- Ремонт гильз цилиндров двигателя камаз
- Строение автомобиля
- Восстановление гильз цилиндров КАМАЗ пластинированием:
- Подготовка гильз цилиндров КАМАЗ под облицовку пластинами.
- Гильза цилиндра КАМАЗ.
- Технология восстановления гильзы цилиндра автомобиля КАМАЗ
- Анализ конструкции изделия. Дефектация. Перечень возможных дефектов гильз цилиндров. Обмер рабочих поверхностей гильзы. Возможные маршруты восстановления. Маршрут восстановления гильзы цилиндра. Ремонт внутренней рабочей поверхности и посадочных поясков.
Ремонт гильз цилиндров двигателя камаз
Гильзы цилиндров двигателей КамАЗ съемные. После установки гильз цилиндров в блок между стенками гнезд цилиндров и внутренними стенками блока цилиндров образуется водяная рубашка, поэтому гильзы цилиндров называются мокрыми. От гильз цилиндров ЯМЭ-238 они отличаются диаметром цилиндра (КамАЗ-740 — 120 мм; ЯМЭ-238 — 130 мм) и массой (гильза цилиндров КамАЗ-740 имеет массу 5 кг, ЯМЭ-238 — 8 кг).
Рис. 29. Приспособление для центровки и закрепления гильзы на столе расточного станка конструкции Е. А. Алешкина:
1 — стол станка; 2 — опорная плита приспособления; 3 — приспособление; 4.5 — нижний и верхний пояса зажима гильзы цилиндров; 6 — резец; 7 — шпиндельная головка; 8 — шпиндель; 9 — ножка индикаторного приспособления совмещения оси гильзы цилиндров с осью шпинделя; 10—индикатор приспособления; 11—верхний посадочный поясок; 12 — гильза цилиндров; 13 — нижний посадочный поясок приспособления; 14 — стяжной винт
Рекламные предложения на основе ваших интересов:
Гильзы цилиндров КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна и, как показал анализ результатов эксплуатации, отличаются высокой износостойкостью.
В связи с тем, что Камское объединение по производству большегрузных машин не выпускает пор.шни ремонтного размера, при ремонте двигателей изношенные гильзы цилиндров выбраковываются, что ведет к нерациональному расходу металла. На многих ремонтных предприятиях успешно применяется восстановление изношенных гильз цилиндров двигателей КамАЗ-740 пластиниро-ванием.
Основные операции технологического процесса восстановления гильз цилиндров пластинированием следующие:
– подготовка гильз цилиндров под облицовку пластинами;
– изготовление пластин;
– облицовка внутренней поверхности гильз цилиндров пластинами;
– обработка гильз цилиндров после облицовки.
Подготовка гильз цилиндров под облицовку пластинами заключается в их расточке под запрессовку свернутых пластин. Расточка гильз цилиндров производится эльборовым резцом на алмазно-расточном станке модели 278J1 в специальном приспособлении, показанном на рис. 29. Способ восстановления гильз цилиндров стал возможен только благодаря применению для расточки гильз резцов из эльбора, так как обработка внутренней поверхности высокопрочного чугуна гильзы обычными резцами с твердосплавными пластинами ВК-3 затруднена.
Режимы резания при обработке гильз эльборовым и резцами следующие: скорость резания v — 70— 90 мм/мин; подача s — 0,03 мм/об; глубина резания tp — 0,015— 0,2 мм. При подаче 0,03 мм/об обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм.
Затраты времени на растачивание отверстий гильз цилиндров двигателя КамАЗ-740 следующие: основное технологическое время — 12,2 мин; вспомогательное время — 1,2 мин; организационно-техническое — 0,4 мин; время перерывов — 0,2 мин; штучное время — 15 мин.

Рис. 30. Гильза цилиндра КамАЗ-740, восстановленная пластинированием под номинальный размер:
а — общий вид восстановленной гильзы цилиндра; б — геометрические размеры восстановленной гильзы цилиндра; Д\, Дг, Т — посадочные поверхности гильзы цилиндров; 1 — гильза цилиндров; 2 — верхний пояс, изготовленный из пластины; 3 — нижний пояс
Сущность изготовления пластин состоит в подборе стальной ленты для резки ее на мерные пластины, выборе толщины пластин, определении натяга и усилия запрессовки, определении длины пластин, раскрое стальной ленты на мерные куски, резке стальной ленты на мерные пластины и шлифовании кромок пластин.
Для изготовления пластин применяется холоднокатаная лента из углеродистой стали марок У8А и У10А. Геометрические размеры пластин в зависимости от технологического диаметра цилиндров после их расточки представлены в табл. 20.
Удерживаются пластины на внутренней поверхности гильзы цилиндров за счет сил трения, возникающих вследствие их напряженного состояния.
Обработка гильз цилиндров после облицовки заключается в том, что гильзы цилиндров хонингуются на хонинговаль-ном станке для того, чтобы снять заусеницы, которые могут образоваться при запрессовке пластин. При этом на поверхность пластины наносятся риски хонинговальными брусками для улучшения смазки внутренних поверхностей гильз цилиндров. Время хонингования составляет 1—2 мин.
После обработки восстановленные гильзы цилиндров должны отвечать следующим техническим условиям: – шероховатость поверхности должна быть 0,16 мкм; овальность и конусность внут-ренней поверхности цилиндра не должна превышать 0,025 мм.
Гильза цилиндров двигателя КамАЗ-740, восстановленная под номинальный размер пластинированием и ее геометрические размеры представлены на рис. 30.
Экономический эффект восстановления гильз цилиндров двигателей КамАЗ-740 облицовкой внутренней поверхности стальными пластинами составляет 8 р. 20 к. на одну гильзу и дает при ремонте одного комплекта гильз экономию металла около 80 кг.
Источник
Строение автомобиля

На двигателях автомобиля КАМАЗ установлены съемные гильзы цилиндров. Когда гильза цилиндров установлена, то между внутренними стенками блока цилиндров и гильзами образуется пространство, которое называется рубашкой охлаждения двигателя – такие гильзы называются мокрыми гильзами цилиндров. Гильзы цилиндров КАМАЗ-740 имеют диаметр 120 мм, и массу 5 кг.
Гильзы цилиндров КамАЗ-740 выполнены тонкостенными (толщина стенок гильзы цилиндра составляет 13,5 мм.). Отливаются гильзы цилиндров КАМАЗ из сверхпрочного чугуна, что придает детали высокую износостойкость.
К сожалению, Камский завод по производству грузовых автомобилей не производит поршней ремонтных размеров, поэтому при ремонте двигателя изношенные гильзы цилиндров просто выбраковываются. Правда существует много ремонтных предприятий, где восстанавливают и ремонтируют гильзы цилиндров КАМАЗ, что существенно экономит расход металла. Для восстановления гильз цилиндров двигателя применяют метод пластинирования.
Восстановление гильз цилиндров КАМАЗ пластинированием:
- подготовка гильз цилиндров под облицовку пластинами;
- изготовление пластин;
- облицовка внутренней поверхности гильз цилиндров пластинами;
- обработка гильз цилиндров после облицовки.
Подготовка гильз цилиндров КАМАЗ под облицовку пластинами.
Подготовка гильз цилиндров КАМАЗ под облицовку пластинами подразумевает расточку гильзы под запрессовку пластин. Расточка гильз цилиндров проводится с помощью эльборового резца на специальном алмазно-расточном станке. Расточка гильзы цилиндров другими резцами будет очень трудоемка и нецелесообразна.
Режимы резания при обработке гильз КАМАЗ эльборовыми резцами:
- Скорость резания 70-90 мм/мин;
- Подача 0,03 мм/об;
- Глубина резания 0,015-0,2 мм.
При подаче 0,03 мм/об. обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм.
Гильза цилиндра КАМАЗ.
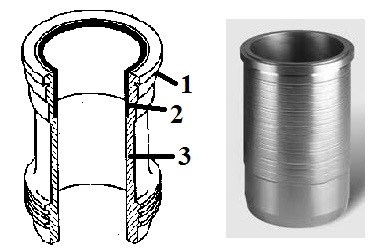
1 – бурт; 2 – сухая вставка; 3 – сменная мокрая гильза.
Источник
Технология восстановления гильзы цилиндра автомобиля КАМАЗ
Анализ конструкции изделия. Дефектация. Перечень возможных дефектов гильз цилиндров. Обмер рабочих поверхностей гильзы. Возможные маршруты восстановления. Маршрут восстановления гильзы цилиндра. Ремонт внутренней рабочей поверхности и посадочных поясков.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 03.03.2009 |
Министерство образования Российской Федерации
Южно-Уральский государственный университет
Кафедра «Автомобильный транспорт»
Тема: «Технология восстановления гильзы цилиндра автомобиля КамАЗ»
1. Анализ конструкции изделия
3. Возможные маршруты восстановления
4. Маршрут восстановления гильзы цилиндра
5. Список литературы
Анализ конструкции изделия
Гильзы цилиндров являются тонкостенными оболочками, т.е. эти детали имеют тонкие стенки, большие диаметры и длину. У автомобилей КамАЗ они мокрого типа, отлиты из специального чугуна с перлитной структурой твердостью HRCэ 42…50. Рабочая поверхность гильзы закаливается токами высокой частоты и тщательно шлифуется и полируется.
Рисунок 1 — Гильза цилиндра КамАЗ-740
В верхней части гильзы имеется упорный бурт, нижней плоскостью которого гильза устанавливается на соответствующий упорный торец блока цилиндров. Верхний торец бурта имеет выступ, предохраняющий прокладку головки цилиндров от непосредственного воздействия на нее горячих газов, а выступание бурта над плоскостью блока обеспечивает надежное уплотнение газового стыка. Центрирование гильзы осуществляется при помощи двух обработанных поясов — верхнего и нижнего, размещенных на ее наружной поверхности.
Нижний пояс гильзы уплотняется двумя резиновыми кольцами, которые устанавливаются в канавках блока, предотвращая тем самым попадание воды из водяной рубашки блока в полость масляного картера двигателя.
Уплотнение гильзы в верхней части надежно осуществляется упорным буртом и прокладкой головки цилиндров.
При дефектации гильза цилиндра вначале подвергается внешнему осмотру с целью обнаружения явных дефектов (коррозия, трещины, вмятины и т.д.), а также дефектов с признаками окончательного брака (поломки, сколы, пробоины и т.п.). Затем ее проверяют на специальных приспособлениях и приборах для выявления микротрещин, определения степени смещения поверхностей относительно друг друга, измерения твердости, упругости и т.д. Затем выполняют обмер рабочих поверхностей гильзы цилиндра.
Такая последовательность дефектации позволяет избежать лишней работы в тех случаях, когда деталь имеет признаки явных дефектов или брака.
Таблица 1 — Перечень возможных дефектов гильз цилиндров
Рекомендуемые способы ремонта детали
износ внутренней рабочей поверхности
Растачивание, запрессовка пластины, хонингование
Браковать при наличии глубоких задиров
риски на внутренней рабочей поверхности
Браковать при наличии глубоких рисок
износ посадочных поясков и опор-ных буртов
Вибродуговая наплавка или контактная приварка ленты
кавитационные разру-шения на наружной поверхности
Нанесение эпоксидной композиции
Растачивание, запрессовка пластины, хонингование
Возможные маршруты восстановления
Маршрут восстановления гильзы цилиндра
Рабочая (внутренняя) поверхность гильзы изнашивается наиболее интенсивно, так как на эту поверхность попадают абразивные частицы из топливно-воздушной смеси, из масла. Детали сопряжения гильза—поршень—поршневые кольца работают при высоких температурах, затрудненной смазке, повышенном давлении, в агрессивной среде, что также является причиной интенсивного износа внутренней поверхности гильз. Коррозионные и кавитационные разрушения бывают весьма значительными.
Обычно гильзы при определении технического состояния выбраковы-вают в случае наличия трещин, глубоких задиров и рисок на внутренней поверхности, сколов, износе внутренней рабочей поверхности более 0,4 мм и опорного бурта по высоте более 0,3 мм.
Очистка гильз от накипи и следов коррозии наиболее эффективна металлическим песком в специальной установке. В качестве очищающей среды используют косточковую или пластмассовую крошку, стеклянные шарики и гранулы сухого льда. Косточковая крошка (дробленная скорлупа фруктовых косточек) подается потоком сжатого воздуха, движущегося с высокой скоростью, на поверхность с нагаром под давлением 0,3…0,6 МПа. Частицы, с силой ударяясь о поверхность детали, разрушают и удаляют нагар и другие загрязнения, при этом, не нарушая шероховатости поверхности детали. Очистка поверхностей деталей косточковой крошкой выполняется в специальных установках. Перед обработкой косточковой крошкой с поверхности с нагаром должны быть удалены масляные загрязнения.
Конструкция такой установки показана на рисунке 2. Принцип действия ее довольно прост. Крошку загружают в корпус 6. Через фильтрующую сетку и отверстие в клапане 2 крошка поступает в бункер 9 и смеситель 1. По шлангу 3 под действием сжатого воздуха крошка попадает к наконечнику 5. Кранами 7 и 8 регулируется расход подаваемого сжатого воздуха. Детали для очистки укладывают на стол 4. Рабочий, направляя наконечник 5 на поверхность детали, очищает ее косточковой крошкой, а полноту и качество очистки контролирует через защитное стекло. Пыль от крошки и загрязнений отсасывается вентилятором 11 через циклон 10.
Устранение кавитационных разрушений осуществляют покрытием мест разрушений композициями на основе эпоксидных смол. С этой целью очищенную поверхность обезжиривают и на нее наносят эпоксидную композицию. Перед нанесением эпоксидной композиции гильзы нагревают до 60 С.. В состав композиции входит эпоксидная смола, дибутилфталат, полиэтиленполиамин и в качестве наполнителя — портландцемент. Эпоксидную композицию на-носят шпателем, заполняя раковины, а участки вокруг раковин также покрывают этой композицией толщиной до 0,6 мм. При использовании в качестве отвердителя и пластификатора эпоксидной композиции дибутилфталата и полиэтиленполиамина отверждение нанесенного слоя при окружающей температуре 20 «С идет 72 ч.
Ремонт посадочных поясков гильзы производят, применяя вибродуговую наплавку. После наращивания изношенной поверхности пояска его подвергают механической обработке шлифованием до размера по чертежу.
Ремонт внутренней рабочей поверхности гильзы производится либо под размер поршня соответствующего ремонтного размера, либо до размера по рабочему чертежу. В данном задании будем рассматривать второй случай, т. к. автозавод КамАЗ не производит поршни ремонтных размеров и в этом случае необходимо ремонтировать внутренние рабочие поверхности гильз до размера по рабочему чертежу. Для данного случая применяют метод ДРД, суть которого заключается в следующем. Сначала растачивается рабочая поверхность гильзы на алмазно-расточном станке в специальном приспособлении. Используется резец с вставкой из эльбора-Р. Использование обычных резцов ВК-3 затруднено из-за высокой твердости материала гильз. Параметры режима обработки следующие: скорость резания 70. 90 м/мин; подача 0,03 мм/об; глубина резания 0,015. 0,20 мм; шероховатость по-верхности Ra = 0,63 . 0,32 мкм.
Для изготовления пластины от стальной ленты толщиной 0,6 мм гильотинными ножницами отрезаются мерные куски, которые собираются в пакет, их торцы шлифуются. С одной стороны шлифуется фаска 0,2×45°. В процессе обработки обеспечиваются точные линейные размеры пластин.
Пластина сворачивается в матрице. Свернутая пластина запрессовывается в цилиндр на прессе; натяг 0,18. 0,20 мм. Правильность посадки пластин в цилиндре и натяг зависят от точности размеров пластин, обеспеченных при шлифовании торцов и точности растачивания цилиндра.
Обработка гильзы в сборе производится хонингованием в течение 2 мин. Операция производится на хонинговальном станке. Используются хоны с брусками из синтетических алмазов ACР 20/14. Параметры режима хонингования следующие: окружная скорость 60…80 м/мин; скорость возвратно-поступательного движения 15…25 м/мин; давление брусков 0,5 МПа. Хонингование гильз имеет своей целью получение точных окончательных размеров рабочей поверхности детали, необходимой шероховатости и оптимального микрорельефа поверхности. Шероховатость поверхности Ra = 0,16 мкм. Овальность и конусность не более 0,025 мм. Обеспечивается высокое качество восстановления, и повышается ремонтопригодность детали, поскольку при повторном ремонте изношенная пластина выпрессовывается, а на ее место запрессовывается новая, которая потом проходит механическую обработку.
1. Кирьянов А.А., Усольцев Н.А. Основы технологии производства и ремонта автомобилей. Методические указания к семестровому заданию — изд. ЮУрГУ, 2000 — 20с.
2. Ремонт дорожных машин, автомобилей и тракторов: Учебник / Б. С. Васильев, Б. П. Долгополов, Г. Н. Доценко и др.; Под ред. В. А. Зорина. — М.: Мастерство, 2001. — 512 с.
3. Ремонт автомобилей: Учебник для автотранспортных техникумов / С. И. Румянцев, А. Г. Боднев, Н. Г. Бойко и др.; Под ред. С. И. Румянцева. — М.: Транспорт, 1977. — 327 с.
Источник