Ремонт гибов трубопроводов 1 категории
ТРУБОПРОВОДЫ ТЕХНОЛОГИЧЕСКИЕ СТАЛЬНЫЕ
Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах
Industrial steel pipe-lines. Requirements for design and operation in explosive and chemically dangerous industries
Дата введения 2015-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Некоммерческим партнерством «Сертификационный центр НАСТХОЛ» (НП «СЦ НАСТХОЛ»), Обществом с ограниченной ответственностью «Научно-техническое предприятие Трубопровод» (ООО «НТП Трубопровод»), Россия
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 155 «Соединения трубопроводов общемашиностроительного применения»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 апреля 2014 г. N 331-ст межгосударственный стандарт ГОСТ 32569-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2019 год с учетом уточнения, опубликованного в ИУС 11-2019
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт устанавливает основные технические требования к технологическим трубопроводам: условия выбора и применения труб, деталей трубопроводов, арматуры и основных материалов для их изготовления, а также требования к сварке и термообработке, размещению трубопроводов, условиям нормальной эксплуатации, соблюдение которых обязательно для предприятий, имеющих подконтрольные надзорным органам производства.
Настоящий стандарт предназначен для специалистов, осуществляющих проектирование, строительство, реконструкцию и эксплуатацию трубопроводов в нефтеперерабатывающей, химической, нефтехимической, нефтяной, газовой и других смежных отраслях промышленности.
В работе принимали участие: Селезнев Г.М. (Федеральная служба по экологическому, технологическому и атомному надзору), Миркин А.З., Кабо Л.Р., Магалиф В.Я., Куликов А.В., Усиньш В.В., Корельштейн Л.Б. (ООО «НТП Трубопровод»), Самохин Ю.Н., Толкачев Н.Н. (ОАО «ВНИКТИнефтехимоборудование», разделы 13, 14, приложение К), Бочаров А.Н. (ОАО «ВНИИНЕФТЕМАШ», разделы 7, 12, приложения А, Б), Харин П.А. (ОАО «НИИХИММАШ», разделы 7, 12, приложение А), Кузнецов А.М. (ОАО «ИркутскНИИХИММАШ», разделы 7, 12, подразделы 6.7, 11.4, приложения А, Г, Д, Л), Тарасьев Ю.И., Дунаевский С.Н. (ЗАО «НПФ «ЦКБА», раздел 8, приложение Н), ЗАО «Петрохим Инжиниринг» (раздел 12, приложение Б), Хренков Н.Н. (ГК «ССТ», пункт 10.8.11).
Настоящий стандарт учитывает требования технического регламента [1] и директивы [2].
1 Область применения
1.1 Настоящий стандарт устанавливает требования к проектированию, устройству, изготовлению, испытанию, монтажу, эксплуатации трубопроводов технологических стальных, предназначенных для транспортирования в пределах промышленных предприятий химической, нефтехимической, нефтяной, нефтеперерабатывающей, газоперерабатывающей и других смежных потенциально опасных отраслей промышленности газообразных, парообразных и жидких сред с расчетным давлением до 320 МПа включительно и вакуумом не ниже 665 Па (5 мм рт.ст.) при температуре среды от минус 196°С до плюс 700°С.
К трубопроводам технологическим относятся трубопроводы в пределах промышленных предприятий, по которым транспортируется сырье, полуфабрикаты и готовые продукты, пар, вода, топливо, реагенты и другие вещества, обеспечивающие ведение технологического процесса и эксплуатацию оборудования, а также межзаводские трубопроводы, находящиеся на балансе предприятия.
Примечание — Наряду с термином «трубопровод технологический» может применяться термин «трубопровод».
1.2 Настоящий стандарт не в полной мере распространяется на эксплуатацию, контроль, проверку испытания, техническое обслуживание и ремонт трубопроводных систем, введенных в эксплуатацию. Положения настоящего стандарта можно применять для указанных целей. Однако в этих случаях, возможно, потребуется принимать во внимание эксплуатационные документы по ГОСТ 2.601, а также другие нормативные документы (НД).
1.3 Наряду с настоящим стандартом при проектировании, строительстве и эксплуатации технологических трубопроводов следует руководствоваться техническими регламентами, межгосударственными, национальными и другими стандартами, строительными нормами и правилами, документами надзорных органов, разработанными для специфических производств. При этом следует учитывать требования пожаровзрывобезопасности, производственной санитарии и охраны труда, изложенные в соответствующих НД.
1.4 Настоящий стандарт не распространяется на трубопроводы:
— магистральные (газопроводы, нефтепроводы и продуктопроводы);
— электростанций, котельных, шахт;
— тепловых сетей, линий водоснабжения и канализации;
— особого назначения (передвижных агрегатов, смазочных систем, являющихся неотъемлемой частью оборудования, и т.д.);
— топливного газа, на которые распространяется действие правил на системы газораспределения и газопотребления;
— также трубы, трубки, трубчатые коллекторы, перемычки печей с огневым нагревом, находящиеся внутри корпуса печи;
— энергетические обвязочные трубопроводы котлов, которые регламентируются правилами на трубопроводы пара и горячей воды.
1.5 Организация, осуществляющая эксплуатацию трубопровода (владелец трубопровода), несет ответственность за правильную и безопасную эксплуатацию трубопровода, контроль за его работой, за своевременность и качество проведения технического обслуживания и ремонта, а также за согласование с автором проекта всех изменений, вносимых в объект и в проектную документацию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.104-2006 Единая система конструкторской документации. Основные надписи
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.085-2002 Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности
ГОСТ 21.110-2013 Система проектной документации для строительства. Спецификация оборудования изделий и материалов
ГОСТ 356-80 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. Технические требования
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на 20-100 МПа (200-1000 кгс/см ). Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
Источник
1. ВВЕДЕНИЕ
1.1 . Инструкция разработана с учетом накопленного опыта по дефектоскопии гибов необогреваемых труб котлов и трубопроводов в процессе их изготовления, монтажа и эксплуатации.
1.2. С выходом настоящей Инструкции отменяется действие «Инструкции по дефектоскопическому контролю качества металла гибов различных типоразмеров необогреваемых труб котлов и паропроводов свежего пара и горячего промперегрева ТЭС» (М.: СЦНТИ ОРГРЭС, 1974).
1.3 . Настоящая Инструкция составлена на основе экспериментального и производственного контроля большого количества гибов различных типоразмеров необогреваемых труб котлов и паропроводов, находящихся в эксплуатации на электростанциях Минэнерго СССР, а также новых гибов труб, изготавливаемых котельными заводами, монтажными и ремонтными предприятиями.
1.4. Инструкция разработана с учетом требований Правил Госгортехнадзора СССР, ТУ-14-3-460-75 «Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия», ОСТ 108.030.129-79 «Фасонные детали и сборочные единицы станционных и турбинных трубопроводов тепловых электростанций. Общие технические условия», ГОСТ 20415-75 «Контроль неразрушающий. Методы акустические. Общие положения», ГОСТ 21105-75 «Контроль неразрушающий. Магнитопорошковый метод», ОСТ 108.030.40-79 «Элементы трубные поверхностей нагрева. Трубы соединительные в пределах котла. Коллекторы стационарных паровых котлов. Общие технические условия».
1.5 . В Инструкции учтены рекомендации ГОСТ 14782 -78 «Контроль неразрушающий. Швы сварные. Методы ультразвуковые», ГОСТ 17410-78 «Трубы металлические бесшовные цилиндрические. Метод ультразвуковой дефектоскопии», «Основных положений по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций (ОП № 501-ЦД-75)» (М.: СПО Союзтехэнерго, 1978).
Срок введения установлен с 1 января 1982 г.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Инструкция определяет методы дефектоскопии гибов необогреваемых труб в пределах котлов, станционных трубопроводов пара и горячей воды, трубопроводов в пределах турбины и других труб, выполненных из сталей перлитного класса с наружным диаметром 57 мм и более, толщиной стенки 3,5 мм и более. Инструкция не распространяется на литые колена.
2.2 . Инструкция предназначена для выявления дефектов типа пор, рисок, закатов, расслоений, трещин 1 , коррозионных язвин, раковин на наружной и внутренней поверхности гибов и в их сечениях.
2.3 . Объемы и периодичность контроля гибов трубопроводов определяются соответствующими инструктивными документами Минэнерго СССР и Минэнергомаш.
2.4 . Контроль включает в себя:
— визуальный осмотр и измерение овальности;
— магнитопорошковую дефектоскопию (МПД);
— измерение толщины стенки ультразвуковым методом;
— ультразвуковую дефектоскопию (УЗД).
2.5. Контроль новых гибов выполняется по всей поверхности гнутого участка с применением методов по п. 2.4, кроме МПД. Гибы труб диаметром 273 мм и более дополнительно подвергаются МПД.
2.6 . Гибы, находящиеся в эксплуатации, подвергаются контролю методами по п. 2.4 , кроме МПД. Гибы труб диаметром 273 мм и более, а также гибы диаметром 133 мм и более с температурой среды 450 °С и выше дополнительно подвергаются МПД.
Контроль гибов, находящихся в эксплуатации, выполняется не менее чем на двух третях поверхностей гибов, включая растянутую и нейтральные зоны (рис. 1).
1 При необходимости выявления дефектов типа поперечных трещин контроль выполняется по методике приложения 1 .
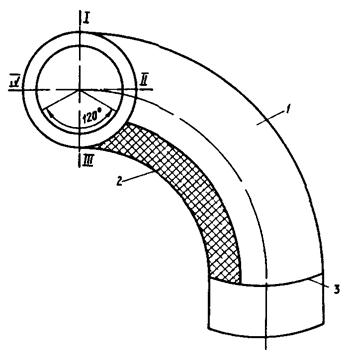
1 — контролируемая поверхность; 2 — неконтролируемая поверхность; 3 — линия сопряжения гнутого участка с прямой трубой; I — растянутая зона; II , IV — нейтральная зона; III — сжатая зона.
2.7. Гибы, входящие в контрольные группы, подвергаются всем видам контроля, по п. 2.4 по всей поверхности гиба (в растянутой, сжатой и нейтральной зонах).
2.8 . Контроль гибов по п. 2.4 (кроме визуального) выполняется дефектоскопистами не ниже 4-го разряда, прошедшими подготовку и аттестацию в установленном порядке по «Правилам контроля сварных соединений трубных систем котлоагрегатов и трубопроводов тепловых электростанций» (ПК-03-ЦС-66) и ОП № 501 ЦД-75.
2.9 . Визуальный осмотр и измерение овальности в условиях завода выполняется контролерами.
3. ВИЗУАЛЬНЫЙ ОСМОТР И ИЗМЕРЕНИЕ ОВАЛЬНОСТИ
3.1. Визуальный осмотр гибов проводится в целях выявления на наружной поверхности дефектов, не допустимых по ТУ-14-3-460-75 на изготовление труб и ОСТ 108.030.129-79 на изготовление гибов.
Визуальный осмотр поверхности проводится без применения увеличительных приборов после зачистки, выполненной для новых гибов согласно ОСТ 108.030.129-79, а для гибов, находящихся в эксплуатации, после зачистки, выполненной согласно п. 6.16 настоящей Инструкции.
3.2 . По результатам визуального осмотра гибы бракуются, если на наружной или внутренней поверхности обнаружены плены, закаты, трещины, расслоения, рванины, глубокие риски и грубая рябизна.
3.3 . Допускаются поверхностные дефекты без острых углов (вмятины от окалины), мелкая рябизна и другие мелкие дефекты, обусловленные способом производства, не препятствующие проведению осмотра, глубиной не более 3 % номинальной толщины стенки, но не более 2 мм для горячедеформированных труб и 0,2 мм для холодно- и теплодеформированных труб при отношении наружного диаметра к толщине стенки более 5 и 0,6 мм для холодно- и теплодеформированных труб при отношении диаметра к толщине стенки 5 и менее при условии, что толщина стенки не выходит за пределы номинальных допустимых значений.
3.4 . На вогнутой (сжатой) части гибов допускаются неровности типа гофр, а в местах переходов гнутых участков в прямые единичные плавные неровности. При этом допустимые размеры гофр и неровностей определяются ОСТ 108.030.129-79.
3.5. Контроль некруглости (овальности) выполняется согласно ОСТ 108.030.129-79 путем измерения наибольшего и наименьшего диаметров: для гибов с углом поворота, равным или меньшим 30°, — в среднем сечении; для гибов с углом поворота более 30° — не менее чем в трех сечениях гиба: в среднем и на расстояниях, равных 1/6 длины дуги (но не менее 50 мм) от начала и конца гиба, при этом овальность гиба определяется по максимальному из трех измеренных значений.
3.6 . На заводах-изготовителях контроль овальности выполняется непосредственным измерением или путем применения непроходных шаблонов на каждый размер трубы по заводской инструкции, утвержденной главным инженером завода.
3.7 . На ремонтных предприятиях и электростанциях овальность определяется непосредственным измерением с помощью микрометрических инструментов с ценой деления не более 0,01 мм.
3.8 . Значение овальности фиксируется в процентах для каждого гиба отдельно и определяется по формуле:
где D макс , D мин — наибольший и наименьший наружные диаметры, измеренные в одном сечении.
Значение овальности гибов не должно превышать значений, указанных в ОСТ 108.030.129-79.
3.9 . Результаты измерения овальности оформляются в соответствии с п. 7 настоящей Инструкции.
4. МАГНИТОПОРОШКОВАЯ ДЕФЕКТОСКОПИЯ (МПД)
4.1 . Магнитопорошковая дефектоскопия производится перед УЗК в целях выявления поверхностных дефектов типа трещин, закатов, рыхлот и др.
В условиях эксплуатации на ТЭС допускается вместо МПД применение УЗК поверхностными волнами, методика которого изложена в приложении 2. Контроль выполняется после зачистки поверхности гиба согласно п. 6.16 настоящей Инструкции.
4.2 . Магнитопорошковая дефектоскопия производится в соответствии с ГОСТ 21105 -75 способом циркулярного намагничивания путем пропускания тока по контролируемой части изделия или продольного (полюсного) намагничивания электромагнитом.
4.3. Магнитопорошковый контроль производить по методике, изложенной в приложении 3.
4.4. Дефектные места могут быть выбраны шлифовальной машинкой и повторно проконтролированы МПД или травлением или капиллярной дефектоскопией.
Решение о пригодности гибов после удаления дефектов принимается по результатам измерений толщины стенки в месте выборки по п. 5.5.
4.5 . Результаты МПД оформляются в соответствии с п. 7 настоящей Инструкции.
4.4, 4.5. (Измененная редакция).
5. УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
5.1 . Ультразвуковая толщинометрия производится в целях определения минимальной толщины стенки гиба, в том числе и в местах выборок, если таковые производились.
5.2. Ультразвуковая толщинометрия гибов осуществляется ультразвуковыми толщиномерами «Кварц-6», «Кварц-14», «ТИЦ-3» и другими согласно Инструкции по эксплуатации приборов с точностью измерения: ± 0,15 мм для толщины до 10 мм; ± 0,3 мм — до 25 мм; ± 0,6 мм — более 25 мм.
Допускается выполнение толщинометрии приборами УДМ-1м и УДМ-3 согласно рекомендуемому в приложении 4 методу.
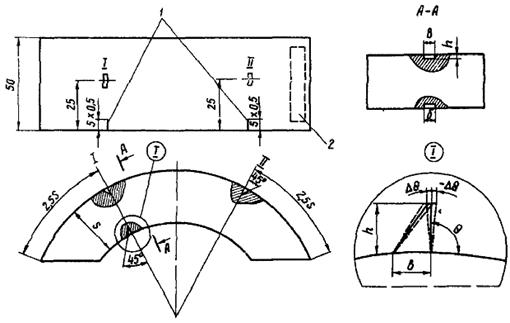
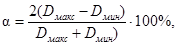
Рис. 2 . Испытательный образец для контроля гибов:
1 — выносные риски; 2 — маркировка
Примечани е. На образцах гибов труб толщиной до 15 мм верхний отражатель располагается в сечении II, нижний — в сечении I; свыше 15 мм — верхний и нижний отражатели располагаются в сечении I .
Измерения толщины производятся после подготовки поверхности согласно п. 6.16 настоящей Инструкции.
5.3 . Перед проведением толщинометрии приборы должны быть подготовлены к работе: настроены по заводской инструкции по эксплуатации прибора и проверены на испытательном образце, применяемом для УЗД гибов данного типоразмера (рис. 2 ).
5.4 . Измерение толщины стенки гиба производится на растянутой части по всей длине гиба.
В условиях ТЭС (монтажа, входного контроля) дополнительно проводятся измерения толщины стенки на обеих нейтралях на участках длиной 100 — 150 мм шириной 30 — 50 мм в местах измерения овальности и на одном из прямых участков вблизи гиба по периметру на кольце шириной 30 — 50 мм.
5.5 . Для соединительных трубопроводов в пределах котла, турбины и станционных трубопроводов значение утонения стенки определяется по формуле:
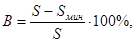
где S — номинальная толщина стенки трубы;
S мин — минимальная толщина стенки трубы в месте гиба на растянутой стороне.
Утонение стенки гибов для труб, выполненных с отклонениями от номинальных размеров по толщине, не должно превышать значений, указанных в ОСТ 106.030.40-79.
5.6. Результаты толщинометрии оформляются в соответствии с п. 7 настоящей Инструкции.
6. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
6.1 . Ультразвуковая дефектоскопия гибов производится для выявления дефектов как на внутренней и наружной поверхностях, так и в сечении гиба без установления типа дефекта.
6.2 . Наиболее часто встречающимися дефектами в гибах могут быть: расслоения, риски, рыхлоты, коррозионно-усталостные трещины, коррозионные язвины.
6.3 . Ультразвуковую дефектоскопию гибов рекомендуется производить после визуального осмотра, измерения овальности, МПД и измерения толщины стенки.
6.4. Оценка качества гибов производится на основании сопоставления параметров эхо-сигналов от дефекта и углового отражателя типа «зарубка» на испытательном образце соответствующего типоразмера.
6.5 . Испытательные образцы для контроля гибов изготавливаются из прямых участков труб. Материал образцов должен соответство вать материалу контролируемого гиба. При контроле гибов, находящихся в эксплуатации более 50 тыс. ч, образцы рекомендуется изготавливать из труб, проработавших такой же срок.
Для настройки дефектоскопа на внутренней и наружной поверхностях испытательного образца (см. рис. 2) изготавливаются угловые отражатели («зарубки») по технологии, приведенной в приложении 5 ОП № 501-ПД-75.
Размеры угловых отражателей и параметры контроля гибов в зависимости от толщины стенки приведены в табл. 1.
Размеры углового отражателя («зарубки»), мм
Источник