- Ремонт головки блока цилиндра зил 130
- Момент затяжки ГБЦ Зил 130 — 3 этапа
- Установка прокладки головки блока
- Установка ГБЦ ЗИЛ 130
- Порядок затяжки ГБЦ Зил 130
- Момент затяжки ГБЦ Зил 130
- ГРУЗОВЫЕ АВТОМОБИЛИ ГАЗ, ЗИЛ, КАМАЗ, УРАЛ, МАЗ, КРАЗ
- Детали и запасные части, техническое обслуживание, сервис и ремонт
- Автомобили ГАЗ
- Автомобили ЗИЛ
- Автомобили КАМАЗ
- Автомобили МАЗ
- Автомобили КРАЗ
- Автомобили УРАЛ
- Ремонт головки блока цилиндров и регулировка клапанов ЗИЛ-130
Ремонт головки блока цилиндра зил 130
Ремонт головки цилиндров двигателей 3M3-53 и ЗИЛ-130
Головки цилиндров обоих двигателей изготовлены из алюминиевого сплава АЛ-4. Положение головки относительно блока фиксируется при помощи двух фиксаторов, запрессованных в блок цилиндров. На каждой головке цилиндров расположены впускные и выпускные клапаны для своего ряда цилиндров.
Головки цилиндров двигателей ЗИЛ-130 и 3M3-53 восстанавливают при наличии:
трещин, обломов и пробоин;
коробления поверхности прилегания головки к блоку цилиндров более 0,2 мм;
износа отверстий в направляющих втулках клапанов до диаметра более 11,05 мм для двигателей ЗИЛ-130 и 9,05 мм для двигателей 3M3-53;
выработок, рисок и раковин на седлах впускных и выпускных клапанов;
ослабления посадки седел впускных и выпускных клапанов; износа торцовых поверхностей под свечи и гаек крепления головок цилиндров;
износа отверстий под направляющие втулки, клапанов до размеров более 19,05 мм (ЗИЛ-130) и 17,05 или 17,30 мм1 (3M3-53);
износа резьб или срыве более двух ниток резьбы в отверстиях;
износа резьб на шпильках головок цилиндров; износа резьбы или срыве более одной нитки резьбы под свечи.
Головки подлежат выбраковке:
при наличии сквозных трещин или пробоин любого характера, захватывающих поверхности камер сгорания или трещин, выходящих в отверстия под свечи;
при уменьшении глубины камеры сгорания по высоте более чем на 1 мм.
Трещины головок цилиндров устраняют теми же способами, что и при ремонте блоков цилиндров двигателей ЗМЗ, которые изготовляют также из алюминиевого сплава АЛ-4. Целесообразно перед сваркой нагревать головку в печи- до температуры 200—300°С, что способствует значительному повышению качества сварного шва и уменьшает возможность возникновения сварочных трещин.
1 По чертежам завода-изготовителя допускается изготовление отверстии под втулки направляющих клапанов номинальных размеров 17 и 17,25 мм.
Как показали наблюдения, проведенные в ХАДИ, интенсивному коррозионному разрушению (особенно при применении жесткой воды) подвергаются отверстия рубашки охлаждения головки цилиндров. Этот дефект устраняют при помощи сварки. С дефектного места тщательно удаляют следы коррозии, а затем наплавляют отверстия.
После наплавки, а также при короблении плоскости прилегания головки к блоку цилиндров, эту плоскость необходимо фрезеровать «как чисто».
После этого проверяют неплоскостность поверхностей прилегания головки к блоку цилиндров и поверхностей под фланцы выпускного трубопровода при помощи линейки и щупа (рис. 23) или приспособлением (рис. 24), направляющую линейку I которого устанавливают на проверяемую плоскость, а ползунок 2 с установленным на нем индикатором перемещают вдоль линейки. По отклонению стрелки индикатора можно судить об отклонении от плоскостности головки цилиндров.
После обработки плоскости разъема рассверливают наплавленные отверстия рубашки охлаждения по кондуктору. На головке цилиндров кондуктор фиксируют при помощи двух штиф тов, входящих в отверстия под установочные штифты блока.
Расстояния между отверстиями кондукторных втулок соответствуют расстояниям между отверстиями под шпильки или болты головок цилиндров двигателей ЗМЗ.
Весьма частым дефектом головок является износ и смятие резьб в отверстиях под свечи.
Изношенную резьбу под свечи восстанавливают постановкой ввертыша. Для этого резьбовое отверстие рассверливают до диаметра 18,3 мм, зенкуют до диаметра 25 мм на глубину 2,5 мм (общая глубина 5,5 мм) и нарезают резьбу 1М20х1,5 под ввертыш, а затем ввертывают ввертыш и развальцовывают
его со стороны плоскости разъема. Перед постановкой ввертыша под него ставят медную шайбу толщиной 1 мм.
В головки запрессованы направляющие втулки и вставные седла клапанов. Втулки клапанов 3M3-53 и ЗИЛ-130 чугунные или металлокерамические следующего состава: основа — же-
лезный порошок, компоненты — медь 3% (по ГОСТ 4960—49) и графит 1,3% (по ГОСТ 4404—58).
Вставные седла клапанов изготовляют из жаропрочного чугуна высокой твердости следующего состава: С—2,7-т-2,1;
Si—1,7-2,1; М n —0,9-0,3; С r —2,0—2,4; Ni— 11- 13 ; С u —0,6 — —0,7%. Незначительные повреждения на посадочных конусах седел устраняют притиркой, более глубокие шлифованием абразивным кругом с углом заправки 45° 30′ для впускных и 60°30′ для выпускных клапанов с помощью планитарно-шлифовального приспособления, пневматической или электрической дрелью и последующей притиркой.
После шлифования и притирки необходимо проверить концентричность седел относительно направляющей при помощи приспособления (рис. 25).

Износ отверстий втулок клапанов не должен превышать 0,05 мм от нижнего предельного размера. При большем износе
отверстия обрабатывают под ремонтные размеры или втулки выпрессовывают и заменяют новыми.
Для выпрессовки и запрессовки необходимо придать вертикальное положение оси втулки, для чего применяют наклонную подставку с упором (рис. 26).
Перед запрессовкой металлокерамические втулки рекомендуется выдерживать в масле в течение 24 ч. Запрессованные втулки развертывают под номинальный размер 11,000—11,027 мм (ЗИЛ-130) и 9,000—9,020 мм (3M3-53).
При наличии в седлах трещин и глубоких раковин, не поддающихся устранению шлифованием, седла выпрессовывают при помощи съемников
(рис. 27) или вырезают на сверлильном станке торцовым зенкером. После вырезания седел клапанов отверстия в головке под седла развертывают до ремонтных размеров и в них запрессовывают новые седла, имеющие увеличенные наружные диаметры.
При запрессовке втулок и седел головки нагревают в сушильном шкафу до 170—180°С, а втулки и седла охлаждают в сухом льду или жидком азоте до температуры —50—60°С и пос-ле запрессовки зачеканивают вокруг раздачей металла головки.
Размеры основных элементов головки приведены в табл. 11. Втулки с увеличенными размерами отверстия комплектуют с клапанами ремонтных размеров, восстановленных хромированием. Втулки с уменьшенными размерами отверстий устанавливают при замене втулок и комплектуют с клапанами ремонтных размеров, восстановленных шлифованием стержней клапанов.
Чистота поверхности в отверстиях головки должна быть не ниже: под втулки клапанов
▼6; под клапаны ▼ 7; под седла клапанов ▼ 6. Чистота поверхности посадочных конусов должна быть не ниже ▼ 8. Биение поверхности посадочного конуса седел клапанов после шлифования относительно отверстия втулки не должно превышать 0,03 мм.
Для проверки концентричности этих поверхностей следует применять универсальное приспособление (см. рис. 25). При
проверке концентричности оправку 1 приспособления вводят в отверстие направляющей втулки клапанов и закрепляют гайкой 2. При этом измерительный наконечник 3 муфты ложится на поверхность посадочного конуса седла. Поворачивая муфту 4 и наблюдая показания индикатора, судят о концентричности расположения оси отверстия втулки и поверхности седла клапана. Оправка 1 приспособления сменная, ее диаметры соответствуют номинальному и ремонтным размерам отверстий направляющих втулок клапанов. Муфта 4 также сменная.
Размеры муфт увязаны с диаметрами посадочных конусов седел.

Рис. 27. Съемник для выпрессовки седла клапана:
I — корпус съемника; 2— винт с разжимным конусом; 3— специальная гайка с тремя лапками; 4— стяжная пружина; 5 — разжимной конус лапок; 6 — лапки; 7 — вставное седло; 8 — головка цилиндров
Размеры основных элементов головок цилиндров в сборе, м м
Источник
Момент затяжки ГБЦ Зил 130 — 3 этапа

Момент затяжки ГБЦ Зил 130 устанавливается на динамометрическом ключе. При помощи которого необходимо произвести затяжку головки блока. Затяжка производится в несколько этапов. согласно схемы затяжки. но прежде необходимо правильно установить головку блока цилиндров
Установка прокладки головки блока
Установка головки блока начинается с установки прокладки. Прокладка не должна быть жесткой (высохшей). Она должна сдавливаться при притягивании головки. Поставить прокладку можно в неправильном положении. В прокладке имеется отверстие под масляный канал. Через который давление масла передается от распределительного вала к валу коромысел. Это отверстие смещено относительно оси симметрии головки. При установке прокладки ГБЦ необходимо совместить отверстие масляного канала с отверстием на прокладке ГБЦ.
Установка ГБЦ ЗИЛ 130
Установка Гбц ЗИЛ 130 затрудняется тем что вал коромысел притягивается болтами крепления головки блока. Перед тем как устанавливать головку блока необходимо проверить ее плоскость прилежания к блоку двигателя. Для зил 130 это актуальная проблема. Головки очень часто ведутся. Виной в основном перегрев. Мотор очень надежный и водители забывают следить за уровнем охлаждающей жидкости. Чугунный блок при перегреве легко деформирует алюминиевые головки. И если головка снята из за того что прогорела прокладка обязательно требуется проверить плоскость головки на возможную деформацию. Если имеется даже незначительный дефект, головку притянуть не получится. Из под неё будет утекать охлаждающая жидкость.
При установке головка должна сесть на направляющие втулки. Которые выходят из блока двигателя. После того как гбц плотно села на свое место. Требуется установить штанги толкателей коромысел. Перед установкой следует проверить штанги, что бы они не были гнутыми. Штанги с дефектами следует заменить. Править и ставить их на место не нужно. Исправленная штанга снова погнется. Лучше заменить её на новую.
При установке вала коромысел. Необходимо максимально вкрутить регулировочные винты в коромысла. Чтобы при затягивании головки не было сопротивления пружин клапанов. Вал должен притягиваться равномерно. При односторонней затяжке он может лопнуть.
крепежные болты головки имеют разные размеры. Самые короткие прикручиваются в нижнем ряду. Самые длинные прикручиваются совместно с валом коромысел. Средние ряды также прикручены разными по длине болтами их легко отличить.
Порядок затяжки ГБЦ Зил 130
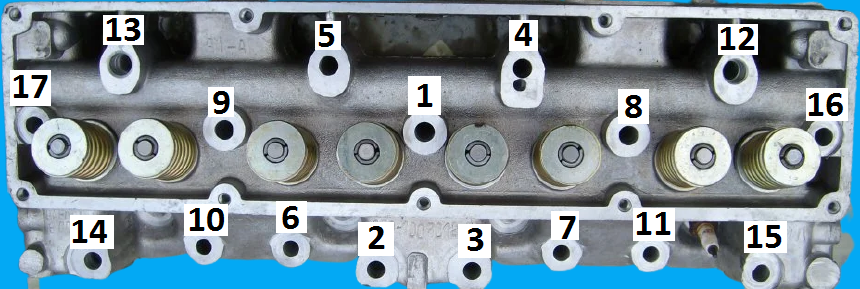
Момент затяжки ГБЦ Зил 130
Первый этап головки протягиваются с небольшим усилием. Достаточным для того чтобы равномерно прижать головку к прокладке. Штанги толкателей должны попасть в пазы регулировочных винтов. Их необходимо направить на свои места.
Второй этап головки притягиваются уже при помощи динамометрического ключа момент затяжки ГБЦ Зил 130 равен 50-60. Нм. Соблюдая порядок протяжки. Прокладку необходимо равномерно сдавить. Поэтапное протягивание позволяет делать это более правильно.
Третий этап окончательная протяжка. По схеме протяжки. Момент затяжки ГБЦ Зил 130 равен 90-110 Нм. При температуре окружающего воздуха выше 20 градусов затяжку следует производить по верхнему пределу. После того как головка будет окончательно притянута следует произвести регулировку клапанов. По этой ссылке предъявлена подробная инструкция регулировки клапанов.
Если проводился капитальный ремонт двигателя клапана необходимо отрегулировать перед установкой мотора на автомобиль. Потому что ни могут быть затянуты или отпущены. Это может привести к поломке системы ГРМ. И возможно двигатель вообще не сможет завестись. Тем более что регулировать клапана на установленном двигателе не так удобно. Окончательную регулировку делать всё равно придется. Но после того как двигатель поработает какое то время. Нагреется до рабочей температуры. Это даст возможность вымыть из под трущихся поверхностей частицы абразива, мелких частиц песка и стружки. Окончательная регулировка проводится на остывшем двигателе.
Источник
ГРУЗОВЫЕ АВТОМОБИЛИ ГАЗ, ЗИЛ, КАМАЗ, УРАЛ, МАЗ, КРАЗ
Детали и запасные части, техническое обслуживание, сервис и ремонт

Автомобили ГАЗ

Автомобили ЗИЛ

Автомобили КАМАЗ

Автомобили МАЗ

Автомобили КРАЗ

Автомобили УРАЛ
Ремонт головки блока цилиндров и регулировка клапанов ЗИЛ-130
Проверка крепления головки блока цилиндра ЗИЛ-130
На двс ЗИЛ-130 устанавливаются головки цилиндров из алюминиевого сплава со сталеасбестовыми прокладками между головками и блоком. Головки цилиндров всегда должны быть закреплены с определенным моментом затяжки болтов.
При неполной или неправильной затяжке болтов головок цилиндров нарушается герметичность камеры сгорания и возможен прорыв газов в тех местах прокладки, где она слабо зажата.
При этом в двигателе появляются перебои в работе, неустойчивая работа на малых оборотах, а также ухудшается пуск после остановки двигателя. Кроме того, при повреждении прокладки жидкость системы охлаждения, попадая в цилиндры, вызывает коррозию зеркала цилиндров.
Указанные причины ведут к потере мощности или прекращению работы двс ЗИЛ-130. Каждая головка цилиндров крепится к блоку двигателя 17-ю болтами. Подтягивать болты следует на холодном двигателе в два приема — предварительно и окончательно.
Подтягивать окончательно необходимо динамометрическим ключом, позволяющим контролировать момент затяжки, который должен составлять 7—9 кГм. Если динамометрического ключа нет, то можно подтягивать обычным ключом одной рукой без рывков.
Необходимо иметь в виду, что головки цилиндров из алюминиевого сплава при прогреве двигателя расширяются, а следовательно, и затяжка болтов блока увеличивается; при охлаждении двигателя происходит обратное явление.
Поэтому при температуре двс плюс 20—25°С момент затяжки болтов должен быть ближе к верхнему пределу 9 кГм, а при температуре двс ниже минус 5°С момент затяжки болтов должен быть ближе к нижнему пределу 7 кГм.
При полном прогреве двигателя ЗИЛ-130 затяжка головки блока цилиндров автоматически возрастает до необходимого предела.
Следует обращать внимание на то, что четыре болта крепления оси коромысел являются также и болтами крепления головки цилиндров, их тоже следует подтягивать.
Если головки подтянулись, надо проверить возможное изменение зазоров между клапанами и коромыслами. При смене прокладок необходимо прочищать все отверстия рубашки охлаждения в головках и в блоке цилиндров.
Сборка головки цилиндров ЗИЛ-130 с клапанами
Для сборки используют тот же стенд, что и для разборки. Головку блока цилиндров ЗИЛ-130 закрепляют на стенде и сжатым воздухом продувают отверстия во втулках и седлах клапанов.
Стержни впускных и выпускных клапанов перед установкой и направляющие втулки головки цилиндров смазывают маслом.
Клапаны должны плавно поворачиваться и перемещаться в направляющих втулках. В случае заедания подбирают другой клапан.
На втулки впускных клапанов надевают шайбы клапанных пружин, направляя их плоской поверхностью к головке цилиндров, а на втулки выпускных клапанов — механизм вращения клапана.
Затем на впускные клапаны надевают резиновые манжеты. При установке пружин на клапаны обращают внимание на то, чтобы витки с меньшим шагом располагались к головке цилиндров.
Надев на стержни клапанов ЗИЛ-130 тарелки клапанных пружин, поворачивают рукоятку воздухораспределительного крана; при этом нажимное приспособление стенда сжимает одновременно все пружины клапанов.
Смазав солидолом, сухарики устанавливают в канавки стержней клапанов и поднимают нажимное приспособление стенда в первоначальное положение.
При этом необходимо следить за тем, чтобы сухарики клапанов вошли в конические отверстия тарелок клапанных пружин.
Повертывая головку цилиндров в удобное положение, ввертывают шпильки в отверстия верхней плоскости, плоскости прилегания впускного и выпускного трубопроводов.
В резьбовые отверстия коромысел ввертывают регулировочные гайки и винты так, чтобы их головки отстояли от коромысел на 5—6 мм.
Установив в отверстия оси коромысел шплинт, надевают на ось кронштейн маслосливного желоба, шайбы, коромысло клапана, стойку в сборе со втулкой, распорную пружину и т. д.
Ось в сборе с коромыслами ставят в приспособление, сжимают распорные пружины, вставляют шплинт в отверстие оси и устанавливают на кронштейны маслосливной желоб.
Клапаны двс ЗИЛ-130
Клапаны ЗИЛ-130 — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла.
Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов).
Регулировка зазоров в клапанном механизме двс ЗИЛ-130 осуществляется на холодном двигателе регулировочным винтом контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) такта сжатия.
При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
В этом положении регулируют зазоры следующих клапанов двс ЗИЛ-130:
— впускного и выпускного 1-го цилиндра
— выпускного 2-го цилиндра впускного 3-го
— выпускного 4-го цилиндра
— выпускного 5-го
— впускного 7-го
— впускного 8-го
Регулировка клапанов ЗИЛ-130
Температурный зазор между стержнем клапана и носком коромысла в процессе эксплуатации постепенно изменяется из-за износа сопрягаемых деталей газораспределительного механизма ГРМ ЗИЛ-130 и ведет к нарушению регулировки. Поэтому зазоры необходимо периодически проверять и регулировать.
Увеличенный зазор между стержнем впускного клапана и носком коромысла уменьшает время открытия клапана. Это ухудшает наполнение цилиндра горючей смесью, затрудняет пуск двигателя, а при его работе приводит к падению мощности.
Увеличенный зазор выпускного клапана приводит к плохому удалению из цилиндра отработавших газов, работа двигателя сопровождается характерным металлическим стуком.
Уменьшенный зазор между стержнем клапана и носком коромысла приводит к неплотной посадке клапанов в седле. При этом двс ЗИЛ-130 теряет компрессию и перегревается, а мощность его снижается.
При маленьком зазоре впускного клапана рабочая смесь при такте сжатия частично выталкивается во впускной трубопровод, а затем в карбюратор. Это явление вызывает уменьшение количества рабочей смеси, понижает давление в цилиндре и ведет к падению мощности двигателя.
Другим признаком неплотной посадки впускного клапана служат хлопки в карбюраторе, так как часть горючих газов, попадая во время рабочего хода во впускной трубопровод, а затем в карбюратор, вызывает воспламенение горючей смеси, что является опасным в пожарном отношении.
Когда мал зазор у выпускного клапана ЗИЛ-130, то это тоже приводит к падению мощности, так как во время такта сжатия часть рабочей смеси удаляется в выпускной трубопровод, а затем в глушитель.
При этом, вследствие сгорания рабочей смеси в выпускном трубопроводе и в глушителе, будут слышаться хлопки, сопровождаемые черным дымом, выходящим из глушителя.
Работа двигателя в течение длительного времени с нарушенными зазорами клапанов может привести к преждевременному обгоранию и износу головок клапанов, их седел, короблению стержней клапанов, а также к износу кулачков.
Регулировка зазоров в клапанах на холодном двигателе ЗИЛ-130 при температуре 15—20°С двумя способами. При первом способе клапаны регулируют отдельно для каждого цилиндра.
Поднимают капот двигателя, отвертывают ключом девять гаек крепления клапанных крышек и снимают их, при этом прокладки крышек можно не снимать.
Затем устанавливают поршень первого цилиндра в в. м. т. (такт сжатия) при помощи установочного зубчатого указателя, для чего поворачивают коленчатый вал до совмещения метки на шкиве коленчатого вала с меткой ВМТ на указателе (в конце второго оборота коленчатого вала).
При установке поршня в в. м. т. облицовка радиатора препятствует определению совмещения меток указателя и шкива коленчатого вала.
Поэтому рекомендуется вывертывать свечу зажигания первого цилиндра и снимать крышку распределителя, что позволяет безошибочно определять установку поршня в в. м. т. (такт сжатия).
При этом поршень, подходя к в. м. т., будет выталкивать воздух из цилиндра через свечное отверстие, что можно легко ощутить пальцем, приложенным к отверстию; когда поршень будет находиться в в. м. т., то электрод ротора распределителя будет располагаться против клеммы первого цилиндра.
В этом случае оба клапана, впускной и выпускной, первого цилиндра будут закрыты, а между стержнем клапана и носком коромысла образуется наибольший зазор, который измеряют щупом и, если нужно, регулируют.
Для регулировки зазора клапанов ЗИЛ-130 надо, придерживая отверткой регулировочный винт, ослабить ключом 14X12 мм контргайку, после чего взять одной рукой щуп, заложить его в зазор между стержнем клапана и носком коромысла, а другой рукой взять отвертку и вращать регулировочный винт, устанавливая необходимый зазор, затем оставить щуп в зазоре и закрепить регулировочный винт контргайкой при помощи ключа и отвертки.
После регулировки зазор должен быть равен 0,25—0,30 мм для впускного и выпускного клапанов, причем щуп 0,25 мм должен проходить свободно через зазор, а щуп 0,30 мм не должен проходить через него.
Для регулировки зазора в клапанах ЗИЛ-130 остальных семи цилиндров надо коленчатый вал повертывать рукояткой, причем регулировку зазоров вести последовательно согласно порядку работы цилиндров 1—5—4—2—6—3—7—8.
Если клапаны регулируют на двигателе, снятом с автомобиля, или при снятом радиаторе с автомобиля, то для поворота коленчатого вала на 4 оборота надо нанести мелом метки на шкив коленчатого вала, разместив их под углом 90° при положении поршня первого цилиндра в в. м. т. (такт сжатия).
Зазоры у остальных клапанов регулируют после поворота коленчатого вала на 360° (полный оборот). Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностейтолкателей и кулачков распределительного вала.
При любой разборке двс ЗИЛ-130, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз.
При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси.
Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Нм (1,5—2 кг/см).
Гайки нужно затягивать равномерно, последовательно, крест-накрест. Выпускные газопроводы — чугунные, по одному G каждой стороны блока.
Крышка шестерен газораспределительного механизма ГРМ ЗИЛ-130
Крашка шестерен ГРМ ЗИЛ-130 изготовлена из алюминиевого сплава марки АЛ-4. Она не только закрывает шестерни газораспределения, но и является передней опорой двигателя, которая несет значительные нагрузки.
Крышку распределительных шестерен газораспределительного механизма ЗИЛ-130 бракуют при наличии сколов. Трещины на поверхности крышки, проходящие близко от отверстий сальника и датчика ограничения максимальных оборотов коленчатого вала, заваривают.
Закрепив крышку в слесарных тисках, засверливают концы трещины и шлифовальным кругом обрабатывают трещину на глубину 2-—3 мм под углом 90°.
Крышку нагревают в электрической печи до температуры 160—190° С и подготовленную к сварке поверхность тщательно зачищают металлической щеткой.
После зачистки заваренной поверхности металлической щеткой, во избежание коррозии от остатков шлака, крышку промывают в воде с температурой 40—50° С. Шов должен быть ровным, без раковин и шлаковых включений, высота шва рекомендуется не более 0,5—1,0 мм.
Трещины на поверхности крышки в местах, которые несут незначительные нагрузки, заделывают эпоксидной пастой. Изношенное более допустимого размера отверстие сальника наплавляют, предварительно расточив его на токарном станке.
Для закрепления крышки шестерен ГРМ ЗИЛ-130 на станке используют приспособление, состоящее из планшайбы, к которой болтами прикреплена опорная плита. Крышку распределительных шестерен ГРМ устанавливают на штифты опорной плиты планшайбы и закрепляют прижимами.
Отверстие сальника диаметром 93+0,1 мм растачивают «как чисто», но не более диаметра 95,0 мм на глубину 10,0+0,5 мм.
Для наплавки отверстия сальника крышки распределительных шестерен используют приспособление, показанное на рис. 13.
Деталь устанавливают на два пальца и в процессе сварки поворачивают в любое удобное положение. После наплавки отверстия зачищают и проверяют качество шва. Шов должен быть ровным, без раковин и шлаковых включений.
Изношенное более допустимого размера отверстие под втулки ремонтируют рассверливанием отверстия крышки распределительных шестерен до диаметра 19,60. В восстановленное отверстие запрессовывают втулку ремонтного размера и развертывают ее.

Рис. 13. Приспособление для наплавки отверстия сальника в крышке распределительных шестерен ГРМ ЗИЛ-130
1 — стойка; 2 —шарик фиксатора; 3 — пружина фиксатора; 4 — пробка; 5—фланец; 6 — палец; 7 — крышка распределительных шестерен
Болты крепления крышки шестерен газораспределительного механизма ЗИЛ-130 несут значительные нагрузки, и поэтому изнашиваются поверхности фланца крышки под головкой болтов. Изношенную плоскость фланца крышки цекуют «как чисто», выдержав высоту бобышек не менее 11,0 мм.
Если величина износа поверхности фланца крышки значительная и не удается при механической обработке обеспечить высоту бобышек более 11,0 мм, изношенный фланец наплавляют до 14 мм.
При срыве не более двух ниток резьбу М6 кл. 2 в отверстии крепления датчика ограничения максимальных оборотов коленчатого вала прогоняют метчиком. При срыве резьбы более двух ниток нарезают резьбу ремонтного размера.
Для этого крышку шестерен газораспределительного механизма закрепляют на столе сверлильного станка, используя в качестве базовой поверхности привалочную плоскость, и рассверливают изношенное резьбовое отверстие до диаметра 6,7мм на глубину 21,0мм.
В рассверленном отверстии нарезают резьбу М8 кл. 2 ремонтного размера на глубину 16,0 мм. При короблении более допустимого размера привалочную плоскость крышки распределительных шестерен механизма ГРМ ЗИЛ-130 фрезеруют «как чисто» на вертикально-фрезерном станке.
Толщина фланца крышки после обработки должна быть не менее 6,3 мм. При проверке точности обработки щуп толщиной 0,02 мм не должен проходить между проверочной плитой и привалочной плоскостью крышки распределительных шестерен.
Источник