Mazda 6 › Logbook › Капиталка лайт Mazda 6 gg на коленке

Всем привет) Решил поподробнее расписать процесс своей капиталки лайт ма6ки.)
Предистория: Купил машину в январе 2017 года. Достался кот в мешке) по началу все радовало, потом начались проблемы) Теперь к Капиталке.
Все началось с того, что в один прекрасный момент, решил я раскрыть для себя потенциал двигателя 1.8 =).
Выехал на дорогу, дай думаю бабахну ка я до отсечки) Итог: на 4500-5000 оборотов, двигатель проваливается как будто в бочку, просто стопор какой-то, бух и вниз) Смотрю в заднее зеркало, и из-за белого дымовала не вижу фар задних автомобилей) Расстроенный добираюсь домой, как ежик в тумане).
Дым густой, белый, вонючий. Как в последствии стало ясно, порвало прокладку ГБЦ и антифриз начал течь в горшки =(
Какие же запчасти брать? Всю эту информацию я нашел у человека :Капиталка лайт от SDA666
Надо чинить! Начинаю искать информацию, как поменять прокладку ГБЦ. И понимаю, что надо снимать голову. Зарождается идея, а не разобраться ли мне с масложером кстати сразу) а то что то не нормально, доливал от замены до замены 5-6 л масла :D. Еду на СТО, мне говорят, 25-30 тыс будут стоить запчасти, и за работу возьмем 30+ тыс руб.
Да ну нафиг, я бедный студент) откуда такие деньги))) Приезжаю домой грустный, начинаю читать информацию, как капиталят ма6ку. По итогу возникает желание попробовать откапиталить самому.
Подъемник, как таковой там не нужен, ямы у меня тоже не было) но сложности только увеличили интерес. Я пошел в магазин, заказал запчастей, купил все необходимые инструменты.
И вот началось)
Для начала снимаем клапанную крышку) Видим там распредвалы, они так же легко откручиваются)

Отворачиваем головку блока. Для этого используем прецизионно точный инструмент «труба метровая» и вороток с Торксом. Усилие большое. Болты идут со щелчком. Здесь важно использовать качественный Торкс, если конечно нет желания высверливать калёные болты с сорванными гранями.
Далее я снимал впускной коллектор, там 8 болтов. Пользовался вот этой темой: Снятие впускного коллектора
А вот дальше я возился дня 2) Необходимо снять боковую крышку цепи) Проблема была с шкивом коленвала. Как открутить этот болт, я вообще не знал) начнем с того, как выглядит шкив коленвала

я делал гигантский рычаг, стопорил его засунув советскую отвертку в тормозной диск, включив 5 передачу. Дергал рывками, и вот спустя 30 минут тяжелой работы от сдвинулся)
Открутив и сняв шкив, предстоит снимать крышку, тут тоже много мороки, куча болтиков которые необходимо открутить(
После снятия крышки, снял цепь, ну и дальше голова поднимается руками.( будьте внимательны, она стоит на направляшках) .
Отнес все это дело домой, и стал думать что делать дальше.
Вот так все выглядело после разбора:
Источник
РАЗБОРКА, РЕМОНТ И СБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ
Мазда 6 (2008+). РАЗБОРКА, РЕМОНТ И СБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ
В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, шлифовке или замене седел клапанов. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: инструменты, необходимые для замены прокладки головки блока (см. «Замена прокладки головки блока цилиндров», с. 86) и маслосъемных колпачков (см. «Замена маслосъемных колпачков», с. 87).
1. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
2. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров», с. 86).
3. Снимите впускной коллектор (см. «Замена прокладки впускного коллектора», с. 90).
4. Снимите выпускной коллектор (см. «Замена прокладки выпускного коллектора», с. 91).
Рекомендуем вывернуть свечи зажигания, чтобы случайно не повредить их изоляторы.
5. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на поверхности головки блока.

7. Снимите распределительные валы см.
«Снятие, дефектовка и установка распределительных валов», с. 91) и извлеките толкатели из гнезд головки блока цилиндров.
Толкатели удобнее вынимать с помощью магнита или присоски. Толкатели нельзя менять местами, поэтому промаркируйте их перед снятием, чтобы при сборке установить на прежние места. Хранить толкатели следует в том же положении, в каком они установлены на головку блока цилиндров, чтобы из них не вытекло масло.
8. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускного и выпускного коллекторов.
9. Проверьте наличие деформаций фланцев для впускного и выпускного коллекторов, деформированную головку замените.
10. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
11. Проверьте плотность установки заглушек рубашки охлаждения. При ослаблении их посадки восстановите ее чеканкой.
12. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под корпус термостата и завернув болты его крепления.
13. Залейте керосин в каналы водяной рубашки. Если уровень керосина при 15-20-минутной выдержке понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку.
14. Проверьте состояние опорных поверхностей под шейки распределительных валов в головке блока. Если хотя бы на одной из них обнаружены следы износа, задиры или глубокие риски, отшлифуйте постели подшипников и измерьте после шлифовки зазор между постелями и шейками распределительных валов. Если зазор окажется больше номинального, замените головку блока.
15. Для проверки герметичности клапанов залейте керосин во впускные и выпускные каналы головки. Если в течение 3 мин керосин не просочится из каналов в камеры сгорания, значит, клапаны герметичны. В противном случае притрите (см. «Притирка клапанов», с. 94) или замените клапаны.
16. Установите под снимаемый клапан подходящий упор (например, торцовую головку из набора инструментов).
17. Установите на головку блока приспособление для сжатия пружин клапанов. Сжав пружины клапанов с помощью приспособления, выньте сухари клапана. Затем, постепенно ослабляя нажатие на рукоятку приспособления, полностью освободите пружину клапана. Снимите приспособление с головки блока.
18. Поддев отверткой, извлеките тарелку пружины клапана и выньте пружину клапана.
19. Извлеките клапан из головки блока.
20. Аналогично извлеките остальные клапаны и снимите маслосъемные колпачки.
21. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан.
22. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). Незначительные риски и царапины на фаске можно вывести притиркой клапана к седлу (см. «Притирка клапанов», с. 94).
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
23. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой графита карандашного грифеля, вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
24. По следам графита на фаске седла можно судить о концентричности расположения клапана и седла.
25. Проверьте износ стержня клапана в местах, показанных на рис. 5.18. Номинальные размеры клапанов приведены в табл. 5.1.
26. Проверьте состояние проточек 3 (см. рис. 5.18) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
27. Проверьте состояние направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки и диаметр стержня клапана. Зазор не должен превышать 0,1 мм.
28. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов (см. «Притирка клапанов», с. 94).
29. Более значительные дефекты седел клапанов устраняют шлифовкой, выдерживая для седел клапанов двигателей размеры 45° с шириной пояска после притирки для седел всех клапанов 1,56 мм. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если шлифовка не даст нужного результата, замените седла клапанов.
30. Замените маслосъемные колпачки независимо от их состояния.
31. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. По возможности определите упругость пружин по развиваемому усилию. Искривленные пружины (деформация в свободном состоянии более 1,6 мм) и пружины с трещинами замените.
32. Прокладки впускной трубы, выпускного коллектора и головки блока цилиндров всегда заменяйте новыми, так как снятые, даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнений.

Рис. 5.18. Зоны износа клапана: 1 — зона наименьшего износа стержня; 2 — торец стержня; 3 — проточка под сухари; 4 — зона наибольшего износа стержня; 5 — рабочая фаска; 6 — кромка тарелки

Рис. 5.19. Приспособление для притирки клапанов:
1 — металлический стержень; 2 — резиновый шланг; 3 — винтовые хомуты
Таблица 5.1 НОМИНАЛЬНЫЕ РАЗМЕРЫ КЛАПАНОВ
Источник
Ремонт головки цилиндров Mazda 3
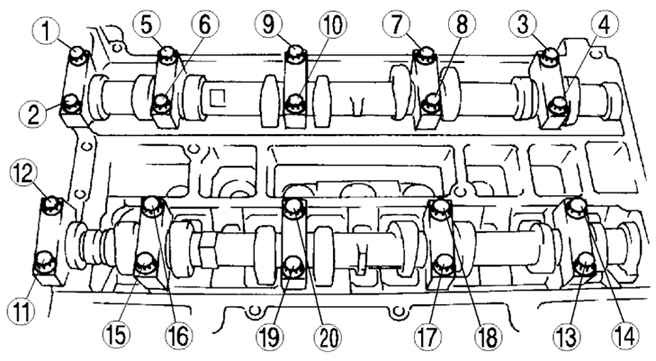
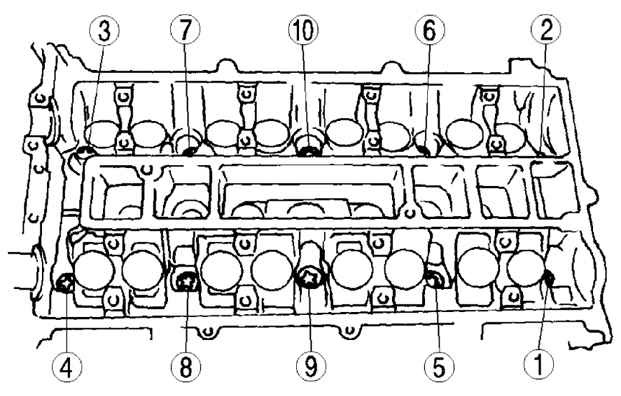
РАЗБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Снимите подъемные проушины двигателя (рис. 1).

Рис. 1. Стадии разборки головки блока цилиндров

Рис. 2. Снятие сухаря клапана
С помощью специальных приспособлений снимите сухари клапана (рис. 2). Извлеките верхнюю тарелку пружины клапана. Извлеките клапанную пружину и клапан.
Рис. 3. Снятие маслоотражательного колпачка
С помощью специального приспособления снимите маслоотражательный колпачок (рис. 3).
Снимите трубку системы рециркуляции.
Снимите корпус выходных патрубков системы охлаждения.
Дефектация
ПРОВЕРКА НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА

Рис. 4. Измерение толщины клапанной головки
Измерьте толщину головки каждого клапана (рис. 4). Если толщина не соответствует норме, замените клапан.
Толщина головки: Впуск: 1,62 мм. Выпуск: 1, 82 мм.
ИЗМЕРЕНИЕ ДЛИНЫ КЛАПАНА

Измерьте длину каждого клапана (рис. 5). Если длина не соответствует норме, замените клапан. Стандартная длина L: Впуск: 102,99–103,79 мм; Выпуск: 104,25–105,05 мм. Минимальная длина L: Впуск: 102,99 мм; Выпуск: 103,79 мм.
ИЗМЕРЕНИЕ ДИАМЕТРА СТЕРЖНЯ КЛАПАНА

Рис. 6. Измерение диаметра стержня
Измерьте микрометром диаметр стержня каждого клапана в направлениях X и Y в трех точках (A, B, и C) как показано на рисунке 6.
Если диаметр не соответствует норме, замените клапан.
Стандартный диаметр: — Впуск: 5,470–5,485 мм; — Выпуск: 5,465–5,480 мм. Максимальный диаметр: — Впуск: 5,440 мм; — Выпуск: 5,435 мм.
ИЗМЕРЕНИЕ ВНУТРЕННЕГО ДИАМЕТРА НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА

Рис. 7. Измерение внутреннего диаметра направляющей втулки клапана
Измерьте внутренний диаметр каждой направляющей втулки клапана в направлениях X и Y в трех точках (A, B, и C), как показано на рисунке 7.
Если диаметр не соответствует норме, замените направляющую втулку клапана.
Стандартный внутренний диаметр: — Впуск: 5,509–5,539 мм; — Выпуск: 5,509–5,539 мм.

Рис. 8. Измеряемые детали
Вычислите зазор между стержнем и направляющей клапана, вычтя значение наружного диаметра штока клапана из значения внутреннего диаметра соответствующей направляющей втулки клапана (рис. 8).
Если результат не соответствует норме, замените клапан и/или направляющую втулку клапана.
— Впуск: 0,024–0,069 мм;
— Выпуск: 0,029–0,074 мм.
— Максимальный зазор: 0,10 мм.
ИЗМЕРЕНИЕ ВЫСОТЫ ВЫСТУПАНИЯ НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА

Рис. 9. Измеряемая высота: 1 – напрвляющая втулка клапана; 2 – головка блока цилиндров
Измерьте высоту выступания (размер A) каждой направляющей втулки клапана без учета нижнего седла клапанной пружины (рис. 9). Если высота не соответствует норме, замените направляющую втулку клапана.
— Впуск: 12,2–12,8 мм;
— Выпуск: 12,2–12,8 мм.
ЗАМЕНА НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА

Рис. 10. Снятие направляющей втулки клапана
Снимите направляющую втулку клапана со стороны камеры сгорания при помощи специального приспособления (рис. 10).

Рис. 11. Сборка специального приспособления
Соберите специальные приспособления так, чтобы глубина L соответствовала указанной (рис. 11). — Глубина L: — Впуск: 12,2–12,8 мм; — Выпуск: 12,2–12,8 мм.
ЗАПРЕССОВКА НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА

Рис. 12. Запрессовка направляющей втулки клапана
Запрессуйте направляющую втулку клапана со стороны, противоположной распредвалу, до упора специального приспособления в головку блока цилиндров (рис. 12).

Рис. 13. Измеряемая высота
Убедитесь в том, что высота проекции направляющей втулки клапана (размер A) соответствует норме (см. рис. 13).
Стандартная высота: — Впуск: 12,2–12,8 мм; — Выпуск: 12,2–12,8 мм.
ПРОВЕРКА И РЕМОНТ СЕДЛА КЛАПАНА

Рис. 14. Измерение ширины седла клапана
Измерьте ширину контактной поверхности седла клапана.
В случае необходимости, обработайте седло или тарелку клапана, используя соответствующее приспособление (рис. 14). Стандартная ширина: 1,2–1,6 мм.

Рис. 15. Способы обработки седла клапана режущим инструментом
Проверьте центровку контактной поверхности относительно седла клапана (рис. 15).
Если контактная поверхность смещена наружу, обработайте седло клапана режущим инструментом с рабочим углом 70° (Впуск) или 65° (Выпуск) и режущим инструментом с углом 45°.
Если контактная поверхность смещена внутрь, обработайте седло клапана режущим инструментом с рабочим углом 30° (Впуск) или 0° (Выпуск) и режущим инструментом с углом 45°.

Рис. 16. Измерение выступания седла клапана
Проверьте заглубление седла клапана. Измерьте выступание (размер L) стержня клапана (рис. 16).
Если измеренная высота не соответствует норме, замените головку блока цилиндров.
Стандартный размер L:
— Впуск: 40,64–42,24 мм;
— Выпуск: 40,50–42,10 мм.
ПРОВЕРКА КЛАПАННОЙ ПРУЖИНЫ

Рис. 17. Проверка высоты клапанной пружины
Приложите к пружине сжимающую силу и проверьте высоту пружины (рис. 17).
Если высота не соответствует норме, замените клапанную пружину.
Прижимающая сила: 494,9 Н. Стандартная высота: 27,80 мм.

Рис. 18. Поворачивание вспомогательного ключа зажигания

Рис. 19. Измерение неперпендикулярности клапанной пружины
Измерьте неперпендикулярность клапанной пружины, используя уголок, как показано на рисунке 19.
Вращая клапанную пружину на 360°, измерьте наибольшее расстояние «A».
Если неперпендикулярность не соответствует норме, замените клапанную пружину.
Максимальная неперпендикулярность клапанной пружины: 1% (2,10 мм).

Рис. 20. Измерение биения распредвала
Установите шейки №1 и №5 распредвала на призмы.
Измерьте биение распредвала (рис. 20). Если биение не соответствует норме, замените распредвал. Максимальное биение: 0,03 мм.

Рис. 21. Измерение высоты контура кулачка
Измерьте высоту контура кулачка в двух точках, как показано на рисунке 21. Если высота не соответствует норме, замените распредвал.
Шейка №1. Стандартная высота распредвала L8:
— Выпуск – 41,08 мм.
— Распредвал LF, L3:
— Выпуск – 41,08 мм.
С механизмом изменения фаз газораспределения:
— Выпуск – 41,18 мм.
Стандартная высота распредвала L8:
— Впуск – 40,692 мм;
— Выпуск – 40,982 мм.
Распредвал LF, L3:
— Впуск – 42,022 мм;
— Выпуск – 40,982 мм.
С механизмом изменения фаз газораспределения:
— Впуск – 42,342 мм;
— Выпуск – 41,082 мм.
ИЗМЕРЕНИЕ ДИАМЕТРА ШЕЙКИ РАСПРЕДВАЛА

Рис. 22. Измерение диаметра шейки распредвала
Измерьте диаметры шейки вала в направлениях X и Y в двух точках (A и B), как показано на рисунке 22. Если значения не соответствуют норме, замените распредвал.
Стандартный диаметр: 24,96–24,98 мм.
Минимальный диаметр: 24,95 мм.
ИЗМЕРЕНИЕ РАДИАЛЬНОГО ЗАЗОРА ШЕЙКИ РАСПРЕДВАЛА
Снимите толкатель клапана.

Рис. 23. Установка калиброванной пластмассовой проволоки
Поместите отрезки калиброванной пластмассовой проволоки сверху на шейки распредвала, расположив их вдоль оси (рис. 23).
Установите крышку подшипников распредвала.
Снимите крышку подшипников распредвала.
Измерьте радиальный зазор. Если зазор не соответствует норме, замените головку блока цилиндров.
Нормальный зазор 0,04–0,08 мм.
Максимальный зазор: 0,09 мм.
ИЗМЕРЕНИЕ ОСЕВОГО ЗАЗОРА ШЕЙКИ РАСПРЕДВАЛА
Установите крышку подшипников распредвала.

Рис. 24. Измерение осевого зазора распределительного вала
Измерьте осевой зазор распределительного вала (рис. 24). Если зазор не соответствует норме, замените головку блока цилиндров или распредвал.
Стандартный осевой зазор: 0,09–0,24 мм.
Максимальный осевой зазор: 0,25 мм.
Снова снимите крышку подшипников распредвала.
ПРОВЕРКА ТОЛКАТЕЛЯ КЛАПАНА

Рис. 25. Измерение внутреннего диаметра отверстия толкателя клапана
Измерьте внутренний диаметр отверстия толкателя клапана в направлениях X и Y в двух точках (A и B) (рис. 25).
Внутренний диаметр: 31,00–31,03 мм.

Рис. 26. Измерение наружного диаметра отверстия толкателя клапана
Измерьте наружный диаметр корпуса толкателя клапана в направлениях X и Y в двух точках (A и B) (рис. 26).
Наружный диаметр: 30,97–30,98 мм.
Вычтите наружный диаметр корпуса толкателя клапана из внутреннего диаметра отверстия толкателя клапана.
Если зазор не соответствует норме, замените толкатель клапана или головку блока цилиндров.
Стандартный зазор: 0,02–0,06 мм. Максимум: 0,15 мм.
СБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Установите корпус выходных патрубков системы охлаждения.
Установите трубку рециркуляции.
УСТАНОВКА МАСЛООТРАЖАТЕЛЬНОГО КОЛПАЧКА
Напрессуйте маслоотражательный колпачок на направляющую втулку клапана вручную.

Рис. 27. Установка маслоотражательного колпачка
Слегка допрессуйте специальным приспособлением, используя капроновый молоток (рис. 27).
Установите клапаны, пружины клапанов и верхние тарелки пружин клапанов.

Рис. 28. Установка сухарей клапанов
Установите сухари клапана, используя специальные приспособления (рис. 28).
Установите подъемные проушины двигателя.
Установите новую прокладку головки блока цилиндров.
Источник