GAZ Gazelle › Logbook › Замена ГБЦ 1 jz-ge vvti ч.3/ Закончено. Подсчеты затрат.

Установили гбц, залил новое масло и антифриз.

После первого запуска обороты держались 3000, пока выезжал с гаража опустились до 1200хх, при «D» 1100. Подсоса воздуха нигде нет. Поехал домой, думал может упадут до нормальных, но НЕТ. На следующий день скинул клемму на 5 минут, опять обороты 2500. Пока не проехал немного не упали. Но все равно держатся 1100. Почистил клапан ХХ-не помогло. В чем проблема кто знает?
Вывод после замены гбц: Прибавилась тяга, больше не колбасит двс, нет «пуков» в глушитель на холостых.
Итого потрачено:
1) Ремень ГРМ — Mitsuboshi 137MY25-1353р
2) Ролик ремня ГРМ — Koyo U00345F-858р
3) Навесной ремень — Mitsuboshi 6PK1870-761р
4) Сальник коленвала передний — 9031146001 -437р
5) Сальник распредвала — Musashi T1300 и 9031140020 TOYOTA- 141+235р=376 (они одинаковые, решил один поставить оригинал))))
6) Прокладка клапанной крышки — 1121346030 и 1121446011-606+688р=1294р
7) Прокладка головки блока — 1111546045-3468р
8) Колпачок маслосъёмный клапана выпускного K9091302089 NOK (12шт)-636р
9) Колпачок маслосъёмный клапана впускного K9091302090 NOK (12шт)-540р
10) Наконечник катушки зажигания — TCP002 FEBEST (3шт)-393р
11) Силиконовый Шланг на 18мм-600р/м=600р
12) Силиконовый Шланг на 16мм-350р/м=525р
13) Комплект силиковых патрубков УМЗ 4216-850р
14) Хомуты (обычные и силовые)-200р
15) Масло Eneos полусинтетика 5w30 -1000р
16) Антифриз Niagara красный 10кг-800р
17) Маслянный фильтр VIС С111-190р
18) Краник печки NEXT-600р
19) Ремонт гбц -1500р
20) Покупка Гбц-3000р
Итого: 19381 рублей
Источник
Проверка и ремонт деталей ГБЦ
1. Очистите днища поршней и поверхность блока цилиндров, сопрягаемую с головкой блока цилиндров,
а) Проворачивая коленчатый вал, последовательно установите поршни в ВМТ. Шабером очистите поверхности днищ поршней от углеродных отложений.
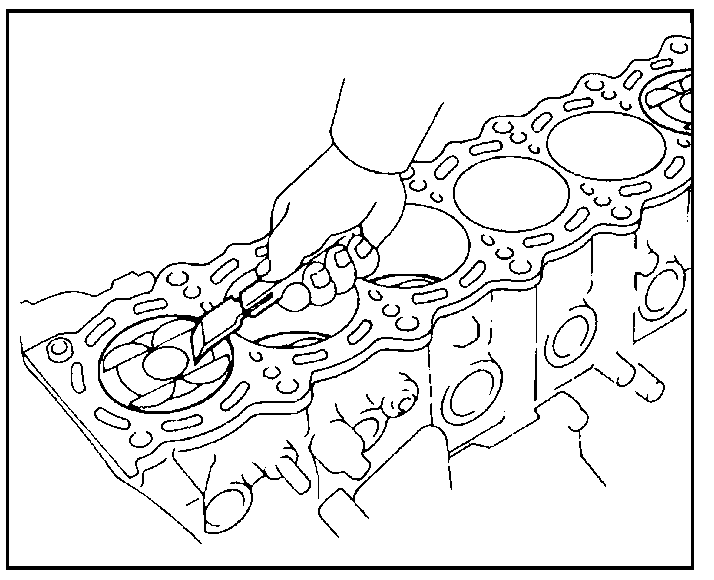
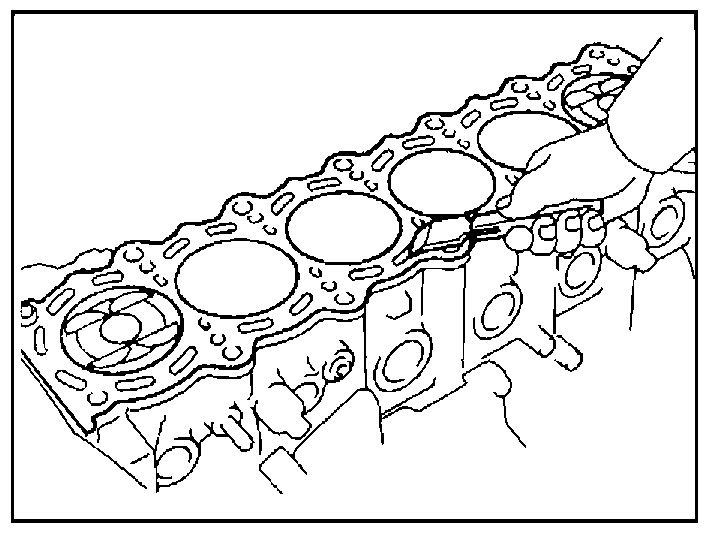
б) Шабером снимите остатки прокладки головки блока на поверхности разъема блока цилиндров.
в) Сжатым воздухом удалите углеродные отложения и остатки прокладки головки блока с поверхностей отверстий под болты.
Примечание: используя сжатый воздух, берегите глаза.
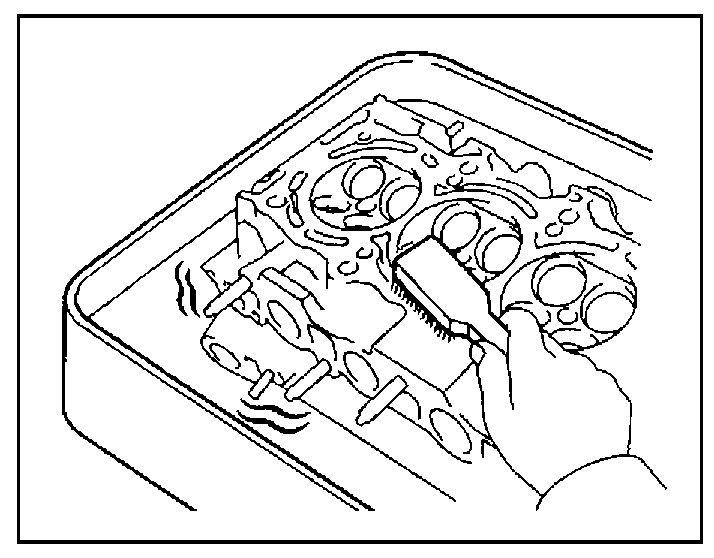
2. Очистите головку блока цилиндров,
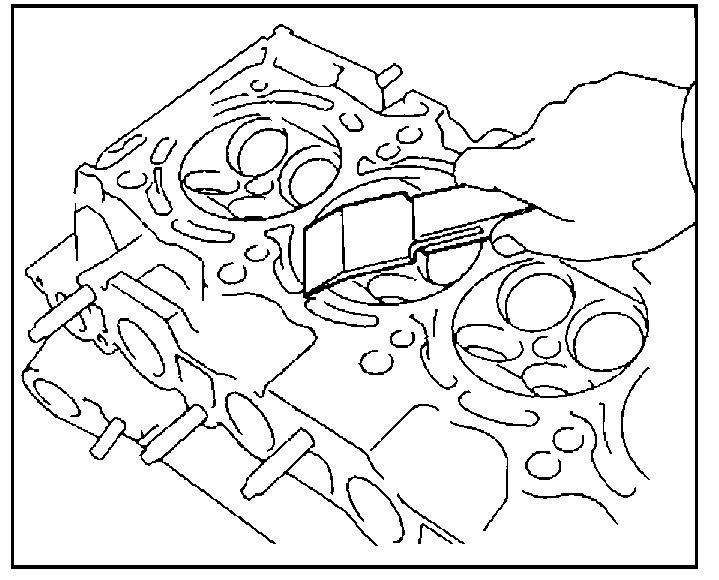
а) Очистите поверхность головки блока от остатков прокладки головки блока.
Примечание: будьте осторожны, чтобы не повредить поверхность головки блока, сопрягаемую с прокладкой.
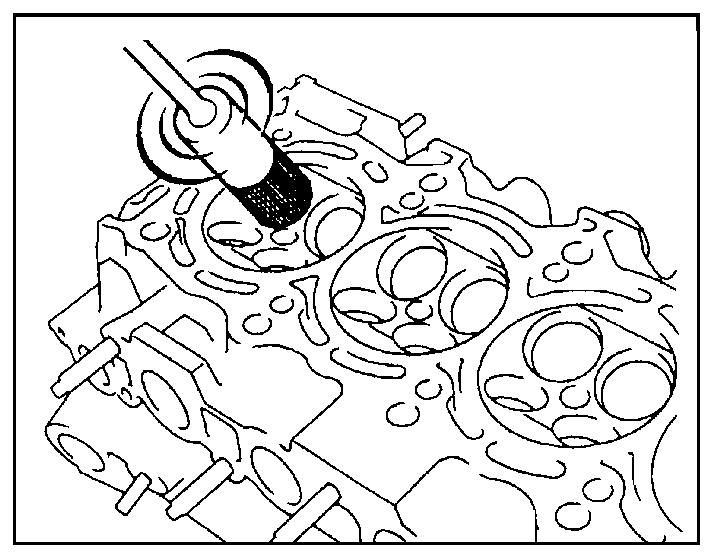
б) Очистите поверхности камер сгорания головки блока металлической щеткой, удалив остатки углеродных отложений.
Примечание: будьте осторожны, чтобы не повредить поверхность головки блока, сопрягаемую с прокладкой.
в) Очистите отверстия направляющих втулок головки блока щеткой и растворителем.
г) Очистите поверхность головки блока цилиндров (сопрягаемую с поверхностью блока цилиндров), используя мягкую щетку и растворитель.
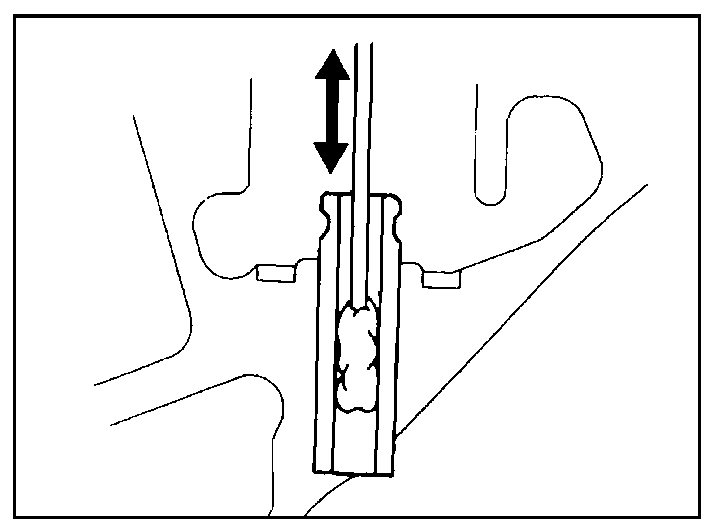
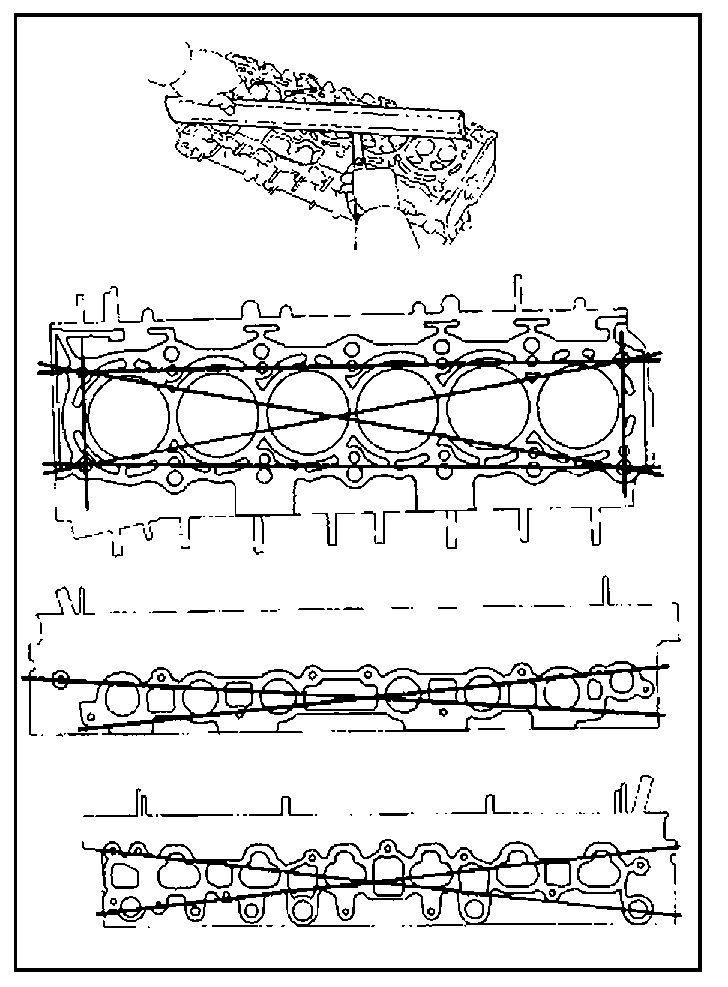
3. Проверьте головку блока цилиндров.
а) Прецизионной линейкой и плоским щупом, как показано на рисунке, проверьте неплоскостность рабочих поверхностей головки блока цилиндров, сопрягаемых:
- с поверхностью блока цилиндров.
- с поверхностями впускного и выпускного трубопроводов.
Максимально допустимая неплоскостность:
- 1JZ-GE, 2JZ-GE. 0,10 мм
- 1JZ-GTE. 0,20 мм
- 4S-FE. 0,05 мм
- 1G-FE:
- с блоком цилиндров. 0,2 мм
- с впускным коллектором. 0,2 мм
- с выпускным коллектором. 0,3 мм
- 2L-TE. 0,2 мм
Если величина неплоскостности превышает максимально допустимую, замените головку блока цилиндров.
б) Используя проникающий краситель, проверьте наличие трещин в камерах сгорания, впускных и выпускных каналах и на поверхности газового стыка. При наличии трещин, замените головку блока цилиндров или заварите ее с последующей шлифовкой.
Источник
GAZ Gazelle › Logbook › Замена ГБЦ 1 jz-ge vvti ч.3/ Закончено. Подсчеты затрат.
Установили гбц, залил новое масло и антифриз.
После первого запуска обороты держались 3000, пока выезжал с гаража опустились до 1200хх, при «D» 1100. Подсоса воздуха нигде нет. Поехал домой, думал может упадут до нормальных, но НЕТ. На следующий день скинул клемму на 5 минут, опять обороты 2500. Пока не проехал немного не упали. Но все равно держатся 1100. Почистил клапан ХХ-не помогло. В чем проблема кто знает?
Вывод после замены гбц: Прибавилась тяга, больше не колбасит двс, нет «пуков» в глушитель на холостых.
Итого потрачено:
1) Ремень ГРМ — Mitsuboshi 137MY25-1353р
2) Ролик ремня ГРМ — Koyo U00345F-858р
3) Навесной ремень — Mitsuboshi 6PK1870-761р
4) Сальник коленвала передний — 9031146001 -437р
5) Сальник распредвала — Musashi T1300 и 9031140020 TOYOTA- 141+235р=376 (они одинаковые, решил один поставить оригинал))))
6) Прокладка клапанной крышки — 1121346030 и 1121446011-606+688р=1294р
7) Прокладка головки блока — 1111546045-3468р
8) Колпачок маслосъёмный клапана выпускного K9091302089 NOK (12шт)-636р
9) Колпачок маслосъёмный клапана впускного K9091302090 NOK (12шт)-540р
10) Наконечник катушки зажигания — TCP002 FEBEST (3шт)-393р
11) Силиконовый Шланг на 18мм-600р/м=600р
12) Силиконовый Шланг на 16мм-350р/м=525р
13) Комплект силиковых патрубков УМЗ 4216-850р
14) Хомуты (обычные и силовые)-200р
15) Масло Eneos полусинтетика 5w30 -1000р
16) Антифриз Niagara красный 10кг-800р
17) Маслянный фильтр VIС С111-190р
18) Краник печки NEXT-600р
19) Ремонт гбц -1500р
20) Покупка Гбц-3000р
Итого: 19381 рублей
Источник
[Статья] Описание процеса ремонта двигателя на примере 1JZ
| Двигатель Системы: смазки, охлаждения, впрыска топлива и турбонаддува. |
- Посетителям
- Новеньким
- Патриотам
| Страница 1 из 88 | 1 | 2 | 3 | 11 | 51 | > | Последняя » |


![]()
В связи с большим количеством вопросов на данную тему предлагаю расставить все точки над «и». Объяснять постараюсь на доступном языке, ибо некоторые не понимают то, что написано в книгах или просто ленятся. Все подряд описывать не буду, остановлюсь лишь на вещах, относительно которых больше всего задают вопросов.
И так начнем по порядку, а именно с БЛОКА ЦИЛИНДРОВ.
При ремонте необходино сделать дефектовку. Первое, что можно сделать своими силами — это проверить на наличие задиров стенки цилиндров, шейки коленвала, шейки распредвалов, шейки шатунов. На стенках цилиндров обязательно должен быть ХОН. Это такие мелкие насечки нанесенные на поверхность цилиндра на заводе. Выглядят они как мелкая сетка. На ощупь они не ощущаются. Служат для того, чтобы задержать масляную пленку на стенках цилиндра, чтобы поршневые кольца скользили по масляной пленке, а не на сухую по зеркалу. Выглядит он примерно вот так (это хон на втулках шатунов).
Дальше, берем поршневое кольцо и вставляем его в цилиндр. При помощи щупов измеряем зазор в замке поршневого кольца. Измеренный зазор не должен выходить за рамки номинальных значений.
Зазор больше номинала может отрицательно сказаться на компрессии и количестве картерных газов. Если планируется серьезный тюнинг двигателя, то зазор специально увеличивают.
Зазор меньше номинала НЕДОПУСТИМ, т.к. смыкание кольца при нагреве может привести к подклиниванию и, как следствие, серьезным повреждениям цилиндра и/или поршня!
Дальнейшую дефектовку провести своими силами скорее всего не получится и лучше отвезти все детальки в узкоспециализированный сервис. Там проверят биение коленвала, проверят шатуны на изгиб, проверят втулки шатунов и их хон и т.д., а также все привалочные плоскости. При надобности их прошлифуют.
Многие в целях экономии времени, пытаются купить все запчасти еще не разобрав двигатель. Постараюсь объяснить, почему не стоит этого делать.
Каждая шейка коленвала имеет свой диаметр, так же как и шейки шатунов и соответственно, почти все вкладыши, на каждой шейке коленвала скорее всего будут разные, не удивляйтесь! Если купить, как предлагают во многих магазинах вкладыши одной размерной группы, то может получится такая ситуация, что зазор между одной шейкой и вкладышем будет слишком большим, а в другом слишком маленьким, либо его не будет вообще. Естественно так делать нельзя, иначе в ближайшем времени придется делать капиталку снова.
Вкладыши высчитываются следующим образом. На коленвале лазером нанесены 2 ряда цифр.
Один ряд из 6 цифр относится к шатунным шейкам. Первая цифра соответствует первой шейке, вторая-второй и так далее.
Второй ряд из 7 цифр относится к коренным шейкам.
Потом надо отыскать цифры на крышке шатунов. Цифра набитая на крышке каждого шатуна говорит о его диаметре (то есть диаметре его нижней головки).
На блоке ищем еще ряд из 7 цифр, который нам скажет о диаметре под коренную шейку в блоке. Теперь мы можем высчитать нужный вкладыш для каждой шейки.
Дальше делаем так: берем первую цифру набитую на коленвале (ряд из 7 цифр) и суммируем ее соответственно с первой цифрой выбитой на блоке. Открываем букварь и смотрим по табличке какая полнота коренного вкладыша соответствует этой сумме. Дальше все по аналогии.
Все по аналогии с коренными. Главное потом не перепутать какой шатун к какой шейке коленвала относится.
Если на шейке коленвала есть задир, то он растачивается под ремонтный размер. И уже понадобится ремонтный вкладыш, под размер которого и точился коленвал.
Теперь надеюсь понятно, что узнать какие вкладыши не разбирая движок просто невозможно!
И запомните раз и на всегда, что под ремонтные вкладыши коленвал надо точить. Если колено не точилось, то ремонтные вкладыши просто зажмут коленвал так, что его не провернешь. А то некоторые считают, что раз он движек ремонтирует, то и вкладыши надо ремонтные только поэтому ставить. Такие случаи не редки.
Лучше всего конечно при подборе вкладышей пользоваться микрометром, нутрометром и пластигагой (для проверки правильности выбора).
Рассмотрим варианты когда нам нужны новые поршня.
- Если сам поршень имеет дефекты, оплавления, царапины и т.д.
У серии JZ размерная группа только одна и тут выбирать не из чего. А вот у 4s-fe, 1g-fe и 2l-te есть несколько размерных групп. Номер каждой группы набит на самом поршне. - Если есть повреждения на поверхности стенок цилиндров. Такие как выработка хона, задиры, большая элипсность. В этих случаях требуется ремонт блока расточка и т.д.
Соответственно под расточенные цилиндры потребуются другие поршня, а именно ремонтные.
Владельцы JZ сразу готовятся к замене блока, потому что как я писал выше ремонтных поршней для этой серии движков у тойоты просто нет. Правда возможен вариант с гильзовкой или установкой кованой порщневой (актуально только для серьезного тюнинга турбо джейзета).
Исходя из всего этого понять, какие поршня нам понадобятся и что нам делать с блоком мы сможем только после разборки и дефектовки и уж никак не ДО.
Очень часто многие владельцы жалуются на то, что лампочка давления масла горит очень долго. Часто это говорит об умирающем масляном насосе. В виду его не высокой стоимости советую его просто заменить на новый, при чем владельцы 1jz-gte могут в качестве тюнинга сразу поставить насос от 2jz-gte. У него производительность выше
Все детальки, начиная от блока и заканчивая крышкой ГБЦ нужно отмыть. При чем особое внимание обращаем на масляные каналы. Их мы тщательно промываем очистителем карбюратора или чем то похожим. Владельцы турбовых джейзетов должны выкрутить масляные форсунки, продуть их под давлением. Ни в коем случае нельзя прикасаться тряпками или вского рода щетками к поверхности цилиндров и шейкам коленвала. Можно поцарапать. Мыть лучше всего средством под названием ДЕТАЛАН А-10 или ДЕТАЛАН А-10М .
https://www.gryazi.net/ — сайт производителя
Очищает лучше керосина, бензина и растворителя, не имеет такого запаха и не такой вредный. Некоторые моют бесконтактной мойкой, результат правда не очень совсем. В этом случае нужно знать, что при использовании воды стенки цилиндров и шейки коленвала мгновенно покрываются ржавчиной после такой мойки и их незамедлительно нужно смазать маслом.
При сборке следует обратить на некоторые моменты. Все трущиеся поверхности, такие как вкладыши, стенки цилиндра и т.д. необходимо смазать маслом. Что бы при первом запуске они не начали работать «в сухую «, в противном случае первый запуск может превратится в последний Смазывать лучше всего из масленки, потому что от кисточки или чего то подобного могут остаться ворсинки или щитинки. А например для вкладышей, где зазор очень маленкий это достаточно плохо. Так же можно перед запуском прокачать через отверстие для масляного фильтра масло. Лучше всего, для смазки поверхностей применять специальный сборочный состав.
Еще очень важно ПРОДУТЬ И ОЧИСТИТЬ ОТВЕРСТИЯ ПОД БОЛТЫ ГБЦ. Если в них будет жидкость или мусор, то при затяжке может ЛОПНУТЬ БЛОК!!
Нужно быть очень аккуратным с герметиком. Если нанесете его слишком мало то появятся течи, если слишком много, то он может вылезти из швов и попасть внутрь движка и забить там например какой нидудь масляный канал. Так что осторожнее. Герметик лучше всего брать оригинальный. Самый лучший герметик который я когда либо использовал.
Перед проверкой на плоскость. ГБЦ обязательно нужно отчистить от остатков прокладок иначе никого замера не получится. Плоскость лучше всего проверять на специальной плите, если плиты нет, то можно воспользоваться способом указаном в букваре. Правда погрешности его относительно плиты весьма велики( как показывает практика). Если сомневаетесь в точности своих измерений, то лучше сразу отправиться в специализированый сервис, где есть оборудование для точного измерения и проточки-шлифовки.
Проверяем все привалочные плоскости. В первую очередь плоскость ГБЦ в месте стыковки с блоком. Если кривизна привышает максимально допустимую, то отправляемся на проточку.
Проверяем плоскости в местах стыка с коллекторами. Кривизна в этих местах на наших движках встречается доволько редко. Но если она есть, то как правило на стыке с выпускным коллектором. Часто помогает установка двух прокладок.
Если с плоскостями все ок. То идем дальше.
Рассухариваем клапана. Выполняется эта процедура рассухаривателем. Будте осторожны, не потеряйте сухарики. Они маленькие и имеют свойства заваливаться в самые неподходящие места Пользуйтесь магнитом.
Берем доску сверлим в ней отверстия по диамерру совпадающие со штоком клапана. Делаем 2 ряда. Один ряд будет под впускные клапана, второй под выпускные. Подписываем у каждого отверстия номера. После разборки, клапана и одетые на них пружины вставляем в эти отверстия соответственно написаным ранее номерам. Потом это очень может пригодится. Выглядит это вот так:
Маслосъемные колпачки удобнее всего снимать специальными щипцами.
Далее берем штангенциркуль, желательно цифровой и проверяем следующие детальки. Длинну клапана, длинну пружины. По мимо длинны у пружин надо проверить их кривизну, для этого прикладываем ее к уголку. Все допуски по этим процедурам есть в букваре.
Нутрометром промеряем направляющие, микрометром диаметр штоков клапанов. Смотрим допуски, если какая то деталь выходит из допусков, то ее требуется заменить. Осматриваем седла и тарелки клапанов. На них не должно быть выщерблин или сколов.
Перед притиркой обязательно прочищаем направляющие и очищаем клапана от нагара. Шток клапана смазываем маслом.
Далее достаточно муторная и скучная процедура. Лучше всего для нее подходит 2х компонентная паста и приспособление для притирки, действующее по принципу зажима. Присоски и прочие подобные вещи не так функциональны и удобны. Притираем клапана до тех пор пока не исчезнут все раковины и пятно контакта тарелки с седлом не будет в допуске. Будте осторожны, не переусердствуйте. Правельнее всего сделать эту процедуру сделать на специальном станке, тогда точность этой процедуры будет на высоте. Но к сожалению такие станки есть не в каждом городе и иногда цены на эту процедуру весьма кусаются. После притирки, для проверки результата, ГБЦ желательно пролить. Для проливки очень хорошо подходит керосин. Если в каком то клапане обнаружилась протечка, то делаем соответствующие выводы.
Все детали ГБЦ должны быть тчательно вымыты и очищены. Особенно после проточки плоскостей и притирки клапанов. Смотрите, что бы стружка (проточка) и абразивная паста(притирка) были удалены. Не в коем случае для мойки алюминиевых поверхностей не применяйте бытовую химию с содержанием хлорки, типа доместоса. Иначе потом возможно придется выкинуть ГБЦ на помойку.
Ставим маслосъемные колпачки, предварительно смазав их моторным маслом. Не перепутайте впускные колпачки с выпускными. Проще всего их определить так — берем колпачек, переворачиваем его юбкой к верху и смотрим внутрь. Если цвет резинки черный, то это выпуск. Не перепутайте верх и низ у пружин. На них есть метки, но сделаны они краской и часто она стирается в процессе эксплуатации или мойки. Определить верх и низ очень просто. Смотрим на пружину, видим, что виток на пружине имеет разный шаг. Там где виток чаще — там низ, где реже — там верх. Каждый клапан должен вставляться на свое место( вот для чего нам была нужна доска с пронумерованными отверстиями) Для установки сухариков пользуйтесь пинцетом. После того как все собрано, обязательно легонько ударьте по штоку клапана, сухарики так плотнее сядут на свои места. После всех этих процедур получаем вот это:
О пластигаге
(она же пластигейдж, plastigage)
Есть PlastigaUge, а есть Plastigage (GLYCO).
Раскрою небольшой секрет. Многие знают про эту чудо вещь и как она необходима при ремонте для точного замера очень малых зазоров. Например вкладыш-шейка коленвала, постель распредвала-распредвал и т.д. Применений море, при чем не только в движке. К сожалению считается, что достать ее не так просто и почти никто не знает ее каталожного номера. Правда есть некоторые «продавцы» готовые впарить одну полоску за 1000р или даже выше.
В общем раскроем карты. Выкладываю каталожные номера с размерами, для измерений которых предназначен каждый вид.
| Артикул | Цвет | Размеры зазоров (мм) |
| SPG1 STD | зеленый | 0,025-0,076 |
| SPR1 STD | красный | 0,050-0,150 |
| SPB1 STD | синий | 0,102-0,229 |
| SPY1 STD | желтый | 0,230-0,510 |
Все эти номера есть на экзисте. По крайней мере я там их и заказываю постоянно. Средняя цена за полоску 35см длинной. 80 с копейками рублей (уж никак не 1000).
В общем заказывайте, используйте и ремонтируйте качественно.
Вот в принципе основные моменты, по которым очень часто встречаются косяки или возникают вопросы.
Если кому что непонятно, то спрашивайте. Дополнения приветствуются!
Источник