Moskvich 412 — 2140 Переходная Модель › Logbook › Двигатель: Ремонт ГБЦ.

Всем доброго времени суток. Сразу после разбора двигателя я собрался начать ремонт ГБЦ, но прежде этого я снял вторую Голову со своего двигателя. Предварительный осмотр показал, что моя ГБЦ в лучшем состоянии, по сравнению с второй (ровная плоскость и без всяких кратеров и раковин), и было принято решение за основу взять именно мою голову.

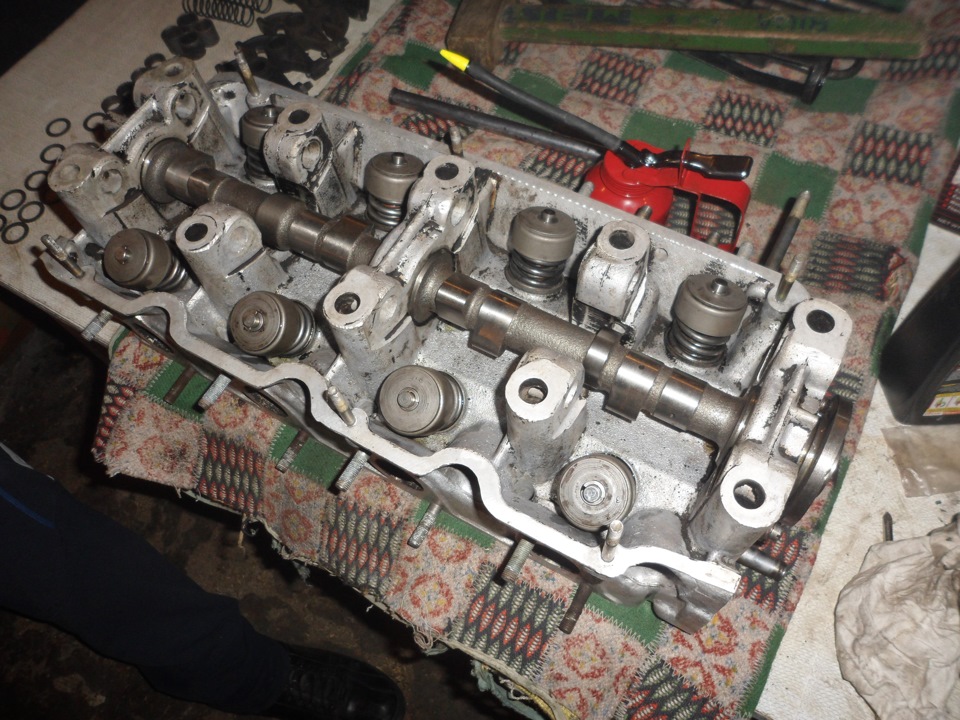
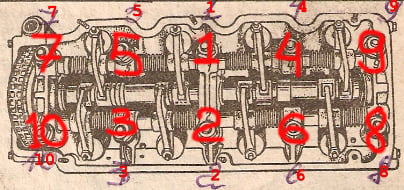
Естественно я разобрал Голову и вот что я увидел:
1) Кулачки распредвала были очень сильно «похаваны»


2)Коромысла тоже были очень изношены


Разобрав голову, и поверхностно её почистив, отдал на притирку клапанов и фрезеровку поверхности.

Направляющее клапанов оказались просто в идеальном состоянии. Осталось это все отмыть. Думал, щас… отвезу на мойку, там помоют и будет как новая… Отвезли с другом ГБЦ на мойку, там её 20 минут мойкой высокого давления мыли, и в итоге только слегка отмыли снаружи. Внутри все осталось так же само. Чём они только её не обрабатывали… ничего не помогло. И тут я понял, что мне придется вручную все это дерьмо отмывать. Поехал, купил средство для удаления нагара («Шуманит» к сожелению не нашел). Потратил на все это 2 дня, и в итоге почти чистая ГБЦ, также потом отвезли на мойку, чтобы её просто отмыли от этого средства.
Далее я начал отмывать все детали (пружинки, коромысла и т. д.)
После того, как я отмыл, я разобрал вторую ГБЦ, чтобы с неё снять хорошие запчасти и поставить на эту (например РВ и коромысла). На этой ГБЦ они были в отличном состоянии.
Но тут я решил попробовать поставить Равпредвал из другой ГБЦ в свою, и мягко говоря был удивлён: Распредвал ходил в постели ГБЦ как карандаш в стакане, хотя при родном РВ все было идеально. А если поставить свой РВ в другую ГБЦ, то он вообще не входил. Я спросил у знающих людей и они сказали, что все ГБЦ были одинаковые, и скорее эта ГБЦ ремонтировалась (точился вал и вставлялась втулка)
Ну что ж поделать, пришлось покупать новый Распредвал:


Он уже заходил идеально, «как к себе домой». В даже намёка на люфт нет. Даже не знаю, хорошо это или плохо, так как тепловой зазор обязательно должен быть.
Купили все сальники, новые сухари (фиксаторы клапана) и начали сборку.


Все прошло просто идеально, даже сам не ожидал. Все ходит идеально, ни малейшего люфта. Как новая!
Ну и мы решили её покрасить. Взяли термостойкую краску, и покрасили (в гараже было примерно +20, так что условия просто отличные.

Ну вот и все. ГБЦ готова. Следующая Запись будет уже про ШПГ…Надеюсь…
Источник
Москвич 412 (АЗЛК и ИЖ): УЗАМ 412: ГОЛОВКА блока цилиндров (ГБЦ), ремонт, снятие,
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
снятия Для головки цилиндров, проделайте следующие отверните:
2. НАПРАВЛЯЮЩЕЙ Замена ВТУЛКИ КЛАПАНА
Последовательность ремонта головки (ГБЦ блока цилиндров) автомобиля Москвич Направляющую
412 втулку клапана меняют в следующей Выпрессуйте:
1. последовательности изношенную направляющую втулку клапана из Установите
2. ГБЦ головку цилиндров на сверлильный станок, наклонный имеющий стол, и выставляют ее так, чтобы станка шпиндель был расположен по оси отверстия втулки направляющей в головке
3. Разверните отверстие в головке которого, из цилиндров выпрессована втулка, под размер 15, 220-15, 247 мм;
4. Запрессуйте в развернутое отверстие ремонтную дет — втулку. 412-10070300-БР, имеющую увеличенный на 0, 25 мм диаметр наружный (15, 284-15, 272 мм.). Перед запрессовкой втулки направляющие, изготовляемые из металлокерамики, должны быть пропитаны предварительно в масле для двигателя в течение не Отверстие 1, 5 ч.
5. менее в запрессованной втулке разверните под 026 8, размер-8, 008 мм.
6. Проверьте прямолинейность оправкой 7, которая мм, 995 должна свободно проходить на всю втулки длину.
После обработки отверстий в направляющих обязательно втулках должны быть прошлифованы рабочие седлах на фаски клапанов для обеспечения их концентричности отверстий осям в направляющих втулках.
3. Ссылки на наш задавайте — форум вопросы
Источник
Москвич 412 (АЗЛК и ИЖ): УЗАМ 412: ГОЛОВКА блока цилиндров (ГБЦ), ремонт, снятие, купить
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
3. Ссылки на наш форум — задавайте вопросы
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
Для снятия головки цилиндров , проделайте следующие операции:
- 1. отверните семь гаек шпилек крепления крышки головки цилиндров и снимите крышку и провода, высокого напряжения от распределителя зажигания к свечам;
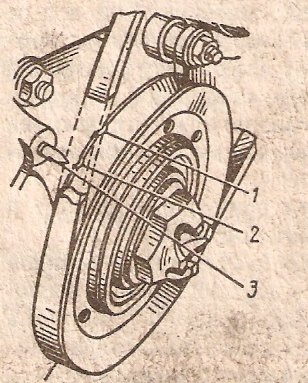
- 2. проверните коленчатый вал по часовой стрелке до положения, при котором поршень первого цилиндра находится в положении верхней мертвой точки (в.м.т.) такта сжатия. Метка в.м.т. на шкиве коленвала совмещена с острием установочного штифта на нижней крышке звездочек привода газораспределения.

- Примечание. Первая метка (по направлению вращения коленвала) используется при установке момента зажигания, а вторая метка соответствует ВМТ.
- 3. отверните семь болтов крепления верхней клапанной крышки и снимите крышку.
- 4. раскерните и отверните четыре болта крепления ведомой звездочки привода газораспределения и снимите звездочку с вала, не разъединяя ее от цепи. Во избежание соскакивания цепи с зубьев звездочки ее вместе с цепью свяжите проволокой.

- ВНИМАНИЕ!
- При разъединенном цепном приводе, но не снятой еще с блока цилиндров головке, не повертывайте коленчатый или распределительный вал в лю6ом направлении, даже на самый незначительный угол. Невыполнение повлечет к повреждению головки клапанов об поршни.
- 5. отверните 10 гаек крепления головки блока и снимите ее.
- ВНИМАНИЕ!
- При снятой головке не проворачивайте коленвал, так как из-за трения колец о зеркало гильзы цилиндров могут подняться, и под упорный нижний торец гильзы попадет накипь или продукты коррозии блока цилиндров, что приведет к нарушению уплотнения гильз.
- 6. снимите прокладку головки.
- После проверки и замены поврежденных и изношенных деталей установку и крепления головки цилиндров на блоке производите в обратной последовательности. При этом:
- 7. тщательно осмотрите уплотнительную прокладку головки цилиндров и резинопробковую прокладку клапанной крышки. Поврежденные или сильно обжатые прокладки замените;
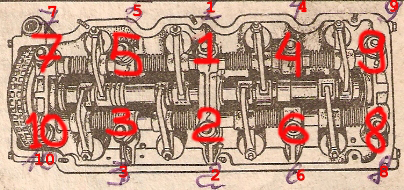
- 8. для равномерного обжатия по всей поверхности прокладки и предупреждения деформаций блока гайки шпилек головки затягивайте в определенной последовательности. Окончательную затяжку гаек головки цилиндров производите динамометрическим ключом, а момент затяжки должен быть 90-100 Нм (9,0-10,0 кгс•м).
- Однако, прежде чем установить на верхнюю торцевую плоскость блока цилиндров с уложенной на нее уплотнительной прокладкой головку блока, собранную заранее с клапанным механизмом и с распределительным валом, предварительно установите взаимное угловое положение коленчатого и распределительного валов. Для этого, убедившись в том, что сохранилась предварительная установка поршня первого цилиндра в в.м..т. В конце такта сжатия, вращайте распределительный вал до тех пор, пока риска на фланце распределительного вала (см. рис.)
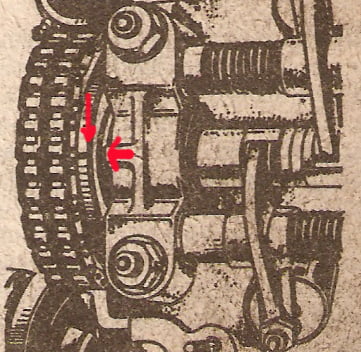
- не установится против середины прилива на передней опоре распределительного вала. После этого головку блока цилиндров установите на блок цилиндров и закрепите ее.
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
Последовательность ремонта ГБЦ (головки блока цилиндров) автомобиля Москвич 412
Направляющую втулку клапана меняют в следующей последовательности:
1. Выпрессуйте изношенную направляющую втулку клапана из ГБЦ
2. Установите головку цилиндров на сверлильный станок, имеющий наклонный стол, и выставляют ее так, чтобы шпиндель станка был расположен по оси отверстия направляющей втулки в головке
3. Разверните отверстие в головке цилиндров, из которого выпрессована втулка, под размер 15,247-15,220 мм;
4. Запрессуйте в развернутое отверстие ремонтную втулку — дет. 412-10070300-БР, имеющую увеличенный на 0,25 мм наружный диаметр (15,284-15,272 мм.). Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, должны быть предварительно пропитаны в масле для двигателя в течение не менее 1,5 ч.
5. Отверстие в запрессованной втулке разверните под размер 8,026-8,008 мм.
6. Проверьте прямолинейность оправкой 7,995 мм, которая должна свободно проходить на всю длину втулки.
После обработки отверстий в направляющих втулках обязательно должны быть прошлифованы рабочие фаски на седлах клапанов для обеспечения их концентричности осям отверстий в направляющих втулках.
3. Ссылки на наш форум — задавайте вопросы
Источник