- Головка блока цилиндров и клапанный механизм (инж.) (разборка, ремонт, замена прокладки ГБЦ)
- Ремонт головки блока цилиндров
- Подготовим инструмент:
- ГБЦ НИВА-ВАЗ-2121-21213-21214-2131
- 1. Замена прокладки ГБЦ НИВА-ВАЗ-2121-21213-21214-2131
- 2. ГБЦ нового образца для двигателя ВАЗ-2123 и ВАЗ-21214-30
- 3. Уменьшение объёма КС в ГБЦ для НИВА-ВАЗ-2121-21213-21214-2131
- 4. Увеличение (расточка) каналов ГБЦ ВАЗ классики для НИВА-ВАЗ-2121-21213-21214-2131
- 5. Доработка ГБЦ (увеличение мощности двигателя) для НИВА-ВАЗ-2121-21213-21214-2131
- 6. Доработка карбюраторной ГБЦ под инжектор для НИВА-ВАЗ-2121-21213-21214-2131
- 7. Отличие блока цилиндров Нивы и Шевроле Нивы
- 8. Сборка блока цилиндров в НИВЕ
- 9. Установка и настройка ГБЦ НИВЫ
- Установка трехуровневого реле-регулятора генератора и ремонт щеточного узла генератора Нивы
Головка блока цилиндров и клапанный механизм (инж.)
(разборка, ремонт, замена прокладки ГБЦ)

Разрез головки цилиндров по выпускному клапану: 1 — головка цилиндров; 2 — клапан; 3 — маслоотражательный колпачок; 4 — рычаг клапана: 5 — корпус подшипников распределительного вала; 6 — распределительный вал; 7 — регулировочный болт; 8 — контргайка регулировочного болта; А — зазор между рычагом и кулачком распределительного вала

Основные размеры клапанов, направляющих втулок и седел клапанов

Детали клапанного механизма: 1 — клапан; 2 — стопорное кольцо; 3 — направляющая втулка; 4 — маслоотражательный колпачок; 5 — опорная шайба наружной пружины; 6 — стопорная шайба внутренней пружины; 7 — внутренняя пружина; 8 — наружная пружина; 9 — тарелка пружин; 10 — сухари; 11 — рычаг привода клапана; 12 — пружина рычага; 13 — регулировочный болт; 14 — контргайка регулировочного болта; 15 — втулка регулировочного болта; 16 — стопорная пластина пружины рычага

Основные данные для проверки наружной (а) и внутренней (b) пружины клапана
Головку блока цилиндров снимаем для замены прокладки, ремонта механизма привода клапанов и самой головки, а также при полной разборке двигателя.
Для замены прокладки головки или шатунно-поршневой группы двигателя головку блока цилиндров снимаем с двигателя в сборе с ресивером, впускной трубой и выпускным коллектором.
Для демонтажа головки блока цилиндров:
- отсоединяем минусовой провод аккумуляторной батареи;
- сливаем охлаждающую жидкость (см. тут);
- снимаем дроссельный узел в сборе (см. тут);
- отсоединяем шланги от отводящего патрубка рубашки охлаждения;
- отсоединяем шланг от подводящего патрубка радиатора отопителя;
- отсоединяем разъем проводов форсунок топливной рампы (см. тут);
- отсоединяем разъемы от датчика температуры охлаждающей жидкости системы впрыска и датчика указателя температуры охлаждающей жидкости;
- снимаем наконечники высоковольтных проводов со свечей зажигания;
- отсоединяем от топливной рампы трубки подвода и отвода топлива;
- отсоединяем от выпускного коллектора приемную трубу (см. тут), теплозащитный экран стартера и кронштейн отводящей трубки радиатора отопителя (см. тут);
- снимаем распределительный вал и рычаги привода клапанов (см. тут);
- снимаем звездочку распределительного вала, а цепь подвязываем проволокой.
 Головкой «на 13» отворачиваем болт крепления головки блока цилиндров, расположенный рядом с кронштейном модуля зажигания. |
 Головкой «на 12» отворачиваем десять болтов крепления головки к блоку цилиндров. |
Снимаем головку блока цилиндров в сборе с выпускным коллектором, ресивером и впускной трубой с топливной рампой.
Головку блока цилиндров можно также снять с двигателя, предварительно демонтировав ресивер (см. тут), впускную трубу и выпускной коллектор (см. тут).
Снимаем головку блока цилиндров без выпускного коллектора и впускной трубы.
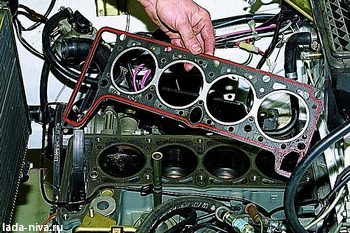 Снимаем прокладку головки блока цилиндров. |
Устанавливаем головку блока цилиндров на верстак.
Головкой «на 10» отворачиваем две гайки крепления к головке блока подводящего патрубка радиатора отопителя.
 . и снимаем его. |
 Снимаем уплотнительную прокладку. |
 Головкой «на 13» отворачиваем две гайки крепления отводящего патрубка рубашки системы охлаждения. |
 . и снимаем патрубок с датчиком температуры охлаждающей жидкости системы впрыска. |
 Снимаем уплотнительную прокладку патрубка. |
При разборке клапанного механизма.
. подкладываем под тарелку рассухариваемого клапана упор — деревянный брусок.
Рассухариваем клапан (см. тут).
. и вынимаем клапан из направляющей втулки головки блока цилиндров.
Таким же образом демонтируем другие клапаны.
Сборку и установку головки блока цилиндров проводим в обратной последовательности.
Перед установкой клапанов очищаем их от нагара и смазываем стержни клапанов моторным маслом.
Собрав клапанный механизм.
. наносим молотком с пластмассовым бойком удар по торцам клапанов для более надежной фиксации сухарей (деревянный упор при этом необходимо убрать из-под тарелки клапана).
Перед установкой патрубков системы охлаждения очищаем привалочные плоскости патрубков и головки блока от остатков старых прокладок.
Устанавливаем новые прокладки патрубков, нанеся на них тонкий слой герметика.
Очищаем привалочные плоскости головки и блока цилиндров от остатков старой прокладки, грязи и масла.
Шприцем с иглой или резиновой грушей удаляем из крепежных отверстий блока цилиндров масло и охлаждающую жидкость.
Прокладку и головку блока цилиндров устанавливаем по двум центрирующим втулкам.
 Устанавливая головку на блок цилиндров, продеваем цепь за проволоку через отверстие в головке. |
Установив болты крепления головки блока цилиндров, затягиваем их в порядке, показанном на рисунке.
Для обеспечения надежного уплотнения и исключения необходимости подтяжки болтов при техническом обслуживании автомобиля болты затягиваем в четыре приема:
1-й прием – затягиваем болты 1–10 моментом 20 Н.м (2,0 кгс.м);
2-й прием – болты 1–10 затягиваем моментом 69,4–85,7 Н.м (7,1–8,7 кгс.м), а болт 11 – моментом 31,4–39,1 Н.м (3,2–4,60 кгс.м).
Затем доворачиваем болты 1–10 на 90° (3-й прием) и еще на 90° (4-й прием).
Видео
Источник
Ремонт головки блока цилиндров
Даже при щадящем режиме эксплуатации, ГБЦ двигателя рано или поздно требует ремонта. Для внедорожников отечественного производства, этот вопрос особенно актуален.
1. «Нива» покупается не для поездок в Большой театр по городским дорогам.
2. Отечественное бездорожье – это не полигон с тарированными препятствиями, нагрузки на автомобиль и двигатель нешуточные.
3. Качество топлива и смазочных материалов, к сожалению, не способствуют продлению ресурса головки блока цилиндров.
Вы можете посмотреть на видео признаки неисправности:
ВАЖНО! Для подобного обслуживания нет необходимости демонтировать силовую установку. Пространства под капотом достаточно для проведения работ прямо на автомобиле. Устройство двигателя 21213 достаточно простое. Капитальный ремонт или замена прокладки ГБЦ производится в гаражных условиях, одним владельцем, имеющим элементарный опыт обслуживания своего автомобиля.

Подготовим инструмент:
- Трещотка с набором головок (нам понадобятся размеры от 10 до 17 мм) и удлинителем. Рожковые и накидные ключи с подобными размерами. Динамометрический ключ, работающий в диапазоне от 10 до 110 н/м. Свечной ключ. Плоская отвертка с широким жалом, скребок (можно использовать узкий строительный шпатель), с их помощью отделяется прикипевшая прокладка ГБЦ. Съемники стопорных колец. Рассухариватель, деревянный брусок для поддержки сухарей клапанов. Корщетка в виде короны, дрель. Молоток с резиновой или полиэтиленовой головкой (для усаживания клапанов). Шприц с толстой иглой (для отсоса технических жидкостей из труднодоступных полостей) Огнетушитель, ветошь, емкости разных размеров. Магнит на медной проволоке, для извлечения упавшего крепежа.
Перед обслуживанием убедитесь в надежности упоров крышки капота, поставьте машину на ручной тормоз и заблокируйте колеса башмаками.
- Отсоедините аккумулятор, и сбросьте давление в топливной рампе. Открутите крышку расширительного бачка радиатора и слейте антифриз. Аккуратно открутите болты крепления дроссельного блока, предварительно отсоединив тросик газа. Блок демонтируем в сборе, если он не нуждается в обслуживании. Если прокладка целая – менять ее не обязательно.
- Демонтируем патрубки, соединяющие рубашку охлаждения ГБЦ и радиатора. Предварительно ослабляем хомуты. Размыкаем разъемы управляющих шлейфов форсунок. От температуры, фиксаторы могут отломаться – поэтому нельзя прикладывать большое усилие. Отсоединяем разъемы от температурных датчиков на ГБЦ. Сдергиваем со свечей колпачки высоковольтной проводки, попутно проверяем состояние изоляции. Отсоединяем топливопроводы подающего и обратного контура. Перед началом работ приготовьтесь к улавливанию остатков топлива. Отделяем приемную трубу выпускного коллектора. При необходимости прокладка меняется на новую.
- Демонтируем термозащитные экраны. Ослабляем натяжители цепи ГРМ, фиксируем саму цепь на шестерне с помощью проволоки. Выкручиваем болты крепления, демонтируем распредвал.
- Снимаем рычаги, толкающие клапана. Отворачиваем болты крепления ГБЦ. Их расположение на двигателях 21213 и 21214 аналогично. Аккуратно снимаем блок цилиндров, начиная с передней части. Прокладка остается на нижнем блоке.
16. Укладываем блок на ровную поверхность, демонтируем фланцы системы охлаждения. Если прокладка разрушена – меняем.
К техническому обслуживанию относится замена прокладки ГБЦ, очистка масляных каналов, притирка клапанов. Одновременно осматривается распредвал, на предмет задиров и прочего износа.
Выбор производителя запасных частей – личное дело владельца. Однако, такая важная часть, как прокладка – в зависимости от производителя имеет различное качество исполнения.
При сравнении трех вариантов, самой некачественной оказалась фирменная запчасть, нет претензий к испанскому образцу (он самый дорогой), и золотая середина – Егорьевский расходник.
Установку блока производят в несколько приемов, соблюдая последовательность:
- Все болты кроме 11, соблюдая порядок, затягиваются с моментом 20 Н/м. Затем, повторяя последовательность, затягиваем эти же болты уже с моментом 69-85 Н/м. Болт 11 закручиваем за один проход, с моментом 32-39 Н/м Меняем динамометрический ключ на обычную рукоять, и доворачиваем все болты на 90°.
При наличии инструмента, работы выполняются самостоятельно.
• Производим расточку впускных и выпускных фланцев до диаметра 34 мм.
рис 8
• Затем с помощью герметика или пластилина совмещаем фланцы с входными отверстиями, и производим разметку расточки на ГБЦ.
• Той же самой фрезой протачиваем отверстия впускных и выпускных каналов.
• После чего остается подобрать и доработать под новый диаметр клапана.
Проведя подобные работы, вы увеличиваете мощность внедорожника «Нива», и крутящий момент на низких оборотах. Это поможет уверенно ехать «внатяг».
Источник
ГБЦ НИВА-ВАЗ-2121-21213-21214-2131
1. Замена прокладки ГБЦ НИВА-ВАЗ-2121-21213-21214-2131
Блок подсобран и установлен под капот на опоры, а значит можно всё это дело торжественно накрывать ГБЦ.
Беру в руки прокладку, что покупал ещё осенью, по завереньям продавца (а им по фигу чего там Вам балакать, лишь бы купили и ушли) и закрадывается в мою душу весомое такое сомнение, что прокладка какая-то беспонтовая! Рисковать не стал, а пошёл в магазин посмотреть, что там вообще продаётся. И действительно, в тех магазинах, где я побывал, в продаже два вида прокладок, одна типа конвейерная, та что я купил и есть Егорьевская, чуток подороже, но на вид на много лучше. Купил ещё и её, 150 рублей не жалко для такого дела.
Принёс в гараж и сравнил с купленной ранее

Сперва в глаза бросается только то что материал прокладок разительно отличается, та что «конвейерная» рыхлая, а Егорьевская плотная.
Затем, переворачиваем прокладки и видим


Что на перемычке между цилиндрами у «конвейерной» завальцовка жестью не единая, а у Егорьевской единая! Меня это как-то напрягло, и я решил заказать импортную прокладку ГБЦ на Экзисте. Выбор пал на прокладку Испанской фирмы Ajusa артикул 10002400, ценник на неё 530 руб! Заказал. Через неделю получил и понял, что она стоит своих денег, вот она рядом с ранее купленными



Она ещё плотнее Егорьевской прокладки, имеет завальцовку перемычки между цилиндрами, правда с другой стороны, со стороны блока, а не ГБЦ,

что имеет на мой взгляд свою логику – перемычка не деформирует плоскость алюминиевой ГБЦ. Вот такой получился обзор прокладок ГБЦ. Так же закупился деталями ГРМ

Звезды ЛАДА-ИМИДЖ
Цепь прибалтийская ДИТТОН (он же Даугавплис)

Собрал привод ГРМ на блоке

Затянул болты звёздочек регламентным моментом в 50 кН/м

Взял волшебную, многострадальную ГБЦ

И хорошую прокладку

И прикрутил ГБЦ к блоку,

с помощью динамометрического ключа, как описано в мурзилке в четыре приёма – первый болты 1-10 по порядку с усилием 20 Н*м, второй приём все болты моментом 70 Н*м и одиннадцатый моментом 35 Н*м, затем довернул 10 болтов по порядку на 90 градусов и по советам бывалых последний приём доворачивания на 90 градусов выполнил после перерыва в полтора часа.
Продел цепь в ГБЦ и обратил внимание на успокоитель

Как-то косо он расположен относительно цепи.
Поправил его монтажкой и стало заметно лучше, но конечно не идеально

Вот тебе и новые детали из магазина оригинальных запчастей «Три Кита»
Зазор между ГБЦ и моторным щитком теперь стал вообще минимален из-за шумки.

Наверное, будет иногда шоркаться об шумку ГБЦ, но тут ничего делать уже не хочу, пусть натрёт себе необходимое углубление и всё на этом.
Затем прикрутил распредвал

и разрезную звезду,

на которой уже было выставлена метка по перекрытию клапанов. ВМТ на блоке индикатором не проверял, по причине отсутствия оного 🙁
Между тем печка в гараже уже нагнала тепло, и я с помощью старого доброго щупа на 0,15 мм выставил зазоры в клапанах

Никогда не делал этого индикаторной рейкой, и чего-то проблем ни каких шумом клапанов не было, как начинали стучать регулировал зазор так же щупом и всё.
2. ГБЦ нового образца для двигателя ВАЗ-2123 и ВАЗ-21214-30
Для общего развития! Информация конечно не свежая, но как выяснилось многие этого не знают… Может, кому-то пригодится.
Двигатели «Лады 4х4» ВАЗ-21214 и «Шевроле-Нива» ВАЗ-2123 последний раз модернизировали в августе 2008 года.
В конструкцию двигателей ВАЗ-21214 и ВАЗ-2123 введены изменения, коснувшиеся гидроопор рычагов клапанов и гидронатяжителя цепи привода ГРМ. Внешне обновленные двигатели отличаются цельнотянутой стальной трубкой диаметром 6 мм, по которой масло поступает к гидронатяжителю цепи. На прежних двигателях это была свертно-паяная трубка диаметром менее 5 мм, начинавшаяся от переходника подвода масла на блоке цилиндров. Новая магистраль берет начало в том месте, куда раньше был ввернут переходник.
Теперь перейдем к гидроопорам рычагов клапанов. Это сложные высокоточные устройства с микронными зазорами. Трем поставщикам прежних изделий так и не удалось добиться стабильного качества. Нарушалась технология изготовления, в прецизионных парах оказывались посторонние частицы, были и дефекты сборки. При затяжке корпуса опоры в теле головки необходимо строго соблюдать заданный крутящий момент 14,7–17,6 Н·м. На заводе за этим следят, но кто поручится за слесаря из сервиса? Если он тянет резьбу от души, корпус гидроопоры деформируется – и зажимает плунжер. Иногда достаточно лишь ослабить затяжку, чтобы работоспособность опоры восстановилась.
Подведем итог. Если при ремонте автомобиля владелец хочет установить новые гидроопоры, придется заменить головку в комплекте с описанными деталями. При замене старого гидронатяжителя цепи новым понадобится трубка в комплекте с элементами крепления, а переходник подвода масла (дет. 21214-1006204) уже не потребуется.

Новая (светлая) и старая трубки. Клеммовые наконечники на новой показали себя гораздо более надежными, нежели уплотнительные конусы на старой. При формовке конуса на нем нередко получались складки и трещины, нарушавшие герметичность соединения. Пластмассовые фиксаторы старой трубки порой ломались, она сильно вибрировала и трескалась, из-за утечки масла гидронатяжитель отказывал. Новая трубка жестче, к тому же ее держат металлические скобы с резиновыми вставками, подавляющими вибрации.

Справа на фото новый гидронатяжитель. Фланец стал толще, снизился риск его деформации и нарушения герметичности стыка. Резьбовое отверстие в корпусе под болт крепления трубки теперь прямое, а не ступенчатое с конической поверхностью для уплотнения соединения с трубкой, как было раньше. Кстати, в качестве крепежного болта использован известный многим перепускной болт от шланга переднего тормоза «Жигулей» (изд. 2101-3506078). Пригодились и две его медные прокладки. Внутренняя же конструкция гидронатяжителя сохранена.

На последних версиях двигателей стоят проверенные временем гидроопоры фирмы INA. Их конструкция сводит к минимуму риск ошибок при сборке головки цилиндров и ее ремонте. В головку цилиндров сначала ввертывают стальную втулку (корпус), а уже в нее устанавливают на скользящей посадке опору. Усилие, которое могло бы деформировать прецизионную пару, исключено в принципе.

Новая головка получила обозначение 21214-1003015-30. Главные отличия – увеличенный диаметр бобышек и резьбовых отверстий под втулки гидроопор и дренажные каналы для слива из них масла. Посему в производстве заменили оснастку для отливки головки и ввели дополнительную механическую обработку. Остальные размеры прежние.

В посадочном отверстии головки под прежнюю гидроопору (на фото – черная) нарезана резьба М18×1,5. Для втулки новой гидроопоры потребовалось посадочное отверстие с резьбой М24×1,5. Старая и новая конструкции не взаимозаменяемы.

Основное обозначение головки выполнено в литье (над свечным отверстием второго цилиндра). Цифры 3 и 0 в конце маркировки указывают на новую конструкцию. Если их нет, перед вами старая.

Прежняя рампа для подачи масла к гидроопорам изготавливалась из обычной стали, снабжена алюминиевыми проставками. Материал современной рампы – нержавеющая сталь, призванная продлить срок службы гидроопор. Соединения уплотнены втулками из маслостойкой резины. Рампы не взаимозаменяемы, каждая применяется в своей головке блока.

Для подвода моторного масла к гидроопорам между их корпусами и головкой установлены алюминиевые проставки. По каналу блока цилиндров и головки масло поступает к корпусу подшипников распределительного вала, а затем по трубчатой масляной рампе (тоже скрытой под крышкой ГРМ) – к проставкам гидроопор.

У головки 21214-1003015 резьбовые отверстия под гидроопоры М18×1,5. Дренажных отверстий нет.
При адаптации рычага клапана к гидроопоре INA диаметр его опорной сферы уменьшили с прежних 12 мм до 11 мм. Во избежание ошибок при подборе деталей у нового рычага 21214-1007116-30 (справа) есть опознавательный знак – дополнительная проточка.

Посадочные отверстия в головке 21214-1003015-30 под корпуса гидроопор INA – с резьбой М24×1,5. Видны дренажные отверстия.
3. Уменьшение объёма КС в ГБЦ для НИВА-ВАЗ-2121-21213-21214-2131
Для подгонки геометрической степени сжатия до нужной величины 9,5-9,8 ед, необходимо уменьшить объём камеры сгорания. Достигается это путём уменьшения объёма КС в ГБЦ и бока цилиндров путём фрезеровки плоскостей на заданную глубину.
ГБЦ у меня 2130 объём КС у неё 34,2 см3, без потерь жёсткости, её можно отфрезеровать на 1,8 мм, что даст объём 30 см3, как у ГБЦ 21213.
Лужа в поршне 2106 от Мотордеталь

имеет диаметр 55 мм и глубину 1,9 мм, а, следовательно, объём её равен 4,5117875 м3.
Стандартно двигатель 2106 с этими поршнями будет иметь следующие расчётные параметры:

Если в ГБЦ сделать камеру объёмом 30 см3, то получится

Маловато будет! Надо дополнительно фрезеровать плоскость блока, тем самым уменьшать недоход поршня.
Чтобы получить геометрическую СЖ 9,8 нужно отфрезеровать плоскость блока на 1 мм.

Стало интересно узнать объём цековок в установленных поршнях 2105, раньше мне попадалась инфа что их объём равен 3 см3. Как гласит русская народная пословица — «Доверяй, но проверяй!».
Способ проверки только один — пролить. Что собственно и исполнил.



Получилось, что объём цековок равен 4,6 см3, значит инфа с форума 2106 — брехня. Нефиг верить тому, что написано, мерить нужно самому, ведь делаете для себя.
План работ определён, теперь как никогда пора воплощать его в металл.
Первым делом начал с ГБЦ
Сразу снимать 1,8 не стал, снял 1,5, чтобы проверить потом объём КС.

Фрезерую и что вижу?
с 1 по 3 цилиндры в КС ещё остаётся небольшая ступенька

(чего и следовало ожидать при фрезеровке 1,5 мм), а на 4 цилиндре

Причём визуально имеющиеся на 1-3 цилиндрах ступеньки по высоте разные.
Штангеном, насколько возможно точно, замерил высоту ГБЦ по периметру она одинакова 111,3 +/-0,1 мм.
Пролив КС


показал:
1) 30,0 мл
2) 30,4 мл
3) 30,4 мл
4) 29,3 мл
Отсюда хоть и не существенный, но всё же разброс СЖ и разные условия работы 1 и 4 цилиндров.
В ГБЦ КС 4 цилиндра явно видны следы детонации (маленькие выбоины).
Что это: хитрая инженерная задумка, или явный заводской косяк? — Скорее второе!
Решил ещё снимать 0,35 мм и выбирать малость мяса КС 1, 2 и 4 цилиндров, для выравнивания объёмов до 30 см3.
Второй раз свозил на фрезеровку, там особо ничего не спрашивали, просто отфрезеровали и всё.

Повторные проливы объёма показали:
1) 29,5 см3
2) 29,2 см3
3) 30,0 см3
4) 28,8 см3
Далее за несколько заходов с последующими проливами повыбирал шарошкой чутка мяса



Добился во всех КС объёмов 30 см3
ГБЦ теперь готова к сборке
4. Увеличение (расточка) каналов ГБЦ ВАЗ классики для НИВА-ВАЗ-2121-21213-21214-2131
Решил совместить и расточить на 34-35 мм впускные каналы и убрать приливы выпускных каналов ГБЦ от инжекторной Нивы. Ради расточки одной ГБЦ покупать фрезы нерационально, а у меня фреза на 34 мм уже была в наличии, вот и попросил за денежку меня выполнить данную манипуляцию с его ГБЦ. Для чего это делается на сто рядов вдоль и поперёк расписано во всех интернетах, поэтому решил кратко описать как это делается.
Собственно, сама ГБЦ на верстаке

Для начала, сделал заход 34 мм фрезой во впускной коллектор со стороны стыковки его с ГБЦ.



Потом, налепил на каналы ГБЦ пластилин

Полил впускной коллектор кипятком и приложил к ГБЦ.

В результате чего получил след от коллектора на ГБЦ.

Очертил эти следы кёрнышком.

и маленькой шарошкой на дрели убрал лишний металл и сделал заход под 34 мм фрезу.

Дальше в дело пошла тяжёлая артиллерия перфоратор, способные на маленьких оборотах вращать фрезу с большим усилием и собственно шаровая фреза на 34 мм.



и впускные каналы теряли приливы и получали диаметр 34-35 мм

во выпускных каналах

Маленькой шарошкой на дрели были убраны приливы и сами каналы пройдены наждачкой.

Впуск так же был обработан наждачкой, без фанатизма и зеркальной поверхности

Такая в итоге получилась ГБЦ


А это то что осталось от работы

С такой ГБЦ мотору явно полегче станет дышать на высоких оборотах.
5. Доработка ГБЦ (увеличение мощности двигателя) для НИВА-ВАЗ-2121-21213-21214-2131
Первым делом я само собой изучил мат часть перешарил весь интернет в поисках любой информации про доработку ГБЦ, все подробно изучил, и хорошо подумав решил все-таки взяться за голову).
Так вот для улучшения технических характеристик ГБЦ первое что делают это протачивают каналы, и жигулевская шаровая идеально подходит для этого.
сделав из них две фрезы приступил к каналам в принципе не сложно и не долго (ровно день).

вот такая фреза
 .
.


половина канала праточино

думаю разница заметна

выпускной клапан диаметром 30мм не лезет

полвина канала клапан лезет но зазора не видно

и вот уже готовый канал, клапан пролетает через коллектор и вылетает из седла спокойно
т. к для выпуска я шаровою подходящего диаметра не нашел, его я трогать не стал (хотя, можно было сточить хотя-бы прилив от направляйки.
С каналами я разобрался, теперь пришло время клапанов. Для лучшей продувки и максимально пропускной способности, им нужно придать Т-образную форму. На тот момент я токарей не нашел обточил их на наждаке, но сейчас у меня появилась возможность это исправить (устроился на завод слесарем). В принципе, и так сойдет, но меня их форма немного не устраивает,

вот что у меня получилось

распечатаю чертежик и пойду к токарю переделывать
Клапана есть. Как еще можно увеличит наполняемость цилиндров — из не доработанного осталось только камеры сгорания, и они сильно уменьшают пропускную способность клапана, т.к. находятся слишком близко от шляпки. Следовательно, надо это исправить, взял инструмент с работы.

Отмерил 3мм и начал точить на мое удивления алюминий довольно твердый и вот что из этого получилось







вроде, нормально получилось

Это еще не готовое изделие, осталось нормально проточить клапана, шлифануть голову, заменить направляющие, прирезать и притереть седла, но эту работу я доверю профессионалам.
Думаю, хотя бы 10 коней прибавятся.
6. Доработка карбюраторной ГБЦ под инжектор для НИВА-ВАЗ-2121-21213-21214-2131
Начну с того, что вчера подвел меня аккумулятор. Утром было минус 20 и машина завелась без проблем. Прогрел, доехал до заправки и больше не смог запустить. Электрик в итоге приговорил аккумулятор.
Вернемся к сборке мотора. Нагрев шатуны поставил новые поршни

Далее добрался до ГБЦ. Приложив инжекторную прокладку, становится понятно, что и где переделывать.

Для начала засверлил два недостающих отверстия под две шпильки, что будут ресивер держать. Отверстия получаются на разном уровне и выходят как раз в шпильки распредвала.

Далее из болта на 10 отрезал 2 чопика чтоб заглушить тосольные каналы

Чопики заколочены молотком, резьба под шпильки нарезана

Потом снова приложив прокладку отметил и дрелью сделал фаски под форсунки во впускных каналах.

Из минусов то что для прокладки почти не остается места

Кто-то аргоном наваривает и впуск, и место под шпильки. Я же, вкрутив шпильки, намажу всё холодной сваркой и прикручу ресивер, смазанный смазкой без прокладки, чтоб сварка форму приняла и к ресиверу не прилипла. Затем, после схватывания сварки, соберу всё с прокладкой. Ресивер на машине, поэтому делать буду в последний момент. Если кто думает, что эта система не жизнеспособна, то я скажу, что на ниве стоит один в один такая же ГБЦ и подсосов нет — проверяли дымогенератором и всё работает отлично.
7. Отличие блока цилиндров Нивы и Шевроле Нивы

 2123
2123
Много всего перечитал, но полного ответа даже «именитые» не дали. Пришлось самому исследовать этот вопрос. Путаница из-за цифр 213 на блоке. В общем так:
На автомобиле Шевроле Нива заводом производителем устанавливается блок цилиндров 2123 именно 2123. Но! -маркировка на нем 213. (как и на блоке 21213.) т.е и на том и на том блоке стоят цифры 213(встречаются также рядом буквы «В. Е. и.т.д «они ничего не значат это буквы вариантов отлива или что типа того. Параметры и характеристики и того, и того идентичны. ОТЛИЧИЯ лишь в чуть измененном отливе и двух отверстиях с резьбой для кронштейнов ген и ГУРа.
8. Сборка блока цилиндров в НИВЕ

За основу двигателя был взят блок цилиндров ВАЗ 21213, оставшийся от двигателя моей зеленой нивы — двигатель был снят по причине сильного износа, он прошел более 500 000 километров, и на зеленую ниву я сразу поставил заранее собранный двигатель — машина используется для рабочих нужд, нет времени для ее простоя. В результате остался свободный «убитый» двигатель.
Блок цилиндров был гильзован, расточен под размер 82.0. В сервисе сразу набили зеркала на стенках цилиндров. Также были заменены и развернуты втулки привода масляного насоса и распределителя зажигания. Коренные и шатунные шейки коленвала были расточены под размер 1.0 мм. Перед сборкой все было основательно очищено от стружки.
Комплект шатунно-поршневой группы был приобретен производства фирмы «Мотордеталь», г. Кострома. Также были куплены новые шатуны 21213. Разница в весе шатунов без какой — либо доработки составляет 0.015 грамма (удивило!), в весе поршней-0.01 грамма.
Следующими этапами были подготовка боковых крышек двигателя, выпрессовка старых сальников коленчатого вала, запрессовка новых, замена подшипника коленвала.
В качестве оправки для установки сальников были использованы извлеченные сальники.
Нашел колено 2130, утяжелённое, для движка 1.8. Переставлять пришлось уже перед установкой алюминиевых крышек, докупал вкладыши коленвала, т. к. распределение масла в каналах там иное, не как на 21213.
1. Масляный насос
5. Фиксатор цепи.
6. Привод масляного насоса и распределителя зажигания.
7. Трубка щупа уровня масла-сапун.
8. Нижняя крышка двигателя.
А также защита двигателя и сцепление.
Затем блок был состыкован с коробкой передач в автомобиле и установлен на подушки, к двигателю был прикручен редуктор переднего моста, генератор, стартер, помпа с патрубком печки, крыльчатка помпы. Затем был установлен радиатор.
Важный нюанс — не забыть перед установкой блока подвести трубу выпускного коллектора («штаны») в подкапотное пространство.
Между ГБЦ и блоком — 1 алюминиевая и 2 обыкновенных прокладки ГБЦ, потому что ход поршня больше. Прокладки были выбраны с медной окольцовкой масляного канала.
9. Установка и настройка ГБЦ НИВЫ













https://www.drive2.ru/l/3271910/, https://www.drive2.ru/l/2461092/, https://www.drive2.ru/l/2170159/, https://www.drive2.ru/l/8029603/, https://www.drive2.ru/l/2473941/, https://www.drive2.ru/l/8490431/, https://www.drive2.ru/l/2988673/, https://www.drive2.ru/l/1971491/

Установка трехуровневого реле-регулятора генератора и ремонт щеточного узла генератора Нивы
Установка трехуровневого реле-регулятора генератора для Нивы
Ремонт щеточного узла генератора
Источник