
ОРГАНИЗАЦИЯ РАБОТЫ ОТДЕЛЕНИЯ ПО РЕМОНТУ ЭЛЕКТРИЧЕСКИХ МАШИН ПАССАЖИРСКИХ ВАГОНОВ
1 Технология ремонта подвагонных генераторов
1.1 Описание конструкции генераторов
Генератор служит для преобразования механической энергии в электрическую.
Подвагонные генераторы являются основными источниками питания, которые обеспечивают электроэнергией все потребители в пассажирских вагонах. Генераторы пассажирских вагонов приводятся во вращение через редуктор от оси колесной пары или от средней части оси.
В системах электроснабжения пассажирских вагонов широко применяют индукторные генераторы переменного тока. В отличие от обычного синхронного генератора они не имеют обмоток на роторе и колец со щетками для подвода к нему тока. Такие генераторы по сравнению с генераторами постоянного тока ввиду отсутствия щеточно-коллекторного аппарата надежны в работе требуют более простого ухода.
Все генераторы различают на генераторы постоянного тока и генераторы переменного тока.
Рассмотрим устройство генератора переменного тока со смешанным возбуждением типа 2ГВ.003.
Параметры генератора 2ГВ.003:
- мощность — 10,2 кВ А;
- мощность на выходе выпрямителя — 8 кВт;
- линейное напряжение: Основной обмотки — 45 В; Дополнительной обмотки — 24 В;
- напряжение параллельной обмотки возбуждения — 28 В;
- номинальный ток: Основной обмотки — 121 А; Дополнительной обмотки — 31,5 А; Последовательной обмотки возбуждения — 147 А;
- частота вращения: Номинальная — 950 об\мин; Наибольшая — 4000 об\мин;
- Наибольшая частота тока — 400 Гц;
- коэффициент полезного действия при номинальной частоте вращения 87%;
- число полюсов – 12;
- масса — 260 кг.
Генератор имеет корпус 1 с плитой для монтажа генератора под вагоном или на тележке. На остове находится ребра для воздушного охлаждения машины. Статор 9 выполнен из листов электротехнической стали, изолированных лаковой пленкой, и запрессован в корпус. Статор имеет пазы, в которые уложены катушки 5 и 6 обмоток якоря. Выводы от обмоток якоря подключены и зажимают панели, установленной в коробке 3. Подшипниковые щиты 4 и 13 имеющие наружные ребра для охлаждения, крепятся к корпусу болтами, в них установлены подшипники качения. Кольцевые приливы щитов служат для установки двух пар последовательно соединенных катушек обмотки возбуждения 12 и последовательной 11.
Ротор генератора выполнен в виде сердечника 10, собранного из листов электротехнической стали, изолированных друг от друга. Он имеет шесть зубцов, то есть двенадцать полюсов. Сердечник ротора запрессован на втулку 7, укрепленную на валу ротора. Втулка ротора является частью магнитопровода генератора и должна иметь достаточно большое сечение. В этих генераторных кольцах приливов 14 подшипниковых щитов также имеют развитую поверхность, т. к. через них проходит магнитный поток возбуждения. Генераторы 2ГВ различных модификаций имеют примерно однотипную конструкцию и отличаются устройством узла, подвески генератора к вагону, конструкцию подшипниковых узлов, расположением и количеством обмоток возбуждения, способом крепления ротора ( рисунок 1.1).
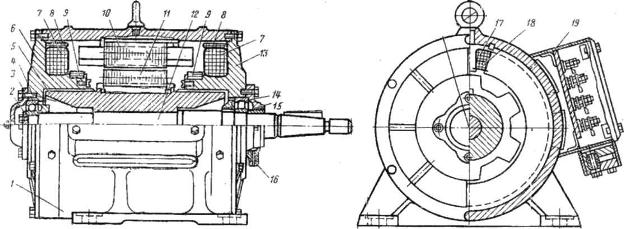
1 — остов; 2 — шайба; 3 — крышка подшипника; 4 — шариковый подшипник;
втулка; 6 — подшипниковый щит; 7 — параллельная обмотка возбуждения; 8 — специальная (противопараллельная) обмотка возбуждения; 9 – последовательная обмотка возбуждения; 10 — сердечник статора; 11 — ротор (индуктор); 12 — вал; 13 — подшипниковый щит; 14 — роликовый подшипник; 15 — крышка подшипника;
16 — масленка; 17 — основная зубцовая обмотка; 18 — дополнительная зубцовая обмотка; 19 — клеммная коробка.
Рисунок 1.1 — Генератор 2ГВ.003
Вал ротора вращается в двух подшипниках. Со стороны привода установлен роликовый подшипник, с противоположной стороны — шариковый. Для смазки подшипника предусмотрена масленка. К торцу вала болтами крепится шайба, запирающая шарикоподшипник. К щиту крепится крышка подшипника. К выводной клеммной коробке подводятся провода, идущие от обмоток статора и возбуждения. Коробка закрывается крышкой.
Рассмотрим устройство и параметры генератора переменного тока со смешанным возбуждением типа 2ГВ.008.
Параметры генератора:
- линейное напряжение, В: основной обмотки – 45; дополнительной — 30;
- номинальная мощность, кВт: основной обмотки — 8,95; дополнительной обмотки — 1,05;
- номинальный ток, А: основной обмотки – 115; дополнительной обмотки – 35;
- число фаз: основной обмотки – 3; дополнительной обмотки – 1;
- номинальная частота вращения, 700об\мин;
- максимальная частота вращения, 2500об\мин;
- напряжение обмотки возбуждения, 26 В;
- маховый момент, 1,7 кгм2 ;
- коэффициент полезного действия,78 %;
- масса, 300 кг.

Конструктивно генератор типа 2ГВ.008 (Рисунок 1.2) практически аналогичен генератору типа 2ГВ.003, но все же имеются некоторые отличия.
Источник
Ремонт электрооборудования пассажирских вагонов в электроцехе пассажирского вагонного депо
Страницы работы




Содержание работы
В пассажирском вагоне с системой электроснабжения имеются собственные источники электрической энергии (генератор и аккумуляторная батарея), обеспечивающие питание потребителей электроэнергией при движении и на стоянке.
Основным источником электроэнергии является генератор, который приводится во вращение от оси колесной пары вагона с помощью специального привода.
В системе электроснабжения применяется только постоянный ток. На вагоне устанавливается аккумуляторная батарея, служащая резервным (на стоянках) и аварийным источником питания при выходе из строя генератора. Потребители тока также рассчитаны для работы на постоянном токе.
Цепи всех потребителей, если вагон не находится в режиме отстоя, постоянно подсоединены к аккумуляторной батарее. Таким образом, напряжение потребителей и батареи одно, общее. Генератор подключается в работу тогда, когда он может обеспечить зарядное напряжение, т. е. когда скорость движения вагона достигает 30-40 км/ч. После подключения к общим цепям от генератора получают питание потребители и подзаряжается аккумуляторная батарея.
Для питания системы электроснабжения постоянный ток может быть получен не только от генераторов постоянного тока, но и от генераторов переменного тока. В этом случае аккумуляторную батарею и потребители подключают генератору через выпрямитель.
В системах с приводом генератора от оси колесной пары номинальное напряжение составляет от 50 до 110 В. Для таких систем приняты два стандартных напряжения: для вагонов без кондиционирования воздуха 50 В и для вагонов с кондиционированием 110 В.
Основным преимуществом системы автономного электроснабжения является то, что питание потребителей в каждом вагоне не зависит от внешних источников электрической энергии. В результате этого обеспечивается возможность передачи вагонов из одного поезда в другой и их отцепки от локомотива и от поезда без нарушения нормального электроснабжения и др. Кроме того, не требуется сооружать на сети железных дорог специальные пункты для снабжения вагонов топливом, смазочными материалами и др.
1. РЕГУЛЯТОРЫ НАПРЯЖЕНИЯ ГЕНЕРАТОРА.
1.1.Назначение, условия работы.
Регуляторы напряжения генератора (РНГ), применяемые в АСЭС. предназначены для поддержания на заданном уровне выходного напряжения вагонного генератора независимо от условий его работы, характеризующихся изменением частоты вращения, нагрузки, температуры и пр. Все вагонные генераторы АСЭС являются самовозбуждающимися электрическими машинами, у которых обмотка возбуждения включается параллельно якорной обмотке. Регулятор, воздействуя на ток возбуждения, обеспечивает работу генератора в заданном режиме.
До последнего времени в вагонах ранних выпусков используются угольные РНГ, которые воздействуют на ток возбуждения, вводя в цепь обмотки возбуждения (ОВ) плавно меняющееся сопротивление угольных столбов. При таком регулировании потери энергии в столбах оказываются значительными, достигая нескольких сот киловатт-часов в год на один вагон. К тому же опыт эксплуатации показывает, что угольные РНГ обладают и малой надежностью.
В современных вагонах угольные РНГ заменены полупроводниковыми регуляторами. Заметное снижение потерь в регуляторах этого вида достигнуто за счет реализации импульсного способа регулирования. При таком способе питание к ОВ подается отдельными импульсами, длительность и частота следования которых меняются при изменении условий работы генератора.
1.2.Основные типы используемых регуляторов напряжения генератора.
В настоящее время в АСЭС можно выделить два основных типа РНГ: отечественного производства (тип 2Б.23 1), предназначенного для работы с генераторами переменного тока, и германского производства (тип 2460.025 и 2460.027), способного работать с генераторами постоянного и переменного тока. Названные типы регуляторов отличаются друг от друга принципиальными схемами и конструктивными решениями. Однако состав и взаимосвязи функциональных узлов, входящих в них, могут быть представлены структурной схемой, показанной на рис. 1.1.
Контролируемые регулятором параметры (ХI, Х2, Х3), характеризующие рабочее состояние генератора, воспринимаются датчиками Д1, Д2, ДЗ. Число датчиков зависит от количества параметров и может быть любым. Сигналы от датчиков поступают в блок формирования УФ. откуда после необходимой обработки в виде сигналов управления подаются к исполнительному узлу И. При необходимости сигнал от датчика может быть усилен промежуточным усилителем У, как это показано для одного из каналов рассматриваемой схемы. Энергия, необходимая для работы узла усиления и формирования. подается через стабилизированный узел питания П непосредственно от генератора. Названные узлы, кроме исполнительного, входят в управляющую часть РНГ.
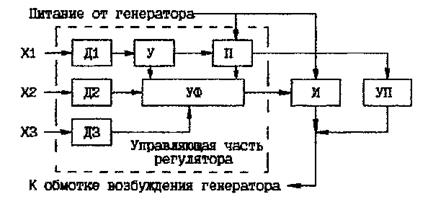
Рис. 1.1. Структурная схема
полупроводниковых регуляторов напряжения генератора (РНГ)
Параллельно исполнительному узлу включается пусковое устройство УП, которое берет на себя его функции в начальный период работы генератора при самовозбуждении. Это подробно будет рассмотрено ниже. Конструктивно пусковое устройство в виде отдельных элементов может быть смонтировано отдельно от РНГ.
Исполнительный узел — основа силовой части регулятора. Он включается непосредственно в цепь обмотки возбуждения и обеспечивает регулирование подводимого к ней напряжения. для пояснения принципа работы каждого из вышеназванных типов РНГ остановимся на анализе работы их исполнительных и пусковых узлов, упрощенные схемы которых приведены на рис. 1.2.(а, б,). Там же помещены и необходимые для пояснения цепи генераторов. Рассматриваемые РНГ называются тиристорными, так как основными элементами их исполнительных устройств являются тиристоры.
1.3. РНГ отечественного производства 2Б.231
В регуляторе типа 2Б.231(см. рис. 1.2,а) исполнительным элементом является тиристор V1. Через него питание к обмотке возбуждения ОВ подается от одной из фаз индукторного генератора G. Вторым проводом служит общий провод группы диодов (V6, V7, V8) силового выпрямительного моста (V6- V11). Этот выпрямитель при работающем генераторе обеспечивает питанием всех потребителей в вагоне.
Источник
Ремонт приводов генераторов пассажирских вагонов
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
1 — ведущий шкив; 2 — ведомый шкив; 3 — приводные ремни; 4 — редуктор; 5 — натяжное устройство; б — карданный вал; 7 — генератор; 8— предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
1 — вал подвески; 2 — предохранительный болт; 3 — узел ведомого шкива; 4 — генератор; 5 — натяжное устройство; 6 — предохранительные скобы генератора; 7 — ведомый шкив; 8 — ремни приводные; 9 — ведущий шкив
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.

Рис. 9.4. Привод от средней части оси:
1 — опорная скоба; 2 — кронштейн; 3, 7 — корпуса момента опоры; 4— стержень опоры; 5 — редуктор; 6— карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт 2 (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
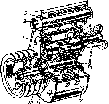
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки 4 и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину 13 и вывернуть два болта 10. Для удаления зубчатого сегмента 11 следует ввернуть болты 10 в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину 9 и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
1,4,10,11 — подшипники; 2 — валик подвески; 3 — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; 8 — вал ведущий; 9 — крышки подшипников; 12 — шкив ведомый; 13 — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
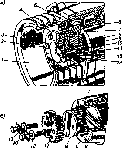
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.

клиновой канавки шкива:
1 — изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки 6, резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки 8 прямым углом в паз оси, крестовину 9 и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами 10 с тарельчатыми пружинами 12 и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку 5,
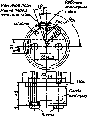
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника 11, а на ведущий вал 8 — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник 10 и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал 5 и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив 12 и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110 +2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’ 1 . Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание 1 штатива 4 на корпус редуктора 5, крепят его болтом и устанавливают индикатор 3 по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец 2 в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.

Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.

Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором 1 (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану 2 тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
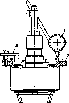
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин» 1 .
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
Источник