Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Технологический процесс ремонта агрегатов в ремонтно-про-изводственном комбинате состоит из следующих основных этапов: удаления из агрегата хладона и масла, демонтажа электрооборудования и осушительного патрона, разборки агрегата на сборочные единицы, мойки и дефектации деталей и сборочных единиц, сборки и сушки конденсаторно-ресиверной группы, сборки агрегата, испытания на герметичность, зарядки хладоном и маслом, установки электрооборудования, обкатки, комплектации и сдачи на склад.
На участке разборки осуществляют демонтаж комплектующих изделий, которые в контейнерах направляют на участки дефектации, ремонта и через склад — на участки комплектации отремонтированных агрегатов. Затем удаляют из агрегатов хла-дон и масло. Масло собирают в емкость для регенерации. Затем агрегат разбирают на основные сборочные единицы: компрессор, конденсатор, ресивер и раму и направляют на специализированные ремонтные участки поточной линии.
На специальном станке фрезой разрезают кожух герметичного компрессора. Для этих же целей можно использовать токарный станок с высотой центров не менее 300 мм. С нижней части кожуха сливают масло.
Мотор-компрессор вместе с нижним полукожухом направляют на разборку, где отсоединяют нагнетательный трубопровод, отпаивают выводные концы статора от проходных контактов и отсоединяют компрессор от полукожуха. Затем на стенде вы-прессовывают статор, отсоединяют нагнетательный трубопровод. Полукожухи направляют на мойку, трубопровод в ремонт, а статор и компрессор на участки дефектации.
Проводят визуально дефектацию компрессора: определяют видимые дефекты компрессора, убеждаются в свободном вращении ротора, устанавливают причины сгорания электродвигателя. При значительной степени нагрева, при сгорании электродвигателя происходит разложение хладона и масла с образованием твердых отложений (коксование масла), полимеризованных пленок на поверхности деталей с резким возрастанием кислотного числа в связи с образованием кислот органического происхождения. С такой степенью загрязнений приходит на ремонт до 20% агрегатов. При меньшей степени сгорания изменяются цвет масла и его кислотное число, иногда выпадает сажа. При локальном выгорании нескольких витков обмотки масло остается чистым без помутнения.
В зависимости от степени загрязнений устанавливают режим очистки и промывки деталей. В первом случае промывают моющими составами, а если детали подвергались воздействию атмосферного воздуха, размягчают специальными составами, травят в 20%-ной соляной кислоте, промывают холодной и горячей водой, нейтрализуют в 5%-ном растворе кальцинированной соды, вновь промывают водой и, наконец, пассивируют в 5%-ном растворе нитрита натрия. Детали сложной конфигурации иногда очищают струями воздуха под давлением 0,4 МПа с добавлением косточковой крошки по принципу дробеструйной очистки. В других случаях ограничиваются промывкой деталей в моющих растворах. Мойка производится в моечных машинах различных конструкций.
После мойки детали и узлы направляют на специализированные участки ремонтной линии. Дефектные компрессоры разбирают на детали, промывают моющими растворами или растворителями, определяют степень износа, используя специальные приспособления, и разбраковывают на группы селекции.
Собранные компрессоры проходят холостую обкатку в том случае, если для сборки использовались неприработанные детали. На этом же участке проверяют на холостом ходу компрессоры, поступившие на ремонт без видимых дефектов. О качестве работы трущихся пар судят по показателям ваттметра. При положительных результатах компрессор проходит дальнейшие испытания наряду с отремонтированными машинами: измерение объемной производительности по времени заполнения ресивера. В случае недостаточной производительности заменяют клапаны. После обкатки и испытания на производительность компрессор в сборе обезжиривают в органическом растворителе. Статоры электродвигателя после ремонта также моют в растворителе (трихлорэтилен).
Осушка системы холодильного агрегата — ответственный этап работы. Узлы агрегата и сам агрегат осушают сухим воздухом с точкой росы — 55 °С. Агрегат осушается также хладоном уже в собранном виде (без предварительной сушки узлов). Процесс сушки при этом совмещают с обкаткой, а влагу из цикла удаляют вымораживанием или адсорбцией на натрий-катионитовых цеолитах. При вымораживании влаги сжиженный хладон из ресивера поступает в теплообменник-вымораживатель, где выкипает при -25 ч — 35 °С. Выпадающие гидраты фильтруют на механическом фильтре.
В сборе со статором компрессор устанавливают в полукожух. Проходные контакты полукожухов проверяют на герметичность, и к ним припаивают электропроводку. Омметром проверяют сопротивление обмоток статора и правильность выполнения электросоединений. После присоединения трубопровода к нагнетательному штуцеру компрессора проводят его пуск на 3- 5 с при номинальном напряжении с целью выявления неисправностей в механизме движения и электрической части. После высоковольтных испытаний электроизоляции кожух заваривают.
Для испытаний изоляции используют стенды, позволяющие одновременно обкатывать компрессор и фиксировать обнаруженный пробой на табло.
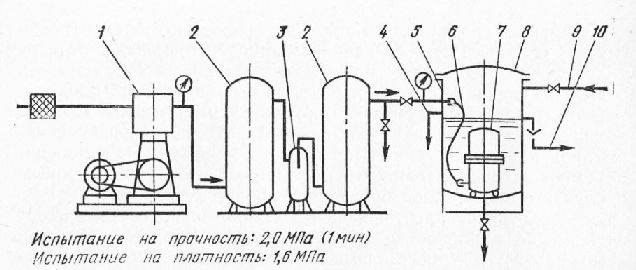
Прочность кожуха компрессора проверяют в броневанне на давление 2 МПа и плотность соединений на 1,6 МПа.
Ремонт и сборка конденсатора и ресивера не отличаются от описанного выше процесса ремонта и сборки холодильного агрегата открытого исполнения. Конденсаторно-ресиверную группу собирают и испытывают в ванне с водой на плотность соединений. После вакуумирования до остаточного абсолютного давления не более 13 Па (0,1 мм рт. ст.) агрегат заряжают маслом и хладоном и вновь испытывают на плотность в ванне с водой при 40-45 °С. На агрегат устанавливают электродвигатель с вентилятором, клеммную колодку, пускозащитное реле и другое электрооборудование, после чего проверяют правильность электросоединений.
После обкатки и осушки агрегата устанавливают фильтр-осушитель с адсорбентом, обеспечивающим надежную и безопасную работу машины на длительный срок эксплуатации: 10-12 лет.
Затем места соединений проверяют галоидным течеискателем на герметичность, агрегат в отделении окраски окрашивают и сушат.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Анализ неисправностей герметичных компрессоров и методы их устранения

К основным неисправностям герметичных компрессоров малых холодильных установок относятся механические и электрические дефекты.
I. АНАЛИЗ МЕХАНИЧЕСКИХ ДЕФЕКТОВ.
Одним из механических дефектов является заклинивание компрессоров. Этот дефект составляет 20% всех неисправностей. У некоторых компрессоров с однофазным электродвигателем он составляет до 40%.
Основными причинами заклинивания являются следующие:
1. Перетекание жидкого хладагента в картер.
При стоянке компрессора жидкий хладагент может накапливаться в картере. При запуске компрессора масляный насос в первые моменты времени будет подавать вместо масла жидкий хладагент, не обладающий хорошими смазывающими свойствами. В результате этого возможно заклинивание или сильный износ движущихся частей. Чтобы предотвратить негативные последствия перетекания хладагента, рекомендуется:
- контролировать перегрев всасывающих паров хладагента, чтобы избежать чрезмерного охлаждения компрессора во время работы;
- устранять любую возможность задержки масла во всасывающей линии;
- применять электронагреватель картера для поддержания температуры масла во время стоянки компрессора.
2. Недостаточное количество масла в картере.
Причинами, приводящими к быстрому износу компрессора являются:
- плохой возврат масла в картер;
- вспенивание масла в картере при пуске компрессора.
Небольшое количество масла при работе компрессора выносится в нагнетательную линию и циркулирует в смеси с хладагентом по системе. Нормальным считается циркуляция масла в количестве примерно 1% от массы циркулирующего хладагента. Для производительности 1,1 кВт это составляет 1 кг/ч.
Стандартная зарядка маслом такого компрессора 1,2 кг. Производители выбирают масло в количестве, достаточном для обеспечения хорошей растворимости и беспрепятственной циркуляции. При проектировании холодильной системы должны быть предусмотрены условия для возврата масла, а именно: оптимальная скорость хладагента в трубопроводах и рациональное их расположение.
Рекомендуемые минимальные скорости потока следующие:
- для горизонтальных и наклоненных трубопроводов в направлении движения хладагента не менее 4 м/с;
- для вертикальных трубопроводов при движении хладагента вверх не менее 8 м/с.
Во избежание большого гидравлического сопротивления и шума максимальная скорость не должна превышать 16-48 м/с.
В трубопроводах длиннее 30 м желательно иметь сифоны; в горизонтальных участках — небольшой наклон в направлении движения хладагента (не менее 12 мм на погонный метр).
При этом необходимо обеспечивать правильную заправку маслом согласно рекомендациям завода-изготовителя и предусматривать на трубопроводах наличие маслоподъемной петли.
3. Вспенивание масла в картере.
Явления, происходящие в картере при пуске, описаны выше, так же, как и их последствия. Признаком дегазации масла может быть очень низкий уровень шума при пуске компрессора, поскольку паромасляная эмульсия обладает звукоизолирующими свойствами. Поэтому необходимо постоянно следить за указателем уровня масла.
4. Проникновение жидкого хладагента в цилиндры.
При попадании жидкого хладагента или масла в цилиндры компрессора может произойти поломка клапанов, разрушение прокладки, заклинивание, иногда одновременное возникновение этих повреждений. В результате миграции жидкого хладагента при стоянке компрессора может происходить его накапливание в нагнетательной полости вплоть до клапанов. При пуске это приводит к резкому увеличению нагрузки на поршни и подшипники. Поэтому во избежание данных дефектов необходимо постоянно следить за состоянием клапанов и герметизирующих прокладок.
5. Загрязнения холодильного контура.
В случае попадания в систему твердых частиц они могут вызывать износ и заклинивание движущихся частей компрессора. Поэтому необходимо тщательно следить за чистотой системы, особенно при подготовке и монтаже трубопроводов и применять фильтр на линии всасывания.
6. Наличие некондиционируемых газов (воздуха).
Данный дефект встречается примерно в 5% случаев. Попадание воздуха в компрессор происходит при нарушении герметизации в контакте с окружающей средой, либо в результате негерметичности линии всасывания. Особенно опасно попадание в систему воздуха с высокой влажностью. В результате происходит разложение масла (гидролиз), перегрев электродвигателя и клапанов, разрушение узлов и деталей. При гидролизе масла образуются кислоты, которые разрушают обмотку электродвигателя.
Наличие воздуха в системе приводит к повышению давления и температуры конца сжатия, перегреву клапанной группы, карбонизации масла, разрушению прокладок, перегреву обмоток электродвигателя.
В целях профилактики следует предотвращать контакт внутренних полостей компрессора с окружающей средой, следить за состоянием трубопроводов, за величиной давлений на линии всасывания и нагнетания. При отклонении этих значений давления от заданных в системе возможно наличие воздуха. Поэтому необходимо в этом случае остановить компрессор, произвести вакуумирование системы и восстановить герметичность системы.
7. Неисправность клапанов и прокладок, разрушение нагнетательного трубопровода.
Корпус компрессора внутри кожуха имеет предохранительную пружинную подвеску. Нагнетательный патрубок также снабжен виброгасителем.
При сложных условиях транспортировки и при работе с частыми пусками и остановками в нагнетательном патрубке может возникнуть течь хладагента. Иногда это может произойти с поломкой пружинной подвески компрессора. При наличии данных неисправностей необходимо произвести замену разрушенных деталей.
8. Повышенный шум и затрудненный пуск компрессора.
Причины появления повышенного шума самые различные. Чаще всего — плохое крепление трубопроводов, работа в условиях, не предусмотренных для данной холодильной системы, неправильное электрическое соединение, попадание жидкости в компрессор и др.
Затрудненный пуск встречается у малых компрессоров, как холодильных установок, так и систем кондиционирования воздуха. Электродвигатели этих компрессоров очень чувствительны к колебаниям напряжения в электросети, а также к изменениям уровней давления в момент пуска, которые могут возникнуть при отклонениях температуры окружающего воздуха от допустимой. Поэтому при появлении повышенного шума необходимо отключить установку и проверить в первую очередь крепление трубопроводов и электропроводки.
II. АНАЛИЗ ЭЛЕКТРИЧЕСКИХ ДЕФЕКТОВ.
1. Искрение в электрических соединениях.
Данный дефект составляет около 20% от всех электрических дефектов, т.е. около 6% всех неисправностей. Он возникает при подаче напряжения на электродвигатель, если компрессор находится под вакуумом, особенно при резких изменениях напряжения в электросети. Искрение осуществляется между клеммами или между клеммами и корпусом электродвигателя, а также в его обмотках, что объясняется возникновением коронного разряда.
Поэтому не следует подавать напряжение, когда компрессор находится под вакуумом. Подача напряжения возможна только после заполнения компрессора хладагентом до давления выше атмосферного. Убедиться в полноте заполнения можно по показаниям манометров.
2. Сгорание пусковой обмотки электродвигателя.
Данный дефект составляет около 80% всех электрических неисправностей (для однофазных электродвигателей), или 22% всех неисправностей компрессоров.
Перегорание пусковой обмотки происходит либо из-за перегрева вследствие длительной работы электродвигателя, либо из-за высокой силы тока, потребляемой электродвигателем.
Причинами данной неисправности являются:
- неправильное соединение обмоток электродвигателя;
- неправильный монтаж реле тока или его неисправность;
- повышенная частота пусков компрессора в течение часа;
- реле пуска не соответствует данному типу компрессора;
- использование неисправного реле пуска;
- несоответствие напряжения сети.
Следствием неправильного соединения обмоток электродвигателя может стать повреждение пускового конденсатора; причем сгорание обмотки и повреждение конденсатора может произойти одновременно за очень короткое время.
Чтобы избежать данной неисправности, необходимо тщательно следить за правильностью соединений обмоток электродвигателя.
Признаком неправильного соединения может служить повышенный уровень шума и вибраций при пуске компрессора.
При неправильном монтаже реле тока, при больших (свыше 15°) отклонениях от вертикального положения, реле не срабатывает и пусковая обмотка и конденсатор оказываются постоянно под напряжением, что приводит к их перегоранию. Поэтому реле должно находиться в электрической коробке и иметь четкую фиксацию своего расположения. Реле напряжения менее чувствительно к изменению своего положения, тем не менее, на его работу, т.е. на частоту включений-выключений, может оказать влияние отклонение от нормальной позиции. При пуске компрессора, через пусковую обмотку электродвигателя протекает большой ток, вызывающий ее нагревание. Поэтому время между пусками компрессора должно быть достаточным для охлаждения пусковой обмотки. Согласно инструкции по эксплуатации допускается производить не более 10-12 циклов в течение часа, нормальной считается работа с 5-7 циклами. Для предотвращения сгорания пусковой обмотки при частых пусках-остановках рекомендуется использовать реле времени для задержки пуска.
При замене реле тока или напряжения следует применять только то реле, которое рекомендуется заводом-изготовителем для данного вида компрессора. Значения напряжений включения и отключения находятся в зависимости от параметров обмотки и электрической сети. Колебания напряжения в электрической сети непосредственно влияют на работу реле тока или напряжения. Повышенное напряжение по сравнению с номинальным, может стать причиной постоянной работы пусковой обмотки электродвигателя, а пониженное напряжение приводит к невозможности пуска компрессора, либо к быстрому отключению сразу после пуска. Реле напряжения, рассчитанное, например, на напряжение 110 V, при напряжении в сети 220 V не отключится после пуска компрессора. Вследствие этого пусковая обмотка и конденсатор будут постоянно находиться под напряжением, что вызовет срабатывание системы автоматической защиты.
3. Перегорание основной обмотки электродвигателя.
Данный дефект составляет около 3,5% всех электрических неисправностей компрессоров с однофазными электродвигателями.
Причинами перегорания основной обмотки являются следующие:
- неправильно подобран электродвигатель компрессора;
- загрязненная или недостаточная поверхность теплообмена конденсатора;
- плохой отвод теплоты в конденсаторе.
Подобранный электродвигатель должен обеспечивать эффективную работу компрессора на определенном хладагенте в заданном температурном интервале при требуемых параметрах электрической сети.
Любые отклонения от данных факторов приводят:
- к перегреву компрессора;
- неэффективному процессу теплообмена с окружающей средой;
- недостаточной производительностью.
Производительность компрессора должна соответствовать возможности отвода теплоты от конденсатора. Повышенная производительность компрессора способствует увеличению температуры и давления конденсации. В случае опасного повышения температуры конденсации следует использовать в холодильной системе маслоохладитель и вентилятор для обдува конденсатора.
Данные последствия возникают при загрязненной поверхности теплообмена конденсатора, недостаточной его теплообменной поверхности (при неправильном подборе конденсатора), неисправности вентилятора конденсатора, неправильный монтаж конденсаторно-компрессорного агрегата. В результате этих причин возможно не только перегорание основной обмотки электродвигателя, но и появление промежуточных дефектов, таких как подгорание масла в клапанах, частые срабатывания системы автоматической защиты компрессора, что сокращает срок его службы.
Источник Интернет газета Холодильщик.RU
Источник