Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Перед ремонтом головки блока цилиндров двигателя ЗМЗ-40906 необходимо сначала определить ее ремонтопригодность. Головка блока цилиндров ЗМЗ-40906 является не ремонтопригодной в следующих случаях.
– Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами.
– Износы отверстий под шейки распределительных валов более максимально допустимого значения.
– Износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Ремонт головки блока цилиндров двигателя ЗМЗ-40906, ремонт клапанного механизма и распределительных валов ЗМЗ-40906.
Для замера диаметра опор распределительных валов в головке блока цилиндров двигателя ЗМЗ-40906 крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели. При неплоскостности поверхности сопряжения головки блока цилиндров с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм.
Минимальная высота головки блока цилиндров двигателя ЗМЗ-40906.

Ремонт, проверка герметичности, притирка, обработка рабочей фаски клапанов двигателя ЗМЗ-40906.
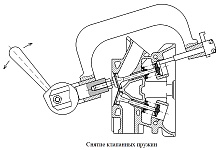
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки блока цилиндров двигателя ЗМЗ-40906. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности. «Рассухарить» клапаны с помощью специального приспособления и уложить в порядке, соответствующем расположению клапанов в головке, для последующей установки на прежние места.
Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью. Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми. При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по размерам указанным на рисунке ниже.
Обработка фасок впускных и выпускных клапанов двигателя ЗМЗ-40906, допустимые размеры.
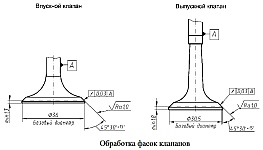
При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного. Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить.
Замена направляющих втулок клапанов двигателя ЗМЗ-40906.
Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки блока цилиндров двигателя ЗМЗ-40906. Головка блока цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие невыполнимо – головка блока цилиндров двигателя ЗМЗ-40906 ремонту не подлежит. При расстоянии менее 35,5 мм не будет обеспечена посадка клапана на седло в результате предельного сжатия гидротолкателя.
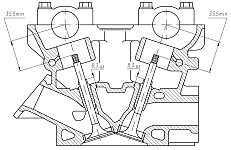
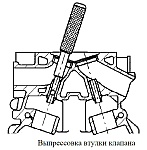
Выпрессовывание направляющей втулки производится с помощью оправки. Перед установкой направляющую втулку клапана охладить в двуокиси углерода (сухом льду) до температуры минус 40–45 градусов. А головку блока цилиндров двигателя ЗМЗ-40906 нагреть до температуры плюс 160-170 градусов. Втулки при сборке должны вставляться в гнезда головки свободно или с легким усилием до размера выступания верхнего торца втулки над телом головки 8-8,3 мм.
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке. Обработать вспомогательные фаски под углом 20, 15, и рабочую фаску под углом 45 с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно размерам указанным на рисунке ниже.
Обработка седел новых впускных и выпускных клапанов двигателя ЗМЗ-40906.
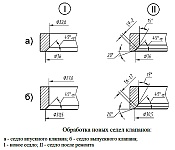
При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора, биение рабочей фаски седла относительно отверстия втулки 0,05 мм. По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Сборка клапанного механизма двигателя ЗМЗ-40906.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью приспособления. Убедиться, что сухари вошли в кольцевые канавки клапанов. Рекомендуется маслоотражательные колпачки при ремонте головки блока цилиндров двигателя ЗМЗ-40906 всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения, что способствует проникновению масла в камеру сгорания и повышенному угару масла.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера. Постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и малотрудоемкий. При срыве резьбы под свечи зажигания более одной нитки поставить резьбовые пружинные вставки ВР141,2515 ТУ 10.16.0001.150-89.
Замерить объем камер сгорания головки блока цилиндров двигателя ЗМЗ-40906 при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55-57,5 см3, При этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей – приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверка усилия клапанных пружин двигателя ЗМЗ-40906, номинальные значения усилия клапанных пружин в двигателе ЗМЗ-40906.
При ремонте необходимо проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин.
Номинальное усилие новой клапанной пружины (одинарная пружина) на двигателе ЗМЗ-40906.
— При сжатии клапанной пружины до длины 34,7 мм усилие должно быть 251,3+-18,8 Н (25,6+-1,9 кгс).
— При сжатии клапанной пружины до длины 25,7 мм усилие должно быть 490+-31,8 Н (50+-3,3 кгс).
Клапанные пружины, имеющие наработку более 200 000 километров пробега подлежат замене, независимо от результатов контроля.
Проверка и дефектовка распределительных валов двигателя ЗМЗ-40906.
При наличии трещин любого характера распределительные валы подлежат выбраковке. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
Контролируемые параметры при ремонте головки блока цилиндров двигателя ЗМЗ-40906, клапанного механизма и распределительных валов ЗМЗ-40906.

Размеры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-40906.




При подсборке головки блока цилиндров двигателя ЗМЗ-40906 необходимо очистить камеры сгорания и газовые каналы головки блока цилиндров от нагара и отложений, протереть и продуть сжатым воздухом.
Источник
Ремонт головки клапанов газель
Всё для комплексного обслуживания и ремонта автомобильного транспорта
✆ +7 (495) 150-95-35
Email: info@volinauto.ru
Технический Центр «ВОЛИН»
143050, Московская обл., Одинцовский район, р.п. Большие Вяземы, Можайское шоссе, д.2А
Ремонт ГБЦ автомобилей на газе
Ремонт ГБЦ «ГАЗели»
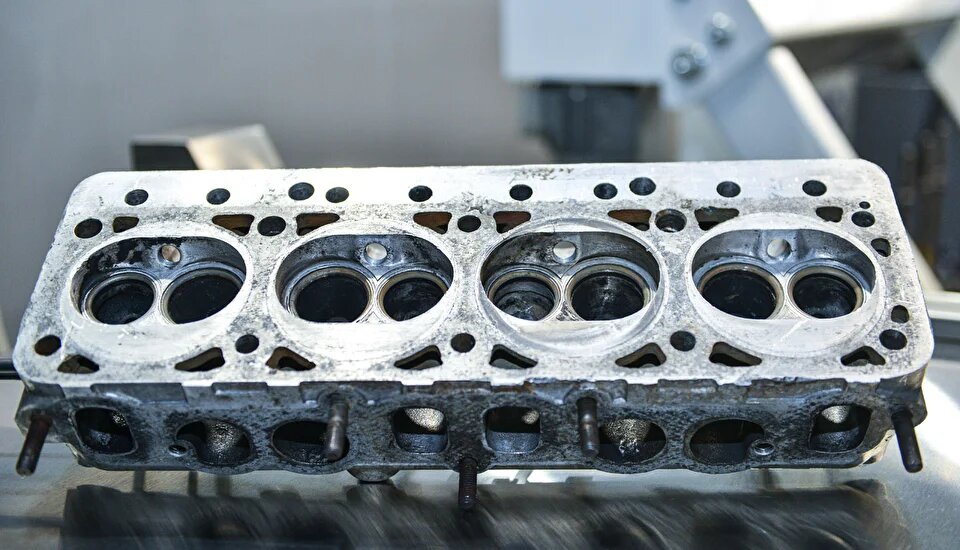
Среди многочисленных видов ремонта есть те, которые выполнить своими силами невозможно. Один из них — ремонт головки блока цилиндров (ГБЦ). Она часто выходит из строя при эксплуатации автомобилей на газе. Происходит износ седел и тарелок клапанов, и это требует восстановления и геометрии седел, и геометрии фаски клапанов. Сегодня мы рассмотрим ремонт ГБЦ «ГАЗели», укомплектованной 4-цилиндровым 8-клапанным двигателем УМЗ-4216 рабочим объемом 3 литра.

Павел ГОРЕЛИК, технический специалист по ремонту ДВС и металлообработке Технического Центра «Волин»: Газ оказывает специфическое воздействие на компоненты ГБЦ в рабочих процессах двигателя. По опыту, это происходит при пробеге свыше 125 тыс. км. Ремонта хватает на тот же самый пробег. Имеющееся в Центре «Волин» станочное оборудование позволяет восстанавливать геометрию седел клапанов, фасок клапанов, привалочной плоскости, до заводских норм. Этот ремонт по силам одному техническому специалисту. Заказчик предоставляет головку, механик ее моет сначала в химической мойке (около 1 часа), затем в ультразвуковой мойке (в течение 30 минут). Это позволяет удалить нагар, смолистые отложения, мелкие частицы въевшейся грязи. Если ГБЦ имеет трещины, то ультразвуковая мойка позволяет это выявить при последующей дефектовке. После мойки производится внешний осмотр ГБЦ. Механик производит замеры диаметров направляющих втулок, стержней клапанов. Визуально мастер определит, имеется ли износ на тарелках и седлах клапанов, есть ли искривления геометрии головки. Будет проверена величина зазоров (в допуске она или нет). И если будет установлено, что втулки имеют предельный износ, их будет необходимо менять. То же самое касается проверки клапанов. На специальной установке их проверят на биение. При биении величиной более 0,03 мм клапан подлежит замене. На дефектовку уходит до 1,5 часов и еще 1 час — на доставку необходимых запчастей со склада партнера. Постоянно держать всю номенклатуру деталей у себя — непозволительная роскошь. И, конечно, самостоятельно проводить ремонт ГБЦ сложно. Лучше всего обратиться в Технический Центр.
В среднем ремонт ГБЦ автомобиля «ГАЗель» занимает сутки
Клиент, сдавший деталь в 9 утра, может получить ее в исправном состоянии вечером этого же дня или в 9 утра следующего дня. Существует предварительная запись, поскольку данный вид ремонта бывает сопряжен с восстановлением цилиндро-поршневой группы, коленчатого вала и т. д. По стоимости весь процесс , по ремонту 8 клапанной ГБЦ, обходится в сумму от 4000 руб. до 6000 руб. Все зависит от сложности поставленной задачи. Дело в том, что у некоторых ГБЦ износ седел достигает такой величины, что нужно их менять. В этом случае ремонтник удаляет старые седла, изготавливает новые. Все работы согласовываются с клиентом. Заказчик сам принимает решение, будет он это делать или нет.




На работы дается гарантия сроком 1 год при условии их выполнения
в ТЦ «ВОЛИН»
Клиенту всегда предлагается установка отремонтированной ГБЦ в ТЦ «Волин», а если он выполняет эту операцию самостоятельно, то перечень гарантийных обязательств ограничивается. Он сводится к гарантии на соблюдение геометрических размеров седел, направляющих втулок и фасок клапанов, герметичности сопряжения седло-клапан.
Наибольшие проблемы при ремонте ГБЦ возникают на моторах 405-й и 406-й серии. Опять же, из-за применения газа. Главная причина — несоответствие материала седла клапана условиям эксплуатации. А «ГАЗели» чаще всего и используют на дешовом голубом топливе. Естественно, головки в таких условиях быстро «садятся». Особенности и в том, что на таких моторах стоят компенсаторы зазоров клапанов, и тарелка клапана садится в седло настолько глубоко, что уже не хватает хода гидрокомпенсатора. Двигатель начинает «троить», владелец меняет компенсаторы, а это не помогает. Но реакция производителей на проблему уже есть. Например, Кострома предлагает заготовки для стальных седел клапанов именно под газ.
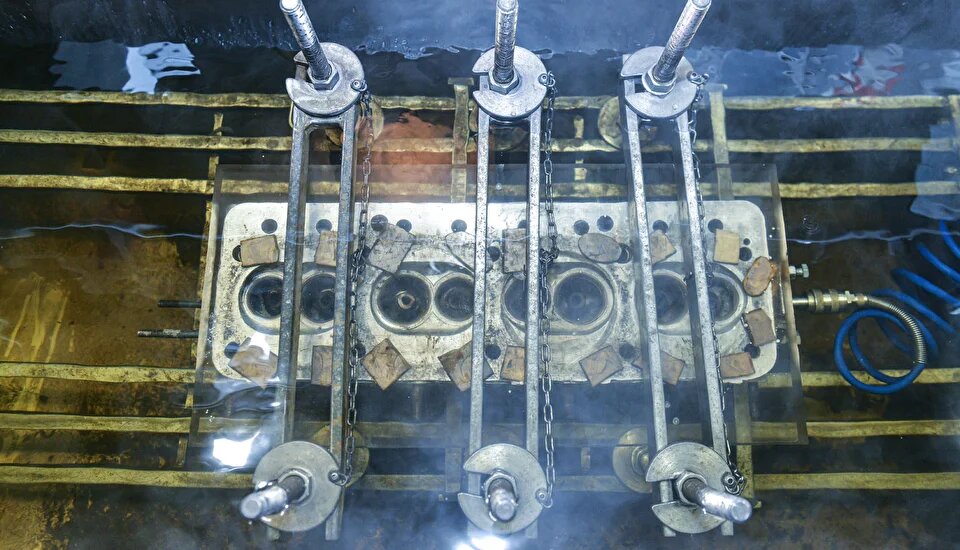
Опрессовку рубашки охлаждения ГБЦ производят на специальной установке





Ремонт головки с дефектами в рубашке охлаждения в зоне камеры сгорания и перемычек между седлами клапанов практически невозможен. Такие ГБЦ считаются «умершими», и способ решения проблемы в таком случае один — замена.
На основании дефектовочной ведомости появляется понимание того, какой объем работ предстоит и какие запчасти понадобятся. Делается заказ запасных частей, и механик приступает к ремонту.
ГБЦ подвержена большим тепловым нагрузкам, механическим воздействиям, поэтому специалисты рекомендуют всем, кто ремонтирует ГБЦ, производить опрессовку рубашки охлаждения на специальной установке. Ремонт головки с дефектами в рубашке охлаждения в зоне камеры сгорания и перемычек между седлами клапанов практически невозможен. Такие ГБЦ считаются «умершими», и способ решения проблемы в таком случае один — замена.
Комплекс работ на опрессовочной машине позволяет клиенту сохранить денежные средства и увеличивает интервал до его следующего обращения в сервис по ГБЦ. Опрессовку производят после двух моек (химическая и ультразвуком). Ее выполняют при температуре воды 70−80 °С и давлении 3 бара. Далее следует ремонт согласно дефектовочной ведомости.
Сервисное оборудование позволяет одновременно ремонтировать не одну, а сразу несколько ГБЦ. Например, машина для химической мойки способна за раз отмыть четыре головки! Ждать очереди не нужно: процесс ремонта может идти параллельно. Ультразвуковая машина способна мыть сразу две головки. Таким образом, две ГБЦ могут «принимать водные процедуры», а две — проходить дефектовку. Например, на 406-е моторы есть два ремкомплекта, и механику по силам восстанавливать сразу две ГБЦ.
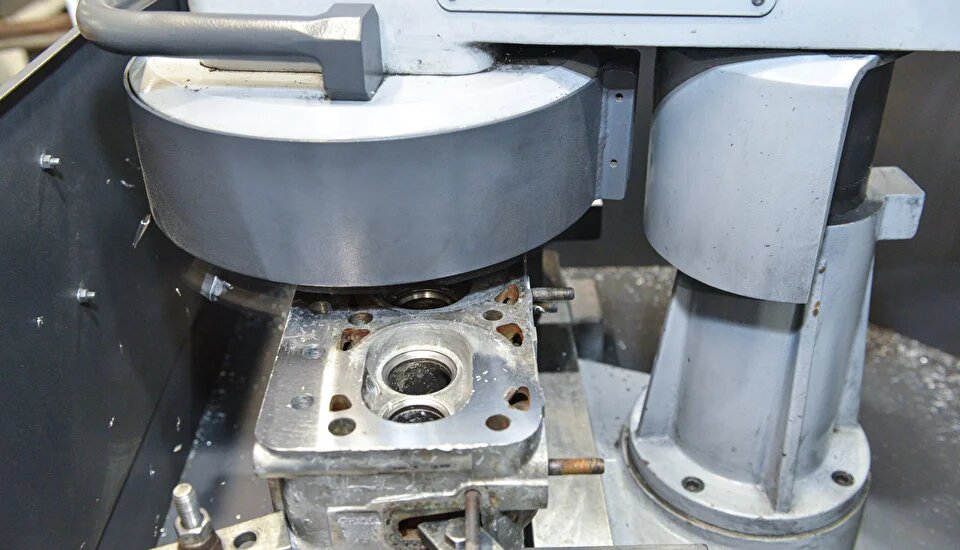
Правку рабочей фаски клапана выполняют на специальном станке



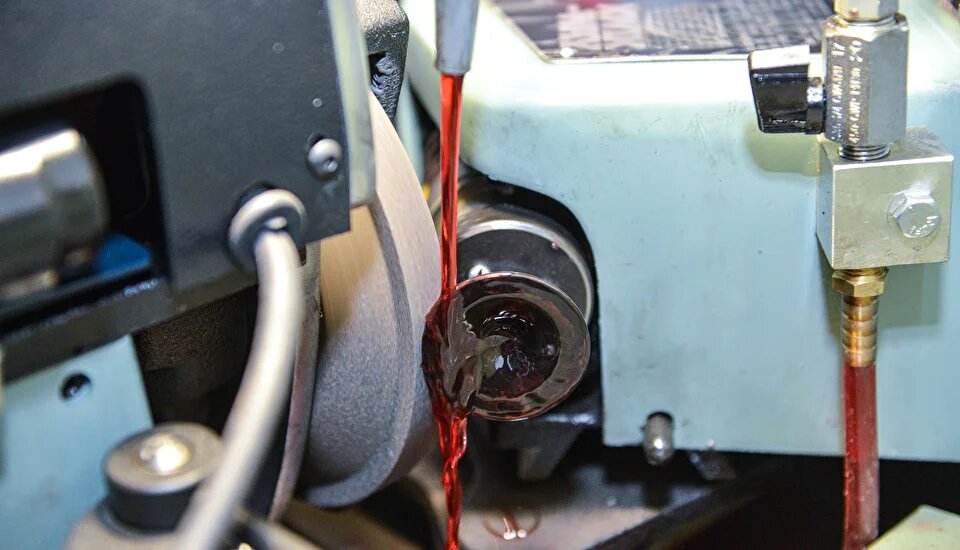





Сопряжение седло — тарелка клапана должно быть таким, чтобы притирка клапана не требовалась. Некоторые производители категорически запрещают выполнять притирку самостоятельно, поскольку это чревато потерей герметичности и выходом ГБЦ из строя.
От сложного к простому
Работа начинается с более тяжелых операций, связанных с тепловым воздействием на ГБЦ. Нагрев требуется при замене направляющих втулок клапанов. Для нагрева детали есть специальная печь. Рядом оборудовано рабочее место, где механик удаляет втулки. Завод-изготовитель рекомендует при этом применять кувалду и выколотку, но есть и более гуманный способ. Существует полуавтоматический пресс для замены втулок.
Тепловое воздействие (нагрев ГБЦ) до 125 °C необходим и при замене седел клапанов. Последние перед установкой охлаждают специальным составом до температуры -45 °С. При соблюдении рекомендаций завода-изготовителя восстановленное седло не отличается от оригинального.
Далее наступает очередь обработки седла клапана. Механик берет имеющиеся или новые клапаны и на специальном станке осуществляет правку рабочей фаски клапана. При этом нужно следить за выполнением рекомендаций завода-изготовителя. Кромка клапана должна быть определенной толщины, торцы клапанов — без признаков наклепа и питтинга, т. е. выкрашивания. Стержень клапана не должен иметь следов неправильной, так называемой «ударно-молотковой» разборки.
Затем измеряется внешний диаметр стержней клапанов и внутренний диаметр во втулках. Если диаметр стержня клапана больше отверстия во втулке, тогда втулка обрабатывается специальным хонинговальным инструментом для обеспечения зазора стержень клапана — втулка клапана согласно требованиям производителя двигателя. Хонингование более предпочтительно, чем работа при помощи обыкновенных разверток. Развертка оставляет после разворачивания хаотичную структуру. А хонинговальная головка делает нужную сетчатую структуру, что способствует лучшему удержанию масла. К тому же она предотвращает заклинивание клапана во втулке и обеспечивает отвод тепла от стержня клапана.
Механик добивается нужного зазора в сопряжении втулка — клапан и переходит к обработке седла клапана на высокоточном станке. Фаска клапана должна соответствовать требованиям завода-изготовителя. Сопряжение седло — тарелка клапана должно быть таким, чтобы притирка клапана не требовалась. Некоторые производители категорически запрещают выполнять притирку самостоятельно, поскольку это чревато потерей герметичности и выходом ГБЦ из строя. Отсутствие абразива при ремонте головки — большой плюс.
Обработав все седла и проверив герметичность и работоспособность сопряжения седло-клапан прямо на головке с помощью вакуум-тестера, механик решает, качественно выполнен ремонт или нет. При необходимости он переходит к следующей операции. Процесс работы на этом станке достаточно быстрый.





Один из заключительных этапов — обработка плоскости ГБЦ. В большинстве случаев она неровная из-за тепловой деформации и имеет прогары в зоне окантовок прокладки головки блока. Встречаются механические повреждения, а также следы химической коррозии как результат применения охлаждающих жидкостей сомнительного происхождения, не соответствующих рекомендациям производителя.
Буквально лет 10 назад перевозчики массово несли в ремонт головки 405-х и 406-х моторов, у которых каналы вокруг рубашки охлаждения и камеры сгорания были выедены так называемым «левым» тосолом. Недобросовестные производители для повышения плотности тосола добавляли в состав кислоту, что приводило к проблемам с ГБЦ.
Следы коррозии на рубашке охлаждения иногда пробуют устранять при помощи аргоновой сварки, но это ведет к катастрофическому местному перегреву головки. Со стороны привода клапанов находятся постели распредвалов, и при местном нагреве происходит деформация. Результат — изменение геометрии ГБЦ, в результате которого восстановление зачастую становится нецелесообразным либо очень дорогим. Неудивительно, что после этого цены на ГБЦ существенно выросли.









Оборудование техцентра «Волин» позволяет обрабатывать ГБЦ не только легковых автомобилей и LCV, но и грузовиков с раздельными головками. Механик может изготовить любую нужную заглушку, которой нет в наличии, и использовать ее в восстановительном ремонте либо в рабочих процессах.
Станочный парк и гарантия
В техцентре «Волин» используется большой станочный парк. Например, на машине Rotler SG8MTS правятся седла клапанов, могут производиться операции по вырезанию седла клапана для дальнейшей установки нового седла. Но основное предназначение — правка седел клапанов. Машина работает практически со всеми ГБЦ: и грузовыми, и легковыми.
Станок Karmek SG330 обрабатывает плоскость ГБЦ и делает ее ровной. Алюминиевая головка обрабатывается фрезеровкой, а чугунная — шлифовальными камнями. По времени все зависит от степени повреждения, обычно от 30 минут. Искривление привалочной плоскости головки блока определяется с помощью лекальной линейки. При искривлении более 0,05 мм (зависит от требований производителя двигателя) привалочная плоскость обрабатывается на станке. Оборудование позволяет обрабатывать ГБЦ не только легковых автомобилей и LCV, но и грузовиков с раздельными головками. В этом списке КАМАЗ, DAF, IVECO, Shacman, Shaanxi и другие бренды.
Фирменное оборудование включает в себя опрессовочную машину Karmek PTR1300, фрезерный и токарный станки. Механик может изготовить любую нужную заглушку, которой нет в наличии, и использовать ее в восстановительном ремонте либо в рабочих процессах. Возможности техцентра ограничены только параметрами станка для обработки плоскости. Например, длинную широкую 6-цилиндровую головку МАЗ или Cummins он обработать не может, а все остальные операции по таким ГБЦ — пожалуйста! Раздельные головки берут в работу безо всяких ограничений.
В планах техцентра «Волин» — приобретение оборудования для сборки и разборки ГБЦ, а также станка для обработки плоскостей с более широкими возможностями. Это ускорит процесс ремонта и повысит качество выполняемых работ, хотя и сейчас оно на высоте. Клиент сможет получать подсобранную головку с установленными сальниками клапанов, засухаренную, с предварительно отрегулированными зазорами клапанов. Хотя после установки ГБЦ на блок цилиндров и затяжки крепежных болтов определенным моментом процедуру регулировки нужно повторять. Правда, подсборку и регулировку техцентр может производить и сейчас.
После выполнения работ на восстановленной ГБЦ устанавливается термопломба, которую приклеивают к ГБЦ специальным термоклеем. Если по каким-то причинам произошла потеря охлаждающей жидкости и (или) двигатель был перегрет, то центральная часть термопломбы при 105 °C (есть варианты на 115 и 125 °С) разрушается. В таких случаях следует отказ в гарантии. В этом списке также следы стороннего вмешательства. И не нужно забывать: гарантия дается только на соблюдение геометрии на момент выдачи из мастерской. А если клиент при регулировке оставит малые или большие зазоры, то клапаны быстро выйдут из строя.




В настоящее время техцентр «Волин» способен принимать в работу ГБЦ Mercedes-Benz Sprinter, Ford Transit, IVECO Daily, FIAT Ducato, Peugeot Partner, Citroën Jumper и их аналогов. Но в приоритете, конечно, «ГАЗель» и «Соболь»: их несоизмеримо больше, чем иномарок.
Проблемы и тенденции
Обработка клапанов на легком коммерческом транспорте с тонким диаметром стержня клапана порядка 5 мм сопряжена с определенными сложностями. В частности, жесткости пилота иногда может не хватать для того, чтобы обеспечить соосность между направляющей втулки и седлом клапана. На большегрузном транспорте диаметры стержней клапанов имеют диаметр от 7−8 мм, и с ними работать проще: пилот при таких диаметрах имеет высокую степень жесткости. Это позволяет обработать седло с достаточно хорошим качеством, обеспечить соосность седла и направляющей втулки.
В настоящее время техцентр «Волин» способен принимать в работу ГБЦ Mercedes-Benz Sprinter, Ford Transit, IVECO Daily, FIAT Ducato, Peugeot Partner, Citroën Jumper и их аналогов. Иногда приносят ГБЦ китайских Isuzu с автобусов «Богдан» и легких грузовиков Elf. Но в приоритете, конечно, «ГАЗель» и «Соболь»: их несоизмеримо больше, чем иномарок. И у них не только отечественные двигатели. Клиенты сдают в ремонт ГБЦ Cummins 3,8, Cummins 2,7 от российских легких грузовиков, включая ГАЗ-3310 «Валдай» и «ГАЗель NEXT».
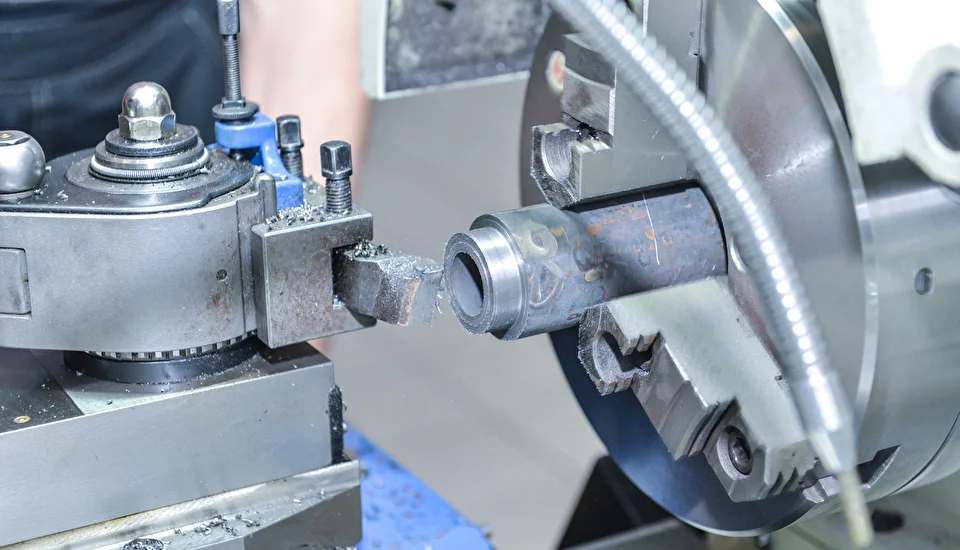
Когда требуется замена седла клапана, применяются специальные заготовки. Они могут быть российского или зарубежного (например, итальянского) производства. Из заготовки изготавливается само седло для запрессовки. Седло изготавливают на токарном станке с определенным натягом к тому отверстию, которое получено при вырезании из ГБЦ. После запрессовки седла оно подлежит обработке.
Большинство производителей предусматривает процедуру замены седла клапана. Из одной заготовки итальянского производства можно сделать, например, 8−10 седел для ГБЦ КАМАЗа или MAN TGA. При необходимости можно выполнить такие операции и для двигателей американских грузовиков, на моторах которых седло выполнено заодно с ГБЦ. Сначала механик делает отверстие под седло, затем изготавливает чугунное седло клапана. Седло устанавливается с натягом в головке блока (натяг прописан производителем двигателя в ремонтной документации) «на горячую» — при нагреве головки блока до 100−120 °С и при охлаждении устанавливаемого седла до -45 °С. Идет запрессовка, обработка, и клиент получает работоспособную деталь не хуже новой. В результате экономятся огромные денежные средства. Собственно, ради этого и производится ремонт ГБЦ.
Источник