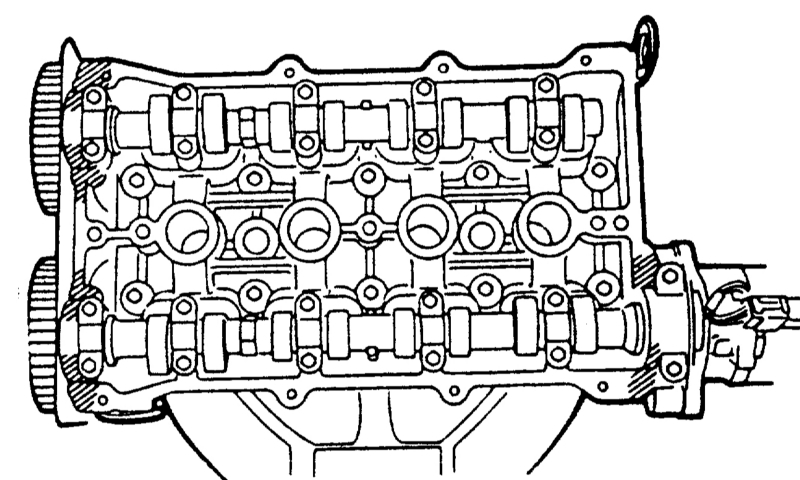
2.6.3 Ремонт головки блока цилиндров
Ремонт головки блока цилиндров
1. Снимите головку цилиндров вместе с впускным и выпускным коллектором.
2. Снимите датчик температуры охлаждающей жидкости.
3. Снимите теплозащитный экран выпускного коллектора.
4. Снимите выпускной коллектор.
5. Снимите прокладку выпускного коллектора.
6. Снимите шпильки крепления выпускного коллектора.

7. Снимите свечи зажигания.
8. Снимите впускной коллектор.
9. Снимите прокладку впускного коллектора.
10. Снимите шпильки впускного коллектора.

11. Открутите винты корпуса термостата.
12. Снимите корпус термостата.

13. Снимите прокладку термостата и термостат.
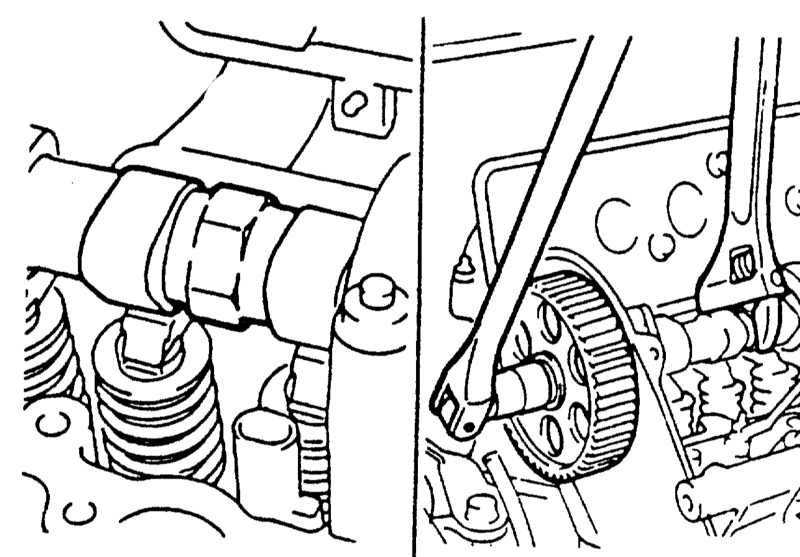
14. Используя устройство для сжатия пружин клапана, сожмите пружины клапана.
15. Извлеките сухари и снимите верхние тарелки пружин клапанов.

16. Снимите пружины клапанов.
17. Снимите маслосъемные колпачки.
18. Снимите клапаны.
20. Снимите центровочные втулки корпуса распределительного вала.
 Ремонт деталей
Ремонт деталей
Для описываемых двигателей производитель предусматривает восстановление пары «направляющая втулка — шток клапана» применением клапанов с ремонтными размерами штоков. При этом изношенная втулка восстанавливается методом развертывания до ремонтных размеров. Работы такой сложности следует поручать только квалифицированному механику.
Подъем кулачков впускных клапанов
Подъем кулачков выпускных клапанов
Наружный диаметр шейки распределительного вала
Наружный диаметр подшипника
Осмотр головки цилиндров
1. Очистите сопрягаемую с прокладкой головки плоскость.
2. Проверьте прокладку головки цилиндров и сопрягаемые поверхности головки и блока цилиндров на наличие раковин, следов утечки, коррозии и прорыва газов в рубашку охлаждения.
3. Проверьте головку цилиндров на наличие трещин.
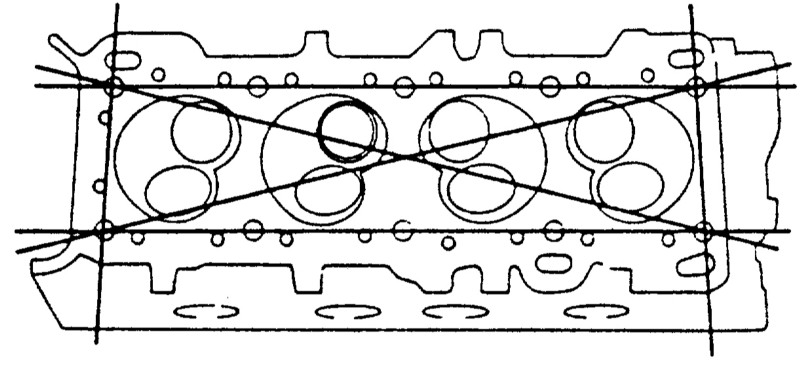
5. Определите, используя набор щупов и поверочную линейку, отклонение от плоскостности сопрягаемой с прокладкой плоскости головки, которое не должно превышать 0,025 мм.

6. Измерьте высоту головки блока. Высота головки блока должна быть в пределах 94,70-95,65 мм г£СЛИ высота головки цилиндров меньше, чем 94,7 мм, ее следует заменить.

7. Проверьте все резьбовые отверстия на наличие повреждений или загрязнений.
8. Осмотрите седла клапанов на предмет чрезмерного износа и прогаров.
Способ регулирования привода клапанов
компенсатор зазора в приводе клапанов
Угол конуса рабочей поверхности клапана (между образующей и плоскостью головки)
Угол конуса рабочей поверхности седла клапана
Торцевое биение (макс, все)
Ширина рабочей поверхности седла
Внутренний диаметр направляющей втулки клапана
Диаметр штока клапана
Диаметр тарелки клапана
Длина пружины клапана при нагрузке
Открытый клапан 625 +25 Н
Закрытый клапан 275 + 15Н
Восстановление работоспособности направляющей втулки клапана
1. Определите фактический износ в паре «втулка — шток клапана». При зазоре, превышающем 0,1 мм, эта пара трения нуждается в замене. Эту диагностическую операцию должен проводить только квалифицированный механик.
2. Код ремонтного размера нанесен на направляющей втулке клапана и торце штока клапана. В таблице приведены стандартный и ремонтные размеры, обозначение развертки, применяемой авторизованными СТО, и содержание кодов, наносимых на втулки и клапаны. Имеется два вида кодов: код, наносимый при сборке нового двигателя, и код, наносимый на втулку при ремонте.
Код, наносимый на детали нового двигателя
Код, наносимый на детали двигателя при ремонте
Произведите развертывание отверстия направляющей втулки. Направление развертывания — от верхней стороны головки цилиндров. После развертывания перечеркните код, нанесенный на втулке, и нанесите новый код.
 Восстановление седел клапанов
Восстановление седел клапанов
1. Произведите обработку рабочей поверхности седел клапанов.
Запирающая поверхность седел клапанов восстанавливается при помощи трех конических фрез:
— фреза для обработки рабочей поверхности седла: 45°;
— фреза для обработки верхнего угла коррекции: 30°;
— фреза для обработки нижнего угла коррекции: 60°;

Ширина рабочей поверхности седла клапана:
— впускного: 1,3-1,5 мм;
— выпускного: 1,6-1,8 мм.

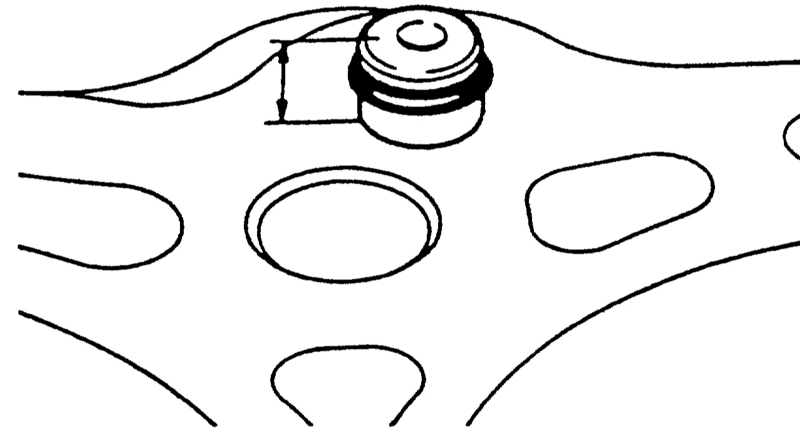
2. Проверьте положение торца штока клапана после установки клапана (без специальных калибров эту работу должен выполнять квалифицированный механик).
3. Если торец штока расположен выше (ближе к оси распределительного вала), следует заменить клапаны новыми и затем проверить положение торца штока снова.
4. Если торец штока клапана все еще расположен выше, несмотря на замену клапанов, замените головку цилиндров.
 Осмотр клапана
Осмотр клапана
1. Осмотрите клапан на предмет износа, смятия верхнего торца штока.
2. Осмотрите канавки сухарей клапанов и масляного уплотнителя на предмет износа.
3. Осмотрите головки клапанов на наличие прогаров и трещин.
4. Осмотрите штоки клапанов на наличие износа, задиров и царапин.
5. Осмотрите шток клапана — он не дол-. жен иметь искривлений.
6. Осмотрите запирающий конус клапана. Если выработка контактного конуса настолько велика, что восстановление поверхности даст острую кромку на стыке конической и плоской поверхностей головки клапана, следует заменить клапан.

7. Осмотрите пружину клапана. Если концы пружины клапана не параллельны, замените пружину клапана.
8. Измерьте высоту пружины клапана. Если высота пружины клапана не соответствует спецификациям, замените пружину клапана.
9. Осмотрите опорные поверхности пружины клапана на предмет износа или образования канавок. Замените, есл’и необходимо.
 Шлифовка клапана
Шлифовка клапана
1. Убедитесь, что на конусе головки клапана нет прогаров.
2. Клапан можно перешлифовывать только два раза. Не шлифуйте торец штока клапана.
3. Угол между образующей конуса клапана и плоскостью головки составляет 46″.
Притирка клапанов
Если выработка запирающего конуса клапана не слишком велика, следует притереть клапан к восстановленному запирающему конусу седла клапана (как правило, при работе клапана запирающая поверхность шатунных подшипников становится шире: до 4-5 мм). Если при этом на конусе нет глубокой канавки, то возможна притирка клапана к восстановленному седлу без шлифовки конуса.
Притирка клапана осуществляется при помощи специальных притирочных паст на основе корунда.
При этом клапан, установленный в направляющую втулку, совершает возвратно-поступательные движения с одновременным поворотом вправо-влево, попеременно. Такие движения необходимы для образования косых притирочных линий, располагающихся крест-накрест. В процессе притирки следует периодически поворачивать клапан в седле для обеспечения равномерности притирки. Притирку можно считать завершенной, когда на запирающей поверхности клапана образуется равномерная матово-серая кольцевая полоса контакта, равная по ширине запирающей поверхности седла.
Сборка
1. Установите центровочные втулки корпуса распределительного вала.
2. Смажьте штоки клапанов моторным маслом.
3. Установите клапаны.
4. Установите маслосъемные колпачки.
5. Установите пружины клапанов.
6. Сожмите пружины клапана и установите сухари.
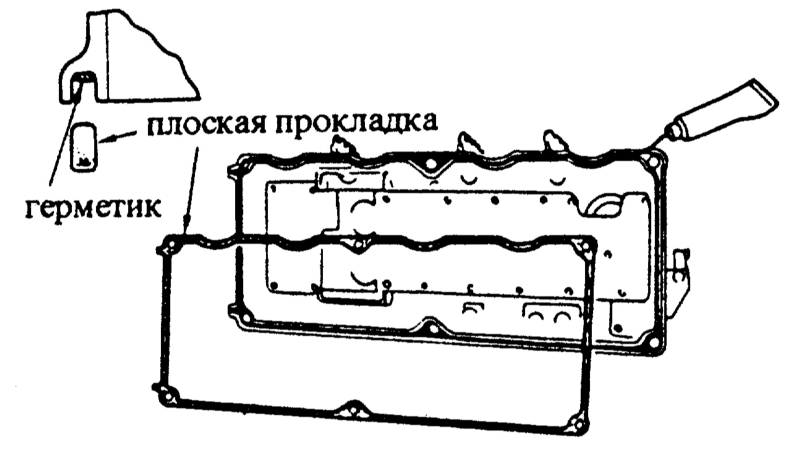
7. Установите клапанную крышку.
8. Установите термостат.
9. Установите корпус термостата
10. Установите винты корпуса термостата и затяните их моментом 20 Нм.
11. Установите шпильки впускного коллектора.
12. Установите прокладку впускного коллектора.
13. Установите впускной коллектор и затяните гайки моментом 25 Нм.
14. Установите свечи зажигания и затяните моментом 40 Нм.
15. Установите шпильки выпускного коллектора.
16. Установите прокладку выпускного коллектора.
17. Установите выпускной коллектор и затяните гайки моментом 25 Нм.
18. Установите теплозащитный экран выпускного коллектора и затяните винты моментом 15Нм.
19. Установите датчик температуры охлаждающей жидкости и затяните моментом 20 Нм.
20. Установите головку цилиндров вместе с впускным коллектором и выпускным коллектором.
Источник
Mazda 323 III BF ’86 › Logbook › Капремонт двигателя. Часть 6 — Эпопея с ГБЦ

Как я уже рассказывал, ремонт двигателя затевался в основном ради замены ГБЦ, и теперь дело дошло до нее.
В запасе имелись две б/у головки, доставшиеся вместе с машиной. У одной были жуткие задиры в постелях распредвала, вторая была в хорошем состоянии:

Ее я и принялся отмывать от грязи и масляных отложений. Эх, если бы я тогда знал, что с ней ничего не получится… Сказалось отсутствие опыта. Дело в том, что для этой головки не было родных бугелей (или крышек), а они для каждой головки уникальны. Когда я приставил бугели от старой головки, снятой с двигателя, то увидел следующую картину:
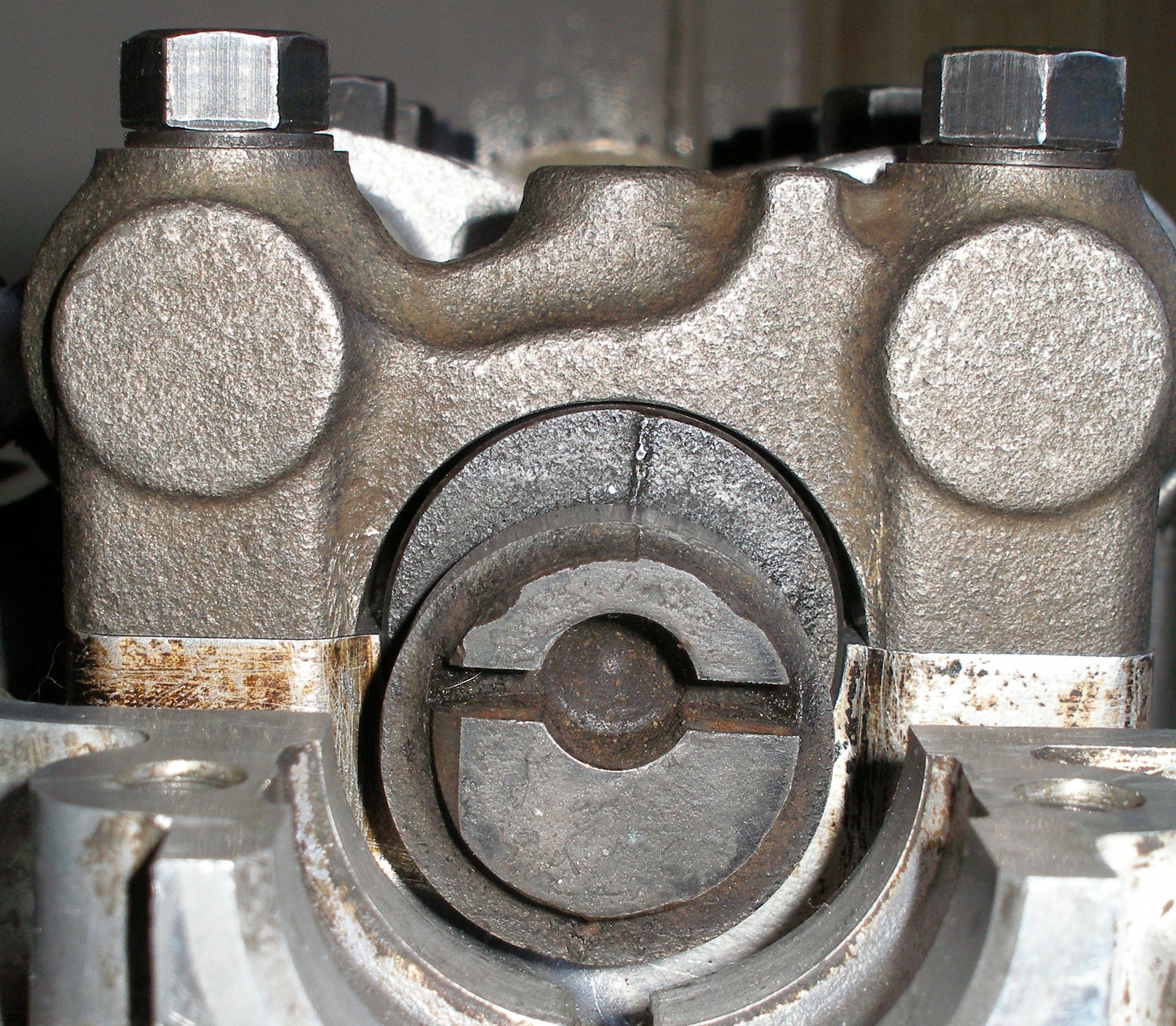
распредвал лежит в постелях почти идеально, но вот бугели не годятся, зазор слишком велик. Покопался в коробке с запчастями, нашел другие бугели. Обрадовался было, но зря, снова неудача — при затягивании болтов распредвал зажимался намертво.
Была мысль посадить распредвал на вкладыши. Как выяснилось в беседах с коллегами-маздоводами, некоторые так и поступали — растачивали постели и подбирали подходящие по диаметру вкладыши. Но в нашем городе, несмотря на относительно большое количество производственных предприятий, я так и не нашел, где можно было бы проделать такие операции.
Решение проблемы оказалось в покупке б/у головки в сборе у товарища-маздовода kuzmich-L , проживающего в Липецке. Было решено самому съездить за деталью, чтобы проверить ее состояние. Всё удалось сделать за один день. И вот деталь у меня:
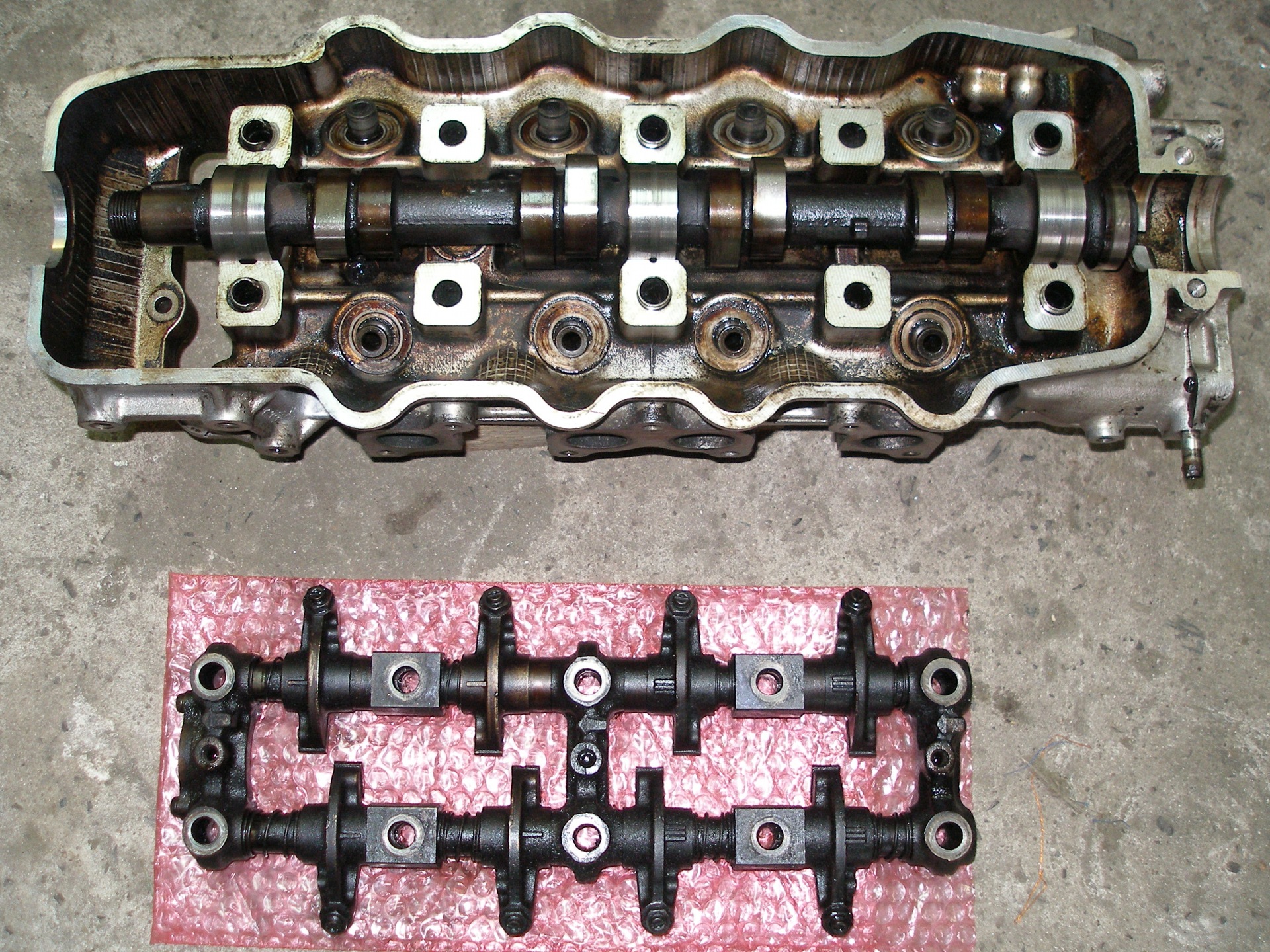
Люфт у распредвала отсутствует, привалочная плоскость ровная, направляющие клапанов в норме. Вот только отмыть ее надо как предыдущую и можно начать сборку.
Источник
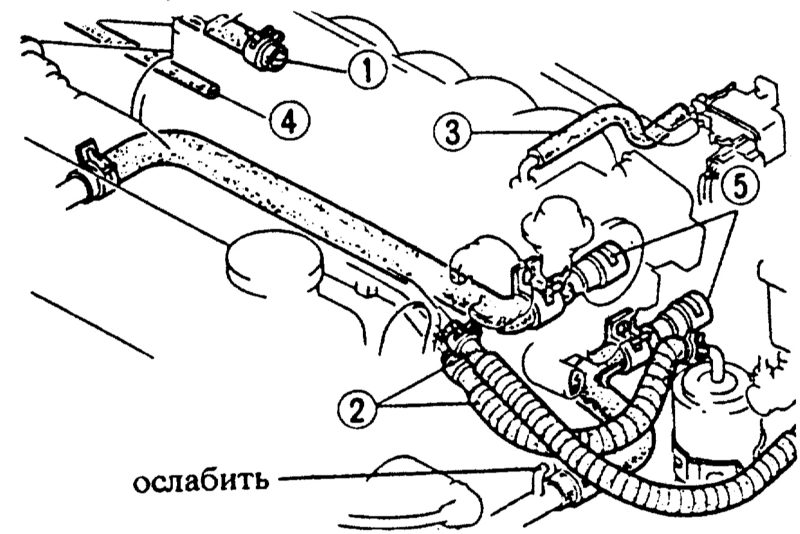
Снятие и установка головки цилиндров/замена прокладки головки цилиндров Мазда 323
Снятие и установка головки цилиндров/замена прокладки головки цилиндров
1 — воздушный шланг
2 — резонансная камера
3 — привод газа
4 — привод дроссельной заслонки (только при автоматической коробке передач)
5 — шланги
6 — жгут кабелей
7 — гайка, перепускного трубопровода системы охлаждения
8 — клиновой ремень
9 — ременный шкив водяного насоса
10 — крышка головки цилиндров
11 — верхний кожух зубчатого ремня
12 — зубчатый ремень
13 — приемная труба глушителя
14 — крепление впускного коллектора
15 — болты головки цилиндров
16 — головка цилиндров
17 — прокладка головки цилиндров
При снятии головки цилиндров двигатель должен быть охлажден по меньшей мере до комнатной температуры. Выпускной и впускной коллекторы остаются подключены. Описывается снятие для двигателей ВЗ, В5, В6 и ВР. В конце главы находятся указания по дизельному двигателю. На отличия для серии двигателей Е указано в отдельной главе, см. Раздел Снятие и установка распредвала/регулировка фаз газораспределения.
Неисправная головка цилиндров выявляется по одному или нескольким следующим признакам:
- Потеря мощности.
- Потеря охлаждающей жидкости. Белые выхлопные облака на теплом двигателе.
- Потеря масла.
- Охлаждающая жидкость в моторном масле, уровень масла не уменьшается, а увеличивается. Серый цвет моторного масла, следы пены на измерительном щупе, масло разжижено.
- Моторное масло в охлаждающей жидкости.
- Охлаждающая жидкость сильно бурлит.
- Отсутствует компрессия в двух соседних цилиндрах.
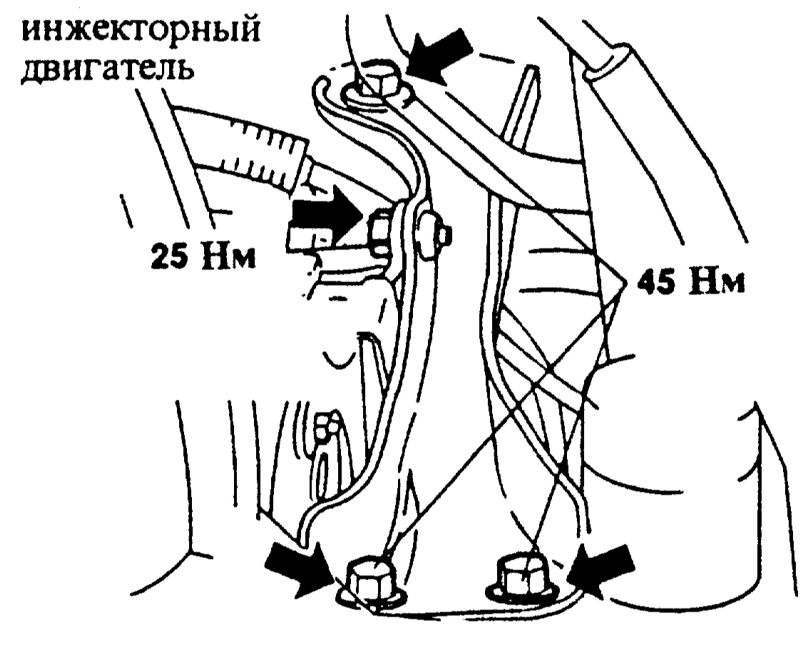
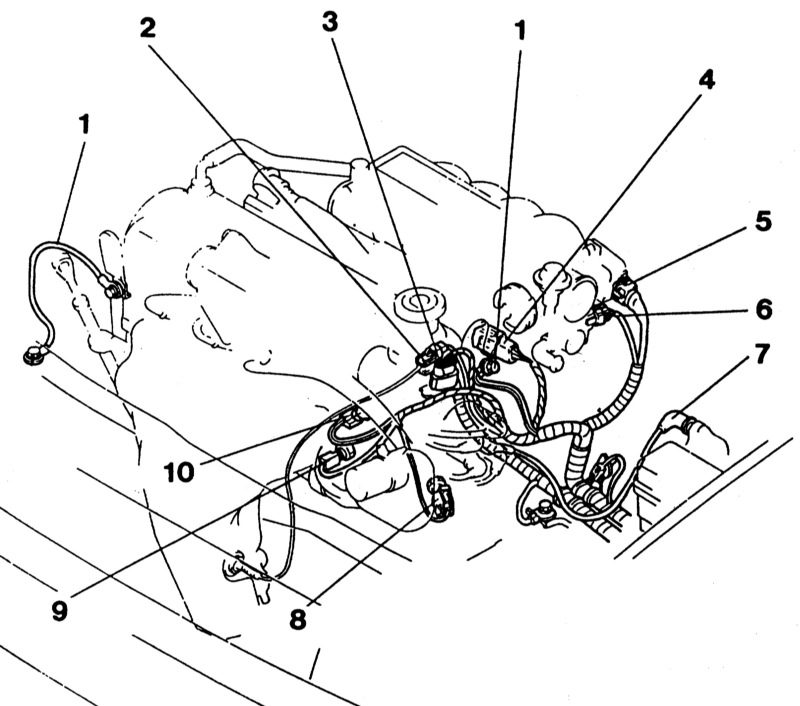
Двигатель В6 с системой впрыска
|

Инжекторный двигатель
|
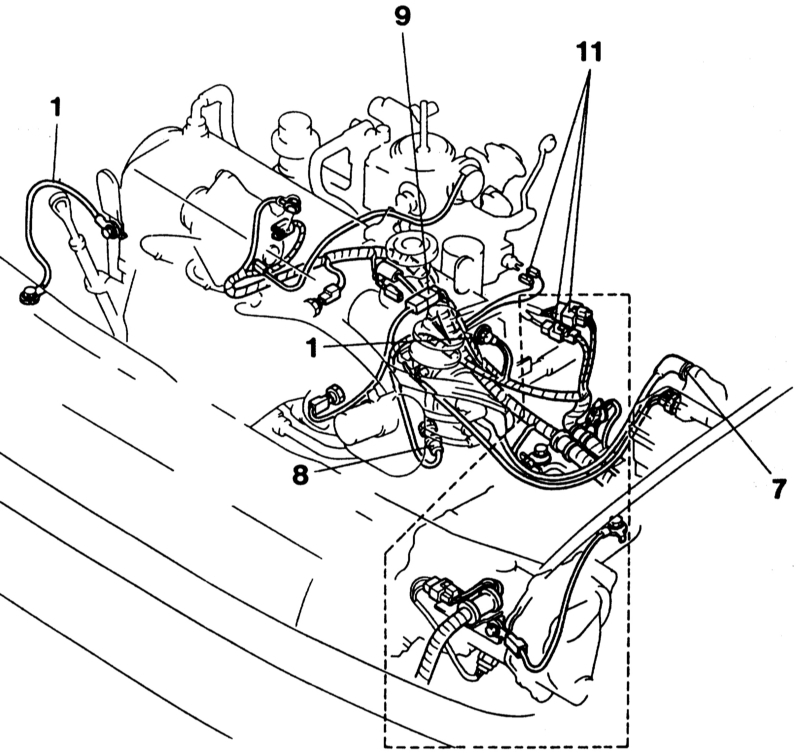
Карбюраторный двигатель
| |||||||||||||||||||||
|