- Ремонт головок блока цилиндров ямз 238
- Притирка клапанов
- Ремонт трещин на ГБЦ двигателя
- Переборка клапанов головки блока цилиндров двигателя ЯМЗ
- Регулировка клапанов ЯМЗ 238
- Почему приходится регулировать клапана
- Порядок работы цилиндров двигателя ЯМЗ 238
- Расположение цилиндров в двигателе ЯМЗ 238
- Как установить поршень первого цилиндра
- Как проворачивать коленвал
- Заводской способ регулировки клапанов ЯМЗ 238.
- Торцевые отверстия маховика для проворачивания вала
- Регулировка клапанов ЯМЗ 238 за два оборота коленчатого вала.
- Зазоры клапанов ЯМЗ 238
Ремонт головок блока цилиндров ямз 238
Демонтаж и монтаж головки цилиндров
Головку цилиндров снимать только для устранения неисправностей деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи
3. Снять крышку головки цилиндров

4. Отвернуть гайки скоб крепления форсунок (рис. 1), снять форсунки (рис. 2), предохраняя распылитель от ударов и засорения отверстий

5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.

6. Отвернуть гайки крепления головки цилиндров (рис. 3), соблюдая последовательность, обратную затяжке (рис. 4) не менее чем за три приема:
— I — прием — до 147…118 Нм (15…12 кгс·м)
— II — прием — до 49…39 Нм (5…4 кгс·м)
— III- прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8. Если необходимо, осторожно снять прокладку головки цилиндров.
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке.
Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головки цилиндров.
Повторное использование металлической прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов в зоне газового стыка.
Повторное использование резиновой прокладки и уплотнителей возможно только при отсутствии трещин, повреждений, затвердевания.
Обратить внимание на правильность установки резиновой прокладки и уплотнителей.
Резьба должна быть смазана чистым моторным маслом.

Гайки крепления головок цилиндров затягивать на холодном двигателе в порядке возрастания номеров, как показано на рис. 4 не менее чем за три приема:
— I — прием — 39…49 Нм (4…5 кгс·м);
— II — прием — 118…147 Нм (12…15 кгс·м);
— III — прием — 216…235 Нм (22…24 кгс·м).
После затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.
Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей, а герметичность уплотнения не улучшится.
Притирка клапанов
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов.

Рассухаривание выполнять с помощью приспособления, изображенного на рис. 5.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла.
Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта.
Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива.
Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху.
Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров.
Допускается наносить пасту на фаску седла.
Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом.
Нажимая на клапан с усилием 20…30 Н (2…3 кгс), повернуть его на ⅓ оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении.
Нельзя выполнять притирку круговыми движениями.

Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 6).
Разрывы матового пояска и наличие на нем поперечных рисок не допускается.
При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рисунке 6.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
Внимание! Наличие даже незначительных остатков притирочной пасты на клапане или головке цилиндров могут привести к надиру и ускоренному износу гильз цилиндров и поршневых колец.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см. рис. 5).
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.

Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом.
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на ¼ оборота.
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться.
При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
Источник
Ремонт трещин на ГБЦ двигателя
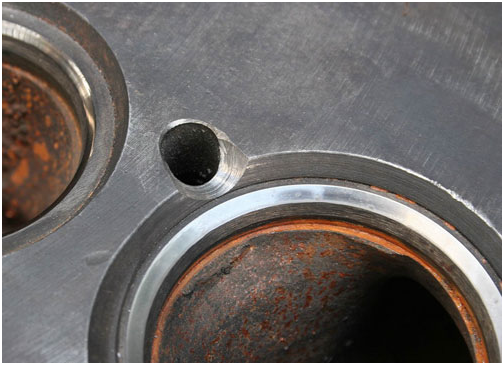
Рассмотрим ремонт трещин на ГБЦ двигателей ЯМЗ-238 с помощью применения Димета. На приведенных ниже изображениях показан полный цикл ремонта. Данная ГБЦ выполнена из чугуна. Поврежденная поверхность (в данном случае участок с трещиной) в обязательном порядке обрабатывается абразивом К-00-04-16. На изображении 1 показан дефект поверхности ГБЦ двигателя ЯМЗ-238 — трещина. Производится разделка трещины. Результат представлен на изображении 2. Точно такие же манипуляции производятся, если трещины идут в обе стороны от форкамеры к седлам клапанов. Напыление производится порошковой смесью А-20-11 на втором режиме ДИМЕТ-403. Седла клапанов необходимо закрыть заглушками. Форсунку также следует заглушить. С приходом опыта в формировании новой поверхности Диметом, отверстие под форсунку получается само собой. После того, как необходимый слой металла нанесен нужно обработать поверхность с помощью фрезерования. Результат этого процесса можно увидеть на изображении 4. Аппарат ДИМЕТ 405 используют авторемонтные предприятия, которые специализируются на ремонте ГБЦ автомобилей различных марок, и в особенности грузовых, но при наличии участка разборки можно также применять и 412-ю модель.

Изображение 1. Трещина на поверхности ГБЦ двигателя ЯМЗ-238.
Изображение 2. Выборка трещины.

Изображение 3. Поверхность, после напыления составом А-20-11.
Источник
Переборка клапанов головки блока цилиндров двигателя ЯМЗ
В настоящее время мы перебираем двигатель ЯМЗ-238ДЕ2 на тягаче МАЗ-543205-226 который мы купили в составе сцепки за 350 000 рублей в марте 2020 года. Продавец сделал нам хорошую скидку так как двигатель сапунил — это и стало основной причиной его переборки.
Разборка двигателя предполагает снятие головок блока цилиндров, что приводит к замене 2 прокладок головок блока цилиндров, так как двигатель ЯМЗ-238ДЕ2 V-образный. Это достаточно трудоемкая процедура требующая новых прокладок ГБЦ и протяжку головки блока цилиндров. В связи с этим, если пришлось снимать головки блока, то нужно максимально внимательно проверить состояние всего двигателя, а в частности блока цилиндров, поршневой группы, головки цилиндров блока.
В нашем случае, одной из неисправностей которые мы обнаружили была сломанная пополам направляющая втулка клапана на головке цилиндра. Замена втулки клапана требовала рассухаривание клапана, замену втулки, её развертывание на 12мм и обратную сборку клапана. Также необходимо проверять состояние маслосъемных колпачков, в нашем случае все они были в плохом состоянии, а на некоторых клапанах просто-напросто отсутствовали. Поэтому приняли решение полностью перебрать клапана.
Для разборки и сборки клапанов нужен специальный съемник — рассухариватель клапанов, в продаже не было для двигателя ЯМЗ, поэтому купили для ГАЗ. Также для ремонта клапанов нам потребовалась регулируемая развертка — для развертки отверстия на 12мм в направляющей втулке клапана. Смотрите фото отчет и не забывайте нажимать на стрелочку.
Источник
Регулировка клапанов ЯМЗ 238
Почему приходится регулировать клапана
Регулировка клапанов на двигателе ямз 238 производится по разным причинам. Двигатель работает исправно. В результате трения деталей газораспределительного механизма увеличиваются зазоры. Регулировка позволяет уменьшить зазоры до рабочего состояния. Происходит износ седел и клапанов зазоры уменьшаются.
Поэтому через каждые 10000 – 20000 км необходимо проверять величину тепловых зазоров. Помимо этого случаются поломки двигателя. Снимется головка блока цилиндров. Ремонтируются коромысла. Меняется прокладка головки блока цилиндров. После ремонта так же требуется производить регулировку зазоров в клапанах.
Двигателя ЯМЗ пока они новые кажутся очень надежными, мощными. Создаётся впечатление, что этот двигатель никогда сломаться не может. Но это только первое впечатление. Потом он создаёт одну проблему за другой. Это просевшие гильзы, течь охлаждающей жидкости из под резиновых уплотнений гильз и дугие причины. Их возникает много когда приходится снимать головку блока. По окончании ремонта остаётся проблема регулировки клапанов.
Конечно же, опытные мотористы легко с этим справляются, для них это вообще не проблема. Где взять моториста если машина сломалась в поле или на трассе. Да и отдавать лишние деньги в принципе за незначительную услугу, бывает просто жалко. Поэтому лучше самому раз один раз разобраться и не на кого не рассчитывать.
При регулировке клапанов необходимо знать порядок работы цилиндров двигателя. Для того чтобы понимать клапана какого цилиндра регулировать следующими.
Порядок работы цилиндров двигателя ЯМЗ 238

В таком порядке работают все v-образные восьми цилиндровые двигатели. Это означает, что поршень первого цилиндра подошел в ВМТ в момент сжатия. Произошел впрыск топлива в камеру сгорания перого цилиндра Клапана первого цилиндра закрыты. И именно в этом положении на не работающем двигателе можно регулировать клапана первого цилиндра.
Следующим согласно порядка работы двигателя в работу вступит 5 цилиндр. Поршень пятого цилиндра подойдет к вмт произойдет впрыск топлива. Клапана в этот момент закроются. Это положение и будет для регулировки клапанов пятого цилиндра. Так далее. Согласно порядка будут работать остальные цилиндры. То есть необходимо подводить поршень каждого цилиндра в верхнюю мертвую точку по очереди согласно порядка работы.
Помимо этого необходимо хорошо знать расположение цилиндров в двигателе
Расположение цилиндров в двигателе ЯМЗ 238

Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.
Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Заводской способ регулировки клапанов ЯМЗ 238.
В руководстве по эксплуатации предлагается выставить поршень первого цилиндра в ВМТ в момент сжатия. Таким же образом как уже написано. Отрегулировать клапана первого цилиндра. Затем перейти на пятый цилиндр. Начать вращать коленчатый вал. Выпускной клапан первого цилиндра уже закрыт. Коромысло впускного клапана движется и в какой то момент впускной клапан закрывается и коромысло становятся неподвижным. В этот момент можно еще немного провернуть коленчатый вал. Только для того чтобы убедится в том что клапана закрыты и коромысла неподвижны.
В этом положении можно регулировать клапана. Приблизительно вал должен провернуться на 90 градусов но это не очень важно. Далее переходим на четвертый цилиндр и также проворачиваем вал до тех пор пока не закроется впускной клапан четвёртого цилиндра. После того как клапана закрылись а коромысла стали не подвижны. Регулируем клапана четвёртого цилиндра. Затем переходим на 2 цилиндр и так далее до 8 цилиндра. Кажется что не очень точно. Но на самом деле очень практично. Не нужно лазить под двигателем, искать метки маховика. Достаточно того что совместились метки на топливном насосе в момент установки поршня первого цилиндра.
Торцевые отверстия маховика для проворачивания вала
Коленчатый вал можно проворачивать за маховик при помощи воротка вставляемого в торцевые отверстия. Как это принято на Камазе. Соседние отверстия делят сектор маховика на 30 градусов. То есть если установить поршень первого цилиндра как положено в момент сжатия. И отрегулировать клапана . Следующие клапана регулируются на пятом цилиндре. Для этого необходимо провернуть маховик на три отверстия. Коленвал при этом повернётся на необходимые 90 градусов. И так через каждые три отверстия регулируем следующие цилиндры.
Все эти сбособы предполагают регулировку клапанов каждого цилиндра в отдельности. Кажется, что вы затрачиваете на это много времени. Потому что приходится постоянно прокручивать маховик. Но для этих способов достаточно только знать порядок работы цилиндров V-образного восьмицилиндрового двигателя. Его вам скажет любой профессиональный водитель. Зная порядок работы, вы смело можете регулировать клапана. Есть еще альтернативный способ регулировки клапанов за два оборота.
Регулировка клапанов ЯМЗ 238 за два оборота коленчатого вала.
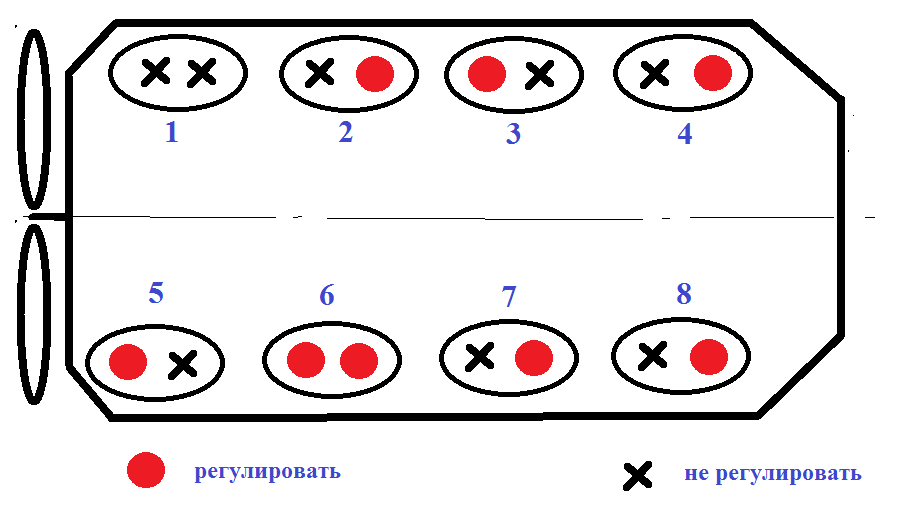
Заключается он в следующем. Как и во всех описанных случаях выставляется поршень первого цилиндра в вмт в момент сжатия. Но выставляется он уже более точно по меткам коленвала . Совмещается предварительно метка ТНВД затем метка на шкиву совмещается с «0» на передней крышке. И регулируются клапана согласно схемы
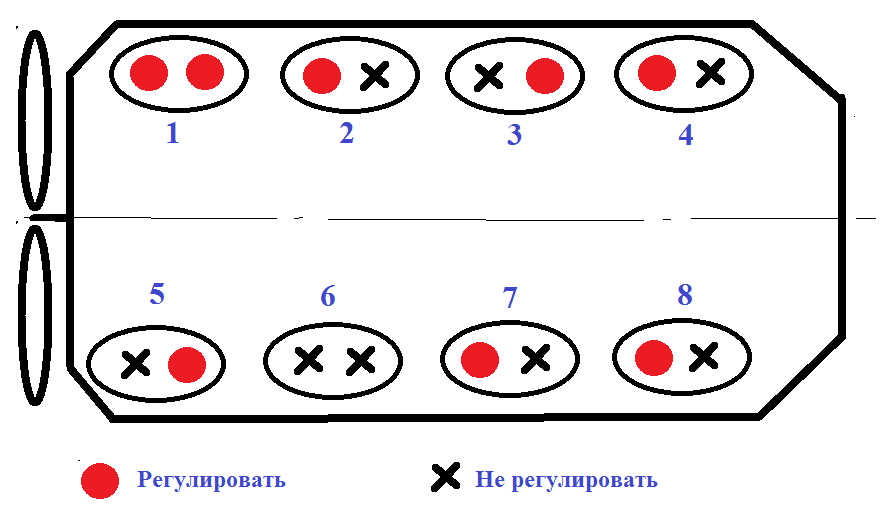
Затем коленчатый вал проворачивается на один оборот то есть 360 градусов. Снова выставляются метки шкива коленвала или маховика на «0» и регулируются следующие клапана.
Но где здесь сильно экономится время. Мне не совсем понятно. Коленвал также проворачивается на два оборота. Разве что меньшее количество подходов. Требуется более точная установка коленчатого вала. Что тоже не очень выгодно. Лазить под машиной и выискивать метки которые забиты грязью или просто не читаются. Да и схему эту запомнить и держать в голове до следующей регулировки не получится. По закону подлости в нужный момент она не окажется под рукой.
Поэтому этот способ лучше забыть и не когда им не пользоваться. Крутить вал реже, а суеты на много больше. Клапана можно от большого изобилия информации просто перепутать. Оставим этот способ для очень умных водителей. Которые потом всё равно переделают клапана по другому. Если ММЗ для двигателя Д 240 предлагает регулировку клапанов за два оборота. То да это удобно и точно. Камаз и ЯМЗ ни чего об этом не говорят то и нечего лезть в дебри. Конструкторам виднее. Для них важно чтобы мотор ходил долго. Мотор не прощает даже мелких ошибок.
Зазоры клапанов ЯМЗ 238
Регулировка клапанов на ЯМЗ 238 предполагает установку зазоров в пределах 0,25-0,3 мм. Впускные и выпускные клапана имеют одинаковый зазор. Если устанавливается щуп 0,25 мм, он должен входить между коромыслом и шейкой клапана без особого усилия, свободно. Если устанавливаете щуп 0,3 мм. он должен входить с усилием, но не так что бы совсем не лезть между клапаном и коромыслом.
После того как клапана отрегулированы. Желательно завести двигатель с открытыми клапанными крышками. Это нужно для того что бы проверить тот ремонт который был сделан до регулировки клапанов. Проверить необходимо топливные трубки на возможность утечки топлива. В случае утечки топливо будет попадать в картер двигателя. Да и просто так лишний раз проверить это не мешает.
Источник