- Ремонт цилиндров
- Ремонт цилиндров, корпусов и блок-картеров
- Как ремонтировать автомобиль
- Ремонт гильз цилиндров
- Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Схема измерения диаметра отверстия гильзы цилиндра:
- Как ремонтировать автомобиль
- Способы восстановления гильз цилиндров
- Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
- Растачивание гильз цилиндров двигателя
- Шлифование гильз цилиндров
- Хонингование гильз цилиндров
Ремонт цилиндров
По индикаторным диаграммам, снятым перед ремонтом поршневых компрессоров, тщательно изучают их работу. Повышенный расход смазки, ее быстрое загрязнение являются следствием износа цилиндра или неисправности поршневых колец.
Износ цилиндра обычно увеличивается по мере приближения к вредному пространству. Это объясняется повышением удельного давления поршневых колец, ростом давления пара и ухудшением свойств смазки в месте наибольшего нагрева. Неравномерное распределение давления поршня на стенки цилиндра приводит к тому, что его сечение становится овальным. Перекосы шатуна или поршня при сборке также служат причиной овальности. Ревизия цилиндра заключается в проверке состояния его зеркала. Перед ремонтом проверяют выработку цилиндровых втулок.
Замеры обычно производят на середине цилиндра и на расстоянии 25 мм от переднего и заднего краев рабочей поверхности. В каждом положении штихмасом с микрометрической головкой измеряют взаимно перпендикулярные диаметры. По разности величин диаметров сечений цилиндра определяют величину его конической выработки. Разность замеров двух диаметров в одной плоскости дает величину овальности. Все величины замеров заносят в специальный формуляр. Если выработка цилиндра или втулки превышает норму, то их следует заменить.
Овальность и конусность цилиндра после ремонта не должна превышать 0,04 мм на каждые 100 мм его диаметра.
В блок-картерных компрессорах изношенную гильзу цилиндра удаляют и запрессовывают новую. В горизонтальных компрессорах овальность и конусность можно ликвидировать расточкой цилиндров на станке с последующим шлифованием. Расточку ведут на специальных токарных станках в заводских условиях.
Смена цилиндровых втулок, в отличие от расточки цилиндра, не вызывает необходимости смены поршневых колец. Цилиндровые гильзы выпрессовывают гидравлическими домкратами, подавая при этом горячую воду в рубашку компрессора. Это облегчает удаление втулки.
Небольшие дефекты на поверхности цилиндра устраняют зачисткой корундовым камнем, шабером, напильником, выгнутым по зеркалу цилиндра, а также мелким наждачным полотном, закрепленным на лекальную колодку, имеющую кривизну цилиндра. Иногда небольшие углубления на зеркале цилиндра устраняют напайкой баббита с последующим пришабриванием. Глубоким рискам перед наплавкой баббита предварительно придают форму ласточкиного хвоста с помощью крейцмейселя.
При осмотре горизонтальных аммиачных компрессоров часто обнаруживают трещины в перемычках между клапанными гнездами. Трещины заваривают с помощью чугунных и латунных электродов или заделывают специальными мастиками. Перед заделкой трещины ее предварительно разделывают, обезжиривают и затем вводят подогретую эпоксидную пасту с отвердителем.
Иногда обнаруживается коробление цилиндров, оно затрудняет уплотнение крышек. В таких случаях с помощью щупа проверяют фланцы крышек на плотность прилегания к корпусу или цилиндру при полностью затянутых шпильках и исправляют уплотняющие поверхности разъема шабровкой. Небольшие местные неплотности устраняют, добавляя в прокладку асбестовый шнур.
При среднем и капитальном ремонте тщательно очищают цилиндры от нагара, накипи, следов коррозии и проверяют состояние шпилек и гаек, прикрепляющих цилиндры к раме или картеру.
Источник
Ремонт цилиндров, корпусов и блок-картеров
Основной рабочей поверхностью цилиндра является его внутренняя поверхность — зеркало цилиндра. При работе компрессора в результате изнашивающего действия поршневых колец диаметр зеркала цилиндра увеличивается по сравнению с первоначальным, а также искажается его правильная геометрическая форма. Возможные дефекты цилиндров, возникающие при эксплуатации компрессора.
Поступившие в ремонт цилиндры разбирают. Гильзы цилиндров до контроля и оценки их состояния не выпрессовывают. Маршрутный технологический процесс ремонта цилиндра компрессора:
- контроль и выявление дефектов;
- очистка полостей охлаждения от накипи;
- выпрессовка гильзы;
- зачистка поверхностей и разделка трещин;
- заделка трещин;
- точение уплотняющих поверхностей, растачивание зеркала цилиндра или посадочных поверхностей под гильзу;
- восстановление резьбы;
- окончательная обработка уплотняющих поверхностей;
- окончательная обработка торцовых посадочных поясков под гильзу;
- запрессовка гильзы;
- обезжиривание мест заварки трещин;
- герметизация мест заварки трещин;
- контроль цилиндра после ремонта.
Выявление дефектов начинают с визуального осмотра цилиндра, контроля его основных размеров и прежде всего диаметра зеркала. Особое внимание уделяют наличию трещин на зеркале цилиндра (гильзы). Цилиндры (гильзы), имеющие трещины на зеркале цилиндра (гильзы), подлежат выбраковке. Охлаждающие поверхности очищают от накипи и следов коррозии механическими и химическими средствами.
Источник
Как ремонтировать автомобиль
Ремонт гильз цилиндров
Как определить техническое состояние гильз цилиндров, поступающих в капитальный ремонт?
Ремонт гильз цилиндров это комплекс работ, которые выполняются в определенной последовательности. Для полного понимания необходимости ремонта гильз цилиндров давайте рассмотрим назначение гильз цилиндров.
Для выполнения ремонта гильз цилиндров двигателя необходимо обзавестись необходимым оборудованием и инструментами, которые обеспечат точность и качество работы. Прежде чем приниматься за столько ответственную работу вы должны иметь навыки работы с микрометром, нутромером, индикаторным и штангенглубиномером, с помощью которых вам придется определить износ и искажение формы гильзы цилиндров.
Существуют различные способы восстановления гильз цилиндров, которые выбирают в зависимости от характера износа и повреждения гильзы цилиндров, если восстановить деталь не удается тогда необходимо заменить гильзу цилиндров двигателя.
Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Нутромер гильзы цилиндров с диапазоном измерения 100-160 мм. 1-го класса точности.
- Микрометр гильзы цилиндров с диапазоном измерения 100-125 мм.
- Штангенглубиномер с пределами измерений 0-200 мм.
- Штангенциркуль с пределами измерений 0-250 мм.
- Лупа однолинзовая из стекла 6-кратного увеличения.
Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Необходимо провести наружный осмотр при помощи лупы. Цель наружного осмотра заключается в выявлении трещин, рисок, ржавчины, накипи, задиров гильз цилиндров двигателя. Провести анализ и составить характеристику дефектов с местом их расположения и обоснованной причиной появления.
- Определяем величину износа верхнего и нижнего посадочных поясков гильз цилиндров. Для измерения износа посадочных поясков гильз цилиндров используют микрометр, измеряя диаметры верхних и нижних поясков 4-5 гильз цилиндров. Измерения проводят в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
После проведения вышеуказанных замеров сопоставляют полученные результаты с установленными нормами и делают заключение о техническом состоянии посадочных поясков гильз цилиндров и выбирают способы ремонта гильз цилиндров двигателя .
- Определяем характер износа отверстия гильзы цилиндровизмерением диаметра отверстия индикаторным нутромером в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала) в шести плоскостях.
Для увеличения точности измерения провести несколько замеров отверстия одной гильзы.
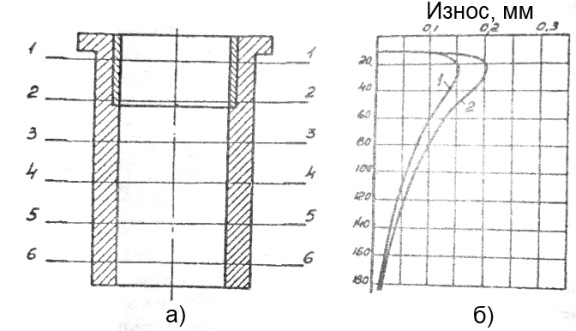
Схема измерения диаметра отверстия гильзы цилиндра:
а – плоскости измерения; б – предполагаемый характер износа.
Характер износа рабочей поверхности гильзы цилиндров обусловлен повышенным износом в зоне верхнего положения первого компрессионного кольца из-за трения в условиях недостаточности смазочного материала, высоких температур и давлений. Эта величина и определяет значение назначаемого ближайшего ремонтного размера, выполняемого при восстановлении гильз цилиндров двигателя, согласно действующим техническим условиям на ремонт.
Завершая дефектацию гильз цилиндров, произвести измерение диаметра отверстия пяти гильз цилиндров в верхней и нижней части на расстоянии 20 мм от края в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
Источник
Как ремонтировать автомобиль
Способы восстановления гильз цилиндров
Для восстановления наружной поверхности гильз цилиндров необходимо провести очистку наружной поверхности гильзы от накипи и возникшей коррозии. Для очистки поверхности гильзы потребуется стальная щетка и токарный станок .
Для очистки гильз цилиндров существует специальная установка ОМ-21601.
Очищающий материал для установки ОМ-21601: металлический песок, косточковая крошка, флюс.
Производительность установки ОМ-21601: 40 гильз цилиндров в час.
Рабочее давление сжатого воздуха установки для очистки гильз: 0,5- 0,56 МПа.
Устранение кавитационных разрушений гильз цилиндров эпоксидным ссоставом.
Кавитационные разрушения гильз цилиндров устраняют покрытиями созданными на основе эпоксидных смол и состоит устраняются в такой последовательности:
- Зачистка поверхности гильзы цилиндров (до металлического блеска);
- Обезжиривание поверхности гильзы цилиндров (техническим ацетоном);
- Приготовление эпоксидного состава (после добавления отвердителя состав необходимо использовать за 20 мин.);
- Нанесения эпоксидного состава на поверхность;
- Отвердевание нанесенного слоя (при температуре 20 градусов Цельсия 3 суток).
Перед нанесением эпоксидного состава на гильзу цилиндров необходимо гильзу до температуры выше 40 градусов Цельсия. Эпоксидный состав наноситься на поверхность гильзы цилиндров специальным шпателем.
На эпоксидный состав не должно попадать вода, масло и грязь. Не допускается подтекание эпоксидного состава на посадочные пояски гильзы цилиндров во время ремонта гильз цилиндров.
Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы. Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска.
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Растачивание гильз цилиндров двигателя
Растачивание гильз цилиндров проводится на алмазно-расточном станке. Станок 278, 278Н для растачивания гильз цилиндров оснащен специальным приспособлением для крепления гильзы.
Растачивание гильз цилиндров проводится, обычно за один проход.
Режим растачивания гильзы цилиндровна алмазно-расточном станке:
- Частота вращения шпинделя 112 об/мин.
- Подача инструмента0,2 мм/об.
- Глубина резания0,3 мм.
Рекомендуемый режим растачивания гильз цилиндров обеспечивает минимальную конусность, овальность и шероховатость.
- Овальность и конусность не более 0,04-0,05 мм.
- Шероховатость поверхности гильзы цилиндра не более 2,5-1,25 мкм.
Для растачивания гильзы цилиндров применяются специальные режущие инструменты – резцы из твердого сплава.
При растачивании гильз цилиндров необходимо следить за износом резца, так как при его повышенном износе параметры овальности, конусности и шероховатости будут возрастать. Наиболее оптимальное количество расточенных цилиндров одним резцом 5-7 штук.
Шлифование гильз цилиндров
Очень часто вместо растачивания внутренней поверхности гильз цилиндров проводят шлифование на шлифовальном станке.
Шлифуют гильзы цилиндров при помощи плоских абразивных кругов с зернистостью 40 средне мягкой твердости изготовленных из белого электрокорунда. Шлифование гильз проводится за два прохода:
- Черновое шлифование;
- Чистовое шлифование;
Охлаждающая жидкость:
- Вода с добавками кальцинированной соды 2%.
- Мыло.
Скорость перемещения стола: 0,3. 8 м/мин.
Частота вращения шлифовального круга: 5600 об/мин.
Частота вращения детали: 160 об/мин.
Скорость шлифовального круга: 25. 35 м/с.
Скорость детали: 55. 65 м/с.
Поперечная подача круга: 0,01 . 0,03 мм.
Поперечная подача при чистовом проходе: до 0,005. . 0,015 мм.
Cкорость перемещения стола: до 0,3.. 4,5 м/мин.
Шлифование гильз цилиндров отличается высокой скоростью съема металла и обеспечивает заданную высокую точность и требуемую шероховатость обработанной поверхности гильз цилиндров. Эти параметры позволяют добиться хорошего качества хонингования и снижают расходы на абразивы.
Хонингование гильз цилиндров двигателя. После операций растачивания или шлифования внутренняя поверхность гильзы поддается хонингованию. Хонингование проводится на вертикально-хонинговальном станке 3A83.
Хонингование гильз цилиндров
Хонингование гильз цилиндров двигателя это вид абразивной обработки гильз цилиндров двигателя с применением хонинговальных головок (хонгов). С помощью хонингования можно получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности равной Ra=0.63÷0.04.
Если восстановить гильзу цилиндра невозможно необходимо провести замену гильз КАМАЗ .
Источник