Как соединить деформационные гидрошпонки
В статье будет рассказано об устройстве деформационных швов с использованием гидрошпонки Технониколь ВД-240.
Гидрошпонка решает проблему поступления воды в подземные помещения (подвалы) через деформационные швы в бетоне. Область применения – герметизация деформационных швов в железобетонных конструкциях при строительстве подземных частей зданий.
Инструменты
Для монтажа данного узла потребуются:
- ножницы;
- нож;
- ножницы по металлу;
- набор роликов с ручным фрезом;
- пробник для проверки швов;
- тонкие лезвия;
- линейка и карандаш для осуществления разметки.

Что собой представляет гидрошпонка ВД-240
Гидрошпонка Технониколь ВД-240 является профилированной лентой. Ее ширина составляет 240 мм. Материал изготавливается из пластифицированного ПВХ. Используется для герметизации деформационных швов в монолитно-железобетонных конструкциях. Имеет компенсатор, который работает на растяжение, сжатие и сдвиг.

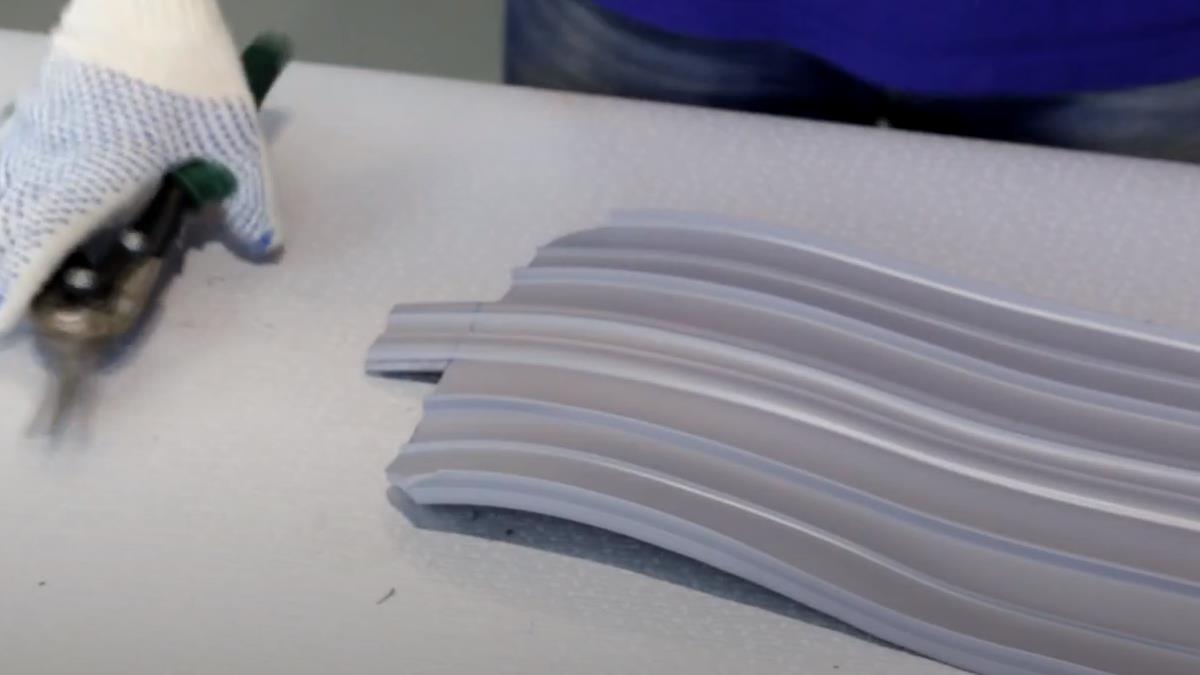
1 этап. Раскрой гидрошпонок
Что нужно делать:
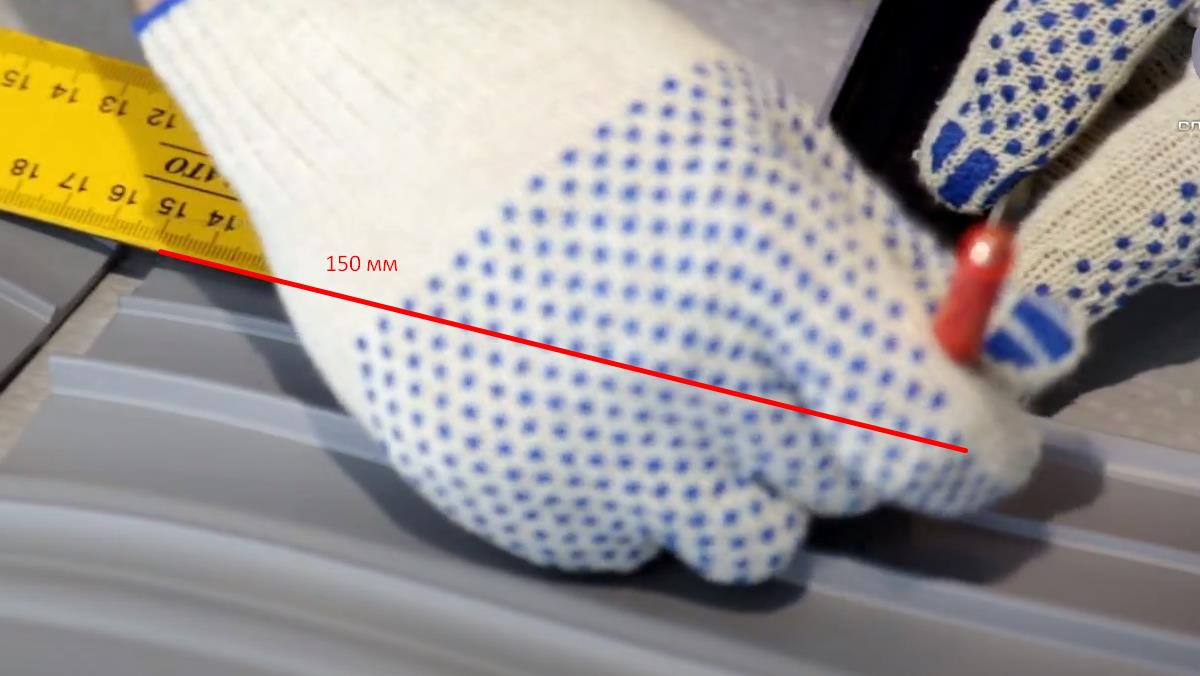
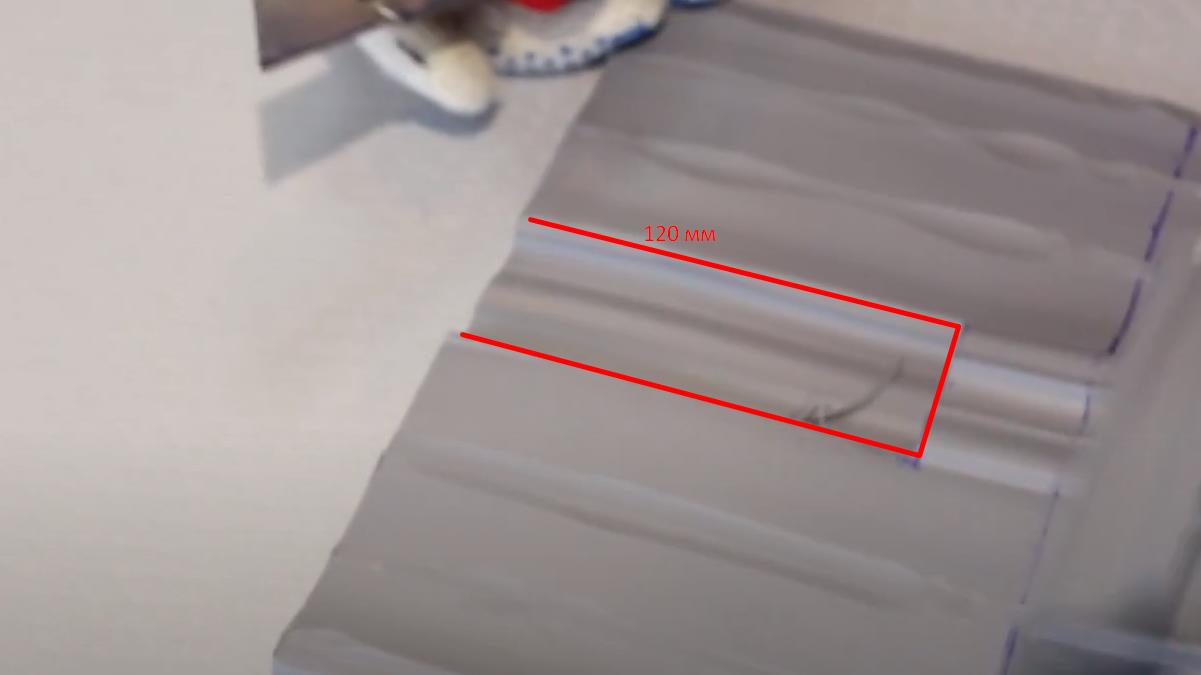
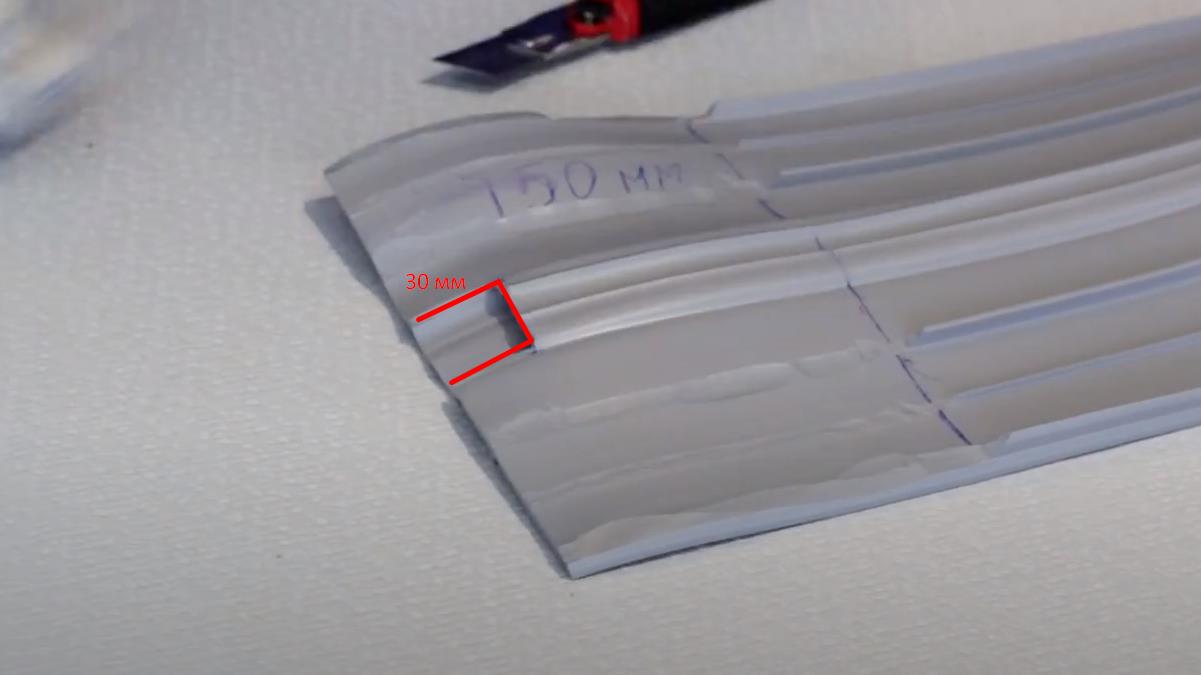
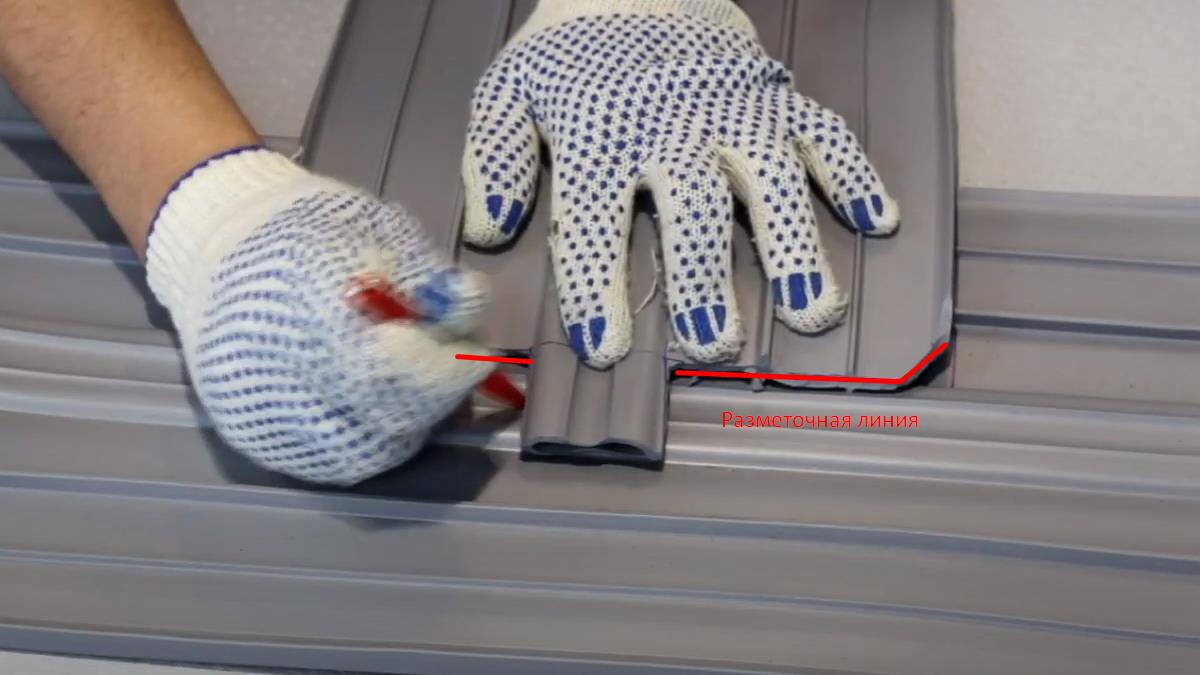
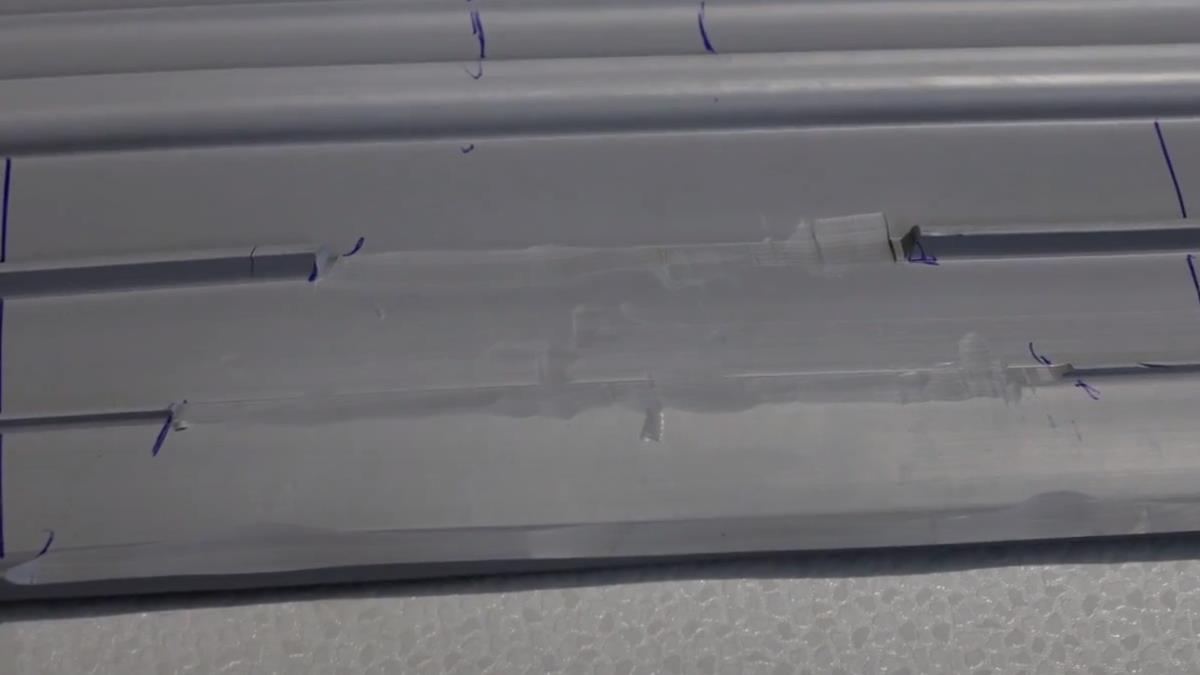
- Перед сваркой произвести ровный раскрой торцов двух гидрошпонок. На каждой осуществляется разметка 150 мм. Она необходима для дальнейшего создания нахлеста.

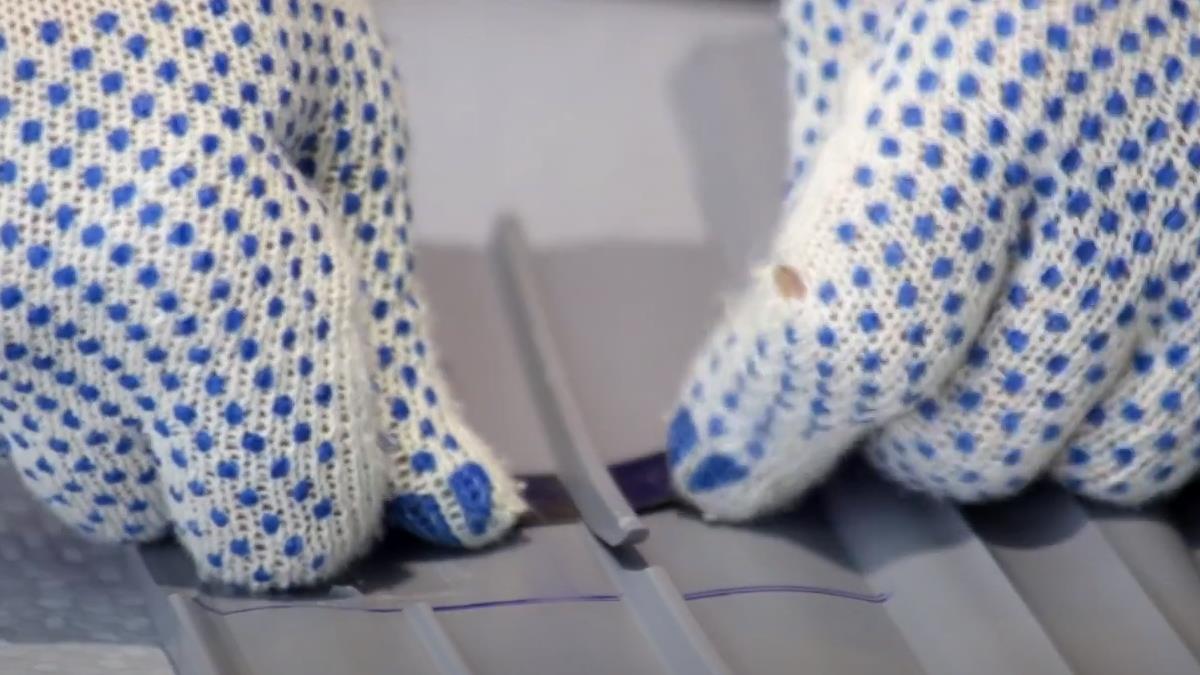
Срезать вертикальные ребра на ранее размеченном участке гидрошпонки. Для этой задачи используется тонкое лезвие. Для удобства его рекомендуется предварительно нагреть.
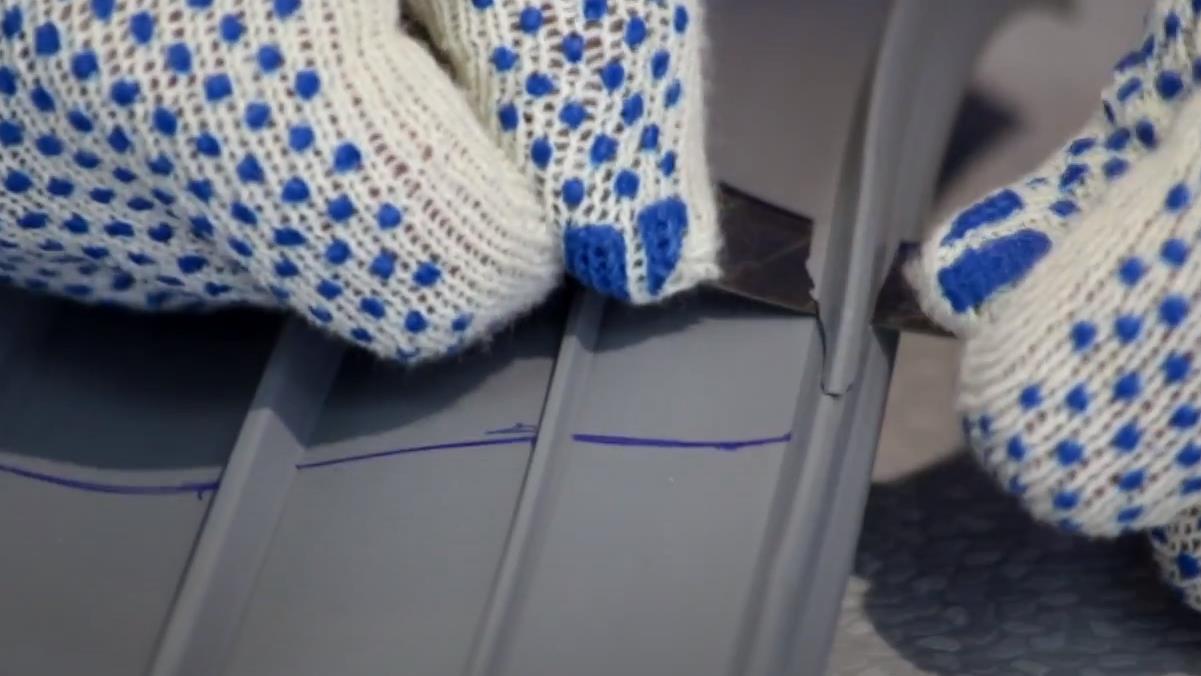
Произвести аналогичные действия на второй гидрошпонке.
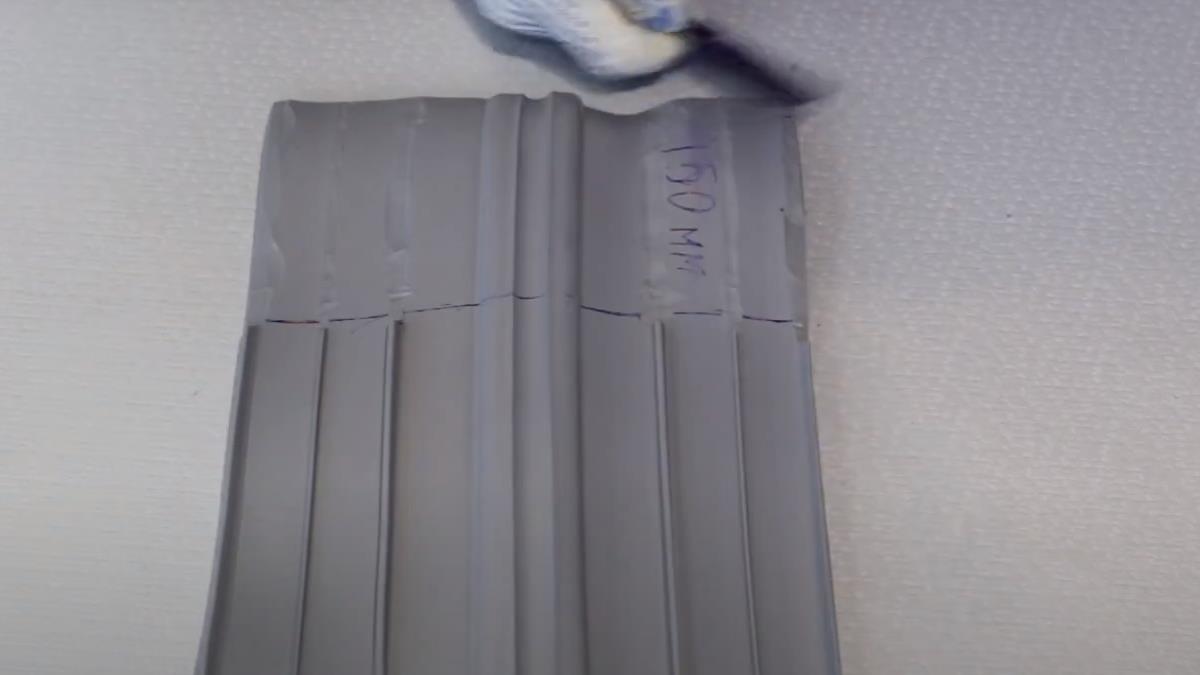
Произвести раскрой компенсатора для создания нахлеста. На одной гидрошпонке он должен быть 30 мм, а на второй 120 мм.
2 этап. Сварка гидрошпонок
Пошаговые действия:
- Произвести точечную прихватку гидрошпонки.

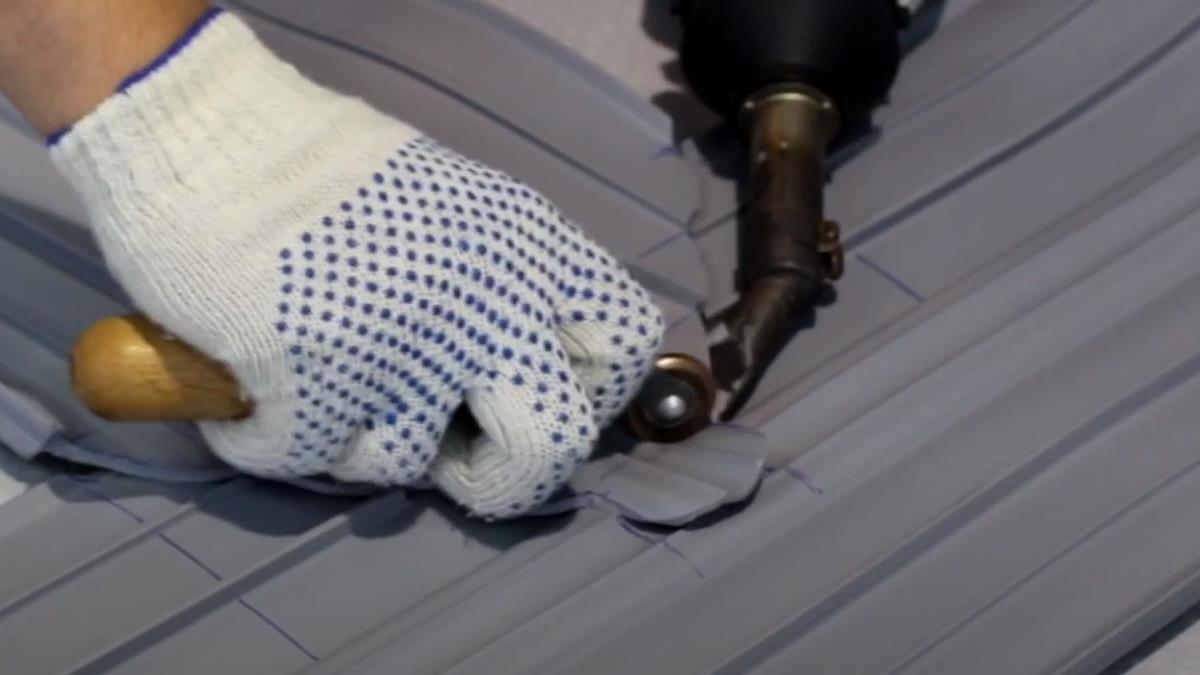
Приступить к сварке, начиная с канала компенсатора, используя латунный ролик.

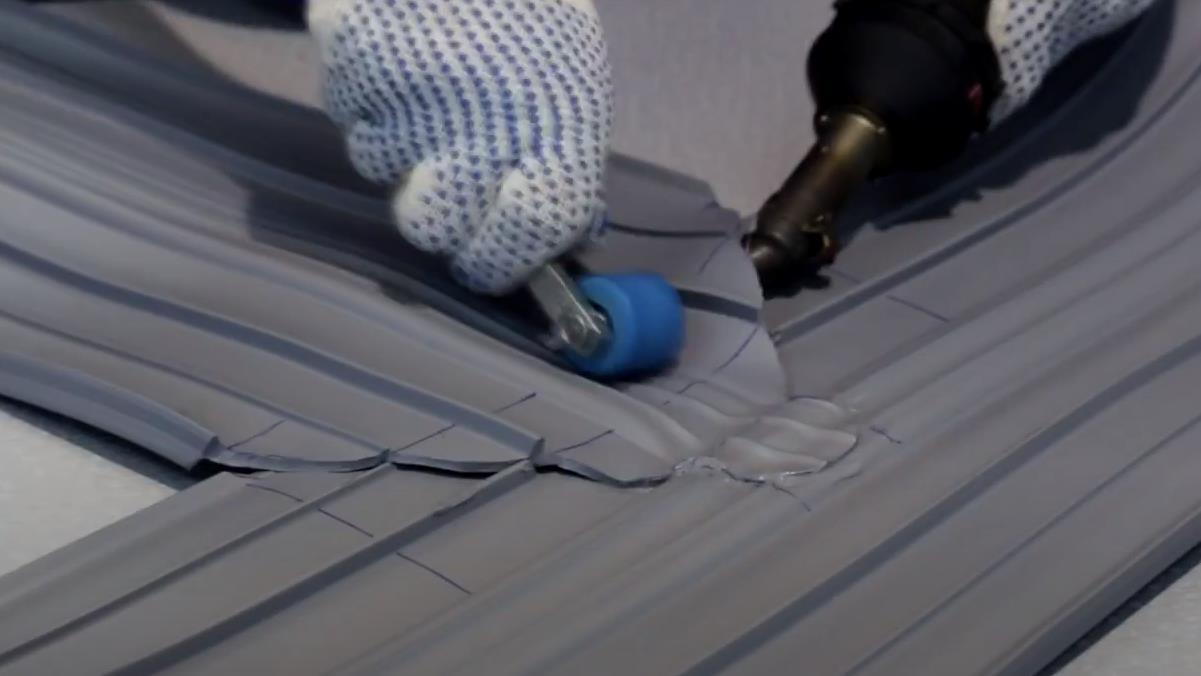
Сварить область нахлеста гидрошпонок, начиная от центра, передвигаясь к краям, используя тефлоновый ролик.

Выварить верхнюю грань деформационного компенсатора.

По всем соединениям пройтись пробником для проверки сварных швов.

Проварив нахлест с одной стороны, сделать то же самое с другой. Все делается аналогичным образом.

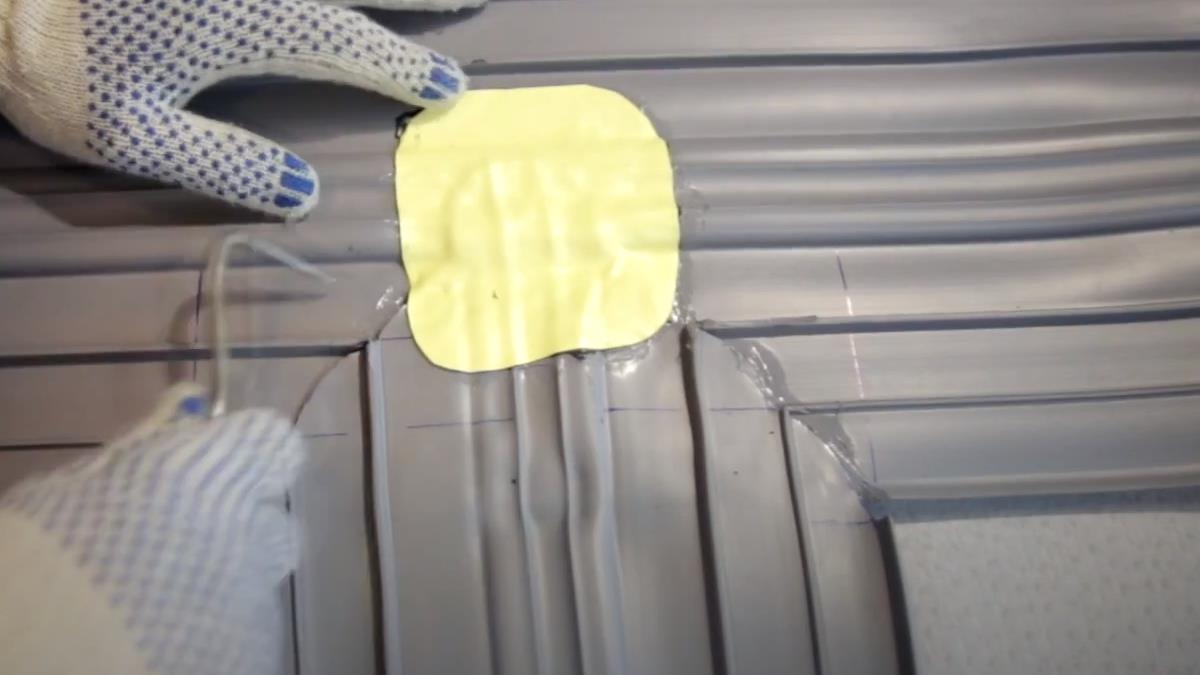
Слабым местом у данного узла является область сварки компенсатора. Для его усиления используется заплатка из мембраны Logicbase V-SL (120 на 80 мм).
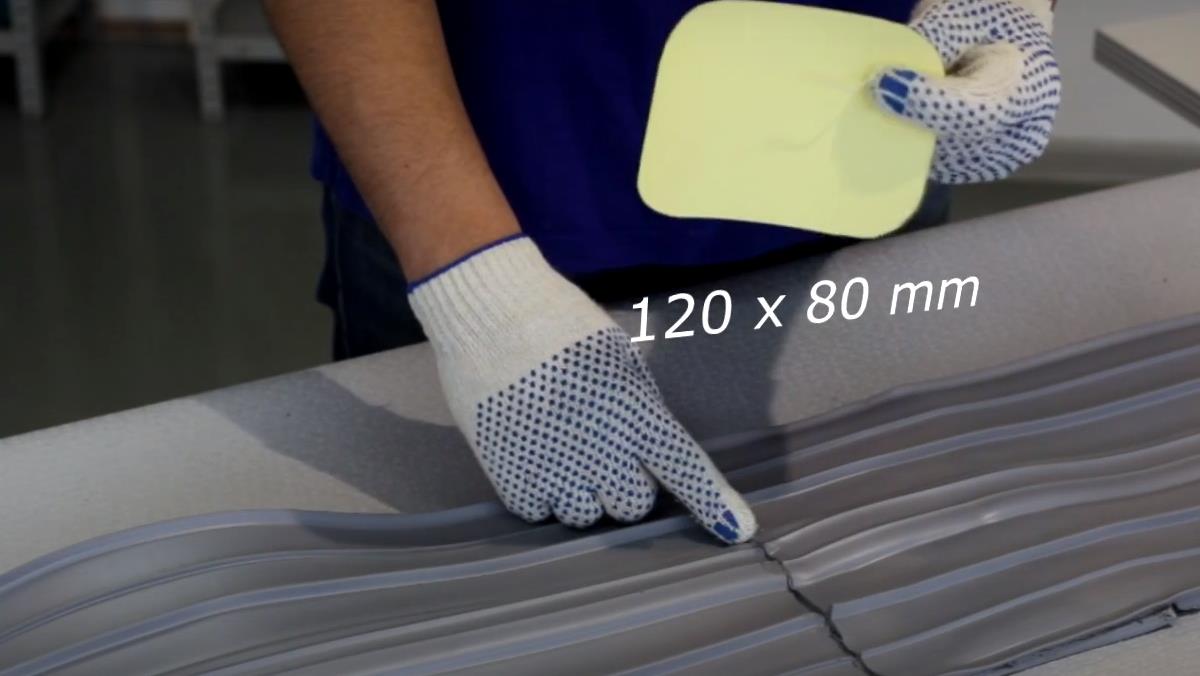
Произвести сварку заплатки, начиная с ее провара с компенсатором. Далее перейти на боковые грани. Аналогичным образом произвести монтаж заплатки с обратной стороны.

В результате получается прочное и надежное соединение, которое воспринимает нагрузки на сжатие, растяжение и сдвиг.

3 этап. Т-образное соединение
Помимо прямого соединения гидрошпонок также существует Х-образное, угловое и Т-образное. Последний вариант является наиболее распространенным.

Рассмотрим, как его создать:
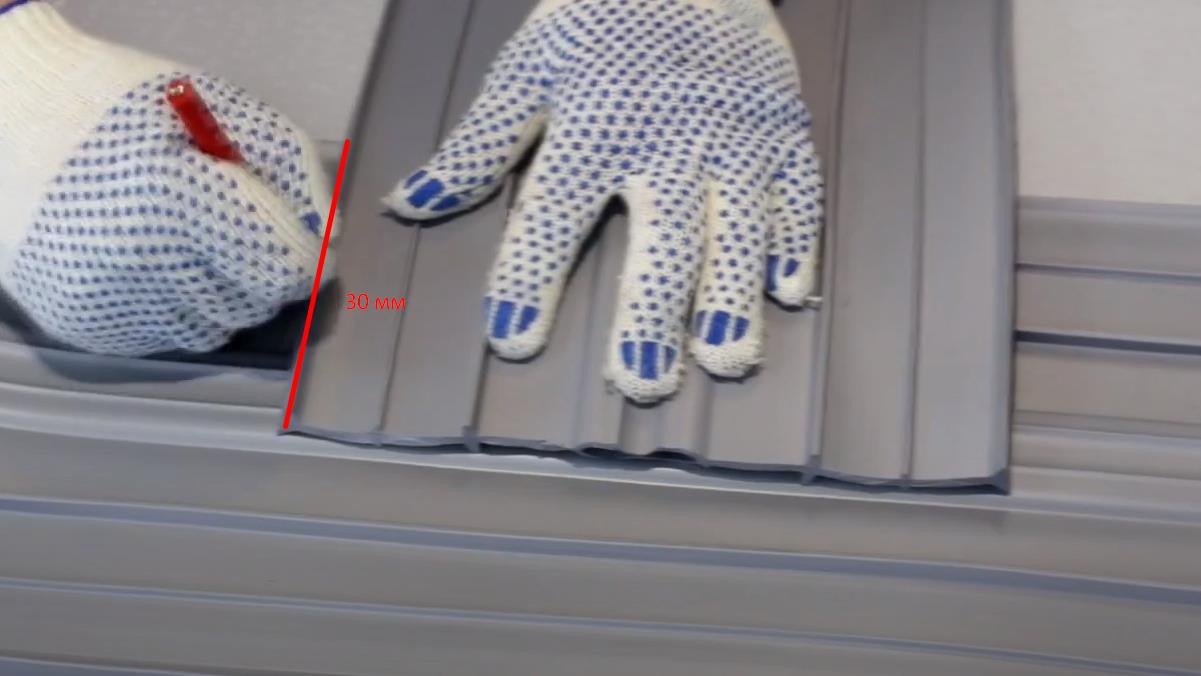
- Перед раскроем уложить гидрошпонку с таким перехлестом полотен, чтобы торец верхней перекрывал компенсатор на всю ширину (30 мм).
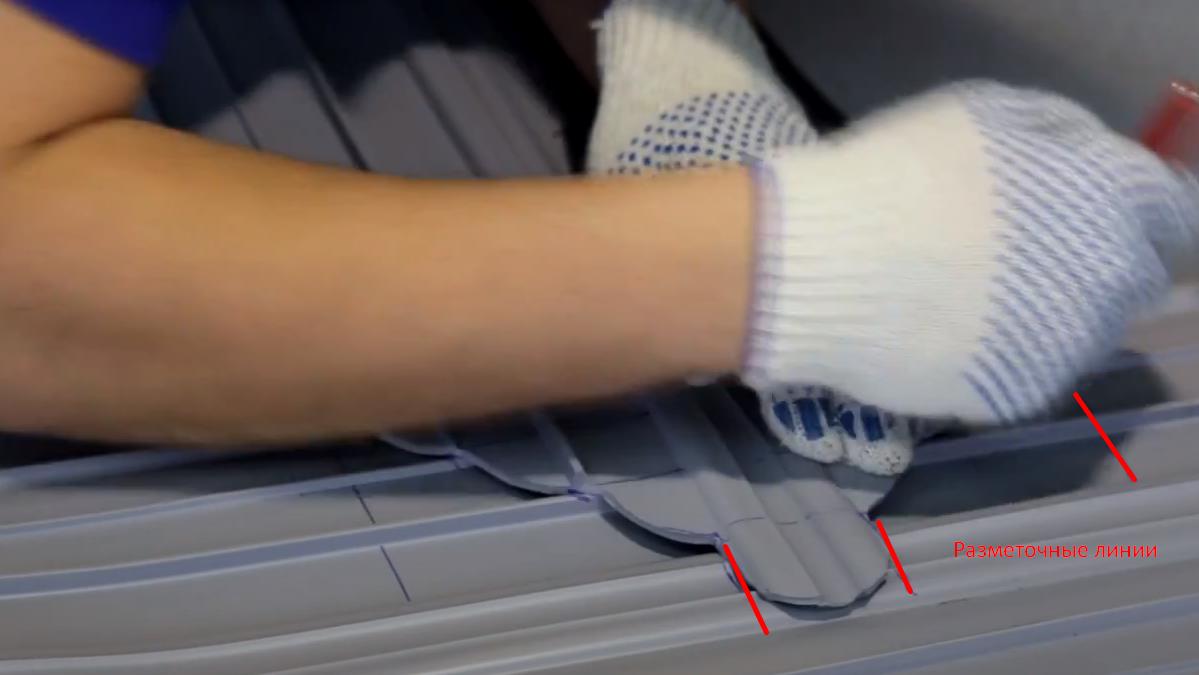
Произвести разметку гидрошпонки по месту, скруглив ее углы.

Вырезать гидрошпонку по разметочной линии.
Произвести разметку предварительного места установки на нижнем полотне перехлеста.
Удалить ребра со стороны соприкосновения двух полотен при перехлесте.
Вырезать компенсатор для организации перехлеста.

Произвести разметку линий среза для плотного стыкования ребер гидрошпонок. Осуществить по ним срез.

Приложить раскроен торец гидрошпонки, проставить отметки для удаления ребер с нижнего полотна.
Произвести удаление вертикальных ребер нижнего полотна, ориентируясь на ранее сделанные отметки.
Произвести прихватку гидрошпонок между собой.

Проварить карман компенсатора.
Выварить горизонтальную область соприкосновения полотен.
Осуществить сварку с обратной стороны соединения.

На место соединения компенсатора установить элемент усиления (заплатку из мембраны Logicbase V-SL). Сварку начинать от верхней плоскости прилегания латки к шпонке, передвигаясь к боковым зонам. В конце выварить горизонтальную плоскость. Пройтись пробником для проверки швов.

Как прямое, так и Т-образное соединение были выполнены с нахлестом 150 мм. Это позволило повысить стойкость к различным видам нагрузки.
Источник
Ремонт гидрошпонки как это сделать
3.6. Требования к расположению арматуры и коммуникаций
При проектировании разводки шпонок необходимо учитывать места прохода коммуникаций, опалубочных анкеров, расположение арматуры. Расстояние между гидрошпонкой и вышеперечисленными элементами должно быть не менее 20мм «в свету». Это необходимо чтобы при заливке бетонной смеси, в этих местах, не образовывались воздушные пузыри, что приведёт к образованию путей воды в обход гидрошпонки и снизит эффективность её работы.
Требуемые расстояния в свету между арматурой и шпонками:
Неправильный монтаж шпонки: расстояни е между шпонкой и стержнями арматуры недостаточно:
е между шпонкой и стержнями арматуры недостаточно:

Ошибка в проектировании – труба проходит прямо через наружную шпонку:

Неправильное взаиморасположение шпонки и опалубочного анкера:

3.7. Установка гидрошпонок в опалубку
Для того чтобы гидрошпонка не смещалась при заливке бетонной смеси, шпонку необходимо зафиксировать в необходимом положении с помощью специальных клипс или привязать проволокой к арматуре. Наружные гидрошпонки крепятся специальными гвоздями к опалубке. Гвозди забиваются на 1/3 и загибаются. Это делается специально, для того чтобы при распалубке (когда бетон ещё не набрал полную прочность) шпонку не вырвало из тела бетона.
Внутренняя гидрошпонка установленная в опалубку:


Арматурный каркас должен позволять установить шпонку. Хорошо видны проволочные растяжки, фиксирующие шпонку в правильном положении, предотвращающие смещение шпонки при заливке бетонной смеси. Требуется разрезная опалубка. Использование обычной опалубки с загибанием свободного плеча гидрошпонки не рекомендуется, так как после заливки бетонной смеси и разгибания шпонки образуются пустоты, которые снизят эффективность шпонки. Тело шпонки будет испытывать повышенные напряжения, что приведёт к снижению срока службы гидрошпонки, также могут образоваться острые углы на бетонной плите, которые могут перерезать шпонку и т.п.

Решили не делать разрезную опалубку. Хорошо видны искривления шпонки и пустоты, которые образуются после разгибания свободного плеча шпонки и последующем бетонировании второй плиты. Другой недостаток – слишком малый выпуск шпонки. Если к этой шпонке необходимо будет присоединить продолжение шпонки, то это не получится по нескольким причинам: искривление самой шпонки и слишком маленький свободный выпуск уже забетонированной шпонки.
Крепление внутренних шпонок

Клипсы для крепления внутренних шпонок:



Шпонку тип FMS можно крепить непосредственно за металлическую полосу:


Наружная гидрошпонка установленная в опалубку. Шпонка крепится специальными гвоздями непосредственно к опалубке так, как показано на рисунке – в область у самого края, она специально для этого пердназначена. Забивать гвозди в середину шпонки и особенно в компенсационный элемент категорически нельзя! Защитный слой арматуры должен быть увеличен с таким расчётом, чтобы между шпонкой и арматурой был зазор 20мм. В этом случае не придётся изменять форму арматурного каркаса.

Наружную гидрошпонку нельзя устанавливать анкерными рёбрами вниз. В этом случае практически невозможно правильно забетонировать рёбра шпонки и обязательно появится течь.

Шовная «П» образная гидрошпонка установленная в опалубку. Шпонка крепится специальными гвоздями непосредственно к опалубке. Между шпонкой и арматурой должен быть зазор 20мм.
Для защиты «П» образных шпонок от подобных повреждений

рекомендуется надевать на «П»-образную шпонку специальный защитный профиль

Этот профиль не только защищает шпонку от возможных повреждений, но и формирует фаску на бетонной плите, что хорошо видно на рисунке.
3.8. Подготовка шпонок к установке
Наружные гидрошпонки из термопластов с высокими анкерными ребрами вследствие неправильного обращения при транспортировке или неправильного хранения на стройплощадке могут иметь складки или искривления анкерных ребер, которые не позволят полностью забетонировать гидрошпонку (рис. 3.53).
Рис.3.53. Наружная гидрошпонка с деформированными анкерными ребрами.

Не допустимо устанавливать гидрошпонки с искривлениями, затрудняющими их плотную заделку бетон (рис. 3.55) . В этом случае качественная заделка анкерных ребер не возможна, и как следствие неизбежны течи и фильтрация воды в обход шпонки. Перед монтажом шпонок необходимо провести специальные мероприятия по устранению таких деформаций, напр. тепловую обработку пламенем газовой горелки, как показано на рис. 3.54.
Рис. 3.54: Тепловая обработка наружной гидрошпонки с целью выпрямления анкерных ребер и устранения вредных остаточных деформаций

При тепловой обработке анкерные ребра расправляются. Только после успешного проведения соответствующих мероприятий по устранению деформаций можно приступать к монтажу.
Рис. 3.55: П-образная шовная гидрошпонка с сильными деформациями анкерных ребер, уже забетонированная с одной стороны

Шпонка свою функцию выполнять не будет. Будут массовые протечки воды в обход шпонки.
После заливки первой плиты необходимо защищать гидрошпонку от повреждений. Так как перерыв между заливками плит может быть значителен, то непосредственно перед заливкой второй плиты свободное плечо уже забетонированной шпонки необходимо очистить от мусора, цементного молока и т.п. который мог попасть туда. Особенно нужно хорошо очищать наружные шпонки, так как они имеют высокие анкерные рёбра, где легко скапливается разного рода грязь. Наружные гидрошпонки, находящиеся на самом низу толстой фундаментной плиты (1м и более), иногда практически невозможно очистить, поэтому для подобных случаев наружную гидрошпонку можно расположить ближе к середине плиты. В этом случае шпонка достаточно просто очищается, а весь мусор падает вниз.





При наличии грязи и воздушных пузырей гидрошпонка будет плохо держаться в теле бетона, появятся пути прохода воды в обход шпонки, при распалубке шпонку может просто вырвать из тела бетона.
3.9. Ремонт шпонок
Во время строительных работ, несмотря на все принятые меры предосторожности, гидрошпонки иногда повреждаются. Шпонки могут быть прожжены искрами от сварочных работ, острыми краями арматуры и др. Такие шпонки необходимо ремонтировать. На шпонки из термопласта накладка наваривается, на шпонки из эластомера накладка привулканизируется.

Типичное повреждение шпонки
Ремонт шпонки из резины:


повреждение установленный вулканизатор


Вулканизатор в разрезе отремонтированная шпонка
Только для ремонта шпонок в безвыходных ситуациях допустимо применять так называемую «холодную вулканизацию». Там, где это возможно, следует использовать нормальную вулканизацию теплом.
Шпонки их термопласта (ПВХ) ремонтируются аналогично, но так как не требуется вулканизация, то процесс гораздо проще.

Поврежденная наружная шпонка из ПВХ. Ремонт производится наваркой заплаты на повреждённое место. Инструмент – строительный фен или паяльник и прикаточный ролик.
Ремонт протечек. Плиты уже забетонированы. Доступа к шпонкам нет. Ремонт возможен только методом инъектирования.

Типичная проблема. Протекает шов. Протечка из-за повреждения шпонки или некачественной укладки бетонной смеси. Ремонт производится инъектированием полиуретановых смол в область шва. Так как неизвестна причина течи и неизвестно место повреждения, то инъектрование вначале производится в два этапа. Для надёжного ремонта сверление производится с двух сторон шва, под углом 45°.


Первый этап. Сверлится глубокое отверстие, вставляется длинный штуцер (пакер) и производится инъектирование»за шпонку».

Второй этап. В это же отверстие вставляется более короткий штуцер и инъектирование производится в области плеча шпонки.
Существуют специальные шпонки, с уже вставленными инъекционными трубками. Они предназначены для ответственных конструкций.


При помощи инъектирования в эти трубки можно достаточно легко ликвидировать протечки:
Источник