- Ремонт и обслуживание
- Ремонт рядных двигателей ЯМЗ 534, 536, 650
- Прайс на работы по капитальному ремонту двигателей ЯМЗ капитальный ремонт двигателей ЯМЗ
- Двигатели индивидуальной сборки
- Двигатели до и после ремонта
- Ремонтная база
- Контакты
- Снятие и установка головки цилиндров двигателя ЯМЗ-5340 и ЯМЗ-536
- Снятие и установка головки цилиндров двигателя ЯМЗ-5340 и ЯМЗ-536
- Снятие головки цилиндров с двигателя ЯМЗ-5340 и ЯМЗ-536
- Установка головки цилиндров и рымы на двигатель ЯМЗ-5340 и ЯМЗ-536
- Моменты затяжки основных резьбовых соединений двигателей семейства ЯМЗ-530 CNG.
- Моменты затяжки основных резьбовых соединений двигателей семейства ЯМЗ-530 CNG.
Ремонт и обслуживание
Ремонт рядных двигателей ЯМЗ 534, 536, 650
 |  |  |  |  |
 |  |  |
ПСФ «Автодизель-сервис» АО — Сертифицированный сервисный центр завода ПАО «Автодизель» (ЯМЗ) в городе Ярославль.
Одним из главных направлений является капитальный ремонт рядных двигателей ЯМЗ 534, 536, V- образных двигателей ЯМЗ 236, 238, 240 ,840.
Наши специалисты имеют большой опыт работы, постоянно проходят обучение на заводе ПАО «Автодизель», ООО МАН- Автомобили России. Ремонт двигателей производится на восьми стендах, в сервисном центре на территории нашей организации.
Прайс на работы по капитальному ремонту двигателей ЯМЗ капитальный ремонт двигателей ЯМЗ
Двигатели индивидуальной сборки
| Наименование Двигателя ЯМЗ | Цена ДВС (индивидуальной сборки) | Базовая цена капитального ремонта ДВС* (работа+з/ч) | Стоимость работ без учета запчастейи (разборка, мойка, дефектовка, сборка, обкатка, покраска) |
|---|---|---|---|
| 236М2 | 423 700,00 | 130 000,00 | 26 850,00 |
| 238М2 | 460 000,00 | 150 000,00 | 33 000,00 |
| 238НД3 | 577 000,00 | 180 000,00 | 35 400,00 |
| 238НД5 | 958 000,00 | 180 000,00 | 35 400,00 |
| 7511 | 600 000,00 | 200 000,00 | 39 200,00 |
| 658 | 937 000,00 | 316 000,00 | 44 000,00 |
| 240БМ2 | 877 500,00 (с гидромуфтой) | 290 000,00 (БЕЗ гидромуфты) | 44 800,00 |
| 240М2 | 882 500,00 | 290 000,00 | 44 800,00 |
| 240НМ2 | 1 341 000,00 | 325 000,00 | 49 900,00 |
| 8401 | —— | 400 000,00 | 79 350,00 |
| 850 | —— | 405 000,00 | 79 350,00 |
| 5341.10-10 | —— | 40 700,00+з/ч | 40 700,00 |
| 536.10 | —— | 66 100,00+з/ч | 66 100,00 |
| 650 | —— | 76 300,00+з/ч | 76 300,00 |
Цены указаны в руб РФ с НДС (20%).
Гарантия на двигатель индивидуальной сборки 6 месяцев.
Гарантия на капремонт двигателя 6 месяцев.
Гарантия на работы 6 месяцев.
Срок исполнения от 14 дней.
Работы по ремонту ДВС:
- Блок цилиндров (мойка, промывка и продувка масляных каналов, внешний осмотр)
- Ремонт коленчатого вала (шлифовка, полировка)
- Ремонт шатунов
- Ремонт ГБЦ
- Ремонт ТНВД
- Ремонт форсунок
Запасные части, подлежащие замене на НОВЫЕ: замена поршневой группы 100%
- Элементы топливного, масляного фильтра
- Масляный насос
- Водяной насос
- Топливный насос низкого давления
- Турбокомпрессор
- Замена прокладок и резиновых уплотнителей
- Замена отводящих трубок
- Термостаты
Испытание на стенде, покраска ДВС, установка ДВС на спецподдон.
*Указанные цены применяются при условии ремонтопригодности базовых деталей устанавливаемых на двигателе (блок цилиндров, коленчатый вал, головки цилиндров). При полной замене на новые детали или восстановленные их стоимость суммируется с базовой ценой.
Двигатели до и после ремонта
 |  |
 |  |
Ремонтная база
 |  |
Ремонт осуществляется с применением оригинальных запчастей ЯМЗ, ЯЗДА. По предварительному согласованию с заказчиком, в ходе ремонта могут применяться запасные части других производителей.
Запчасти демонтированные с двигателя в ходе, возвращаются владельцу. Также Заказчику предоставляется ведомость с перечнем всех замененных на двигателе запасных частей, их количеством и стоимостью. Это делает процесс ремонта прозрачным и открытым для заказчика.
ПСФ «Автодизель-Сервис» дает гарантию на все виды обслуживания. По желанию, вы можете лично контролировать процесс, присутствуя в ремзоне. На нашем сайте вы найдете перечень цен на услуги, наши специалисты проконсультируют вас по всем вопросам. Доступность цен и качество работы делают фирму «Автодизель-Сервис» ведущей компанией на рынке обслуживания двигателей ЯМЗ.
Своевременное обслуживание двигателей позволит продлить срок их службы и станет гарантией вашей безопасности.
Контакты
8-910-978-39-29 – Захаренко Владимир
8-920-105-53-83 – Комиссарова Любовь
Источник
Снятие и установка головки цилиндров двигателя ЯМЗ-5340 и ЯМЗ-536
Снятие и установка головки цилиндров двигателя ЯМЗ-5340 и ЯМЗ-536
Для получения доступа к обслуживанию внутренней части двигателя потребуется снять головку блока цилиндров и впоследствии вернуть её на место. Помимо этого, и сама головка цилиндров со временем может прийти в негодность.
Наиболее частые и известные проблемы связаны с подтеканием масла из под головки цилиндров, износом прокладки и негерметичностью каналов головки, из-за чего охлаждающая жидкость попадает в систему смазки, отсутствие уплотнения газового стыка прокладкой головки цилиндров, что приводит в выбрасыванию тосола/антифриза через крышку расширительного бочка и др.
Сегодня мы расскажем, как и в какой последовательности снимается головка блока цилиндров двигателя.
Снятие головки цилиндров с двигателя ЯМЗ-5340 и ЯМЗ-536
Снятие головки цилиндров не займет много времени и сил. Для работы понадобится комбинированный ключ на 17, а также кран-балка и подвеска.
Порядок действий такой:
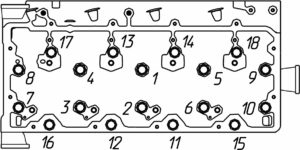
1. Ключом на 17 выверните 18 болтов М15×2,0 (1) (5340.1003016) крепления головки цилиндров.
2. С помощью кран-балки и подвески (2) за рымы снимите открученную ранее головку цилиндров (3) (5340.1003010).
3. И снимите прокладку ГБЦ (4) (5340.1003206).
Установка головки цилиндров и рымы на двигатель ЯМЗ-5340 и ЯМЗ-536
Во время работ по установке головки цилиндров на двигатель предварительно потребуется установить передние и задние рымы.
Предварительно подготовьте: непосредственно рымы, комбинированные ключи на 17 и 19, чистую салфетку и смазку.
Переходим к выполнению.
1. Установите на соответствующие боковые поверхности головки цилиндров рымы: задний правый (1), задний левый (2) (5340.1003331) и передний (3). Вверните по 2 болта (4) М14×1,5, подсобранных с шайбами в соответствующие им резьбовые отверстия головки на 2–3 нитки от руки.
2. Заверните болты (4) крепления рымов до конца на 19 с затяжкой моментом Мкр = 140-160 Н·м.
3. Установите прокладку головки цилиндров (5) (5340.1003206) на привалочную плоскость блока цилиндров, помещая ее по установочным штифтам (6) блока цилиндров.
4. Установите 2 направляющие оправки (7) диаметром 12,7 мм.На этом этапе перед установкой ГБЦ привалочную плоскость цилиндров обязательно нужно протереть сухой, чистой салфеткой.
5. После этого можно приступить к установке головки цилиндров (8) (5340.1003010) с помощью кран-балки и подвески. Зацепиться здесь вновь можно за рымы. Привалочная плоскость блока базируется по установочным штифтам и направляющим оправкам.
6. Смажьте резьбовую часть и опорные поверхности головок болтов крепления головки цилиндров.
7. Заверните 16 болтов (9) М15×2,0 крепления в резьбовые отверстия головки цилиндров на 2–3 нитки от руки. Извлеките направляющие оправки и вкрутите еще 2 болта.
8. Завершается установка блока цилиндров затяжкой болтов крепления головки ключом на 17 в три приема:
– предварительный момент Мкр = 100±10 Н·м;
– довернуть болты на угол 180±5 градусов;
– довернуть болты на угол 90±5 градусов.
Порядок установки болтов — на рисунке «а».
Готово! И рымы, и сами головки блока цилиндров установлены.
Источник
Моменты затяжки основных резьбовых соединений двигателей семейства ЯМЗ-530 CNG.
Моменты затяжки основных резьбовых соединений двигателей семейства ЯМЗ-530 CNG.
Крепеж головки цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. Далее болты крепления головки цилиндров затягиваются в три приема. После первого приема рекомендуется на головки болтов нанести метки фломастером по металлу, обращенные в сторону выпуска:
- 1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
- 2 прием – болты довернуть на 180º±5º.
- 3 прием – болты довернуть на 90º±5º.
Внимание! После затяжки болтов крепления головки цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется.
Порядок затяжки болтов крепления головки блока цилиндров.
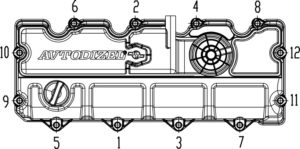
Крепеж крышки головки цилиндров.
На рисунке приведен порядок затяжки болтов крепления крышки головки цилиндров.
Затяжку болтов крепления крышки головки цилиндров производить в два приема:
- 1 прием – болты крышки завернуть от руки на 2…3 нитки;
- 2 прием – болты крышки, начиная со средних, последовательно перемещаясь в обе стороны, затянуть моментом 7,84 – 9,8 Н·м (0,8 – 1,0 кгс·м).
Порядок затяжки болтов крепления крышки головки цилиндров.
Моменты затяжки основных резьбовых соединений приведены в таблице.
| Резьбовое соединение | Момент затяжки Н·м (кгс·м) |
| Крепеж коленчатого вала и шатунно-поршневой группы: | |
| Болты крепления крышки коренных подшипников коленчатого вала | Предварительный момент затяжки: 135±15 (13,5± 1,5) Окончательный момент: довернуть болты на 120º±2º |
| Болты крепления маховика. Болты используются только 1 раз. Установка болтов второй раз недопустима | Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5) Окончательный момент: довернуть болты на 90º±2º |
| Болты крепления гасителя крутильных колебаний. Болты используются только один раз. Установка болтов второй раз недопустима | Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5) Окончательный момент: довернуть болты на 90º±2º |
| Болты крепления крышки шатуна | Предварительный момент затяжки: 70 ± 5 (7 ± 0,5) Окончательный момент: довернуть болты 115º±2º |
| Болты крепления форсунок охлаждения поршней | |
| Крепеж внутри картера маховика: | |
| Болты крепления корпуса шестерен | 80 – 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец |
| Болты крепления масляного насоса | 22 – 25 (2,2 – 2,5) |
| Болты крепления подшипника распределительного вала | |
| Болты крепления промежуточной шестерни привода пневмокомпрессора | |
| Болты крепления картера маховика | 10мм: 43 – 55 (4,4 – 5,6) 12мм: 80 – 100 (8,0 – 10,0) с нанесением герметика Loctite 518 на фланец |
| Крепеж механизма газораспределения: | |
| Болты стоек и оси коромысел | Затяжку производить в три приёма:
Источник |