Ремонт головки блока цилиндров МТЗ
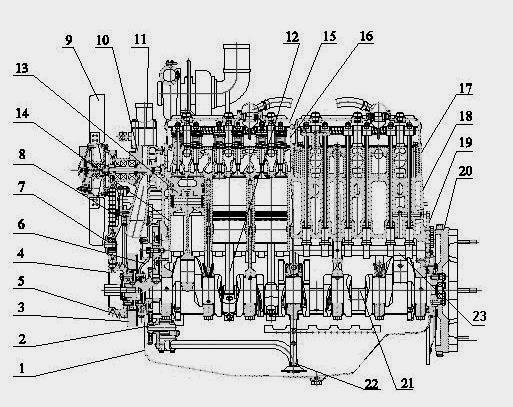
К основным дефектам головки блока цилиндров Д-240 трактора МТЗ-80 (рис. 2.1.16) относят: коробление плоскости разъема; износ внутренних поверхностей направляющих втулок, рабочих фасок клапанов и седел клапанов; трещины в перемычках клапанных гнезд; прогар посадочных мест под уплотнения форсунок или их стаканов.
При проведении технической экспертизы пользуются основными показателями и регулировочными данными деталей головки цилиндров и газораспределительного механизма ГРМ.
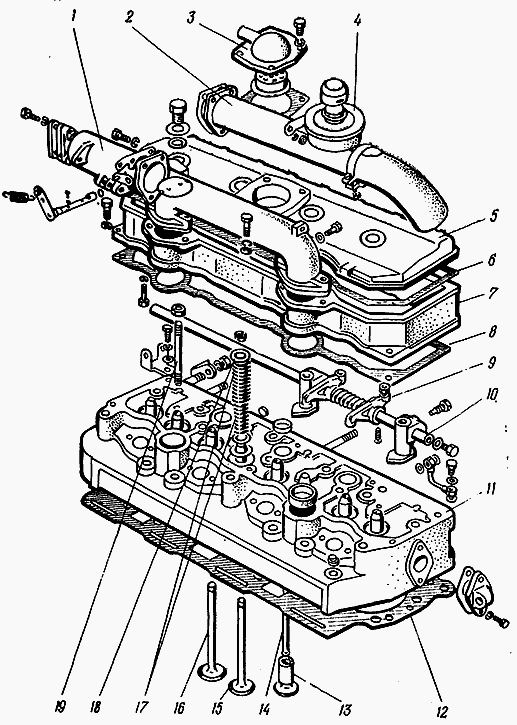
Рис. 2.1.16. Взаимное расположение деталей головки цилиндров Д-240
1 — патрубок; 2 — труба; 3 — корпус сапуна; 4 — бачок; 5 — колпак; 6, 8 — прокладки; 7— крышка головки; 9 — коромысло; 10 — ось; 11 — головка цилиндров; 12 — прокладка головки; 13 — толкатель; 14 — штанга; 15 — клапан выпускной; 16 — клапан впускной; 17 — пружины клапана; 18— тарелка клапана; 19 — шпилька
Основные показатели и регулировочные данные деталей головки цилиндров и ГРМ Д-240 трактора МТЗ-80
Выступание стержня клапана, мм:
— номинальное — 56,0
— допустимое — 57,2
Перемещение клапана, мм:
— номинальное — 10,2
— допустимое — 9,0
Отклонение от плоскостности поверхности головки, мм, не более — 0,15
Утопание тарелки клапана, мм:
— номинальное — 0,4—0,7
— допустимое — 1,8
Допустимый внутренний диаметр втулки клапана, мм — 11,10
Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей длины — 148
Рабочая длина наружной пружины, мм — 54,0
Допустимая сила сжатия (упругость) внутренних клапанных пружин до рабочей длины, Н — 74
Рабочая длина внутренней пружины, мм — 48,5
Допустимый диаметр стержня клапана, мм — 10,85
Внутренний диаметр втулки коромысел, мм — 19,02—19,05
Диаметр оси коромысел, мм — 18,98—19,00
Утопание тарелок клапанов в гнездах головки без снятия ее с блока цилиндров можно определить по выступанию стержней всасывающих клапанов относительно поверхности головки.
Для этого поочередно устанавливают поршни в ВМТ такта сжатия и измеряют расстояние от торца стержня клапана до головки. Если выступание стержня клапана превышает допустимую величину, то это свидетельствует о предельном износе тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распределительного вала. Для этого прокручивают коленчатый вал дизеля до полного открытия клапана (при установленном для холодного дизеля тепловом зазоре) и замеряют расстояние от торца стержня клапана до головки.
По разности расстояний, измеренных при закрытых и полностью открытых клапанах, определяют перемещение каждого клапана.
Если перемещение клапана ниже допустимого значения, распределительный вал дизеля МТЗ-80 заменяют. После этих замеров головку снимают с дизеля и подвергают дальнейшей экспертизе.
Замеряют отклонение от плоскостности поверхности головки (рис. 2.1.17). Если отклонение от плоскостности превышает допустимое значение, то головку заменяют; если отклонение в пределах нормы, то проверяют состояние седел клапанов по утопанию тарелки нового клапана (рис. 2.1.18).
При утопании тарелки клапана более допустимого размера головку заменяют. Если утопание в пределах нормы, то головку разбирают и ремонтируют.
Сухари клапанов и клапанные пружины снимают приспособлением ОР-9913 (рис. 2.1.19). Если седло клапана имеет трещины, то головку заменяют. Снятые клапаны маркируют, а затем замеряют диаметр стержня (рис. 2.1.20), проверяют биение тарелки клапана и изгиб стержня (рис. 2.1.21).
Биение фаски тарелки и изгиб стержня относительно оси клапана не должны превышать 0,03 мм. При наличии следов износа, прогаров, раковин на фасках клапанов рабочую поверхность фасок обрабатывают на шлифовальных станках Р-108 (рис. 2.1.22) или ОР-6686.
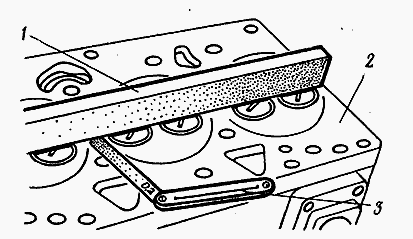
Рис. 2.1.17. Измерение отклонения от плоскостности поверхности головки блока цилиндров Д-240
1 — поверочная линейка; 2 — головка цилиндров; 3 — щуп
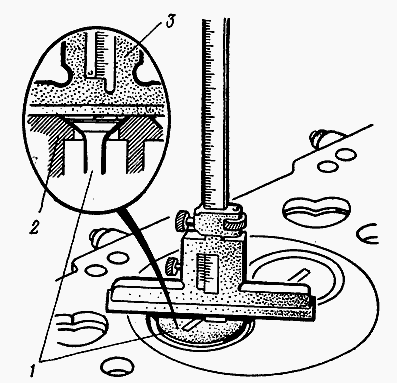
Рис. 2.1.18. Определение утопания тарелки клапана
1 — клапан; 2 — головка цилиндров; 3 — штанген-глубиномер
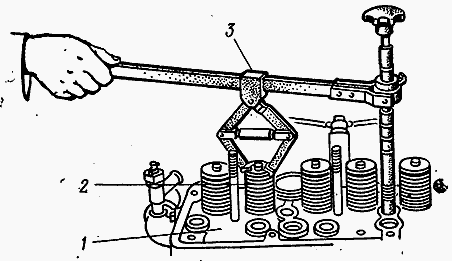
Рис. 2.1.19. Снятие сухарей клапанов и клапанных пружин
1 — головка цилиндров; 2 — клапанная пружина; 3 — приспособление ОР-9913
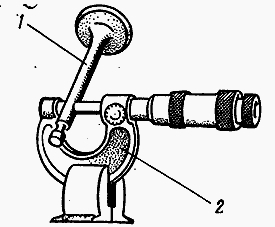
Рис. 2.1.20. Измерение диаметра стержня клапана Д-240
1 — клапан; 2 — микрометр
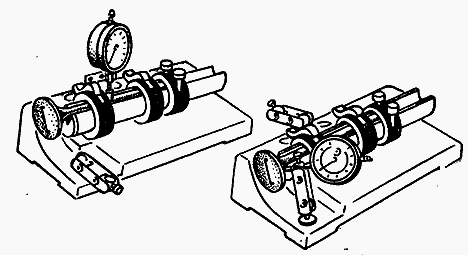
Рис. 2.1.21. Измерение изгиба стержня и биения фаски тарелки клапана
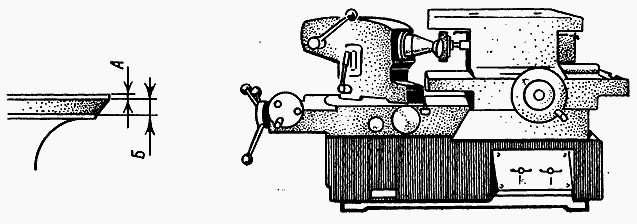
Рис. 2.1.22. Шлифование рабочей поверхности фаски клапана
Фаску впускного клапана шлифуют под углом 60°, выпускного — под углом 45°. После выведения следов износа ширина цилиндрической части тарелки клапана А должна быть не менее 0,5 мм, а ширина притертой матовой полоски на фаске клапана Б — не более 2 мм.
Направляющую втулку клапана заменяют при износе поверхности отверстия под стержень клапана до диаметра, превышающего допустимое значение, или при ослаблении посадки втулки в головке. Измерение диаметра отверстия направляющей втулки клапана показано на рис. 2.1.23.
При замене направляющую втулку выпрессовывают (рис. 2.1.24). Новую втулку подбирают с наибольшим допуском по наружному диаметру, смазывают эпоксидным клеем без наполнителя и запрессовывают в головку специальным (болтом (рис. 2.1.25).
После установки направляющих втулок седло клапана обрабатывают планетарно-шлифовальным приспособлением ОПР-1334А (рис. 2.1.26).
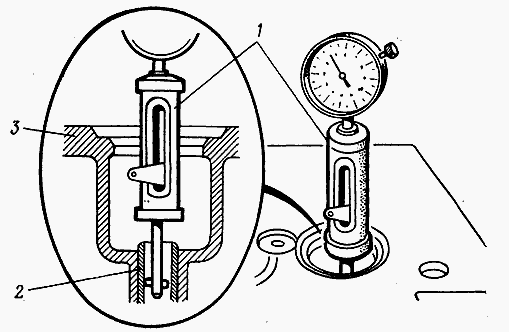
Рис. 2.1.23. Измерение диаметра отверстия втулки клапана МТЗ-80
1 — индикаторный нутромер; 2 — направляющая втулка клапана; 3 — головка блока цилиндров
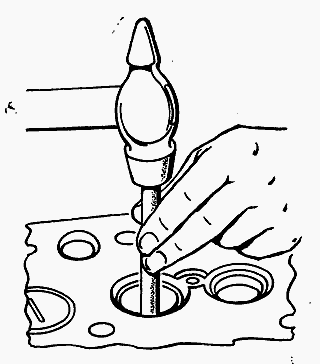
Рис. 2.1.24. Выпрессовка направляющей втулки клапана
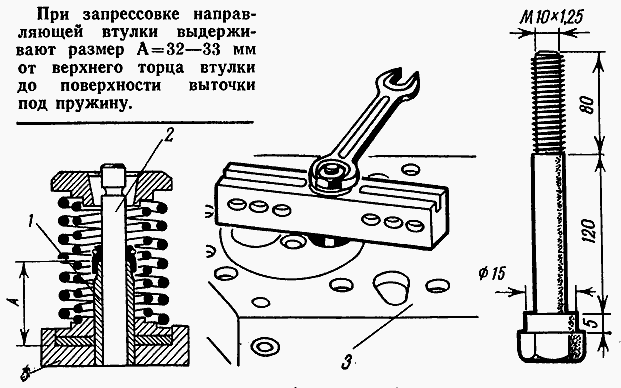
Рис. 2.1.25. Запрессовка направляющей втулки клапана
1 — направляющая втулка; 2 — клапан; 3 — головка блока цилиндров
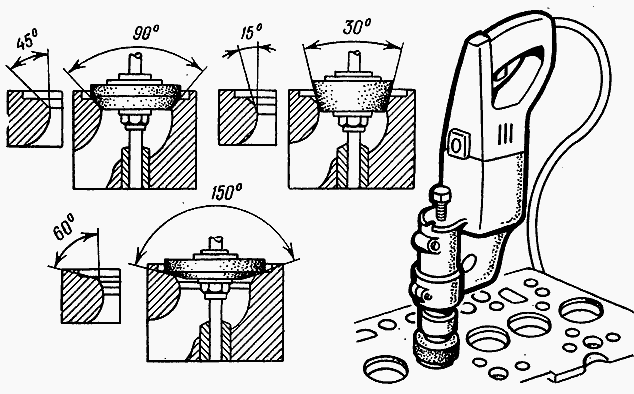
Рис. 2.1.26. Обработка седла клапана в головке блока цилиндров МТЗ-80
При рисках, раковинах, прожогах на рабочей фаске седла первоначально фаску шлифуют до выведения следов дефекта и проверяют состояние седла по утопанию тарелки нового клапана. Если утопание не превышает допустимого размера, то седло продолжают обрабатывать.
Нижнюю кромку рабочей фаски седла в головке цилиндров обрабатывают шлифовальным кругом с углом конуса 150°, а верхнюю кромку — 60°. Ширина рабочей фаски седла для впускных клапанов должна быть 2,0—2,5 мм для выпускных — 1,5—2,0 мм.
После обработки тарелки клапана Д-240 и седла их взаимно притирают. Если ремонту были подвергнуты все клапаны и седла, то притирку ведут на ставке ОПР-1841 А.
При ремонте одного-двух клапанов притирку ведут пневматическим приспособлением 2213 (рис. 2.1.27), используя пасту из смеси микропорошка М20 с индустриальным или моторным маслом.
В процессе притирки клапан периодически вращают и приподнимают. Время от времени проверяют состояние притирающихся фасок клапана и седла.
Верхняя кромка матовой полоски рабочей фаски должна располагаться на расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана.
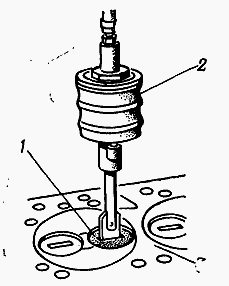
Рис. 2.1.27. Притирка клапана к седлу
1 — клапан; 2 — приспособление 2213; 3 — головка цилиндров
Если матовая полоска окажется значительно ниже или выше указанного расстояния, то седло снова обрабатывают шлифовальными кругами с углом конуса 60 и 150° и снова притирают клапан к седлу.
Перед сборкой клапанов Д-240 трактора МТЗ-80 проверяют длину и силу сжатия клапанных пружин на приспособлении МИП-100. Если параметры пружин выходят за допустимые значения, то пружины заменяют.
В некоторых случаях для компенсации длины и силы сжатия пружин под них устанавливают специальные шайбы, толщину которых можно определить по формуле: для впускного клапана А = В—1,3 мм; для выпускного клапана А = В—1,8 мм, где В — утопание клапана, замеренное после ремонта седла клапана.
После сборки клапанов выступание сухарей над плоскостью тарелки пружины должно быть не более 0,5 мм, утопание — не более 1,3 мм.
Для контроля герметичности клапанов впускные и выпускные каналы головки цилиндров заполняют керосином, который не должен просачиваться в течение 1,5 мин.
Перед установкой оси коромысел в сборе проверяют техническое состояние каждого коромысла. При наличии на бойках коромысел углублений более 0,3 мм поверхность бойка шлифуют до выведения следов дефекта.
Отклонение от параллельности рабочей поверхности бойка коромысла допускается не более 0,05 мм. При необходимости проверяют диаметр отверстий втулок коромысел. Зазор между втулкой и осью коромысел допускается не более 0,15 мм.
Источник
Тракторы МТЗ-80, 82, МТЗ-1221, 320, ЮМЗ, Т-40, Т-25, Т-150К. Запчасти, регулировки, техобслуживание и ремонт.
Базовые детали дизельного двигателя Д-260
Блок цилиндров Д-260
Блок цилиндров двигателя Д-260 трактора МТЗ-1221 является основной корпусной деталью и выполнен в виде моноблока, представляет собой жесткую чугунную отливку. В расточках блока установлены шесть съемных гильз, изготовленных из специального чугуна.
Гильза устанавливается в блок цилиндров по двум центрирующим поясам. В верхнем поясе гильза закрепляется буртом, в нижнем — уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров.
Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость. Поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала. На эти приливы установлены крышки.
Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками. Менять крышки местами не допускается.
Дизельный двигатель Д-260 ММЗ
1 – масляный картер; 2 – масляный насос; 3 – демпфер; 4 – шкив коленчатого вала; 5 – ремень вентилятора; 6 – крышка распределения; 7 – шкив натяжной; 8 – форсунка для охлаждения поршня; 9 – вентилятор; 10 – водяной насос; 11 – корпус термостатов; 12 – шатун; 13 – поршень; 14 – гильза цилиндров; 15 –колпак; 16 крышка головки цилиндров; 17 – головка цилиндров; 18 – блок цилиндров; 19 – задний лист; 20 – маховик; 21 – коленчатый вал; 22 – маслоприемник; 23 – распределительный вал.
Блок цилиндров МТЗ-1221 имеет продольный масляный канал, от которого по поперечным каналам масло подводится к коренным подшипникам коленчатого вала, а затем к шейкам распределительного вала и форсункам для охлаждения поршней.
Форсунки для охлаждения поршней установлены в блоке цилиндров в верхней части второй, четвертой и шестой опор коленчатого вала. На водораспределительном канале блока цилиндров имеется площадка для установки жидкостно-масляного теплообменника. Подвод и отвод масла от теплообменника осуществляется по каналам в блоке.
Для повышения жесткости нижняя плоскость блока цилиндров двигателя Д-260 смещена вниз на 80 мм относительно оси коленчатого вала.
К переднему торцу блока прикреплен стальной щит распределения и крышка распределения, а к заднему — стальной лист, посредством которого дизель соединяется с остовом трактора МТЗ-1221. Передней опорой дизеля служат два кронштейна, установленные на боковых поверхностях блока цилиндров. Снизу блок цилиндров закрыт масляным картером.
Головки блока цилиндров Д-260
Головка блока цилиндров Д-260 отлита из чугуна (одна головка на три цилиндра) — взаимозаменяемые. Во внутренних полостях головок цилиндров имеются впускные и выпускные каналы, закрываемые клапанами.
Для обеспечения отвода тепла головки цилиндров имеют внутренние полости, в которых циркулирует охлаждающая жидкость. Головки цилиндров имеют вставные седла клапанов, изготовленные из жаропрочного и износостойкого сплава.
На головках цилиндров трактора МТЗ-1221 устанавливаются форсунки (по 3 на каждую головку), стойки, оси коромысел с коромыслами, крышки головок и колпаки крышек, закрывающие клапанный механизм. Для уплотнения разъема между головками и блоком цилиндров установлена прокладка из безасбестового полотна.
Отверстия для гильз цилиндров и масляного канала окантованы листовой сталью. При сборке дизеля цилиндровые отверстия прокладки дополнительно окантовываются фторопластовыми кольцами.
Проверка затяжки болтов крепления головок блока цилиндров Д-260
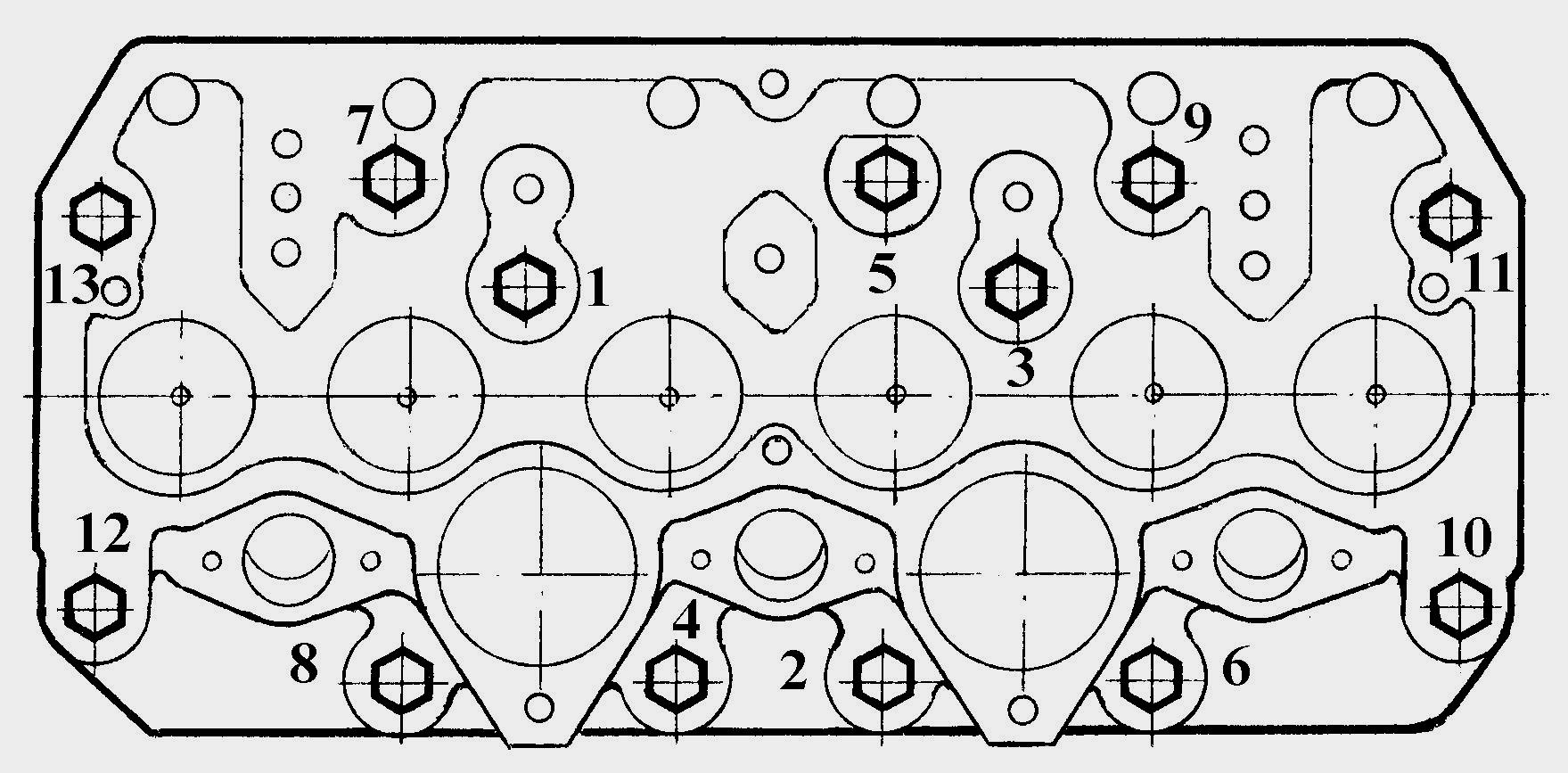
Рис.1 — Схема последовательности затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головок цилиндров двигателя Д-260 трактора МТЗ-1221 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующей последовательности:
— снимите колпаки и крышки головок цилиндров;
— снимите оси коромысел с коромыслами и стойками;
— динамометрическим ключом произведите затяжку всех болтов крепления головок цилиндров, предварительно отпустив их на 1/6 оборота, моментом 200:10 Нм в последовательности, указанной на рис.1.
После проверки затяжки болтов крепления головок цилиндров установите на место оси коромысел и отрегулируйте зазор между коромыслами и клапанами. Установите на место крышки головок цилиндров и колпаки крышек.
Кривошипно-шатунный механизм двигателя Д-260
Основными деталями кривошипно-шатунного механизма являются: коленчатый вал с коренными и шатунными подшипниками, маховик, поршни с поршневыми кольцами и пальцами, шатуны.
Коленвал Д-260 трактора МТЗ-1221 — стальной, имеет семь коренных и шесть шатунных шеек. Для уменьшения нагрузок на подшипники от сил инерции на первой, шестой, седьмой и двенадцатой щеках коленчатого вала устанавливаются съемные противовесы.
В шатунных шейках имеются полости для дополнительной центробежной очистки масла. Полости шеек закрыты резьбовыми заглушками.
Осевое усилие коленвала Д-260 и в расточках блока цилиндров и крышки четвертого коренного подшипника. Впереди и сзади коленчатый вал уплотняется манжетами.
На передний конец вала устанавливаются: с натягом шестерня привода механизма газораспределения (шестерня коленчатого вала) и шестерня привода масляного насоса, шкив привода водяного насоса, генератора, компрессора кондиционера воздуха (на тракторе МТЗ-1221). Для снижения уровня крутильных колебаний коленчатого вала на ступице шкива установлен демпфер силиконовый.
Поршень двигателя Д-260 ММЗ изготовлен из алюминиевого сплава. В днище поршня выполнена камера сгорания. В верхней части поршень имеет три канавки — в первые две устанавливаются компрессионные кольца, в третью — маслосъемное кольцо с расширителем.
Поршневой палец полый, изготовлен из хромоникелевой стали. Осевое перемещение пальца в бобышках поршня ограничивается стопорными кольцами.
Шатун двигателя Д-260 ММЗ — стальной, двутаврового сечения. В верхнюю головку его запрессована втулка. Для смазки поршневого пальца в верхней головке шатуна и втулке имеется отверстие. Расточка нижней головки шатуна под вкладыши производится в сборе с крышкой. Шатун и крышка имеют одинаковые номера, набитые на их поверхностях.
Крышки шатунов не взаимозаменяемы. Кроме того, шатуны имеют весовые группы по массе верхней и нижней головок. Обозначение группы по массе наносится на торцовой поверхности верхней головки шатуна. На дизеле МТЗ-1221 должны быть установлены шатуны одной группы.
Вкладыши коренных и шатунных подшипников коленвала Д-260 тонкостенные, изготовленные из биметаллической полосы. По внутреннему диаметру вкладыши изготавливаются двух размеров в соответствии с номиналом шеек коленчатого вала. Маховик изготовлен из чугуна, крепится к фланцу коленчатого вала болтами. На маховик напрессован стальной зубчатый венец.
Механизм газораспределения (ГРМ) Д-260
Механизм газораспределения ГРМ дизеля Д-260 ММЗ состоит из шестерен, распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок, сухариков, пружин, стоек и осей коромысел.
Распредвал — четырехопорный, получает вращение от коленчатого вала через шестерни распределения. Толкатели — стальные, имеют сферические донышки с наплавкой спецчугуном. Кулачки распределительного вала изготовлены с небольшим уклоном, за счет этого толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены.
Коромысла клапанов стальные, качаются на оси, установленной в стойках. Ось коромысел полая, имеет шесть радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-260 изготовлены из жаропрочной стали, перемещаются в направляющих втулках, запрессованных в головки цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые закреплены на его стержне при помощи тарелки и сухариков.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля через зазоры между стержнями клапанов и направляющими втулками. Шестерни распределения двигателя МТЗ-1221 размещены в картере, образованном щитом распределения, прикрепленным к блоку цилиндров, и крышкой распределения.
Проверка зазора между клапанами и коромыслами двигателя Д-260
Проверку и регулировку зазоров между клапанами и коромыслами двигателя Д-260 трактора МТЗ-1221 производите через 500 часов работы после проверки затяжки болтов крепления головок цилиндров или, при необходимости, на непрогретом дизеле (температура воды и масла должны быть не более 60С).
Величина зазора между торцами стержней клапанов и бойками коромысел должна быть 0,25 мм для впускных и 0,45 мм для выпускных клапанов.
При регулировке зазор между торцем стержня клапана и бойком коромысла на непрогретом дизеле Д-260 устанавливайте:
— впускные клапаны — 0,25 мм;
— выпускные клапаны — 0,45 мм;
Регулировку производите в следующей последовательности:
— снимите колпаки крышек головок цилиндров и проверьте затяжку болтов и гаек крепления стоек осей коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться);
— отрегулируйте зазоры в третьем, пятом, седьмом, десятом, одиннадцатом и двенадцатом клапанах (считая от вентилятора), затем проверните коленчатый вал на один оборот, установив перекрытие в шестом цилиндре, и отрегулируйте зазоры в первом, втором, четвертом, шестом, восьмом и девятом клапанах.
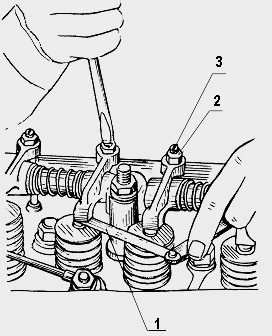
Рис.2 — Регулировка зазора в клапанах Д-260 МТЗ-1221
1 – щуп; 2- контргайка; 3 – регулировочный винт
Для регулировки зазора зазоров между клапанами и коромыслами двигателя отпустите в соответствии с рис.2 контргайку 2 регулировочного винта 3 и, вворачивая или выворачивая винт, установите между бойком коромысла и торцом стержня клапана необходимый зазор по щупу 1.
После установки зазора затяните контргайку и снова проверьте зазор щупом проворачивая штангу. По окончании регулировки зазора в клапанах поставьте на место колпаки крышек головок цилиндров.
Клапаны можно регулировать также на каждом цилиндре при положении поршня в верхней мертвой точке. Для этого проверните коленвал до момента установки поршня первого цилиндра в верхнюю мертвую точку, соответствующую концу такта сжатия и отрегулируйте зазор в клапанах первого цилиндра.
Проверните коленчатый вал на 1/3 оборота и отрегулируйте зазор в клапанах пятого цилиндра, т.е. зазор в клапанах регулируйте в последовательности, соответствующей порядку работы цилиндров (1-5-3-6-2-4), проворачивая коленчатый вал на 1/3 оборота по ходу часовой стрелки.
Источник