- Цилиндропоршневая группа — разборка и сборка на мотоцикле
- Фотоотчет: Ремонт (перепрессовка) коленчатого вала мотоцикла «Иж-Планета»
- Админ
- Вам также может понравиться
- Как снять вариатор скутера
- Фотоотчет: Как притереть клапана скутера
- Фотоотчет: Разборка двигателя мотороллера «Муравей»
- 8 комментариев к « Фотоотчет: Ремонт (перепрессовка) коленчатого вала мотоцикла «Иж-Планета» »
- Добавить комментарий Отменить ответ
Цилиндропоршневая группа — разборка и сборка на мотоцикле
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.

7. Снимаем головку.

8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
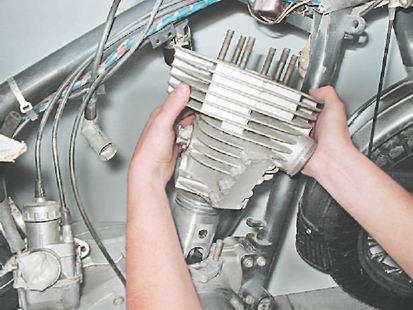
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
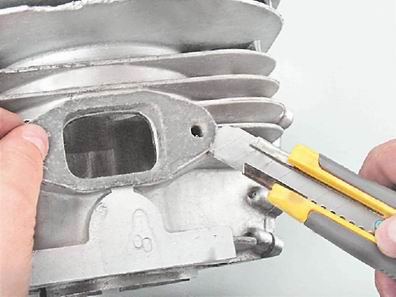
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть — заменяем головку цилиндра.
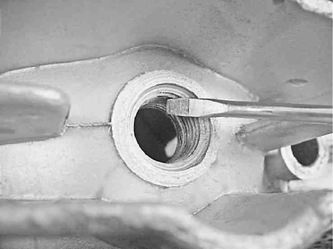
17. Аналогично осматриваем резьбу отверстия под декомпрессор.

При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
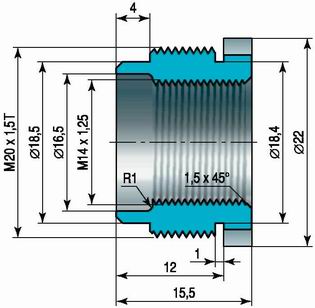
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.

21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.

При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.

23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).

24. Снимаем поршень.

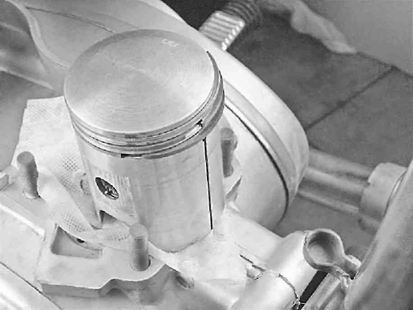
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются «номинальные» поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Маркировка
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
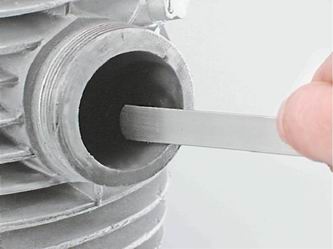
При новом поршне и цилиндре, а также, если они имеют допустимый износ , устанавливаем поршневые кольца номинального размера (диаметр — 72 мм при зазоре в стыке равном 0,25-0,45 мм). Перед установкой колец на поршень проверяем их прилегание к цилиндру. Для этого поочередно вставляем кольца в цилиндр строго параллельно верхней его плоскости. Зазор в стыке кольца должен быть в пределах 0,25-0,45 мм. При меньшем зазоре подпиливаем стык плоским мелким надфилем. Иначе при работе двигателя и расширении кольца от нагрева его концы упрутся друг в друга, и кольцо может повредить зеркало цилиндра. Проверяем щупом торцевой зазор между кольцами и канавками, он должен быть в пределах от 0,075 до 0,1 мм. Поршневые пальцы выпускаются четырех размерных групп, что позволяет обеспечить беззазорное соединение с поршнем в холодном состоянии и минимальный зазор при работе двигателя. Размерная группа обозначена краской на торце пальца (зеленая, белая, черная и желтая метки, в порядке увеличения диаметра пальца). Соответствующая метка нанесена краской на одну из бобышек поршня. Поршневой палец должен быть собран с поршнем одной с ним группы.

Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.

При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
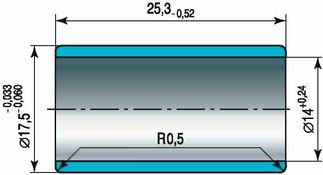
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).

4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.

5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
Источник
Фотоотчет: Ремонт (перепрессовка) коленчатого вала мотоцикла «Иж-Планета»
Из-за грубого конструкторского просчета, коленчатый вал двигателя мотоцикла Иж-планета (СЗД) проехав каких-то жалких 5000 км благополучно «крякнул» (застучал). Даже китайский пластилин проходит в разы больше, а тут «Планета». Как так?
Конечно, для ясности картины, стоит немного оговорится: Коленчатый вал, о ремонте которого пойдет речь в этой статье, по конструкции немного отличается от родного «планетовского», так как он от двигателя СЗД (мотоколяски). Но по сути, разница между этими валами как и двигателями практически нет.
Причина быстрого выхода коленчатого вала из строя, крылась в том, что подшипник нижней головки шатуна, из-за грубой конструктивной недоработки, во время работы совершенно не смазывалась маслом.
В щеках коленчатого коленчатого вала, сделаны углубления для нижней головки шатуна (непонятно только для чего), таким образом, когда нижняя головка шатуна ложилась на свое место-штатные масляные каналы нижней головки шатуна перекрывались стенками углубления, что приводило к «масляному голоданию» подшипника.
Вот, то самое углубление в щеке, непонятного назначения.

А вот масляный канал (обычная фаска) на «родном» шатуне, канал надо сказать: сделан на «отъ@бись», да и не канал это по сути, а очередное советское фуфло (такого себе даже китайцы не позволяют). Через такой канал, смазка к подшипнику даже теоретически поступать не сможет.

Теперь посмотрите, если положить новый шатун с развитыми каналами для смазки, то все равно, каналы перекрываются стенками углубления.


Наша задача на сегодня: Установить новый шатун, вместо старого в коленчатый вал, предварительно позаботясь о его нормальной смазке. И потом, все это дело, подвергнуть тщательной центровке с применением специальных измерительных инструментов.
Для начала, коленчатый вал необходимо разобрать.
Ищем лист металла подходящей толщины (7-8 мм) и примерно посередине «болгаркой» вырезаем клин.

Ложем коленчатый вал на лист.

Укладываем лист на какие-нибудь мощные брусья так, чтобы цапфа коленчатого вала свободно висела в воздухе, берем подходящею оправку, наставляем ее на палец и увесистой кувалдой выбиваем палец из щеки. После извлечения пальца из одной щеки-берем вторую щеку, укладываем ее на лист и точно также выбиваем палец.
[stextbox извлечением пальца, запомните главное правило: Никогда не пытайтесь выбить изношенный палец насквозь через вторую щеку! Во время работы двигателя, рабочая поверхность пальца подшипника нижней головки шатуна, приобретает эллипсную форму, поэтому если вы решите выбить палец изношенной поверхностью через щеку, то итог будет один-нарушите геометрию отверстия под палец в щеке. Из-за чего новый палец в таком отверстие уже держаться не будет! [/stextbox]


Предварительно, в интернет магазине был куплен новый шатун (заводского исполнения, не китай 100 %).

Ищем максимально тонкий и изношенный по диаметру отрезной диск для «болгарки», готовим заранее емкость с водой, устанавливаем на «болгарку» диск и приступаем к доработке нашего шатуна.
Пропиливаем снизу шатуна небольшой паз, через который будет осуществляться смазка подшипника, пилить нужно не спеша по чуть-чуть, при этом постоянно опуская деталь в воду, перегревать подшипник ни в коем случае нельзя, иначе вся работа пойдет «коту под хвост».

Такого паза, для смазки подшипника вполне достаточно, как видите за счет своевременного охлаждения детали водой, следы синевы полностью отсутствуют. После пропила паза, берем надфили и все заусенсы, острые углы, «другие косяки» как внутри, так и снаружи тщательно зашлифовываем.


Шатун доработан, теперь можно приступать к сборке.
Ложем любую щеку на какую-нибудь ровную поверхность (лучше всего деревянную) и при помощи оправки, увесистым молотком или небольшой кувалдой загоняем палец подшипника в щеку. Внимательно следите, чтобы палец не вылез за щеку.

Одеваем на палец опорную шайбу, затем туда же одеваем шатун с заранее отмытым подшипником и сверху одеваем вторую шайбу.


Подлаживаем под палец оправку, берем вторую щеку, разворачиваем ее, так чтобы она максимально возможно сравнялась с первой и через проставку насаживаем на вал вторую щеку.
Сильно сводить щеки не стоит, сведите их так, чтобы между шатуном и щекой бы небольшой зазор (0.15-0.2 мм).

Заключительным этапом во всей этой работе будет окончательная центровка коленчатого вала.
Щеки коленчатого вала при сборке не всегда занимают ровное положение, из-за чего цапфы коленчатого вала находятся в разных осях. С таким дисбалансом по осям, двигатель работать просто не сможет. Поэтому, для начала берем в руки штангенциркуль и промеряем толщину коленчатого вала в определенных местах (отмечены стрелками).


При любых расхождениях в толщине коленчатого вала, щеки либо раздвигаем в нужном направлении, либо сжимаем. До тех пор, пока толщина коленчатого вала во всех местах промеров не окажется абсолютно одинаковой.
После того как мы сравняли толщину, ложем коленчатый вал на призмы, устанавливаем индикатор на стойку и приступаем к окончательной центровке нашего «колена».

Проворачиваем коленчатый вал так, чтобы стрелка индикатора, показала максимальное биение. Берем мелок и вдоль оси индикатора ставим метку.

Берем металлическую плиту, накрываем ее листом какого-нибудь цветного металла, в нашем случае роль цветного металла выполняет кусок свинца. И слегка ударяем (там где метка) отмеченной щекой по плите. После, устанавливаем коленчатый вал на призмы и проверяем биение, и так повторяем до тех пор, пока не удастся уменьшить биение цапф до минимально возможного значения (не более 0.03 мм).

Работа эта может показаться сложной только на первый взгляд, на самом деле все очень легко и просто, главное не спешить! Ну и конечно измерительные инструменты играют здесь главную роль, без их наличия браться за такую работу нет смысла.
Админ
Вам также может понравиться

Как снять вариатор скутера

Фотоотчет: Как притереть клапана скутера

Фотоотчет: Разборка двигателя мотороллера «Муравей»
8 комментариев к « Фотоотчет: Ремонт (перепрессовка) коленчатого вала мотоцикла «Иж-Планета» »
шатуны на таких и более ранних коленвалах были с двумя прорезями, а этот шатун от поздних планет.
А как называется прибор?
Индикатор часового типа, можете посмотреть на него здесь.
Интересно было очень. Спасибо за труды. Читая вспомнил про свою возню с коленвалом на чезете. Ставил шатун с явы. Выдержав размер цапф с нетронутым шатуном. Центровал пластмассовой кувалдой для рихтовки машин. Дабы не помять цапфы. При этом прижимая ножовку по металлу к нетронутым цапфам и сравнивая на разбороной где выступ относительно не тронутой где провал обводя по кругу полотно от ножовки. Прослужила чеза долго .
Человек вещает о «грубой конструкторской недоработке» и объясняет как правильно обращаться с коленвалом с помощью кувалды! Шел бы лучше шпалы «улаживать» ! Грамотей!
Столкнулся с этим «товарищем» по имени Александр из г. Энгельс, лошадка я вам скажу тёмная. Послал ему на ремонт коленвал Иж планета спорт. Телефон сразу же отключён, мне уже звонят с ПЭК, говорят не можем до него дозвониться, я пишу ему на электронку, шлю смс и т.д. Ладно, с горем пополам забрал он кв, и всё тишина, неделя, две, три, четыре… (хотя ремонт по его словам 5 дней). Кое как нашёл его, говорю только не обманывай, делай всё по человечьи. Отмазки у него я вам скажу, как у детей 3-х летних, но самое, то что водит в бешенство, отключённый на постоянку телефон, я заметил он его включает для просмотра сообщений от клиентов на авито, потом сразу выключает, т.есть клиент с ним общаться может путём смс. Ладно, изрядно помотав мне нервы, подошли мы к моменту отправки кв, соответственно он присылает видео, который не читает ни один видеопроигрыватель, деваться некуда, оплатил ему. Приходит коленвал, сразу смотрю, чего то не то, шатун другой, непонятный, хотя клеймо 1-49 стоит, но шрифт не такой как на заводских советских шатунах. Звоню ему, спрашиваю, почему шатун не мой, ответ его прост, тебе какая разница какой шатун, для меня есть разница, что родной заводской, что неизвестно какой и откуда, тем более изначально он писал мне, что ваш шатун будет первтулен и т.д. Короче нервов измотал с ним — море. Ещё не известно как поведёт себя этот кв, время покажет. Да кстати дистанционные шайбы сепаратора ваш установил так, что их пришлось выбивать с немалым усилием молотком( непонятно)…(((. Так что ребята, я категорически НЕ СОВЕТУЮ вам этого чудо- мастера- человека невидимку, дабы не мотать свои нервы и всё отсюда вытекающее. Удачи. На авито висят его объявления. , его телефон 89172160879.
Владимир с г Иваново прежде чем обосрать человека научись пользоватся ПК и научись слушать людей . я тоже производил ремонт коленвала иж пс у Александра и при изначальном общении смотрел несколько видео отчетов в том числе и твой коленвал и в процессе балансировки и т.д . ну ты брат даешь. коленвал то у тебя просто отличный .железяке 40 лет -а она как новая . шатун установлен как раз ижмаш ссср и не какой другой ! лично спрашивал у Александра что случилось и почему такой отзыв по всем сайтам -человек даже слова плохово в вашу сторону не сказал (в отличие от ВАС) .ну делал дольше обычного по времени -значит были причины на это .зачем доставать человека звонками и т.д. главное конечный результат и работа двигателя. а он как известно инету и мотосообществам работает как часы у Вас .а коленвалы с г энгельса ходят и это временем проверено многими .лично мне шайбы на пальце поршневом тоже плотные делал и товарищу на планете 5 вообще сделал подшипник вместо втулки и там тоже шайбы плотные и ничего не звенит при работе . технически грамотным нужно быть и не делать скоропостижных выводов .
Перепрессовали палец в щеки вала ПС К 16 , после запуска щеки разъехались… «спецы» проварили тремя точками с каждой стороны. проточили, в итоге после первого заезда блины вновь расползлись и стали тереть стенку со стороны генератора…
Можно ли как то его закрепить (палец) ?
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.
Источник