- Капитальный ремонт гильотинных ножниц
- Капитальный ремонт гильотинных ножниц
- Ремонт гильотин
- Наиболее частые причины, по которым станок не выдает требуемых характеристик реза
- Возможные причины и характер неисправностей
- Особенности ремонта гильотин для резки металла
- Капитальный ремонт гильотинных листовых ножниц
- Методы ремонта и восстановления гидравлических ножниц
- Преимущества восстановления деталей
- Возможности оборудования
- Этапы восстановления гидравлических ножниц
Капитальный ремонт гильотинных ножниц
Капитальный ремонт гильотинных ножниц
Конструктивные элементы оборудования со временем изнашиваются. Наиболее частыми причины выхода гильотин из строя следующие:
- выход из строя ножей;
- изнашивание бронзовых втулок;
- износ направляющих ножевой балки, приводящий к расширению зазора между ножами;
- потеря мощности реза вследствие изнашивания уплотнителей из резины;
- выход из строя концевых выключателей, приводящих к безостановочной работе ножевой балки или остановки ее в не том положении;
- нарушение работы электросхемы механизма в результате замены деталей их аналогами и т.д.
Специалисты нашего завода выполнят предварительную диагностику гильотины, произведут и заменят все необходимые комплектующие, втулки, вкладыши, ножи и другие составляющие конструкции. Собственное производство комплектующих позволяет существенно снизить расходы на ремонт гильотин. Также специалисты осуществят выставление зазоров между ножами, выполнят другие сборочные работы работы с максимальной точностью. 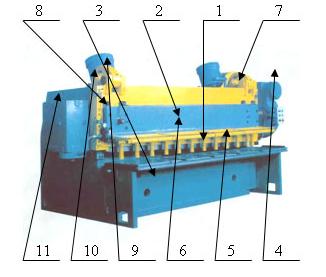
Перечень работ по капитальному ремонту гильотинных ножниц:
- Составление дефектной ведомости ножниц на комплектность по механической части и электрооборудованию.
- Полный демонтаж и разборка всех узлов.
- Чистка, промывка и протирка деталей ножниц.
- Дефектовка, контроль, сортировка деталей.
- Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
- Шлифовка стола, ножевой балки, ножей.
- Обработка станины, механизма реза и других базовых деталей.
- Изготовление бронзовых втулок и вкладышей.
- Ремонт кривошипного вала с заменой подшипников качения и скольжения.
- Замена системы смазки.
- Ремонт пневмосистемы (пневмораспределителя) для ножниц с пневматической муфтой.
- Ремонт электрошкафа с заменой установочной аппаратуры.
- Сборка ножниц с восстановлением электропроводки
- Ремонт направляющих прижимной и ножевой балок. Выставка норм точности и зазора между ножами.
- Обкатка ножниц на холостом ходу.
- Проверка работы на заготовке.
- Консервация и окраска ножниц.
Дооверьте капитальный ремонт и обслуживание гильотин профессионалам!
Источник
Ремонт гильотин
Гильотинные ножницы применяются в промышленности для раскроя и механической резки листов и полос металла на заготовки различной длины, ширины и толщины. С использованием этой группы станков можно резать и другие материалы, например, бумагу, каучук. Также гидравлические гильотинные ножницы используются для разрезание стального листа.
Преимущество конструкции в том, что во время резки наклон ножей выставляется в зависимости от толщины и прочности обрабатываемого материала. Между ножами имеется небольшое пространство, называемое зазором между ножами. Зазор регулируется, исходя из толщины материала и требуемого качества реза.
Величина нужного зазора примерно составляет 7-10% от толщины разрезаемого металла и прочности металла. Это позволяет получать идеально ровные срезы и заготовки с высокой степенью геометрических параметров. Для резки нержавеющей стали должны поставляться специальные ножи
Ножницы гильотинного типа, применяемые в области металлообработки и других сферах промышленности, по типу привода делятся на несколько видов:
- пневматические;
- электромеханические;
- ручные;
- гидравлические.
Классификация по траектории перемещения подвижного ножа делит гильотинные ножницы на два типа: в первом случае верхний нож передвигается вертикально вниз, во втором — поворачивается вокруг оси, в качестве которой выступает один край ножевой балки.
Станки различной конструкции могут выходить из строя по разным причинам. Ремонт гильотин и гильотинных ножниц в СПб выполняет компания ИП Емельянов И.Г. В штате — инженеры с высокой квалификацией и опытом ремонта импортного оборудования. Мы выполняем ремонт любой сложности с использованием высокоточного измерительного оборудования и современных инструментов. Бесплатно выполняем осмотр и определяем причину неисправности.
Наиболее частые причины, по которым станок не выдает требуемых характеристик реза
Во время работы режущий механизм гидравлических гильотинных ножниц испытывает высокие динамические нагрузки. Изнашивается весь механизм станка и его отдельные детали. Поэтому нужно тщательно следить за оборудованием, вовремя настраивать станок, проводить техобслуживание и проверять на предмет возможных неисправностей. Использовать гильотинные ножницы нужно с соблюдением правил эксплуатации и техники безопасности.
Частая причина преждевременной неработоспособности ножниц гильотинного типа — нарушение рекомендация завода-изготовителя. Согласно стандартным предписаниям, для нормального функционирования гильотинных ножниц требуется:
- смазывать все узлы станка, указанные в инструкции, каждую смену или с другой периодичностью (как предписано заводом);
- проверять и регулировать зазоры между верхним и нижним ножами;
- согласно руководству по эксплуатации станка проверять наличие вторичных признаков, свидетельствующих о неисправности.
Возможные причины и характер неисправностей
Основные виды поломок обусловлены неправильной взаимной ориентацией ножей и ненадлежащим состоянием рабочих поверхностей. Причины, которыми бывают вызваны неровности и смятия среза, отклонения от заданных параметров, образование заусенцев и подтягивание металла во время рубки:
- неправильная взаимная ориентация направляющих ножевой балки;
- неправильно выставленный угол между верхним и нижним ножами;
- увеличенные зазоры;
- затупление режущей кромки ножа, при котором величина радиуса скругления больше, чем это требуется для металлического листа данной толщины;
- неравномерный прижим листового материала, вызванный перепадами высот зубцов прижимной балки, дефектами поверхности стола;
- неодинаковые усилия прижима, которые обеспечивают пружины, расположенные с левой и правой стороны балки.
Иногда нагреваются коренные шейки коленвала, а в выступающей смазке видны частички бронзы. Это признак того, что либо в данном узле мало смазки, либо шейки валов и бронзовые втулки имеют между собой недостаточные зазоры. Нужно, чтобы смазочная система была в надлежащем состоянии. Смазку, которая появляется в местах зазоров, следует вытирать. Маслопроводящие отверстия в элементах станка, а также уровень масла должны быть чистыми.
Часто направляющие преждевременно изнашиваются по причине постоянного перегрева, который получается из-за того, что направляющие ножевой балки содержат недостаточно смазки. Это касается гильотинных ножниц с прямым ходом. Без достаточного количества масла ход режущей поверхности затрудняется. Нагрев и преждевременных износ элементов станка также возникают в том случае, когда балка сильно зажата, то есть выставлены слишком маленькие зазоры.
Особенности ремонта гильотин для резки металла
Предприятие ИП Емельянов И.Г. осуществляет ремонт прессового оборудования, а также устранение неисправностей гильотин. Если на ножах имеются сильные сколы, или закаленный слой металла слишком истончился, то есть нет возможности восстановить рабочие параметры оборудования, устанавливаются новые ножи.
Согласно документации на гильотинные ножницы производится регулировка положения режущих ножей на станке гильотинного типа. Эта работа выполняется без разборки станка.
В случае неравномерного прижима листового материала выравниваются плоскости стола и прижимной балки. Также для устранения данной неисправности производится замена прижим листа для станка, отвечающей за прижимное усилие пружин.
Часто встречающийся вид поломки заключается в том, что ножевая балка продолжает движение, достигнув крайней точки. В этом случае гильотину также осматривают и ремонтируют. Причина дефекта обычно кроется в сильном износе муфты или электромагнитного управления либо в неправильной регулировке.
Ремонт гидравлических прессов и гильотинных ножниц иногда требует замены вспомогательного оборудования — коммутационных и управляющих модулей. Бывает так, что в течение нескольких лет эксплуатации при выходе из строя элементов электросхемы вместо них устанавливают неоригинальные. При этом схема соединения изменяется, и в результате она имеет значительные отличия от первоначальной. В таком случае электрооборудование необходимо полностью заменить.Эта работа может проводиться в рамках капитального ремонта, при котором осуществляется полная разборка станка.
Обратившись в компанию ИП Емельянов И.Г., клиент может заказать диагностику, ремонт, настройку и обслуживание станков. Выполняем все виды ремонта гильотин, текущий, плановый, аварийный (срочный). Все требуемые работы могут производиться как на территории подрядчика, так и на объекте заказчика. После ремонта промышленное оборудование гарантированно будет служить длительное время с обеспечением требуемых параметров.
ИП Емельянов И.Г. — ваш надежный партнер в сфере ремонта гильотинных ножниц, гидравлических прессов и других видов станков.
Источник
Капитальный ремонт гильотинных листовых ножниц

Ремонт гильотин включает в себя:
- Составление дефектной ведомости ножниц на комплектность по механической части и электрооборудованию.
- Полный демонтаж всех узлов и разборка.
- Чистка, промывка и протирка деталей.
- Дефектовка, контроль, сортировка деталей.
- Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
- Обработка стола, станины, механизма реза, и др. базовых деталей.
- Изготовление бронзовых втулок и вкладышей.
- Замена подшипников качения и скольжения.
- Замена системы смазки.
- Замена пневмооборудования.
- Изготовление эл/шкафа и разводка электрооборудования.
- Выставка норм точности и зазора между ножами.
- Обкатка ножниц на холостом ходу.
- Проверка работы на заготовке.
- Консервация и окраска ножниц.
Гильотинные ножницы – специальное оборудование, эффективно решающее задачи резки листового металла, обеспечивая точность раскроя и качественные срезы. Прочность обрабатываемого материала приводит к изнашиванию конструктивных элементов оборудования, требуя его капитального ремонта.
Компания «Станкоснаб» поможет вернуть гильотинам рабочее состояние. Являясь производителем металлообрабатывающего оборудования, компания оказывает также сопутствующие услуги, в число которых входит ремонт гильотинных ножниц и других станков, предназначенных для металлообработки.
Наиболее частыми причинами выхода гильотин из строя являются:
- изнашивание бронзовых втулок;
- износ направляющих ножевой балки, приводящий к расширению зазора между ножами;
- потеря мощности реза вследствие изнашивания уплотнителей из резины;
- выход из строя концевых выключателей, приводящих к безостановочной работе ножевой балки или остановки ее в не том положении;
- выход из строя ножей;
- нарушение работы электросхемы механизма в результате замены деталей их аналогами и т.д.
Заказ услуг по ремонту в «Станкоснаб» обладает некоторыми преимуществами, такими как:
- Выполнение специалистами предварительного диагностирования оборудования.
- Вам не придется искать комплектующие, которые придется заменить при ремонте. Втулки, вкладыши, ножи и другие составляющие конструкции производятся непосредственно в цехах компании, что позволяет заказчикам снизить расходы на ремонт гильотин.
- Максимально точное выставление зазоров между ножами и выполнение других работ по сборке механизма.
- После ремонта мы выполним защитную окраску гильотинных ножниц, их обкатку, проверим оборудование в действии.
Чтобы гильотинные ножницы работали безупречно, доверьте их ремонт и обслуживание профессионалам!
Для получения предварительной информации свяжитесь с нами по контактным телефонам:
- 8 (495) 708-46-58 многоканальный;
- 8 (495) 225-52-28 многоканальный (доп. 102 или 103);
- 8 (800) 555-09-47 бесплатный.
© СК Станкоснаб – металлообрабатывающие станки: ремонт и продажа.
Источник
Методы ремонта и восстановления гидравлических ножниц
В ходе эксплуатации гидроножницы подвергаются сильным механическим нагрузкам и загрязнениям, что приводит к перебоям в работе и последующему выходу из строя. Наиболее уязвимыми узлами являются: посадочные места, режущие рабочие инструменты, места сопряжения деталей и многие другие детали. Для решения проблемы потребуется замена или восстановление частей, в зависимости от места поломки, степени износа и разрушения.

Преимущества восстановления деталей
Замена составных частей является дорогим способом решения проблемы, а поставка деталей может занять несколько недель. Компании, работающие с гидравлическим оборудованием, несут убытки и теряют репутацию на рынке услуг. Поэтому специалисты используют расточно-наплавочные комплексы для восстановления геометрии и размеров отверстий и деталей. Благодаря мобильной конструкции работы можно проводить без полного демонтажа поврежденных деталей и на месте эксплуатации спецтехники, в т.ч. в полевых условиях.
Возможности оборудования
Производственные мощности рассчитаны на выполнение следующих операций:
- Восстановление отверстий под пальцы;
- Восстановление проушин;
- Восстановление посадочных мест для крепления гидроцилиндров;
- Наплавка отверстий под рабочий орган;
- Сварочные работы.
Этапы восстановления гидравлических ножниц
1 – Осмотр и дефектация
Мастер проводит внешний осмотр, выявляет дефекты и производит инструментальные измерения для проверки совпадения осей. Устанавливается величина износа или разрушения, на основании чего определяется целесообразность проведения расточно-наплавочных работ. При сильном износе или разрушении проводится замена узлов и агрегатов.
2 — Подготовка отверстий
Центровочный комплект прочно фиксируют на корпусе поврежденной детали посредством электросварки или другим методом. Блок устанавливают по обеим сторонам посадочного места или по торцам отверстий, если требуется восстановление разнесенных друг от друга отверстий. Такой способ расположения детали позволит добиться высокой точности обработки.

3 — Установка и центровка вала
За счет особой конструкции центровочного блока можно варьировать положение борштанги. Это необходимо для формирования нужного направления оси восстанавливаемого участка или достижения соосности отверстий разных диаметров. Для балансировки борштанги используются мерительные инструменты, ориентиром служит наиболее целое отверстие или другие поверхности.
На отцентрированную борштангу устанавливаются закрепляющие суппорты и оптимизируется положение станка, которое фиксируется при помощи сварки. Для фиксации вместо сварки можно использовать метизы подходящих диаметров, при небольшой толщине агрегата допускается применением зажимных элементов типа струбцин.
4 – Фрезерование и устранение эллипсности
После достижения устойчивого положения центровочный блок снимают, а на боштанге закрепляют резец для проведения первичной расточки. Эта операция позволяет удалить эллипсность, которая образуется при естественном износе работающих агрегатов.
Фрезерование заканчивается восстановлением соосности отверстий, но размер не вернется к заводским значениям. Проблему можно решить двумя способами:
- Наплавка металла на поверхность и расточка под размер;
- Повторное фрезерование под ремонтный размер с последующей горячей установкой металлической гильзы.
При использовании расточно-наплавочного оборудования выбирают первый вариант. Он обойдется дешевле и занимает меньше времени, чем изготовление ремонтной гильзы. Плюс технология наплавки восстанавливает тело металла и не допускает смещения нового покрытия.
5 — Наплавка металлической поверхности
Обработка детали проводится с применением электросварочного аппарата, у которого подача проволоки происходит в автоматическом режиме. Обычно для наплавки используют смесь из 80% аргона и 20% углекислого газа. Масса подается к сварочному аппарату через редуктор или два баллона с отдельным содержанием двух компонентов.
В зависимости от степени износа, обработка поверхности выполняется в один или несколько слоев. Сварочная насадка вращается и перемещается самостоятельно без привлечения оператора. Наплавляемый материал имеет сходные характеристики с обрабатываемой поверхностью.

6 — Фрезерование под номинал
В результате наплавки производится демонтаж наплавочной штанги и установка борштанги. Проточка выполняется в два этапа, поскольку за один раз невозможно добиться высокой точности. Черновая проточка направлена на удаление остатков после сварки и неровностей, вызванных созданием слоев.
После цикла обработки поверхность становится ровной и максимально близкой к номинальному размеру.
7 — Финишная обработка
На завершающей стадии проводится чистовое фрезерование, позволяющее добиться точности размера 0,01 мм. Такой результат достигается путем замедленного прохождения резца и контролем параметров при проточке с использованием цифровых индикаторов.
По окончании операций мастер замеряет деталь и при необходимости устраняет недочеты. При соответствии параметров требуемым значениям зачищают поверхность от сварки, используемой для закрепления суппортов. Восстановление детали монтируются на гидравлически ножницы.
Для ремонта и восстановления пресс-ножниц обращайтесь в компанию «Гидротехтрейд».
РЕМОНТ И ОБСЛУЖИВАНИЕ
ЛЮБОЙ ГИДРАВЛИКИ
Источник