- Ремонт поршней. Определяем и устраняем неисправности деталей двигателя
- Смотрите также
- Основные причины выхода поршней из строя
- Виды износа поршней
- Как подобрать новый поршень и кольца?
- Присоединяйтесь
- Как ремонтировать автомобиль
- Ремонт гильз цилиндров
- Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Схема измерения диаметра отверстия гильзы цилиндра:
- Как ремонтировать автомобиль
- Способы восстановления гильз цилиндров
- Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
- Растачивание гильз цилиндров двигателя
- Шлифование гильз цилиндров
- Хонингование гильз цилиндров
Ремонт поршней. Определяем и устраняем неисправности деталей двигателя
Смотрите также





Одним из важнейших рабочих элементов двигателя внутреннего сгорания является цилиндро-поршневая группа (ЦПГ), включающая в себя поршень с компрессионными и маслосъемными кольцами, а также гильзу цилиндра.
Детали ЦПГ работают в условиях высоких температур и повышенных нагрузок. В результате на рабочих поверхностях поршней и цилиндров возникают задиры, они быстро изнашиваются и требуют ремонта.
В данной статье мы рассмотрим самые распространенные причины выхода из строя поршней двигателя, способы профилактики проблем и их устранения.
Основные причины выхода поршней из строя
Поршень представляет собой подвижный элемент, перемещающийся между нижней и верхней точкой цилиндра. Движение поршня возникает вследствие давления газов при сгорании воздушно-топливной смеси.
В процессе работы поршень нагревается и существенно увеличивается в размерах из-за расширения металла. Избежать заклинивания внутри цилиндра позволяет консусообразная конструкция детали. Максимально увеличенная в диаметре нижняя часть поршня (юбка) нагревается и расширяется не так сильно, как головка. В результате при высоких температурах поршень приобретает цилиндрическую форму и свободно перемещается внутри цилиндра.
Охлаждению поршней способствует циркуляция моторного масла. При его дефиците ЦПГ перегревается, поршни увеличиваются в размерах и испытывают повышенное трение о стенки цилиндров. В результате на взаимодействующих поверхностях появляются многочисленные задиры, могут возникнуть заедания и заклинивания.
Возможные причины перегрева поршней:
- Нарушение циркуляции моторного масла и охлаждающей жидкости
- Выход из строя термостата
- Засорение радиатора
- Повреждение помпы
- Неисправность вентилятора охлаждения
При недостатке смазки поршневой палец приобретает синий цвет, в зоне бобышек возникают зазоры. Перегрев головки поршня между нижней частью поршня и верхней канавкой компрессионного кольца ведет к образованию задиров.
Подобные неисправности могут появляться не только из-за общего перегрева двигателя, но и по причине использования несоответствующего (низкооктанового) топлива, нарушения регулировки топливных форсунок, неисправности системы зажигания и т.д.
Чрезмерно высокая температура в ЦПГ может привести к разрушению поршневых колец и их посадочных мест, появлению трещин, оплавлению днищ и прочим повреждениям, полностью выводящим поршни из строя.

Виды износа поршней
Определить необходимость ремонта или замены деталей ЦПГ можно по состоянию поршней, колец и их посадочных мест.
О том, что следует принимать меры, предупреждающие поломку двигателя, говорят следующие явления:
- Залегание поршневых колец
- Износ канавок
- Износ отверстий в бобышках
- Износ поршня по диаметру
- Трещины и задиры на юбке
- Нагар на днище поршня
Нагар с днища поршня счищается при помощи тупого металлического скребка или щетки. Из канавок он удаляется при помощи специального приспособления.
Определить присутствие трещин на поршне можно на слух. Для этого деталь берется за головку, а по юбке наносятся легкие удары металлическим предметом. Глухой и дребезжащий звук свидетельствует о наличии трещин.
Поршни, имеющие трещины, глубокие царапины и большой износ по диаметру, не подлежат ремонту – только замене.
Изношенные канавки протачиваются на токарном станке при помощи кольца с наружным диаметром, равным внутреннему центрирующему пояску поршня. Это позволяет устанавливать кольца большей высоты. Протачивать канавки необходимо с учетом размеров установленных ремонтных колец.
Износ отверстий в бобышках устраняется их развертыванием под увеличенный диаметр при помощи раздвижной отвертки с направляющим хвостовиком. Короткие развертки использовать нельзя, так как ими можно легко нарушить перпендикулярность оси пальца с осью поршня. После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, закрепленный на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение – его величину необходимо зафиксировать. Далее поршень снимается и надевается на палец другой стороной. Разница в полученных измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Если на юбку поршня было нанесено заводское защитное покрытие, которое повредилось в процессе эксплуатации, крайне желательно провести операцию по его восстановлению. Специальные антифрикционные покрытия снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей.
Восстановить покрытие или нанести новый защитный слой позволяют материалы, выпускаемые сегодня в качестве более простых в нанесении и эффективных альтернатив заводским составам.
Рассмотрим технологию нанесения антифрикционного покрытия на юбку поршня на примере наиболее популярного материала – MODENGY Для деталей ДВС.

Первым делом поверхность юбки тщательно очищается доступным механическим или химическим способом от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия и пр. Затем на поршень надевается трафарет, чтобы защитить те участки, на которые попадание нежелательно.
Далее поверхность юбки заливается Специальным очистителем-активатором MODENGY, который обеспечивает высокую адгезию покрытия и максимальный срок его службы. Через 15 мин Очиститель полностью испаряется, оставляя полностью подготовленную поверхность (касаться ее руками нельзя).
Покрытие MODENGY Для деталей ДВС упаковано в удобный аэрозольный баллон, который перед использование тщательно встряхивается.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Поршни со свежим покрытием не рекомендуется перемещать до его полной полимеризации (12 часов при комнатной температуре или 20 минут в печи при температуре +200 °C).
После завершения работ сопло распылительной головки следует обязательно прочистить. Для этого нужно перевернуть баллон вверх дном и нажать на клапан распылительной головки, направляя струю от себя. Удерживайте его в таком положении необходимо до тех пор, пока из сопла не начнет выходить чистый газ.
Как подобрать новый поршень и кольца?
Поршни подбираются в соответствии с ремонтным размером цилиндров. Маркировка ставится обычно на днище детали.
Каждый поршень выбирается индивидуально для получения зазора нужного размера. Его величина определяется с помощью специальной ленты-щупа, которая протягивается между цилиндром и поршнем. С противоположной от разреза юбки стороны устанавливается динамометр. Усилие на приборе при движении щупа сквозь зазор не должно превышать установленных пределов.
Проверить, правильно ли подобран поршень, легко опытным путем: деталь должна плавно перемещаться в установленном вертикально цилиндре под тяжестью собственного веса.
Помимо зазора, необходимо учитывать вес поршней – максимальная разница в весе деталей одного комплекта не должна превышать 5 грамм.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Их ремонтный размер должен соответствовать размерам цилиндра и поршня.

Чтобы подобрать кольцо по цилиндру, его нужно поместить в гильзу, выровнять поршнем и при помощи щупа замерить зазор в стыке. Если он отсутствует или недостаточен, то стык увеличивается напильником. Слишком большой зазор указывает на непригодность кольца для данного цилиндра.
Для подбора по поршню кольцо «прокатывается» по канавке детали. Если зазор слишком мал, кольцо заедает. В таком случае его торцевая часть подлежит шлифовке при помощи наждачной бумаги.
Упругость новых поршневых колец проверяется специальным прибором. Величина нагрузки должна равняться значению зазора в стыке кольца, установленного в цилиндр.
Присоединяйтесь
© 2004 – 2021 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Источник
Как ремонтировать автомобиль
Ремонт гильз цилиндров
Как определить техническое состояние гильз цилиндров, поступающих в капитальный ремонт?
Ремонт гильз цилиндров это комплекс работ, которые выполняются в определенной последовательности. Для полного понимания необходимости ремонта гильз цилиндров давайте рассмотрим назначение гильз цилиндров.
Для выполнения ремонта гильз цилиндров двигателя необходимо обзавестись необходимым оборудованием и инструментами, которые обеспечат точность и качество работы. Прежде чем приниматься за столько ответственную работу вы должны иметь навыки работы с микрометром, нутромером, индикаторным и штангенглубиномером, с помощью которых вам придется определить износ и искажение формы гильзы цилиндров.
Существуют различные способы восстановления гильз цилиндров, которые выбирают в зависимости от характера износа и повреждения гильзы цилиндров, если восстановить деталь не удается тогда необходимо заменить гильзу цилиндров двигателя.
Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Нутромер гильзы цилиндров с диапазоном измерения 100-160 мм. 1-го класса точности.
- Микрометр гильзы цилиндров с диапазоном измерения 100-125 мм.
- Штангенглубиномер с пределами измерений 0-200 мм.
- Штангенциркуль с пределами измерений 0-250 мм.
- Лупа однолинзовая из стекла 6-кратного увеличения.
Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Необходимо провести наружный осмотр при помощи лупы. Цель наружного осмотра заключается в выявлении трещин, рисок, ржавчины, накипи, задиров гильз цилиндров двигателя. Провести анализ и составить характеристику дефектов с местом их расположения и обоснованной причиной появления.
- Определяем величину износа верхнего и нижнего посадочных поясков гильз цилиндров. Для измерения износа посадочных поясков гильз цилиндров используют микрометр, измеряя диаметры верхних и нижних поясков 4-5 гильз цилиндров. Измерения проводят в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
После проведения вышеуказанных замеров сопоставляют полученные результаты с установленными нормами и делают заключение о техническом состоянии посадочных поясков гильз цилиндров и выбирают способы ремонта гильз цилиндров двигателя .
- Определяем характер износа отверстия гильзы цилиндровизмерением диаметра отверстия индикаторным нутромером в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала) в шести плоскостях.
Для увеличения точности измерения провести несколько замеров отверстия одной гильзы.
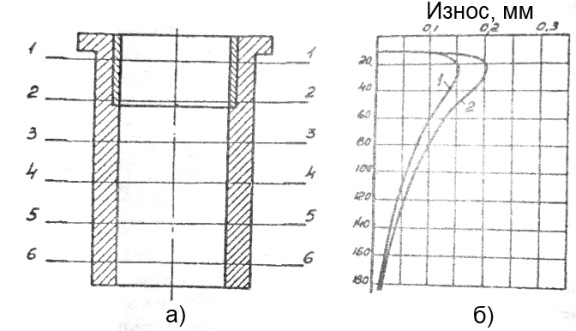
Схема измерения диаметра отверстия гильзы цилиндра:
а – плоскости измерения; б – предполагаемый характер износа.
Характер износа рабочей поверхности гильзы цилиндров обусловлен повышенным износом в зоне верхнего положения первого компрессионного кольца из-за трения в условиях недостаточности смазочного материала, высоких температур и давлений. Эта величина и определяет значение назначаемого ближайшего ремонтного размера, выполняемого при восстановлении гильз цилиндров двигателя, согласно действующим техническим условиям на ремонт.
Завершая дефектацию гильз цилиндров, произвести измерение диаметра отверстия пяти гильз цилиндров в верхней и нижней части на расстоянии 20 мм от края в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
Источник
Как ремонтировать автомобиль
Способы восстановления гильз цилиндров
Для восстановления наружной поверхности гильз цилиндров необходимо провести очистку наружной поверхности гильзы от накипи и возникшей коррозии. Для очистки поверхности гильзы потребуется стальная щетка и токарный станок .
Для очистки гильз цилиндров существует специальная установка ОМ-21601.
Очищающий материал для установки ОМ-21601: металлический песок, косточковая крошка, флюс.
Производительность установки ОМ-21601: 40 гильз цилиндров в час.
Рабочее давление сжатого воздуха установки для очистки гильз: 0,5- 0,56 МПа.
Устранение кавитационных разрушений гильз цилиндров эпоксидным ссоставом.
Кавитационные разрушения гильз цилиндров устраняют покрытиями созданными на основе эпоксидных смол и состоит устраняются в такой последовательности:
- Зачистка поверхности гильзы цилиндров (до металлического блеска);
- Обезжиривание поверхности гильзы цилиндров (техническим ацетоном);
- Приготовление эпоксидного состава (после добавления отвердителя состав необходимо использовать за 20 мин.);
- Нанесения эпоксидного состава на поверхность;
- Отвердевание нанесенного слоя (при температуре 20 градусов Цельсия 3 суток).
Перед нанесением эпоксидного состава на гильзу цилиндров необходимо гильзу до температуры выше 40 градусов Цельсия. Эпоксидный состав наноситься на поверхность гильзы цилиндров специальным шпателем.
На эпоксидный состав не должно попадать вода, масло и грязь. Не допускается подтекание эпоксидного состава на посадочные пояски гильзы цилиндров во время ремонта гильз цилиндров.
Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы. Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска.
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Растачивание гильз цилиндров двигателя
Растачивание гильз цилиндров проводится на алмазно-расточном станке. Станок 278, 278Н для растачивания гильз цилиндров оснащен специальным приспособлением для крепления гильзы.
Растачивание гильз цилиндров проводится, обычно за один проход.
Режим растачивания гильзы цилиндровна алмазно-расточном станке:
- Частота вращения шпинделя 112 об/мин.
- Подача инструмента0,2 мм/об.
- Глубина резания0,3 мм.
Рекомендуемый режим растачивания гильз цилиндров обеспечивает минимальную конусность, овальность и шероховатость.
- Овальность и конусность не более 0,04-0,05 мм.
- Шероховатость поверхности гильзы цилиндра не более 2,5-1,25 мкм.
Для растачивания гильзы цилиндров применяются специальные режущие инструменты – резцы из твердого сплава.
При растачивании гильз цилиндров необходимо следить за износом резца, так как при его повышенном износе параметры овальности, конусности и шероховатости будут возрастать. Наиболее оптимальное количество расточенных цилиндров одним резцом 5-7 штук.
Шлифование гильз цилиндров
Очень часто вместо растачивания внутренней поверхности гильз цилиндров проводят шлифование на шлифовальном станке.
Шлифуют гильзы цилиндров при помощи плоских абразивных кругов с зернистостью 40 средне мягкой твердости изготовленных из белого электрокорунда. Шлифование гильз проводится за два прохода:
- Черновое шлифование;
- Чистовое шлифование;
Охлаждающая жидкость:
- Вода с добавками кальцинированной соды 2%.
- Мыло.
Скорость перемещения стола: 0,3. 8 м/мин.
Частота вращения шлифовального круга: 5600 об/мин.
Частота вращения детали: 160 об/мин.
Скорость шлифовального круга: 25. 35 м/с.
Скорость детали: 55. 65 м/с.
Поперечная подача круга: 0,01 . 0,03 мм.
Поперечная подача при чистовом проходе: до 0,005. . 0,015 мм.
Cкорость перемещения стола: до 0,3.. 4,5 м/мин.
Шлифование гильз цилиндров отличается высокой скоростью съема металла и обеспечивает заданную высокую точность и требуемую шероховатость обработанной поверхности гильз цилиндров. Эти параметры позволяют добиться хорошего качества хонингования и снижают расходы на абразивы.
Хонингование гильз цилиндров двигателя. После операций растачивания или шлифования внутренняя поверхность гильзы поддается хонингованию. Хонингование проводится на вертикально-хонинговальном станке 3A83.
Хонингование гильз цилиндров
Хонингование гильз цилиндров двигателя это вид абразивной обработки гильз цилиндров двигателя с применением хонинговальных головок (хонгов). С помощью хонингования можно получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности равной Ra=0.63÷0.04.
Если восстановить гильзу цилиндра невозможно необходимо провести замену гильз КАМАЗ .
Источник