Москвич 412 (АЗЛК и ИЖ): УЗАМ 412: ГОЛОВКА блока цилиндров (ГБЦ), ремонт, снятие, купить
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
3. Ссылки на наш форум — задавайте вопросы
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
Для снятия головки цилиндров , проделайте следующие операции:
- 1. отверните семь гаек шпилек крепления крышки головки цилиндров и снимите крышку и провода, высокого напряжения от распределителя зажигания к свечам;
- 2. проверните коленчатый вал по часовой стрелке до положения, при котором поршень первого цилиндра находится в положении верхней мертвой точки (в.м.т.) такта сжатия. Метка в.м.т. на шкиве коленвала совмещена с острием установочного штифта на нижней крышке звездочек привода газораспределения.

- Примечание. Первая метка (по направлению вращения коленвала) используется при установке момента зажигания, а вторая метка соответствует ВМТ.
- 3. отверните семь болтов крепления верхней клапанной крышки и снимите крышку.
- 4. раскерните и отверните четыре болта крепления ведомой звездочки привода газораспределения и снимите звездочку с вала, не разъединяя ее от цепи. Во избежание соскакивания цепи с зубьев звездочки ее вместе с цепью свяжите проволокой.

- ВНИМАНИЕ!
- При разъединенном цепном приводе, но не снятой еще с блока цилиндров головке, не повертывайте коленчатый или распределительный вал в лю6ом направлении, даже на самый незначительный угол. Невыполнение повлечет к повреждению головки клапанов об поршни.
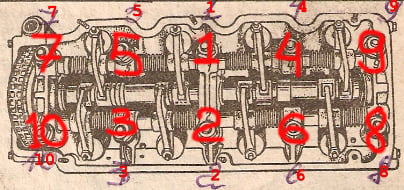
- 5. отверните 10 гаек крепления головки блока и снимите ее.
- ВНИМАНИЕ!
- При снятой головке не проворачивайте коленвал, так как из-за трения колец о зеркало гильзы цилиндров могут подняться, и под упорный нижний торец гильзы попадет накипь или продукты коррозии блока цилиндров, что приведет к нарушению уплотнения гильз.
- 6. снимите прокладку головки.
- После проверки и замены поврежденных и изношенных деталей установку и крепления головки цилиндров на блоке производите в обратной последовательности. При этом:
- 7. тщательно осмотрите уплотнительную прокладку головки цилиндров и резинопробковую прокладку клапанной крышки. Поврежденные или сильно обжатые прокладки замените;
- 8. для равномерного обжатия по всей поверхности прокладки и предупреждения деформаций блока гайки шпилек головки затягивайте в определенной последовательности. Окончательную затяжку гаек головки цилиндров производите динамометрическим ключом, а момент затяжки должен быть 90-100 Нм (9,0-10,0 кгс•м).
- Однако, прежде чем установить на верхнюю торцевую плоскость блока цилиндров с уложенной на нее уплотнительной прокладкой головку блока, собранную заранее с клапанным механизмом и с распределительным валом, предварительно установите взаимное угловое положение коленчатого и распределительного валов. Для этого, убедившись в том, что сохранилась предварительная установка поршня первого цилиндра в в.м..т. В конце такта сжатия, вращайте распределительный вал до тех пор, пока риска на фланце распределительного вала (см. рис.)
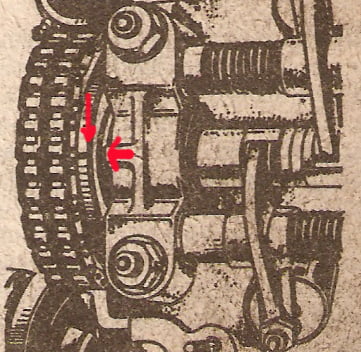
- не установится против середины прилива на передней опоре распределительного вала. После этого головку блока цилиндров установите на блок цилиндров и закрепите ее.
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
Последовательность ремонта ГБЦ (головки блока цилиндров) автомобиля Москвич 412
Направляющую втулку клапана меняют в следующей последовательности:
1. Выпрессуйте изношенную направляющую втулку клапана из ГБЦ
2. Установите головку цилиндров на сверлильный станок, имеющий наклонный стол, и выставляют ее так, чтобы шпиндель станка был расположен по оси отверстия направляющей втулки в головке
3. Разверните отверстие в головке цилиндров, из которого выпрессована втулка, под размер 15,247-15,220 мм;
4. Запрессуйте в развернутое отверстие ремонтную втулку — дет. 412-10070300-БР, имеющую увеличенный на 0,25 мм наружный диаметр (15,284-15,272 мм.). Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, должны быть предварительно пропитаны в масле для двигателя в течение не менее 1,5 ч.
5. Отверстие в запрессованной втулке разверните под размер 8,026-8,008 мм.
6. Проверьте прямолинейность оправкой 7,995 мм, которая должна свободно проходить на всю длину втулки.
После обработки отверстий в направляющих втулках обязательно должны быть прошлифованы рабочие фаски на седлах клапанов для обеспечения их концентричности осям отверстий в направляющих втулках.
3. Ссылки на наш форум — задавайте вопросы
Источник
2.6.3 Ремонт головки блока цилиндров
Ремонт головки блока цилиндров
1. Снимите головку цилиндров вместе с впускным и выпускным коллектором.
2. Снимите датчик температуры охлаждающей жидкости.
3. Снимите теплозащитный экран выпускного коллектора.
4. Снимите выпускной коллектор.
5. Снимите прокладку выпускного коллектора.
6. Снимите шпильки крепления выпускного коллектора.
7. Снимите свечи зажигания.
8. Снимите впускной коллектор.
9. Снимите прокладку впускного коллектора.
10. Снимите шпильки впускного коллектора.
11. Открутите винты корпуса термостата.
12. Снимите корпус термостата.
13. Снимите прокладку термостата и термостат.
14. Используя устройство для сжатия пружин клапана, сожмите пружины клапана.
15. Извлеките сухари и снимите верхние тарелки пружин клапанов.
16. Снимите пружины клапанов.
17. Снимите маслосъемные колпачки.
18. Снимите клапаны.
20. Снимите центровочные втулки корпуса распределительного вала.
 Ремонт деталей
Ремонт деталей
Для описываемых двигателей производитель предусматривает восстановление пары «направляющая втулка — шток клапана» применением клапанов с ремонтными размерами штоков. При этом изношенная втулка восстанавливается методом развертывания до ремонтных размеров. Работы такой сложности следует поручать только квалифицированному механику.
Подъем кулачков впускных клапанов
Подъем кулачков выпускных клапанов
Наружный диаметр шейки распределительного вала
Наружный диаметр подшипника
Осмотр головки цилиндров
1. Очистите сопрягаемую с прокладкой головки плоскость.
2. Проверьте прокладку головки цилиндров и сопрягаемые поверхности головки и блока цилиндров на наличие раковин, следов утечки, коррозии и прорыва газов в рубашку охлаждения.
3. Проверьте головку цилиндров на наличие трещин.
5. Определите, используя набор щупов и поверочную линейку, отклонение от плоскостности сопрягаемой с прокладкой плоскости головки, которое не должно превышать 0,025 мм.
6. Измерьте высоту головки блока. Высота головки блока должна быть в пределах 94,70-95,65 мм г£СЛИ высота головки цилиндров меньше, чем 94,7 мм, ее следует заменить.

7. Проверьте все резьбовые отверстия на наличие повреждений или загрязнений.
8. Осмотрите седла клапанов на предмет чрезмерного износа и прогаров.
Способ регулирования привода клапанов
компенсатор зазора в приводе клапанов
Угол конуса рабочей поверхности клапана (между образующей и плоскостью головки)
Угол конуса рабочей поверхности седла клапана
Торцевое биение (макс, все)
Ширина рабочей поверхности седла
Внутренний диаметр направляющей втулки клапана
Диаметр штока клапана
Диаметр тарелки клапана
Длина пружины клапана при нагрузке
Открытый клапан 625 +25 Н
Закрытый клапан 275 + 15Н
Восстановление работоспособности направляющей втулки клапана
1. Определите фактический износ в паре «втулка — шток клапана». При зазоре, превышающем 0,1 мм, эта пара трения нуждается в замене. Эту диагностическую операцию должен проводить только квалифицированный механик.
2. Код ремонтного размера нанесен на направляющей втулке клапана и торце штока клапана. В таблице приведены стандартный и ремонтные размеры, обозначение развертки, применяемой авторизованными СТО, и содержание кодов, наносимых на втулки и клапаны. Имеется два вида кодов: код, наносимый при сборке нового двигателя, и код, наносимый на втулку при ремонте.
Код, наносимый на детали нового двигателя
Код, наносимый на детали двигателя при ремонте
Произведите развертывание отверстия направляющей втулки. Направление развертывания — от верхней стороны головки цилиндров. После развертывания перечеркните код, нанесенный на втулке, и нанесите новый код.
 Восстановление седел клапанов
Восстановление седел клапанов
1. Произведите обработку рабочей поверхности седел клапанов.
Запирающая поверхность седел клапанов восстанавливается при помощи трех конических фрез:
— фреза для обработки рабочей поверхности седла: 45°;
— фреза для обработки верхнего угла коррекции: 30°;
— фреза для обработки нижнего угла коррекции: 60°;

Ширина рабочей поверхности седла клапана:
— впускного: 1,3-1,5 мм;
— выпускного: 1,6-1,8 мм.

2. Проверьте положение торца штока клапана после установки клапана (без специальных калибров эту работу должен выполнять квалифицированный механик).
3. Если торец штока расположен выше (ближе к оси распределительного вала), следует заменить клапаны новыми и затем проверить положение торца штока снова.
4. Если торец штока клапана все еще расположен выше, несмотря на замену клапанов, замените головку цилиндров.
 Осмотр клапана
Осмотр клапана
1. Осмотрите клапан на предмет износа, смятия верхнего торца штока.
2. Осмотрите канавки сухарей клапанов и масляного уплотнителя на предмет износа.
3. Осмотрите головки клапанов на наличие прогаров и трещин.
4. Осмотрите штоки клапанов на наличие износа, задиров и царапин.
5. Осмотрите шток клапана — он не дол-. жен иметь искривлений.
6. Осмотрите запирающий конус клапана. Если выработка контактного конуса настолько велика, что восстановление поверхности даст острую кромку на стыке конической и плоской поверхностей головки клапана, следует заменить клапан.

7. Осмотрите пружину клапана. Если концы пружины клапана не параллельны, замените пружину клапана.
8. Измерьте высоту пружины клапана. Если высота пружины клапана не соответствует спецификациям, замените пружину клапана.
9. Осмотрите опорные поверхности пружины клапана на предмет износа или образования канавок. Замените, есл’и необходимо.
 Шлифовка клапана
Шлифовка клапана
1. Убедитесь, что на конусе головки клапана нет прогаров.
2. Клапан можно перешлифовывать только два раза. Не шлифуйте торец штока клапана.
3. Угол между образующей конуса клапана и плоскостью головки составляет 46″.
Притирка клапанов
Если выработка запирающего конуса клапана не слишком велика, следует притереть клапан к восстановленному запирающему конусу седла клапана (как правило, при работе клапана запирающая поверхность шатунных подшипников становится шире: до 4-5 мм). Если при этом на конусе нет глубокой канавки, то возможна притирка клапана к восстановленному седлу без шлифовки конуса.
Притирка клапана осуществляется при помощи специальных притирочных паст на основе корунда.
При этом клапан, установленный в направляющую втулку, совершает возвратно-поступательные движения с одновременным поворотом вправо-влево, попеременно. Такие движения необходимы для образования косых притирочных линий, располагающихся крест-накрест. В процессе притирки следует периодически поворачивать клапан в седле для обеспечения равномерности притирки. Притирку можно считать завершенной, когда на запирающей поверхности клапана образуется равномерная матово-серая кольцевая полоса контакта, равная по ширине запирающей поверхности седла.
Сборка
1. Установите центровочные втулки корпуса распределительного вала.
2. Смажьте штоки клапанов моторным маслом.
3. Установите клапаны.
4. Установите маслосъемные колпачки.
5. Установите пружины клапанов.
6. Сожмите пружины клапана и установите сухари.
7. Установите клапанную крышку.
8. Установите термостат.
9. Установите корпус термостата
10. Установите винты корпуса термостата и затяните их моментом 20 Нм.
11. Установите шпильки впускного коллектора.
12. Установите прокладку впускного коллектора.
13. Установите впускной коллектор и затяните гайки моментом 25 Нм.
14. Установите свечи зажигания и затяните моментом 40 Нм.
15. Установите шпильки выпускного коллектора.
16. Установите прокладку выпускного коллектора.
17. Установите выпускной коллектор и затяните гайки моментом 25 Нм.
18. Установите теплозащитный экран выпускного коллектора и затяните винты моментом 15Нм.
19. Установите датчик температуры охлаждающей жидкости и затяните моментом 20 Нм.
20. Установите головку цилиндров вместе с впускным коллектором и выпускным коллектором.
Источник