- Ремонт гильзы цилиндров двигателя автомобиля камаз
- Строение автомобиля
- Восстановление гильз цилиндров КАМАЗ пластинированием:
- Подготовка гильз цилиндров КАМАЗ под облицовку пластинами.
- Гильза цилиндра КАМАЗ.
- Как ремонтировать автомобиль
- Замена гильз и деталей шатунно-поршневой группы двигателя КАМАЗ
- Как ремонтировать шатунно-поршневую группу КАМАЗ-740?
- Порядок выполнения работы по замене гильз цилиндров и шатунно-поршневой группы двигателя КАМАЗ-740
Ремонт гильзы цилиндров двигателя автомобиля камаз
Гильзы цилиндров двигателей КамАЗ съемные. После установки гильз цилиндров в блок между стенками гнезд цилиндров и внутренними стенками блока цилиндров образуется водяная рубашка, поэтому гильзы цилиндров называются мокрыми. От гильз цилиндров ЯМЭ-238 они отличаются диаметром цилиндра (КамАЗ-740 — 120 мм; ЯМЭ-238 — 130 мм) и массой (гильза цилиндров КамАЗ-740 имеет массу 5 кг, ЯМЭ-238 — 8 кг).
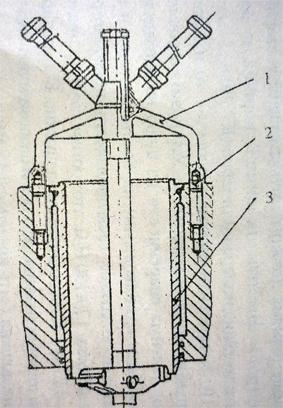
Рис. 29. Приспособление для центровки и закрепления гильзы на столе расточного станка конструкции Е. А. Алешкина:
1 — стол станка; 2 — опорная плита приспособления; 3 — приспособление; 4.5 — нижний и верхний пояса зажима гильзы цилиндров; 6 — резец; 7 — шпиндельная головка; 8 — шпиндель; 9 — ножка индикаторного приспособления совмещения оси гильзы цилиндров с осью шпинделя; 10—индикатор приспособления; 11—верхний посадочный поясок; 12 — гильза цилиндров; 13 — нижний посадочный поясок приспособления; 14 — стяжной винт
Рекламные предложения на основе ваших интересов:
Гильзы цилиндров КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна и, как показал анализ результатов эксплуатации, отличаются высокой износостойкостью.
В связи с тем, что Камское объединение по производству большегрузных машин не выпускает пор.шни ремонтного размера, при ремонте двигателей изношенные гильзы цилиндров выбраковываются, что ведет к нерациональному расходу металла. На многих ремонтных предприятиях успешно применяется восстановление изношенных гильз цилиндров двигателей КамАЗ-740 пластиниро-ванием.
Основные операции технологического процесса восстановления гильз цилиндров пластинированием следующие:
– подготовка гильз цилиндров под облицовку пластинами;
– изготовление пластин;
– облицовка внутренней поверхности гильз цилиндров пластинами;
– обработка гильз цилиндров после облицовки.
Подготовка гильз цилиндров под облицовку пластинами заключается в их расточке под запрессовку свернутых пластин. Расточка гильз цилиндров производится эльборовым резцом на алмазно-расточном станке модели 278J1 в специальном приспособлении, показанном на рис. 29. Способ восстановления гильз цилиндров стал возможен только благодаря применению для расточки гильз резцов из эльбора, так как обработка внутренней поверхности высокопрочного чугуна гильзы обычными резцами с твердосплавными пластинами ВК-3 затруднена.
Режимы резания при обработке гильз эльборовым и резцами следующие: скорость резания v — 70— 90 мм/мин; подача s — 0,03 мм/об; глубина резания tp — 0,015— 0,2 мм. При подаче 0,03 мм/об обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм.
Затраты времени на растачивание отверстий гильз цилиндров двигателя КамАЗ-740 следующие: основное технологическое время — 12,2 мин; вспомогательное время — 1,2 мин; организационно-техническое — 0,4 мин; время перерывов — 0,2 мин; штучное время — 15 мин.

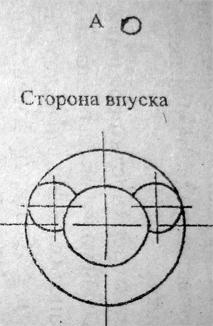
Рис. 30. Гильза цилиндра КамАЗ-740, восстановленная пластинированием под номинальный размер:
а — общий вид восстановленной гильзы цилиндра; б — геометрические размеры восстановленной гильзы цилиндра; Д\, Дг, Т — посадочные поверхности гильзы цилиндров; 1 — гильза цилиндров; 2 — верхний пояс, изготовленный из пластины; 3 — нижний пояс
Сущность изготовления пластин состоит в подборе стальной ленты для резки ее на мерные пластины, выборе толщины пластин, определении натяга и усилия запрессовки, определении длины пластин, раскрое стальной ленты на мерные куски, резке стальной ленты на мерные пластины и шлифовании кромок пластин.
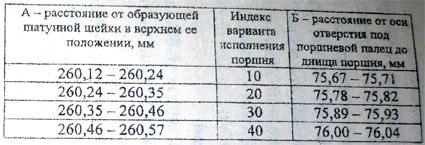
Для изготовления пластин применяется холоднокатаная лента из углеродистой стали марок У8А и У10А. Геометрические размеры пластин в зависимости от технологического диаметра цилиндров после их расточки представлены в табл. 20.
Удерживаются пластины на внутренней поверхности гильзы цилиндров за счет сил трения, возникающих вследствие их напряженного состояния.
Обработка гильз цилиндров после облицовки заключается в том, что гильзы цилиндров хонингуются на хонинговаль-ном станке для того, чтобы снять заусеницы, которые могут образоваться при запрессовке пластин. При этом на поверхность пластины наносятся риски хонинговальными брусками для улучшения смазки внутренних поверхностей гильз цилиндров. Время хонингования составляет 1—2 мин.
После обработки восстановленные гильзы цилиндров должны отвечать следующим техническим условиям: – шероховатость поверхности должна быть 0,16 мкм; овальность и конусность внут-ренней поверхности цилиндра не должна превышать 0,025 мм.
Гильза цилиндров двигателя КамАЗ-740, восстановленная под номинальный размер пластинированием и ее геометрические размеры представлены на рис. 30.
Экономический эффект восстановления гильз цилиндров двигателей КамАЗ-740 облицовкой внутренней поверхности стальными пластинами составляет 8 р. 20 к. на одну гильзу и дает при ремонте одного комплекта гильз экономию металла около 80 кг.
Источник
Строение автомобиля

На двигателях автомобиля КАМАЗ установлены съемные гильзы цилиндров. Когда гильза цилиндров установлена, то между внутренними стенками блока цилиндров и гильзами образуется пространство, которое называется рубашкой охлаждения двигателя – такие гильзы называются мокрыми гильзами цилиндров. Гильзы цилиндров КАМАЗ-740 имеют диаметр 120 мм, и массу 5 кг.
Гильзы цилиндров КамАЗ-740 выполнены тонкостенными (толщина стенок гильзы цилиндра составляет 13,5 мм.). Отливаются гильзы цилиндров КАМАЗ из сверхпрочного чугуна, что придает детали высокую износостойкость.
К сожалению, Камский завод по производству грузовых автомобилей не производит поршней ремонтных размеров, поэтому при ремонте двигателя изношенные гильзы цилиндров просто выбраковываются. Правда существует много ремонтных предприятий, где восстанавливают и ремонтируют гильзы цилиндров КАМАЗ, что существенно экономит расход металла. Для восстановления гильз цилиндров двигателя применяют метод пластинирования.
Восстановление гильз цилиндров КАМАЗ пластинированием:
- подготовка гильз цилиндров под облицовку пластинами;
- изготовление пластин;
- облицовка внутренней поверхности гильз цилиндров пластинами;
- обработка гильз цилиндров после облицовки.
Подготовка гильз цилиндров КАМАЗ под облицовку пластинами.
Подготовка гильз цилиндров КАМАЗ под облицовку пластинами подразумевает расточку гильзы под запрессовку пластин. Расточка гильз цилиндров проводится с помощью эльборового резца на специальном алмазно-расточном станке. Расточка гильзы цилиндров другими резцами будет очень трудоемка и нецелесообразна.
Режимы резания при обработке гильз КАМАЗ эльборовыми резцами:
- Скорость резания 70-90 мм/мин;
- Подача 0,03 мм/об;
- Глубина резания 0,015-0,2 мм.
При подаче 0,03 мм/об. обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм.
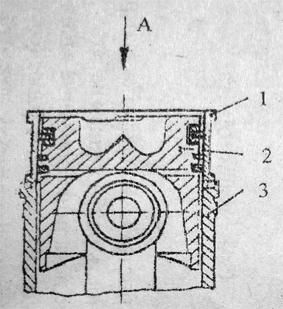
Гильза цилиндра КАМАЗ.
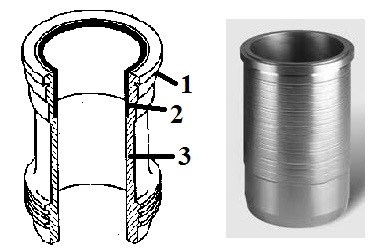
1 – бурт; 2 – сухая вставка; 3 – сменная мокрая гильза.
Источник
Как ремонтировать автомобиль
Замена гильз и деталей шатунно-поршневой группы двигателя КАМАЗ
Как ремонтировать шатунно-поршневую группу КАМАЗ-740?
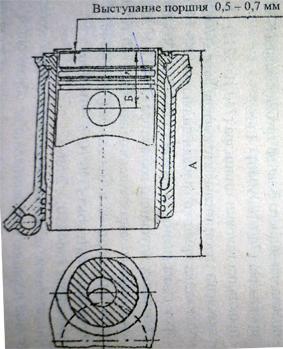
Наша задача освоить приемы разборочно-сборочных работ и основы комплектации деталей при замене изношенного гильзо-поршневого комплекта.
Содержание работы:
1 Выполнение необходимых разборочных работ применительно к деталям гильзо-поршневого комплекта.
2. Комплектование деталей гильзо-поршневой группы с учетом требований ТУ на сборку.
3. Выполнение сборочных работ при установке гильзо-поршневого комплекта на двигатель.

Как узнать, что надо
менять поршневые кольца?

Комплект гильз цилиндров и деталей шатунно-поршневой группы на двигателе КамАЗ-740 заменяют в условиях автомастерской без снятия двигателя с автомобиля в объеме работ текущего ремонта.
Перед началом разборочно-сборочных работ должны быть опорожнены системы охлаждения двигателя и системы смазывания.
1) Жидкость из системы охлаждения сливают через три краника (5320-8105010, 5320-1305010), открыв крышку расширительного бачка (5320-1304010).
2) Для слива масла необходимо вывернуть сливную пробку из поддона картера (870886). После слива ввернуть ее на место вместе с прокладкой (870625). Масло сливать только из прогретого двигателя!

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому
После проведения разборочных работ на рабочем месте для повторного использования остаются следующие сборочные единицы и детали (при условии годности для дальнейшей эксплуатации):
— коллекторы выпускные в сборе (740.1008020);
— фильтр тонкой очистки топлива (740.1117010);
— компрессор пневматического тормоза в сборе (5320-3509015);
— коллектор впускной правый в сборе (740.1115012) с расширительным бачком и трубками (5320-1311010);
— коллектор впускной левый в сборе (740.1115014);
— стойки коромысел с коромыслами в сборе (740.1007091-10, 740.1007140);
— штанги толкателей в сборе (740.1007176);
— болты головок цилиндров (740.1003016-02);
— головки цилиндров с клапанами в сборе (740.1003010-11);
— крышки головок цилиндров (740.1003264-21);
— форсунки в сборе (33.1112010);
— скобы крепления форсунок (740.1009010);
— картер масляный в сборе. (740.1009010);
— картер масляный в сборе с шестерней ведомой привода насоса масляного (740.10110101-02), трубкой всасывающей (740.1011398) и трубкой подводной клапана системы смазывания (740.1011538).
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали, непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке двигателя, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разработке нормали (болты, гайки, шайбы и др.) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждение более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические или электрические). При недостаточном крутящем моменте гайковерта для трогания с места (или нормированного момента затяжки) болта, гайки следует применять динамометрический ключ с торцовыми головками.