Ремонт головки блока цилиндров ВАЗ 2108 своими силами
 Сразу хочется предупредить, что без специального инструмента и слесарных навыков самостоятельно выполнить подобную работу не представляется возможным. Так как в нашей статье пойдет речь о том, как произвести ремонт головки блока цилиндров ваз 2108 своими силами.
Сразу хочется предупредить, что без специального инструмента и слесарных навыков самостоятельно выполнить подобную работу не представляется возможным. Так как в нашей статье пойдет речь о том, как произвести ремонт головки блока цилиндров ваз 2108 своими силами.
Такой ремонт головки блока цилиндров, зачастую, требуется после пробега машиной более 200 000 — 300 000 километров, подразумевается замена самих клапанов и изношенных направляющих втулок этих клапанов. Работу наподобие замены маслоотражательных колпачков мы даже считать не будем в качестве ремонта головки, так как данная процедура не требует её снятия с мотора и хорошо освоена уже большим количеством автомобилистов, на нее у вас уйдет всего пара часов времени. Однако! ! ! Хочу сразу же предупредить профессионалов и «любителей», что данная простая процедура часто заканчивается и полным ремонтом головки. Будьте очень аккуратны и внимательны при запрессовке и снятии маслоотражательных колпачков. Металл, который направляет втулки, очень хрупок и начинающие «мастера», не редко, обламывают у втулки верхнюю часть, на которой собственно и сидит колпачок. После чего и начнется процедура, о которой будет описано ниже.
Как поставить или снять головку рассказывать не буду, только чуть-чуть напомню. Для начала не надо забывать сливать тосол, далее перед снятием надо совместить установочные метки распредвала и коленчатого вала, обзаведитесь динамометрическим ключом и приготовить новую прокладку под головку.
Первое что надо сделать при работе.
Снятая головка у нас в руках, если вы не мастер в этом деле, то запомните, как стоит распределительный вал, чтоб потом не начать ломать голову (ориентироваться надо по штифту под шестерню на 2101-х и по пазу шпонки шкива на 2108-х). Снимаем распределительный вал, поочерёдно ослабляя все гайки, согласно нарисованной в документах на машину схеме. Откручиваем, понемногу ослабляя для того, что бы не треснула «постель» распределительного вала, особенно это будет относиться к 08-м. (При откручивании болтов крепления головки, так тоже надо придерживаться этого правила).
Затем снимаем «рокера» в «классике» с шайбами регулирования на ВАЗ 2108-х и раскладываем так, чтобы потом не забыть, что и где было снято. Ко всем этим «кучам» затем будут добавляться и клапана с тарелками, пружинами и прочим.
Теперь уже можно рассухаривать клапана вынимая их из головки, не забыв выложить все детали так, чтобы потом без труда собрать их воедино. Даже если вы хотите заменить абсолютно все клапана с направляющими втулками, вам всё равно надо будет все разложить по «кучкам». Так как подробный дальнейший визуальный осмотр данных деталей может дать диагностическую полезную информацию о моторе в целом и в частности о головке блока.
Внимательно смотрим на сёдла клапанов, если на их поверхности нет заметных выгораний и раковин, то при замене данного клапан можно будет остановиться только на притирки нового клапана. В ходе этой самой притирки надо контролировать поверхности на предмет присутствия дефектов. Если притирка не убирает прогары или раковины на седле, то придётся зенковать седло (есть такое выражение шарожить, от слова шарожка или другими словами — зенкер). Если производится замена направляющей втулки, скорее всего, шарожить вам все-таки придётся. Абсолютной соосности новой и старой втулки за свою жизнь не встречал ни разу, в результате чего тарелка клапана прикасается к седлу не полной поверхностью.
Не перестарайтесь при зенковке седла, в случае если снимите больше металла чем надо, то клапан намного поднимется вверх по отношению к остальным деталям клапанного механизма и доступных регулировок при этом может не хватить. (Регулировочный болт на «классике» уходит сильно вниз, а на 2108-х может вовсе не быть таких регулировочных тонких шайб).
Далее надо выбить старые втулки. Для чего стоит ставить вниз на доску или фанеру головку шпильками «постели», для того чтобы не помялась на них резьба, и на неподвижную надёжную поверхность, т. к. придётся сильно стучать.
Проведение работ на ВАЗ 2108.
Ну вот, мы обзавелись запчастями, теперь приступаем к главному процессу, а именно запрессовке купленных направляющих втулок. На электрическую плитку ставим головку (вы можете придумать какой-либо иной способ для нагрева, только категорически запрещено производить нагрев горелкой или открытым огнем) и греем до
100 градусов Целься. На обычной плите этот процесс занимает примерно 1 час времени. Так как плитка нагревается медленно, у металла головки теплопроводность неплохая и прогрев получается весьма равномерный, так что ничего непредвиденного произойти не должно, если у кого-то какие-то сомнения были. Пока плита разогревается, готовим прочный, устойчивый рабочий стол, чтоб у нас не прыгала головка, когда вы будете забивать втулки. Первое что надо сделать рассортировать втулки по размерам (короткие для впускных клапанов, длинные для выпускных). Теперь можно примерять оправу для запрессовки к втулкам (направляющий стержень оправки входит во все ли втулки, в случае нестыковки – подровнять отверткой) чётко надо себя ориентировать какие втулки, куда следует забить (конечно, это надо делать, когда меняются все втулки). Лучше также охладить сами втулки, к примеру, в морозильной камере или сухим льдом, то будет вообще отлично, операция пройдёт гладко. Хочется отметить, что гнёзда под втулки, перед тем как запрессовывать, надо помазать маслом.
Финальный этап. Одеваем рукавицы, на стол ставим головку и запрессовываем втулки (рукавицы перед этим лучше всего снять). За два — три удара в идеале втулка до упора входит в гнездо вплоть до стопорного кольца.
Потом даём остыть головке и второй раз развёртываем втулки, зенкуем (шарожим) сёдла клапанов, затем протрем клапана.
О притирке клапанов сказано уже не мало, мы можем лишь кратко напомнить. В магазине покупаем, у друзей одалживаем, у мотористов берём притирочную пасту, также ее можно приготовить самому из порошка для кухни, который содержит абразивный порошок. Фаску клапана мажем пастой, маслом мажем стержень, после чего вставляем его в направляющую втулку. Шпильками вверх переворачиваем головку и плотно насаживаем на стержень клапана кусок бензошланга длиной примерно 15 -20 см. Между ладоней зажимаем шланг и крутим туда-сюда, подтягивая попутно его вверх. Внешний признак удовлетворительной притирки – это матово-серый цвет трущихся поверхностей. Сейчас надо проверить герметичность клапанов — залив в камеру сгорания немного керосина, когда клапаны свободно вставлены (выпускной и впускной). Если в течение 10 — 20 сек. керосин не просачивается — порядок.
Ну вот, вроде бы, и всё. Можно всё собирать в обратной последовательности, только уже с новой головкой блока цилиндров ВАЗ 2108.
Источник
ремонт головки блока цилиндров автомобилей ваз 2108, ваз 2109, ваз 21099

ПРЕДУПРЕЖДЕНИЕ
Головка блока цилиндров заменяется с корпусами подшипников в сборе, так как они обрабатываются совместно.
1. Снимите с автомобиля ваз 2108, ваз 2109, ваз 21099 головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»).
2. Отверните винт крепления и отсоедините штуцер подогрева от карбюратора. Если винт отвернуть не удается, ослабьте хомут и снимите шланг со штуцера.

3. Отверните четыре гайки крепления карбюратора (две из них расположены с противоположной стороны).

4. Снимите карбюратор с впускной трубы.

5. Аккуратно снимите прокладки карбюратора.

6. Отверните две гайки крепления теплоизоляционного щитка карбюратора.

7. Ослабьте затяжку гайки на штуцере.

8. Снимите теплоизоляционный щиток карбюратора.

9. Отверните две гайки крепления патрубка забора теплого воздуха.

10. Отверните гайку крепления рыма.

11. Снимите рым и патрубок забора теплого воздуха.

12. Отверните девять гаек крепления впускной трубы и выпускного коллектора.

13. Снимите выпускной коллектор.

14. Снимите впускную трубу.

После снятия выпускного коллектора и впускной трубы подложите под головку блока цилиндров деревянные прокладки, чтобы не повредить клапаны, выступающие из головки блока.

15. Снимите две прокладки.

Снимайте уплотнительные прокладки аккуратно. Если прокладки выпускного коллектора и впускной трубы не повреждены и не сильно обжаты, их можно использовать вторично. Пригоревшие прокладки выпускного коллектора и впускной трубы осторожно отделите с помощью отвертки.

16. Выверните из головки блока цилиндров свечи зажигания.

17. Выверните датчик температуры охлаждающей жидкости (ДТОЖ).

18. Выверните датчик контрольной лампы аварийного давления масла.

19. Отверните десять гаек крепления обоих корпусов подшипников распредвала.

20. Снимите оба корпуса подшипников распредвала с головки блока цилиндров.

21. Выньте распредвал.

22. Снимите сальник с переднего конца распредвала.

23. Отверните гайку крепления натяжного ролика.

24. Снимите натяжной ролик и упорную шайбу, установленную под натяжным роликом.

25. Выньте толкатели клапанов вместе с регулировочными шайбами.

Вынув очередной толкатель клапана, промаркируйте его и регулировочную шайбу порядковым номером, чтобы при сборке установить их на свое место.
ПРИМЕЧАНИЕ
Привод клапанов состоит из следующих деталей: 1, 2 — клапаны; 3 — наружная пружина; 4 — внутренняя пружина; 5 — верхняя тарелка; б — сухарь; 7 — нижняя тарелка.

Все эти детали нужно демонтировать из головки блока цилиндров.

26. Промаркируйте клапаны номером цилиндра, чтобы при сборке установить клапана на свои места. Маркировку можно нанести с помощью керна как можно ближе к центру клапана: клапаны первого цилиндра — одна точка, второго — две и т.д.

27. Установите под снимаемый клапан подходящий упор.

28. Установите на головку блока цилиндров приспособление для сжатия пружин клапанов. Сожмите им пружины клапана и выньте сухари. Постепенно ослабляя нажим на ручку приспособления, полностью разожмите пружину клапана и снимите приспособление с головки.

29. Снимите наружную пружину клапана с тарелкой.

30. Снимите внутреннюю пружину клапана.

31. Выньте клапан из головки блока цилиндров.

32. Аккуратно снимите маслоотражательный колпачок, не повредив направляющую втулку клапана.

33. Выньте опорную шайбу (тарелку) пружин клапана. Аналогичным образом выньте остальные клапаны.
34. Промойте детали головки блока в бензине, протрите и просушите их.

35. Очистите камеры сгорания от нагара. Осмотрите головку блока цилиндров. Если на головке блока есть трещины или следы прогара в камерах сгорания, замените головку блока цилиндров.

36. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте металлическую линейку ребром на поверхность головки блока цилиндров по центру вдоль, а затем по диагоналям и замерьте щупом зазор между плоскостью головки блока и линейкой. Замените головку блока цилиндров, если зазор превысит 0,1 мм.

37. Очистите нагар с клапанов. Это можно сделать подходящим металлическим инструментом.

38. Осмотрите клапаны. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация стержня клапана, коробление тарелки клапана, следы прогара. Неглубокие риски и царапины на рабочей фаске можно удалить притиркой клапанов (см. «Притирка клапанов»).

Рис. 4.5. Размеры тарелок клапанов
Повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно устранить шлифовкой на специальном станке. При шлифовке надо выдержать размеры, указанные на рис. 4.5. В скобках даны отличающиеся размеры для двигателя ваз 21083.

39. Проверьте состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины клапанов замените. Проверьте упругость пружин клапанов. Для этого измерьте высоту пружин в свободном состоянии, а затем под двумя различными нагрузками. Если пружина клапана не соответствует требуемым параметрам, замените пружину.
ПРИМЕЧАНИЕ
Параметры пружин клапанов для определения их упругости:
наружная пружина клапана:
высота в свободном состоянии. 45,2 мм;
высота под нагрузкой (26,0+1,7) кгс. 33,7 мм;
высота под нагрузкой (46,2+2,4) кгс. 24,7 мм;
внутренняя пружина:
высота в свободном состоянии. 34,1 мм;
высота под нагрузкой (9,0+0,8) кгс. 29,7 мм;
высота под нагрузкой (27,5+1,5) кгс. 20,7 мм.

40. Проверьте состояние седел клапанов. На рабочих фасках седел клапанов не должно быть следов износа, раковин и коррозии. Незначительные повреждения (мелкие риски, царапины и т.п.) можно удалить притиркой клапанов.
ПРИМЕЧАНИЕ
Более значительные дефекты седел клапанов устраняются шлифовкой.

Рис. 4.6. Размеры седел клапанов: а — седло впускного клапана; б — седло выпускного клапана; I — новое седло; II — седло после ремонта
При шлифовке выдержите размеры, указанные на рис. 4.6. Сначала шлифуется фаска под углом 20°, затем фаска под углом 45°. После шлифовки седел надо притереть клапаны, затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах и камерах сгорания не осталось частиц абразива. В скобках даны отличающиеся размеры для двигателя ваз 21083.
41. Проверьте зазор между направляющими втулками и клапанами (рис. 4.7).
ПРИМЕЧАНИЕ

Рис. 4.7. Размеры клапанов и их направляющих втулок
Зазор между клапаном и направляющей втулкой, мм:
номинальный для впускных клапанов. 0,022-0,055;
номинальный для выпускных клапанов. 0,029-0,062;
предельно допустимый зазор для впускных и выпускных клапанов . 0,3.
Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана. Если зазор меньше предельно допустимого, попробуйте заменить клапан. Если зазор превышает предельно допустимый, замените направляющую втулку.

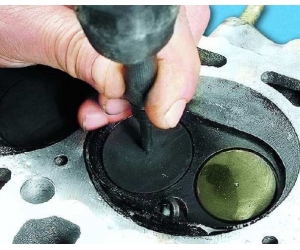
42. Выпрессуйте со стороны камеры сгорания дефектную направляющую втулку клапана специальной оправкой.

43. Вставьте новую направляющую втулку клапана в специальную оправку.

В качестве запасных частей поставляются направляющие втулки клапанов со стопорными кольцами. Направляющие втулки клапанов имеют увеличенный на 0,2 мм наружный диаметр и уменьшенный диаметр отверстия под клапан.

44. Запрессуйте с помощью оправки направляющую втулку клапана со стороны распредвала до упора стопорного кольца в головку блока цилиндров.

45. Разверните отверстие в направляющей втулке клапана с помощью развертки до 8,022-8,040 мм для впускных клапанов и до 8,029-8,047 мм — для выпускных. После этого прошлифуйте седла клапанов, как описано выше, центрируя инструмент по отверстию во втулке.

46. Осмотрите толкатели клапанов. Если на рабочей поверхности толкателя клапана есть задиры, царапины или другие повреждения, замените толкатели клапанов.

47. Осмотрите регулировочные шайбы толкателей клапанов. На их рабочих поверхностях не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.

48. Измерьте длину болтов крепления головки блока цилиндров, так как при многократной затяжке болты головки блока вытягиваются. Если длина болтов головки блока цилиндров превышает 135,5 мм, замените болты.

49. Для проверки герметичности головки блока цилиндров заглушите отверстие в патрубке рубашки охлаждения в заднем торце головки блока, переверните головку блока цилиндров камерами сгорания вверх и залейте керосин в каналы рубашки охлаждения. Если появились течи керосина, значит, головка блока цилиндров не герметична, и головку блока надо заменить.

50. Если устанавливается старый клапан, снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу (см. «Притирка клапанов»).

51. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни клапанов моторным маслом.
52. Установите нижние тарелки пружин клапанов.
53. Установите маслосъемные колпачки (см. «Замена маслосъемных колпачков»).

54. Замените распределительный вал, если на шейках и кулачках распредвала есть следы износа, задиры и глубокие риски. В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение шеек распредвала (радиальное биение шеек не должно превышать 0,02 мм) и зазор между отверстиями опор и шейками распредвала, который не должен превышать 0,2 мм (зазор для новых деталей 0,069-0,11 мм).
55. Установите распредвал и корпуса подшипников (см. «Замена маслосъемных колпачков»).
56. Установите прокладки, выпускной коллектор и впускную трубу.
57. Установите головку на блок цилиндров (см. «Замена прокладки головки блока цилиндров»), проверьте зазоры в приводе клапанов и при необходимости отрегулируйте их (см. «Регулировка зазоров в приводе клапанов»).
Источник