обгорание стенок канала) приводит к образованию пламени в форме метлы; снижается скорость резки и верхние кромки металла оплавляются больше (3).
4. Износ выходного канала внутреннего мундштука дает завихренную форму режущей струи и подогревающего пламени, глубина реза снижается, а ширина его увеличивается (4).
5. Попадание в канал внутреннего мундштука посторонних частиц приводит к образованию струи режущего кислорода в форме ласточкина хвоста, в этом случае получается косой рез (5) и недопустимое уширение реза в нижней части (6).

Рис. 21. Форма пламени и разрезаемого металла при различных неисправностях резака (2)
1-при концентричном расположении внутреннего и наружного мундштука резака;
2-сдвиг внутреннего мундштука по отношению к наружному;
3-износ выходного канала наружного мундштука;
4-износ выходного канала внутреннего мундштука;
5,6-попадание в канал внутреннего мундштука посторонних частиц
6. Отсутствует запас ацетилена и частые хлопки.
6.1. Неплотная посадка инжектора на седле корпуса или на уплотнительной поверхности головки.
6.2. Засорение каналов мундштука, смесительной камеры или инжектора: продуть каналы в направлении, обратном потоку газа при нормальной работе резака, или прочистить медной проволокой.
6.3. Недостаточное давление кислорода: проверить и установить требуемое давление по манометрам редукторов согласно паспортным данным мундштука.
6.4. Мало или велико расстояние между торцами инжектора и смесительной камеры: вывернуть инжектор на 0,5-1,0 оборота или ввернуть его.
6.5. Большой диаметр выходного канала инжектора: заменить инжектор годным.
6.6. Плоский конец инжектора перекрывает ацетиленовый канал в результате проседания седла корпуса или неправильного изготовления инжектора: сменить корпус резака или заменить инжектор.
6.7. Перегрев мундштука и трубки горючей смеси при продолжительной работе резака6 охладить в чистой воде.
7. Постоянные хлопки пламени при пуске струи режущего кислорода.
7.1. Плохое уплотнение внутреннего мундштука, в результате чего в каналы горючей смеси проникает режущий кислород: подтянуть внутренний мундштук.
7.2. Уплотнительная поверхность головки внутреннего или наружного мундштука имеют задиры или забоины: зачистить или сменить эти детали.
8. Пламя горит нормально, но через некоторое время в нем появляется, то избыток кислорода, то избыток ацетилена.
8.1. Изменение давления ацетилена или кислорода в результате неисправности линии подачи газов: проверить, продуть и слить скопившуюся воду в шлангах.
9. Подогревающее пламя меняет форму.
9.1. Вода в шланге: слить воду.
10. В месте ввертывания заглушки в головку резака выходит кислород.
10.1. Заглушка затянута неплотно или на уплотнительных поверхностях имеются задиры: подтянуть заглушку, исправить дефекты уплотнительных поверхностей.
Источник
Резак пропановый , устранение неисправности
#1 Роман Валев
Уважаемые знатоки, здравствуйте.
Прошу Вашего совета.
Резак у меня 80 х годов, но незначительно использованный,
при резке для подогрева металла не хватает кислород, выдувающий нормально.
Чистил канал кислорода в инжекторе и пользы нет.
Эффект в подогревании происходит если расслабить гайки нижнею и верхнею ( см. фото), но это скорее опасно.
В приложении фото резака.
Прикрепленные изображения




Сообщение отредактировал Роман Валев: 17 Октябрь 2019 11:46
#2 Фунтик
#3 Spec
У вас ацетиленовый резак. Соотношение газов в смеси «кислород / ацетилен» около 1,1. При работе на пропан-бутане соотношение «кислород / пропан-бутан» примерно 3,5 (т.е. кислорода в горючей смеси в 3,5 раза выше). Так что у вашего резака кислородное голодание в линии подогревающего пламени. Для нормальной работы нужно изменить сечение сопла, смесительной камеры, инжектора.
Сообщение отредактировал Spec: 17 Октябрь 2019 22:10
#4 schkaliki

- Город: Тверская деревня.
#5 Spec
внешне резаки отличались только маркировкой на маховиках вентилей (пропан-ацетилен)
На первом снимке отчетливо видны маркировки на вентилях: «Кислород», «Ацетилен». Да и симптомы характерны. Что касается чистоты оборудования — то это должно быть нормой.
эжектор на пропане надо завернуть до упора, а потом открутить на 1,5 оборота назад. Так и делаю, а вот с чем это связано не знаю
Это связано с износом резака (горелки) (или дефектом изготовления) в месте сопряжения инжектора с рукояткой, кислород при этом идет не через инжектор, пропадает подсос в канале горючего газа, что в свою очередь приводит к обратным ударам. Эта тема обсуждалась ранее.
Прикрепленные изображения
#6 schkaliki
- Город: Тверская деревня.
На первом снимке отчетливо видны маркировки на вентилях: «Кислород», «Ацетилен Барашки ставили любые, у меня на старом резаке стояли оба от кислорода- крутят и ладно. Теперь о зазоре- просмотрел тему, на которую вы обратили внимание- там ничего нет ни за ни против. И нигде не встретил объяснения почему мне советовали делать именно так. Всё работало и работает до сих пор без обратных ударов ( включительно на новых резаках). Теперь немного о лексике- если вы в утвердительно-безапелляционном тоне настаиваете на бесспорности своего утверждения, то исправьте инжектор на ЭЖЕКТОР. Именно на явлении эжекции основана работа резаков эжекторного типа. Ну и по существу- в эжекторе есть калиброванное отверстие и увеличение подсоса кислорода не приводит к обратным ударам. Посмотрите перечень причин, приводящих к обратному удару:Причины обратного удара Что приводит к возникновению такой фатальной ситуации: • Неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени; • Слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки; • В мундштуке накапливается ссор, если он забьет отверстие на его конце, давление газа на выходе увеличится; • Закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду. • Если закончился баллон с кислородом или ЗАБИЛСЯ ИНЖЕКТОР (на правописание не обращайте внимания- это популистская выдержка из общепринятой рекомендации)и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения..
Сообщение отредактировал schkaliki: 20 Октябрь 2019 18:09
#7 Spec
Блин, «Остапа ( schkaliki ) понесло.
Изначально тема о причинах недостатка кислорода в подогревающем пламени при норме режущего. Если Вам есть что сказать – опишите причины. В посте 4 Вы пишете о ТО резака, но ничего о причинах.
— Инжектор либо не соответствует установленному мундштуку.
— Инжектор согласуется с установленным мундштуком, но резак ацетиленовый (на мундштуке должен быть выбит его номер и буква А (ацетилен) или П (пропан).
И писал я не только о «барашках» но и о том, что описываемые симптомы характерны для ацетиленовых резаков, подключенных к пропану.
Теперь о зазоре. Еще раз просмотрите раздел
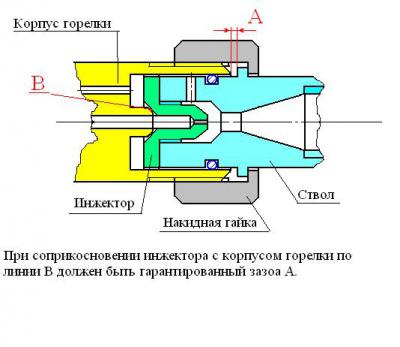
Важен не «зазор», а герметичное сопряжение инжектора с корпусом резака (горелки). Если это не обеспечить – кислород большей частью пойдет мимо инжектора, «подсос» — снижение давления в магистрали горючего газа — исчезнет. Т.к. давление в кислородной магистрали изначально выше, чем в магистрали горючего газа, кислород проникнет в последнюю, образуется горюче — взрывчатая смесь. Возможные последствия этого объяснять не буду.
Вы в утвердительно-безапелляционном тоне пишите: «Именно на явлении эжекции основана работа резаков эжекторного типа». Уверяю, что работа резаков основана не на «явлении эжекции», а на процессе горения в потоке кислорода нагретой до определенной температуры углеродистой стали. Так что замена термина «Инжектор» на «эжектор» принципиально ничего не поменяет. Кстати, вы пишите о «резаках эжекторного типа». А что скажете о «безэжекторных» резаках. Мне такие не попадались, подозреваю, что их нет в природе.
Еще один перл: «Ну и по существу- в эжекторе есть калиброванное отверстие и увеличение подсоса кислорода не приводит к обратным ударам.».
А где написано, что приводит? И почему кислорода? Разряжение создается в канале горючего газа. Вы так ничего и не поняли. По существу – к обратному удару (точнее к условиям для его возникновения) приводит не увеличение или снижение величины «подсоса», а утечка кислорода в магистраль горючего газа, с образованием взрывоопасной смеси газов, что бывает при нарушении сопряжения инжектора с корпусом резака (зона В на рис. выше).
Для возникновения взрыва (обратного удара) смеси горючего газа с кислородом необходимы и достаточны 3 условия:
— Сама смесь в определенных пропорциях;
— температура вспышки смеси.
Первые 2 условия при работе резака (горелки) всегда присутствуют, а вот 3 условие следует предотвращать. А наступить это может в 2 случаях:
— нагрев ствола резака или его частей до или выше температуры вспышки газовой смеси;
— снижение скорости потока горючей смеси газов на срезе мундштука ниже скорости ее горения.
Возвращаясь к инжектору, который вы так любите крутить, можно сказать, что он не гарантирует от обратного удара, а лишь предотвращает распространение его в корпус резака, шланги и т.д.
Цитата: «немного о лексике- если вы в утвердительно-безапелляционном тоне настаиваете на бесспорности своего утверждения, то исправьте инжектор на ЭЖЕКТОР».
Не хотел я о лексике и о грамотности. Но «не судите, да не судимы будете».
- Да, я утверждаю, что негерметичное сопряжение инжектора с корпусом резака приводит к срыву эжекции. Но не безапелляционно – возражайте, только аргументировано, иначе – голый треп.
- «разогрев мундштука и трубки, на которую он накручивается». Мундштук накручивается не на трубку (а их в составе ствола 2 или 3), а на головку.
- «приводит к самовоспламенению смеси газов». Самовоспламенение – это без влияния извне, а вы пишите о недопустимом нагреве ствола резака. Так что это не самовоспламенение, а воспламенение в результате ее нагрева до температуры вспышки.
- «В мундштуке накапливаетсяссор, если он забьет отверстие на его конце, давление газа на выходе увеличится;» Вы, как я понял, имеете в виду «ссор»внутри резака…Ну, и… Обратный удар? Да просто пламя погаснет…
- «Закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду». Сами то поняли, что написали? Это как «Закрытие бутылки пробкой мешает налить водку в стакан». Высокая, высокая лексика!
- «Если закончился баллон с кислородом». Может с точки зрения высокой лексики правильнее будет «Если закончился кислород в баллоне»?
- «выдержка из общепринятой рекомендации» Это что за рекомендация? Кто ее общепринято дает? Не понятно…
- «– то есть все что влияет на давление кислорода, резкое изменение его значения..» Давление кислорода колеблется в узких пределах. Редуктор в сети, однако. Важна скорость истечения горючей смеси. Если она выше скорости горения – отрыв пламени, если ниже – возможен обратный удар. Но не всегда. Догадываетесь почему не всегда?
Теперь о терминах: Инжекция и Эжекция. Просмотрел с десяток книг по газовой сварке и резке авторитетных авторов. Термина «эжектор», «эжекторный» не встретил.
Итак, если упрощенно. Инжекция – впрыскивание. Эжекция – всасывание.
Инжектор в ГПА – деталь с калиброванным каналом, через который подается (можно сказать «впрыскивается») кислород. Часто в газо — и гидродинамике его называют соплом. Но в ГПА есть другие сопла, поэтому название этой детали (а это имено деталь, не сборка, не аппарат) инжектором, на мой взгляд, оправдано. Вы же называете эту деталь эжектором, т.е. «всасывателем». Согласитесь, нелепо. Ничего он не всасывает.И тем не менее в резаке (горелке) эжектор есть. Это совокупность инжектора, камеры смешения и корпуса, их объединяющего. Совместно они способны создавать Эжекцию (т.н. подсос в канале горючего газа), порознь нет.
Как вывод – Резаки и горелки, имеющие в своей конструкции инжектор (впрыскиватель), именуются «Инжекторными». Называть их Эжекторными (сосущими) как-то нелепо.
Это мое мнение. Можно возражать, но это вряд ли поможет Роману Валеву разобраться с резаком.
Сообщение отредактировал Spec: 21 Октябрь 2019 15:54
Источник
Ремонт резака пропанового
Ремонт резака пропанового
2.6. Неисправности резаков и способы их исправления
1. При соосном расположении внутреннего и наружного мундштуков резак подогревающее пламя имеет правильную форму и яркость по всей окружности, а струя режущего кислорода проходит через центр пламени в виде темной полосы (1).
2. Сдвиг внутреннего мундштука по отношению к наружному или наклонное сверление выходного канала на внутреннем мундштуке приводят к смещению струи режущего кислорода и несимметричности подогревающего пламени, в этом случае рез получается односторонним (2).
3. Износ выходного канала наружного мундштука (обгорание стенок канала) приводит к образованию пламени в форме метлы; снижается скорость резки и верхние кромки металла оплавляются больше (3).
4. Износ выходного канала внутреннего мундштука дает завихренную форму режущей струи и подогревающего пламени, глубина реза снижается, а ширина его увеличивается (4).
5. Попадание в канал внутреннего мундштука посторонних частиц приводит к образованию струи режущего кислорода в форме ласточкина хвоста, в этом случае получается косой рез (5) и недопустимое уширение реза в нижней части (6).
Рис. 21. Форма пламени и разрезаемого металла при различных неисправностях резака (2)
1-при концентричном расположении внутреннего и наружного мундштука резака;
2-сдвиг внутреннего мундштука по отношению к наружному;
3-износ выходного канала наружного мундштука;
4-износ выходного канала внутреннего мундштука;
5,6-попадание в канал внутреннего мундштука посторонних частиц
6. Отсутствует запас ацетилена и частые хлопки.
6.1. Неплотная посадка инжектора на седле корпуса или на уплотнительной поверхности головки.
6.2. Засорение каналов мундштука, смесительной камеры или инжектора: продуть каналы в направлении, обратном потоку газа при нормальной работе резака, или прочистить медной проволокой.
6.3. Недостаточное давление кислорода: проверить и установить требуемое давление по манометрам редукторов согласно паспортным данным мундштука.
6.4. Мало или велико расстояние между торцами инжектора и смесительной камеры: вывернуть инжектор на 0,5-1,0 оборота или ввернуть его.
6.5. Большой диаметр выходного канала инжектора: заменить инжектор годным.
6.6. Плоский конец инжектора перекрывает ацетиленовый канал в результате проседания седла корпуса или неправильного изготовления инжектора: сменить корпус резака или заменить инжектор.
6.7. Перегрев мундштука и трубки горючей смеси при продолжительной работе резака6 охладить в чистой воде.
7. Постоянные хлопки пламени при пуске струи режущего кислорода.
7.1. Плохое уплотнение внутреннего мундштука, в результате чего в каналы горючей смеси проникает режущий кислород: подтянуть внутренний мундштук.
7.2. Уплотнительная поверхность головки внутреннего или наружного мундштука имеют задиры или забоины: зачистить или сменить эти детали.
8. Пламя горит нормально, но через некоторое время в нем появляется, то избыток кислорода, то избыток ацетилена.
8.1. Изменение давления ацетилена или кислорода в результате неисправности линии подачи газов: проверить, продуть и слить скопившуюся воду в шлангах.
9. Подогревающее пламя меняет форму.
9.1. Вода в шланге: слить воду.
10. В месте ввертывания заглушки в головку резака выходит кислород.
10.1. Заглушка затянута неплотно или на уплотнительных поверхностях имеются задиры: подтянуть заглушку, исправить дефекты уплотнительных поверхностей.
Вебсварка
Взрыв резака
 qqqqq 23 Мар 2011
qqqqq 23 Мар 2011
Я не сварщик, я работаю продавцом и мне за всю историю работы 10 лет, приносят пятый пропановый резак с взорвавшейся трубкой
естественно все говорят что работают уже по 30 лет и знают в чем траблы, а именно используется не качественный металл для изготовление трубок, другие гворят брак резака.
короче разводят меня )
но если это так почему тогда взрыв происходит именно в этом месте. ну во всяком случае мне приносили с разрывам только в этом месте
поставщику говорю я тебе отправлю на экспертизу. сказали что ненужно им слать и дали сразу заключение.. по факсу, но выслали сразу.

вот и сегодня принесли мне такой резак. говорят меняй и все. но я взял его на недельку.. думаю опять вышлю его. что скажеты вы господа сварные?
- 2


 Mykola 23 Мар 2011
Mykola 23 Мар 2011
qqqqq 23 Мар 2011
На Ваш запрос сообщаем, что разрушение (взрыв) трубки подачи горючей смеси резака «Маяк-2-01» произошло из-за её её расплавления в результате проскакивания внутрь трубки пламени и его горения на входе из смесительной камеры.
Данная неисправность произошла из-за неправильной эксплуатации резака и нарушений п.п. 5.9, 5.10, 5.11, 6.4, 6.5, 6.6, 6,8, 6.9 паспорта.
Сейчас буду читать паспорт.
Mykola 23 Мар 2011
 Helper 23 Мар 2011
Helper 23 Мар 2011
 Spec 23 Мар 2011
Spec 23 Мар 2011
 morgmail 24 Мар 2011
morgmail 24 Мар 2011
Самое смешное было, когда один из «дедков» с важным видом говорит, указывая на инжектор, что нужно эту штуковину выкрутить, а потом снова закрутить.
Ваша безграмотность меня поражает, вообщето инжектором регулируется подсос горючего газа,
Про манометры, так на них вообще никто не смотрит, ацетилена (пропан-бутана) накручивают много как и кислорода.
Это очень плохо, из-за большого давления горючего газа, в основном и происходят обратные удары.
При зажигании горелки (резака) открывают сначала горючий газ и прижимают пламя, зачем-то, к изделию, затем уже добавляют кислород.
Если не прижимать к «изделию» то пламя обычно сдувает при открытии кислорода. Я ещё ни разу не видел сварного который бы разжигал резак по ТБ.
Смысл этого действия так мне и не ясен,
Простите, а Вы кто будете по профессии?
- 1
Helper 24 Мар 2011
 levdenisov1962 24 Мар 2011
levdenisov1962 24 Мар 2011
- 2
Helper 24 Мар 2011
на седовласых катушку кактить пожалуста не надо, pofigist вам нравится крутить инжектор-Ваше право,я забыл что такое инжектор,пользуюсь резаками повышенной надежности плюс затворы, про пулеметную очередь из резака нужно давно забыть, рекомендую-универсальные резаки повыщенной надежности, (КОРД)
Согласен, критика с моей стороны лишняя, так иногда накипает… А Вы подумайте – сколько сварщиков работает на наших стройках? Да единицы! Остальным я бы доверил только варить армокаркасы или вообще отобрал держак. Не аттестованные и не имеющие никакого сварочного образования. К нам в контору пришли два парня со стройки (строили метро на Золотой ниве), так я их арматурщиками называю, на большее неспособны. А сколько таджиков, говорящих, что всё умеют, трудятся… По-осени ремонтировал теплотрассу, а рядом вели ветку, к гаражам, таджики. И вот когда они опускали плеть в яму, то труба просто сломалась по стыку. Их хозяин говорит: сталь углеродистая, вот и сломалась. Показываю, посмотри провара никакого, а труба толстостенная. Вечером, уходя домой, смотрю всё-таки, понял он суть, так как пригласил мужиков с ЦТП завода, они и переварили всё.
А Корд хороший резак, полностью поддерживаю Вас! А вот мне нужно купить ацетиленовую горелку для газосварки, есть выбор, к примеру НОРД, MESSER, но куплю простую горелку Г2-04 с наконечниками 1-3 за 500р. и буду крутить инжектор…
- 1
Spec 24 Мар 2011
Прикрепленные изображения

Mykola 24 Мар 2011
tig 24 Мар 2011
Надо просто обеспечить герметичность в зоне прилегания инжектора к стволу горелки, там есть выступ для посадки конусной выточки инжектора. Если в этом месте нет механических повреждения герметичность обеспечивается затяжкой накидной гайки крепления ствола.
Пункт №5 «При отсутствии разрежения» Вашего комикса говорит о том же.
Mykola 24 Мар 2011
tig 25 Мар 2011
Mykola 25 Мар 2011
- 3
Spec 25 Мар 2011
Комментарии к комиксам будут?
А как же! Комикс он и есть комикс. Особенно впечатляет п.5. Это как проверить без рентгена? да и он не поможет. И что значит «устранить»? Как, кто устранять будет? Сварщик напильником?
Понятно, комикс предложен из-за п.2 — «вывернуть инжектор на 1/2 оборота» Вопрос — зачем? И почему именно на 1/2, а не 1 или 2? Я много занимался газопламенной аппаратурой и мне понятно, что плечики ствола уперлись в корпус, а инжектор не вошел в контакт с седлом. Но это БРАК горелки и эксплуатировать ее нельзя! Предположим, сварщик поверил комиксу и выкрутил слегка инжектор. Есть подсос! Где гарантия, что через некоторое время инжектор не сделает произвольно эти 1/2 (можно и меньше) в другую сторону? Обратный удар, травма, расследование. Кто ответит — автор этого вот комикса? . Горелки и резаки имеют инструкцию по применению и ни в одной (по крайней мере из известных мне) нет и намека на «регулировку» инжектора путем выкручивания или закручивания. Автор комикса занялся вольным сочинительством, что недопустимо. Мы имеем дело с взрывоопасными газовыми смесями и руководствоваться надо паспортом на аппаратуру и официальными нормативными документами
Прикрепленные изображения

Прикрепленные файлы
- Г2.djvu118,12К 754 скачиваний
- 1
Spec 25 Мар 2011
Разрежение в горелке регулируется не «плотностью прижатия инжектора к седлу корпуса горелки», а регулируемым расстоянием «L»
Сварщик должен проверить горелку (резак), помимо герметичности соединений, на предмет инжекции — она есть или ее нет! Так вот, если не будет герметичного контакта между инжектором и стволом инжекции не будет! Расстояние L, как и другие размеры, что я привел на рисунке, рассчитываются при проектировании для получения высокого коэффициентя инжекциии и должны обеспечиваться при изготовлении. Качественно изготовленная горелка имеет оптимальный коэффициент инжекции, и всякие настройки только ухудшат инжекцию. Да и как прикажете регулировать разряжение сварщику? Мановакуумметрами снабдить?
Mykola 25 Мар 2011
- 3
Spec 25 Мар 2011
Mykola, По поводу красного пятна я уже ответил. С газопламенной аппаратурой я сталкиваюсь на практике очень часто, в том числе и газопламенными горелками для напыления, которые на порядок сложнее.
Вообще, мне удивительно, что на форуме сварщиков нужно растолковывать, что надо руководствоваться нормативными документами, а не комиксами, что всякие «регулировки», не предусмотренные инструкцией по применению аппаратуры, не допустимы, т.к. это изменение конструкции. Да, многие так делают, некоторые после этого взрываются, Вы к этому призываете?
Резак кислородно-пропановый
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.

Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.

Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.

Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.

Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.

Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.

Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Как осуществлять резку металла газовым резаком: оборудование
 Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
Обратный удар — причины возникновения и защита

Клапан обратного удара
Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени.
Если воспламенение проникло в горелку (резак), оно движется по газовым каналам с огромной скоростью.
Т.е обратный удар – это такая ситуация, при которой газ начинает сгорать в направлении противоположном своему истечению и скорость его сгорания выше, чем скорость его истечения.
Последствия такого негативного развития событий могут быть разнообразными:
• выход из строя оборудования
• разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном
• человеческие жертвы!
Причины обратного удара
Что приводит к возникновению такой фатальной ситуации:
• неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени;
• слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки;
• в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится;
• закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду.
• если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения
Внешние признаки:
• резкий хлопок, но горение пламени продолжается (слабое пламя, неправильная настройка);
• хлопок с прекращением горения из мундштука идет дым.
Защита защита от обратного удара — клапан
Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения.
Работает он следующим образом: поток пламени, проникающий в горелку (резак) или рукава, немедленно гасится огнегасителем . Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Всего существует их два вида:
• на кислород
• и на горючий газ.
Они всегда идут в паре. Устанавливаются на редуктор или горелку (резак) и выдерживают минимум сто обратных толчков пламени идущих один за другим.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽Источник