- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
- Ремонт Гбц Ваз
- Процесс ремонта гбц
- Демонтаж
- Рассухаривание клапанов
- Замена направляющих
- Зенковка
- Притирка
- Проверка герметичности
- Замена маслосъемных колпачков
- Замена прокладки гбц
- Сборка гбц ваз
- Монтаж на блок цилиндров
- Замена седел клапанов
- Ремонт постели гбц
- Особенности ремонта головки блока цилиндров лада гранта
- Нужно ли шлифовать гбц при замене прокладки
- Надо ли протягивать гбц после замены прокладки
- Обкатка после замены клапанов
- Неисправности после ремонта гбц или замены прокладки
- Машина не заводится
- Двигатель троит
- Двигатель дымит
- После замены клапанов жрет масло
- После замены клапанов нет компрессии
- Ремонт головки автомобиля Ока
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель. 
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы. 
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Источник
Ремонт Гбц Ваз
Проведение ремонта головки блока цилиндров (ГБЦ) вынужденная мера, связанная с неисправностью ДВС. Симптомы неисправности:
- Дымит
- Жрет масло
- Заводится не с первой прокрутки стартером
- Мотор не заводится
- Из-за обрыва клапана
Ремонт ГБЦ осуществляется после точной установки причины неисправности, которую можно установить методом диагностики, как на карбюраторном двигателе, так и на инжекторе.
На автомобиле одна и та же неисправность может быть вызвана разными причинами. Например, двигатель стал работать с перебоями или троит, то это еще не значит, что виновником неисправности является головка блока. Ремонт является дорогостоящей операцией и поэтому в первую очередь необходимо определить:
- правильно ли работают свечи, высоковольтные провода и катушка зажигания;
- исправность топливных форсунок;
- наличие коммутационного сигнала на разъемах форсунок и катушки зажигания;
- обеспечивает ли бензонасос необходимое давление топлива в рампе.
При отсутствии неисправностей в системе управления инжекторным двигателем можно приступить к ремонту ГБЦ.
Далее рассмотрим на примере 8 клапанного двигателя автомобилей семейства ВАЗ: 2108, 2109, 2110, 2111, 2113, 2114, 2115, гранта, калина, приора основы ремонта головки блока цилиндров.
Процесс ремонта гбц
Демонтаж
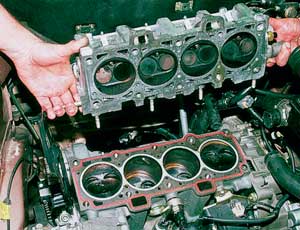
На автомобилях с 8 кл двигателем головки блока однотипные и взаимозаменяемые. Соответственно, вся механика действий проводится независимо от модели автомобиля по единой технологии ремонта. Приступая к демонтажу ГБЦ проводится общая подготовка автомобиля и инструмента. Первое необходимое действие – это отключение бортовой электрической сети от аккумуляторной батареи. Для этого достаточно снять минусовую клемму с АКБ. Второе действие направлено на производство работ, в части касающихся слива охлаждающей жидкости из блока цилиндров, вывернув пробку, находящуюся между третьим и четвертым цилиндрами. Необходимость слива жидкости из радиатора отсутствует.

Снять корпус воздушного фильтра с резиновым патрубком, открутив хомут на дроссельном узле. Отсоединить топливные магистрали от рампы форсунок.
Отсоединить тросик привода управления дроссельной заслонкой от дроссельного узла.
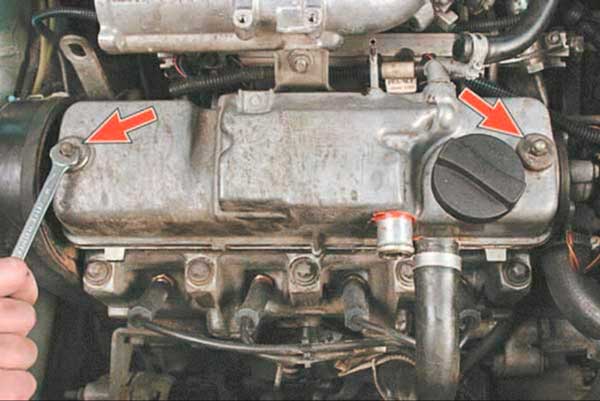
Открутить две гайки клапанной крышки и снять ее. Прокладку крышки клапанов при сборке необходимо заменить на новую.
После проведения общих подготовительных работ приступаем непосредственно к разборке деталей и узлов, препятствующих окончательному подъему головки от блока цилиндров.
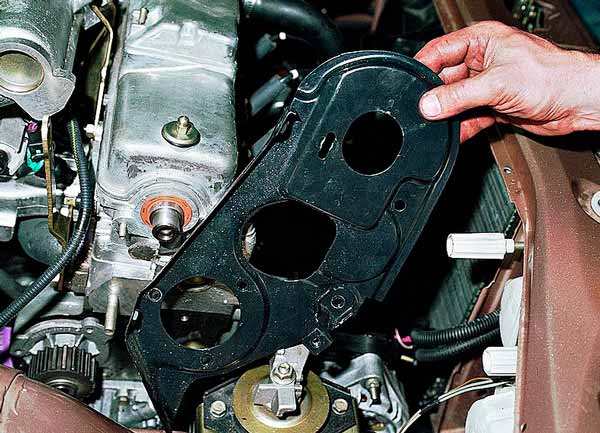
Открутить три болта защитной крышки механизма ремня ГРМ и снять крышку.
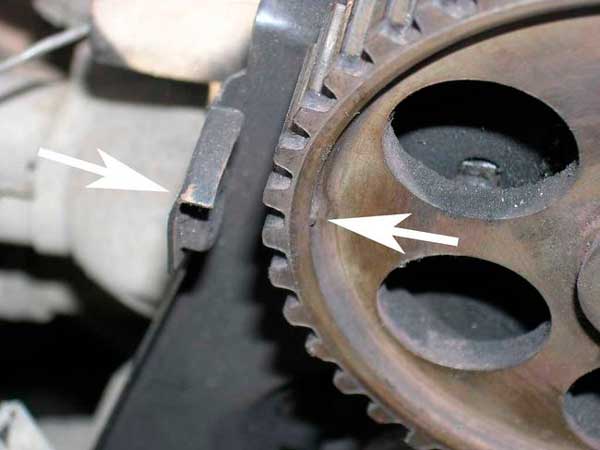
Установить поршень первого цилиндра в положение верхней мертвой точки, при этом метка на шестерне распредвала должна расположиться напротив загнутой скобы корпуса крышки.

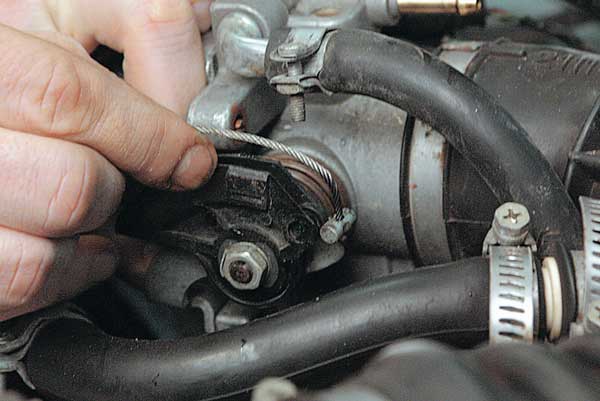
Зафиксировать положение коленчатого вала специальной гребенкой через смотровое отверстие на корпусе маховика.

Открутить гайку, удерживающую ролик натяжителя ремня ГРМ и снять его с комплектом шайб.
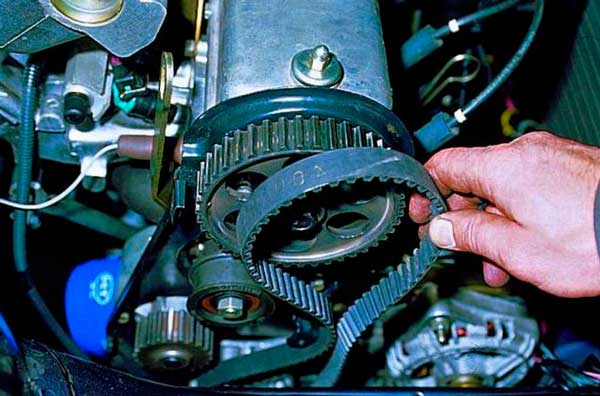
Снять ремень с шестерни распределительного вала и помпы, отвести его в сторону.

Удерживая распределительный вал открутить болт от шестерни снять ее.
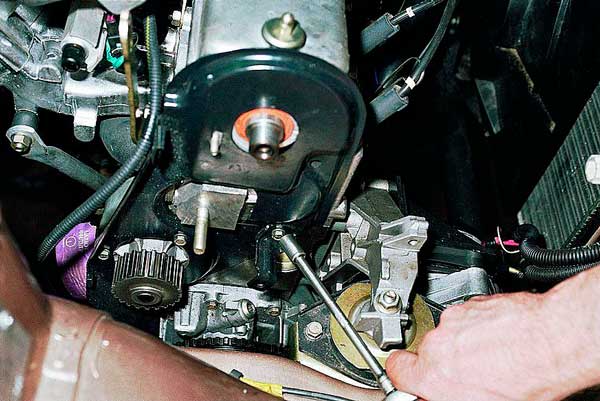
Открутить болты, крепящие отражатель к корпусу ГБЦ и блоку цилиндров и снять его вместе с помпой.

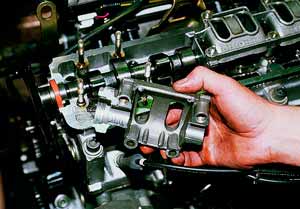
Далее необходимо открутить две гайки и болт от боковой крышки распредвала и снять ее, а также снять корпус термостата, крепящегося на шпильках.
Открутить гайки крепления верхних крышек постели распредвала. Снять крышки и рапредвал.
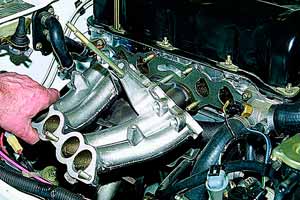
Открутить все гайки крепления выпускного и впускного коллекторов и отделить их от головки в сторону лобового стекла.

Болты крепления ГБЦ чаще всего изготовлены под ключ торкс (Torx External). Головка такого болта имеет форму шестилучевой звезды и его применение основано с целью уменьшения ее размеров.
Рассухаривание клапанов

Конструктивно в ГБЦ стержень клапана проходит через направляющую, запрессованную в тело головки. Работу механизма клапана обеспечивают последовательно собранные детали: нижнее седло пружины, маслосъемный колпачок, пружина внешняя, пружина внутренняя, верхнее конусное седло, сухари-фиксаторы.
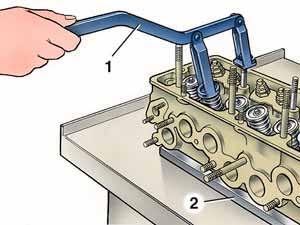
Для дальнейшей работы, связанную с заменой клапана или седла, выпрессовки направляющей втулки узел подлежит разборке. Выполнить операцию разборки не сложно, имея в наличии приспособление «рассухариватель», представляющий собой систему рычагов. Конечная точка рычага крепится к опорной поверхности, а средняя часть упирается кольцом на верхнее седло пружины. Оказывая рычагом давление на седло пружины, открывается доступ к конуснообразным сухарям, которые снимаются пинцетом.
В случае выполнения рассухаривания своими руками и не имея в наличии приспособления, такое действие можно выполнить ударом молотка, предварительно подобрав оправку под размер верхнего седла пружины.
Замена направляющих
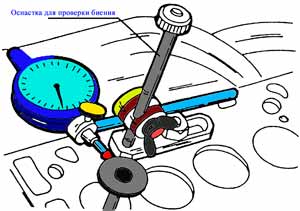
Направляющие клапанов подлежат замене в случае превышения допустимого биения, составляющая для выпускных клапанов не более 0,6 мм, а для впускных не более 0,4 мм.
Биение проверяется специальной оснасткой, состоящей из массивной плиты, которая крепится на уже подготовленной на фрезерном станке поверхности головки. Штатив позволяет удерживать микрометр в нужном положении, перемещая его вертикально и горизонтально. Отклонив клапан, вставленный в направляющую по направлению движения штока до упора, подводят рабочую головку микрометра до касания с тарелкой клапана. Стрелку на микрометре устанавливают на ноль вращая шкалу и отклоняют клапан навстречу движения штока микрометра. Показания стрелки не должно превышать 40 делений для впускного клапана и 60 делений для выпускного.
В случае превышения допустимых норм, направляющая специальной выколоткой выпрессовывается и так же запрессовывается новая. Затем обрабатывается развертками.
Следует иметь ввиду, что направляющая для выпускного клапана на внутренней поверхности имеет теплоотводящую нарезку по всей ее длине, а впускного только до половины длины.
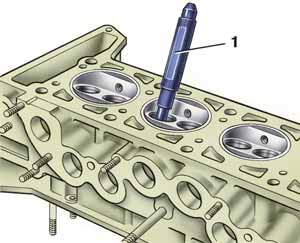
Зенковка
При установке новой направляющей клапана его осевая линия в большинстве случаев не будет совпадать с центральной осью седла. Для восстановления соосности и плотного прилегания тарелки клапана к седлу проводится обработка его кромок специальными фрезами, имеющими три угла наклона фасок:
- верхний коррекционный угол – 30 0
- угол седла клапана — 45 0
- нижний коррекционный угол — 60 0

Комплект фрез для проведения зенковки впускных и выпускных клапанов и оправкой к ним приобретается в специализированных торговых сетях.
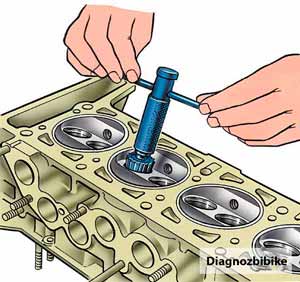
Притирка
Притирка пары седла-клапан выполняется для получения герметичного уплотнения. Притирку осуществляют, используя дрель, ручной цанговый рычаг, оснащенный пружиной возврата, или пневматическим приспособлением с набором присосок разных размеров. В качестве абразива применяют состав из шлифовального порошка и моторного масла или используют готовые притирочные пасты.
Перед притиркой нужно смазать стержень клапана маслом и установить клапан в направляющую. Затем подготовить приспособление и приподняв тарелку клапана над седлом уложить по кромке тарелки притирочную пасту.

Совершая вращательные движения вокруг оси клапана в сочетании с возвратно-поступательными осуществляется притирка клапана к седлу. Появление на фаске седла матового серого пояска свидетельствует о качестве притираемых поверхностей.
Проверка герметичности

По завершению притирочной операции окончательно проверить качество уплотнения керосином при закрытых клапанах. Если течь керосина, при выдержке продолжительностью 2-3 часа не обнаруживается, то можно окончательно собирать ГБЦ. При выявлении течи, операцию по притирке следует повторить.
Замена маслосъемных колпачков
Замена маслосъемных колпачков производится в обязательном порядке при ремонте ГБЦ. В течении эксплуатации двигателя возможны варианты, когда дефектный маслосъемный колпачок (сальник) слетает с верхней части направляющей клапана и свободно перемещается по его стержню. Симптомом неисправности, связанной с маслосъемным колпачком, является появление дыма из глушителя при перегазовке и незначительное падение уровня масла в картере. При появлении неисправности во время эксплуатации двигателя маслосъемные колпачки можно заменить, не снимая ГБЦ с двигателя. Достаточно разобрать клапанную крышку и снять распределительный вал.

Рассухарить клапанный узел, убрать пружины и специальным инструментом (клещи-съемники, ударная цанга) снять поврежденные колпачки.

Новые колпачки смазать маслом и легкими ударами молотка через специальную оправку запрессовать на верхнюю часть направляющей.

Собрать в обратном порядке клапанный узел, распределительный вал и отрегулировать тепловые зазоры клапанов.
Замена прокладки гбц
При ремонте или в случае повреждения прокладки ГБЦ необходимо снять головку с двигателя. Рабочую часть поверхности необходимо выровнять шлифовкой (выполняется эффективнее на фрезерном станке). Очистить от следов старой прокладки сопрягаемую поверхность блока цилиндров, продуть воздухом от частиц и пыли, а также резьбовые колодцы для болтов, крепящих головку.

Уложить на поверхность блока цилиндров новую прокладку и произвести монтаж в обратной последовательности.
Сборка гбц ваз
Сборку головки блока цилиндров необходимо начинать после тщательной продувки поверхности от сторонних предметов и частиц. Особенно обратить внимание на чистоту внутренних поверхностей направляющих клапанов и каналов подвода масла на постелях рапредвала. Смазать моторным маслом посадочные места и сальник распредвала, стержни клапанов, толкатели и маслосъемные колпачки.
Вставить клапаны в направляющие (каждый клапан после притирки строго принадлежит соответствующему цилиндру). Ориентировать на столе ГБЦ для сборки клапанных узлов и уложить нижние шайбы пружин. Специальной ударной оправкой запрессовать маслосъемные колпачки и продолжить сборку внешней и внутренней пружин. Уложить верхние конические шайбы на пружины и специальным инструментом – рассухаривателем установить сухари — фиксаторы.
Следующим этапом сборки является установка толкателей, которые так же, как и клапаны вставляются в строгом соответствии с соответствующим цилиндром. Окончательной операцией сборки ГБЦ является установка распредвала. Распредвал вместе с сальником укладывается на постель и сверху накидываются крышки. Предварительно на крайних точках контакта с поверхностью ГБЦ наносится тонким слоем герметик. Крышки затягиваются гайками и головка готова к монтажу на двигатель.
Нужен ли герметик для сальника распредвала? Такой вопрос задают начинающие мотористы. Резинотехнические детали, при их хорошем качестве исполнения не нуждаются в дополнительном использовании герметика.
Монтаж на блок цилиндров

Перед проведением монтажа необходимо почистить и продуть сжатым воздухом поверхность блока цилиндров от инородных частиц, пыли, капель масла и тосола.
Уложить прокладку ГБЦ на поверхность блока цилиндров и аккуратно установить головку, контролируя ее положение по фиксирующим втулкам.
Далее устанавливаются болты крепления головки и делаются 4 этапа протяжки динамометрическим ключом:
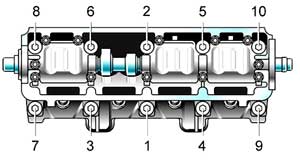
Следующие этапы монтажа выполняются согласно схемы технологического процесса в обратном порядке разборки, описанные выше.
Замена седел клапанов
При прогаре седел и их разрушении, а также если сильно утоплены в тело головки («просажены») или подвергались неоднократной зенковке требуется их замена. Замена седел производится на фрезерном станке. Дефектное седло растачивается фрезой и удаляется из гнезда. Затем головку, согласно технологии, помещают в термопечь и нагревают до 120-150 градусов. Заготовки седел в виде колец помещают в жидкий азот для снижения их температуры до минус 40 град. Щипцами укладывают охлажденные кольца будущих седел в гнезда и легким постукиванием запрессовывают в тело головки. Дальнейшие операции по обработке фасок седел выполняются на специальном фрезерном станке или вручную набором фрез.
Ремонт постели гбц

При наличии люфта распредвала в постели ГБЦ, превышающим допустимую норму необходимо произвести ремонт постели или напыление шеек распредвала с последующей механической его обработкой. Данные операции доступны в механических мастерских со специализированным оборудованием.
Особенности ремонта головки блока цилиндров лада гранта
Двигатель автомобиля лада Гранта имеет различия с мотором Калины. Головка блока, в сравнении с «калиновской» увеличина по высоте на 1,2 мм. Это связано с изменением камеры сгорания. Установлены облегченные поршня. Ремень ГРМ фирмы «Гейтс» доработан, работает в диапазоне температур от минус 40 до плюс 40 градусов. Заявленный пробег ремня до 200 тысяч километров.

Основной особенностью ремонта ГБЦ гранты является применение металлокерамических седел. На автомобиле Калина, 2114 и т.д. применены чугунные седла, которые возможно обработать вручную, используя комплект отечественных шарошек.

Обработка металлокерамических седел требует износоустойчивого режущего инструмента. С целью успешной их обработки, головку устанавливают на станок NEWENContour—BB, разработанный специально для оперативной обработки седел и направляющих клапанов с цифровым управлением или вручную инструментом Neway.
Нужно ли шлифовать гбц при замене прокладки
Обязательно ли шлифовать поверхность головки при замене прокладки? Если прокладка ГБЦ получила повреждение, то поверхность рабочей поверхности головки необходимо подвернуть шлифовке. Повреждение прокладки не произойдет без причины, следовательно, возможно произошел перегрев головки и ее «повело» из-за локальных температурных перепадов, не соблюдался рекомендуемый порядок затяжки болтов. Шлифовать поверхность головки рекомендуется.
Надо ли протягивать гбц после замены прокладки
Протягивание ГБЦ производится в четыре этапа динамометрическим ключом, с перерывами на 30 минут между этапами. Первая затяжка выполняется усилием в 20 Н*м вторая – 85,7 Н*м, третья – поворот ключа на 90 0 и четвертая – поворот ключа на 90 0 . Повторно протягивать после определенного пробега, как практикуется на двигателях УМЗ, не требуется.
Обкатка после замены клапанов
После замены клапанов и сглаживания микроскопических неровностей на трущихся деталях (если еще и произведена дополнительно замена направляющих) обкатка проводится на протяжении 500 км пробега. Во время обкатки важно не нагружать двигатель и контролировать его температуру. Резкие увеличения максимальных оборотов, особенно на холостом ходу не допустимы. После проведения обкатки необходимо повторно отрегулировать тепловые зазоры клапанов и проверить натяжение ремня ГРМ и генератора.
Неисправности после ремонта гбц или замены прокладки
Машина не заводится
В случае отсутствия запуска машины после замены прокладки необходимо проверить наличие искры на свечах зажигания, давление топлива в рампе. Убедиться в отсутствии подсоса воздуха через штуцер на ресивере, предназначенный для трубки вакуумного усилителя тормозов.
Двигатель троит
Также, как и при капитальном ремонте головки, замена прокладки ГБЦ сопряжена с снятием головки и, соответственно, разъединением с датчиков разъемов, снятием высоковольтных проводов, трубок, подключаемых к впускному коллектору (ресиверу) от вакуумного усилителя тормозов, адсорбера, регулятора давления топлива.
Если двигатель троит после монтажа ГБЦ необходимо проверить все электрические соединения и наличие подсоса воздуха, а также тепловые зазоры клапанов ГРМ. Реабилитация после замены клапанов обычно длится на протяжении 500 км пробега, но возможны случаи, когда после первого запуска необходимо корректировать тепловые зазоры.
Неисправность, связанная с троением двигателя после ремонта может носить и временный характер, так как свечи зажигания могут быть мокрыми и после нескольких запусков, благодаря продувке и прокалке двигатель начинает работать ровно.
Двигатель дымит
После замены прокладки двигатель с увеличением температуры дымит. Такая ситуация является вполне нормальной. Сливается тосол, при разборке на поверхность двигателя попадает моторное масло и в процессе нагрева двигателя все эти жидкости испаряются, вызывая задымление.
После замены клапанов жрет масло
Заменили маслосъемные колпачки без снятия ГБЦ. Возможно установлены дефектные маслосъемные колпачки или произошло их повреждение во время запрессовки неисправной оправкой.
После замены клапанов нет компрессии
После замены клапанов рекомендуется прогреть ДВС и произвести измерение компрессии. В случае выявления низкой компрессии в одном или нескольких цилиндрах проверить и отрегулировать тепловые зазоры клапанов. Если нет компрессии во всех цилиндрах, и она равна нулю, то необходимо снять ГБЦ с целью ревизии целостности деталей газораспределительного механизма и при необходимости произвести комплексный ремонт двигателя.
Ремонт головки автомобиля Ока
Двигатель автомобиля Ока – это в буквальном смысле половина двигателя ВАЗ-2114, имеет всего два цилиндра. Все операции по ремонту ГБЦ мотора этой машины осуществляются идентично полноценному четырехцилиндровому двигателю. Особенностью ремонта головки является уменьшение норма — часов почти в два раза.
Источник