Ремонт головок ямз 7511
ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ДВИГАТЕЛЯ
ДЕМОНТАЖ И МОНТАЖ ГОЛОВКИ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ЯМЗ -7511.10, ЯМ З-7512.10, Я МЗ-7513.10, ЯМЗ-7601.10
Головку цилиндров снимать только для устранения неисправностей деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
Слить охлаждающую жидкость из системы охлаждения двигателя.
Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
Снять крышку головки цилиндров.
Отвернуть гайки скоб крепления форсунок (рис. 74), снять форсунки (рис. 75), предохраняя распылитель от ударов и засорения отверстий.
Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.

Рис. 74.Отвертывание гайки скобы крепления форсунки
Рис. 75. Снятие форсунки
Отвернуть гайки крепления головки цилиндров (рис. 76), соблюдая последовательность, обратную затяжке (рис. 47) не менее чем за три приема:
1 прием до 147…118 Н·м (15…12 кгс·м) П прием до 49…39 Н·м (5…4 кгс·м)
Ш прием вывернуть гайки.
Снять головку цилиндров с двигателя и осмотреть ее состояние.
Если необходимо, осторожно снять прокладку головки цилиндров.
Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.

Рис. 76. Отвертывание гаек крепления головки цилиндров
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головки цилиндров. Повторное использование металлической прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов в зоне газового стыка. Повторное использование резиновой прокладки и уплотнителей возможно только при отсутствии трещин, повреждений, затвердевания. Обратить внимание на правильность установки резиновой прокладки и уплотнителей.
Резьба должна быть смазана чистым моторным маслом.
Гайки крепления головок цилиндров затягивать на холодном двигателе в порядке возрастания номеров, как показано на рис. 47 не менее чем за три приема:
1 прием 39…49 Н·м (4…5 кгс·м);
П прием 118…147 Н·м (12…15 кгс·м); Ш прием 216…235 Н·м (22…24 кгс·м).
После затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей, а герметичность уплотнения не улучшится.
ПРИТИРКА КЛАПАНОВ ДВИГАТЕЛЕЙ ЯМЗ -7511.10, ЯМ З-7512.10, Я МЗ-7513.10, ЯМЗ-7601.10
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов. Рассухаривание выполнять с помощью приспособления, изображенного на рис. 77. Для этой цели ввернуть упорный болт
1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла. Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта. Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.

Рис. 77. Приспособление для снятия и установки клапанов газораспределения:
1 – упорный болт; 2 – нажимная тарелка; 3 – рукоятка
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей новыми.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива. Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху. Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров. Допускается наносить пасту на фаску седла. Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом. Нажимая на клапан с усилием 20…30 Н (2…3 кгс), повернуть его на 1/3 оборота в одном направлении,
затем, ослабив усилие, на 1/4 оборота в обратном направлении. Нельзя выполнять притирку круговыми движениями.
Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 78). Разрывы матового пояска и наличие на нем поперечных рисок не допускается. При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рисунке 93.

Рис. 78. Расположение матового пояска на фаске клапана:
а – правильное;. в – неправильное; 1–головка цилиндров; 2–
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
ВНИМАНИЕ ! НАЛИЧИЕ ДАЖЕ НЕЗНАЧИТЕЛЬНЫХ ОСТАТКОВ ПРИТИРОЧНОЙ ПАСТЫ НА КЛАПАНЕ ИЛИ ГОЛОВКЕ ЦИЛИНДРОВ МОГУТ ПРИВЕСТИ К НАТИРУ И УСКОРЕННОМУ ИЗНОСУ ГИЛЬЗ ЦИЛИНДРОВ И ПОРШНЕВЫХ КОЛЕЦ.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление, изображенное на рис. 77.
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы. Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом. Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на 1/4 оборота. При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться. При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
ЗАМЕНА ПОРШНЕВЫХ КОЛЕЦ
Для замены поршневых колец предварительно демонтировать поршень с шатуном при снятых головке цилиндров и поддоне. Двигатели оборудованы масляным охлаждением поршней. При демонтаже поршневой группы на указанных двигателях предварительно снять форсунки охлаждения поршней во избежание их поломок. Для более легкого извлечения поршня очистить нагар с верхнего пояса гильзы. Отвернуть болты крепления крышки шатуна, снять крышку и извлечь через цилиндр поршень в сборе с шатуном. Для отсоединения шатуна от поршня вынуть стопорные кольца поршневого пальца, нагреть поршень в масляной ванне до 80ºС и извлечь поршневой палец.
Для снятия поршневых колец надеть щипцы (рис. 79) на кольцо, ввести губки 2 щипцов в замок кольца и, сжав до упора рукоятки 3 щипцов, осторожно вывести кольцо из канавки и снять его с поршня (рис. 80).
Установку поршневых колец производить в обратном порядке.
Осторожно очистить поршень от нагара, предохраняя его от повреждений (особенно торцовые поверхности канавок под поршневые кольца).

Рис. 79. Щипцы для снятия и надевания поршневых колец:

Рис. 80. Снятие и надевание поршневых колец на поршень
1 – поршневое кольцо; 2 – губки щипцов; 3 – рукоятка
Перед сборкой все детали тщательно промыть, а масляные каналы продуть сжатым воздухом. Сборку поршня с пальцем производить легким нажатием руки, при этом необходимо обильно смазать моторным маслом отверстие в поршне и палец. Не допускается запрессовка пальца в поршень.
Для того, чтобы установить в гильзу цилиндра поршень в сборе с поршневыми кольцами и шатуном, предварительно сжать кольца, утопив их в канавки поршня. Для сжатия колец
применять оправку (рис. 81) с конической внутренней поверхностью и буртиком, позволяющим правильно сцентрировать оправку на гильзе цилиндра. Установив поршень в оправку, осадить его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель выполнять следующие требования:
Поршень и гильза должны быть одинаковых размерных групп.
Компрессионные кольца устанавливать клеймом «верх»
Замки соседних поршневых колец развести в противоположные стороны в плоскость поршневого пальца.
Установить поршень так, чтобы смещенная камера сгорания в поршне была направлена внутрь двигателя, в сторону топливного насоса.
На двигателях с индивидуальными головками цилиндров применяются поршни с центральной камерой сгорания. Устанавливать поршень в гильзу так, чтобы стрелка на поршне была направлена в развал двигателя, в сторону топливного насоса. При этом выточки на днище поршня под клапаны будут смещены относительно центра цилиндра в сторону выхлопных коллекторов.
Клейма спаренности на шатуне и крышке должны быть одинаковыми.

Рис. 81. Оправка для установки поршня в гильзу цилиндра:
1–гильза цилиндра; 2–блок цилиндров; 3–обжимное приспособление; 4–поршневые кольца; 5–поршень
Грязь, заусеницы и забоины на шлицах шатуна и крышки не допускаются.
Резьбу и опорные торцы головок болтов крепления крышек шатунов смазать моторным маслом и затянуть в два приема, начиная с длинного болта, сначала моментом 100 Н·м (10 кгс·м), окончательно моментом 200 – 220 Н·м (20 – 22 кгс·м).
ОЧИСТКА ПОЛОСТЕЙ ШАТУННЫХ ШЕЕК ДВИГАТЕЛЕЙ ЯМЗ -7511.10, ЯМ З-7512.10, Я МЗ-7513.10, ЯМЗ-7601.10
При каждом снятии коленчатого вала с двигателя очистить полости шатунных шеек, предварительно удалив заглушки 2 (рис. 82), которыми закрыты полости. Заглушки заменить новыми, их повторное использование не допускается.
Перед установкой заглушек запилить вспучивание металла у кромок отверстий от предыдущей раскерновки, промыть вал и продуть масляные каналы. Заглушки запрессовать на глубину 5–6 мм от кромки отверстия, после чего раскернить внутри отверстия в трех точках, равнорасположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
Источник
6.2. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка двигателя: блок цилиндров, шатунно-поршневая группа, коленчатый и распределительный валы.
ПОДСБОРКА БЛОКА ЦИЛИНДРОВ
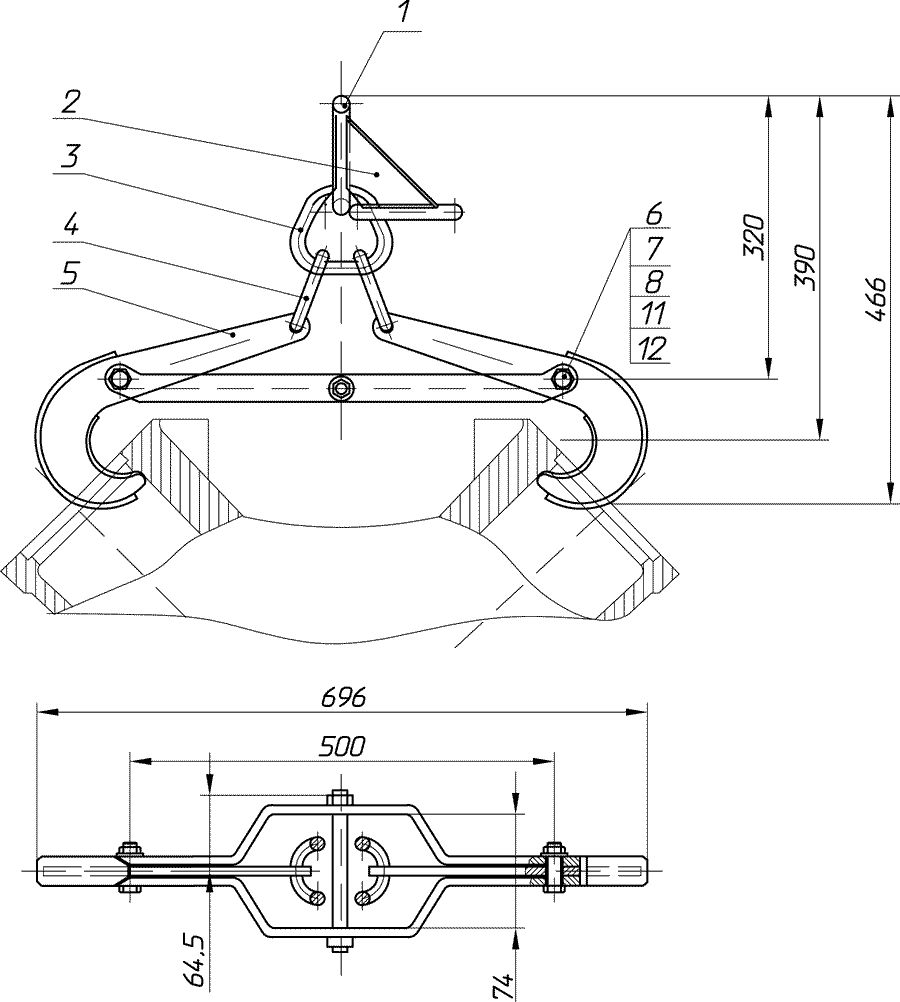
Рис. 100 – Подвеска для блока цилиндров
1–звено; 2–косынка; 3–кольцо; 4–кольцо переходное; 5–рычаг; болт специальный М12; 8–шайба 12-005; 9–тяга; 10–шпилька; 11–гайка М12-005; 12–шплинт 4×36-005.
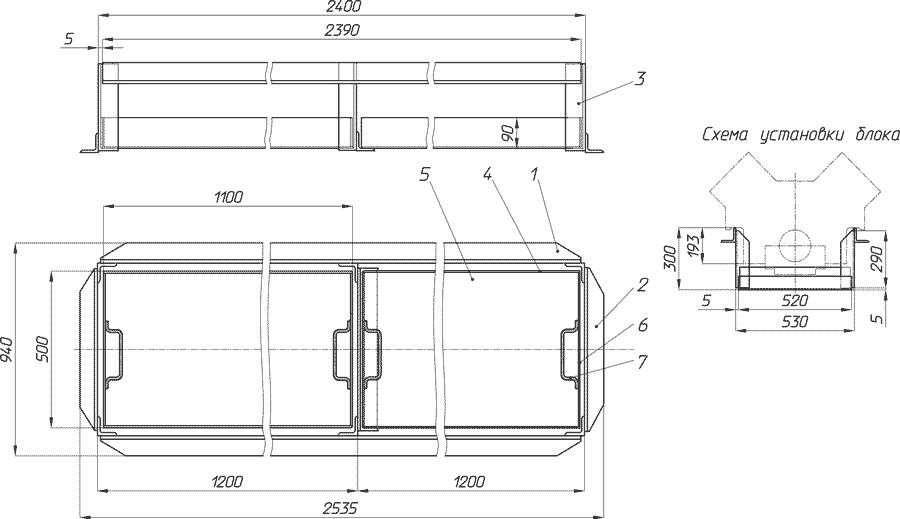
Рисунок 101 – Подставка для блока цилиндров
1–связь 2400 мм (уголок 63х63х6 ГОСТ 8509-72; Ст. 3 ГОСТ535-79 ); 2–связь L=520 мм (уголок 63х63х6 ГОСТ 8509-72; Ст. 3
ГОСТ535-79); 3–стойка L=290 мм (уголок63х63х6 ГОСТ 8509-72; Ст. 3 ГОСТ535-79); 4–стенка боковая (лист 1,5 ГОСТ 19903-74; Ст. 3
ГОСТ 16523-79);5–стенка торцевая (лист 1,5 ГОСТ 19903-74; Ст. 3 ГОСТ 16523-79); 6–дно (лист 1,5 ГОСТ 19903-74; Ст. 3
ГОСТ 16523-79); 7–ручка
1. Установить с помощью подвески (рис. 100) блок цилиндров (7511.1002012-04) на подставку для блока (рис. 101). Продуть сжатым воздухом. Прочистить ершом каналы, визуально проверить отсутствие трещин.
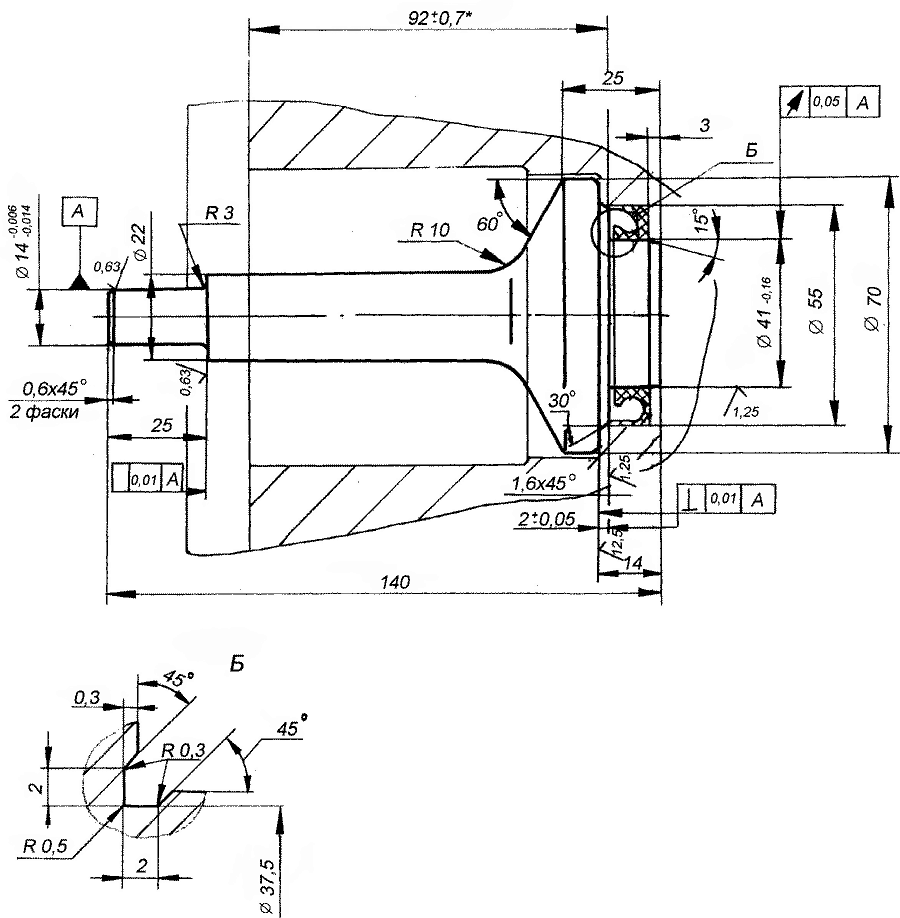
Рисунок 102 – Оправка для запрессовки манжеты.
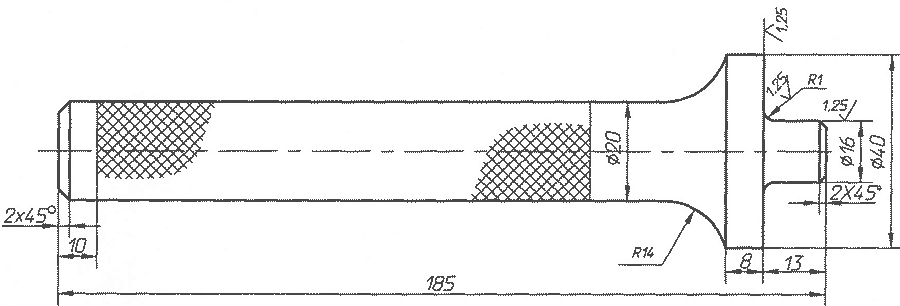
Рисунок 103 – Оправка для запрессовки манжеты
2. Собрать болты с шайбами, завернуть и установить кронштейны крепления стартера верхний и нижний на блок цилиндров (S=17).
3. Смазать манжету моторным маслом и запрессовать манжету с пружиной в сборе в расточку переднего блока под привод ТНВД в размер 92±0,7мм с помощью оправки (рис. 102) и молотка.
4. Установить в канавку втулки кольцо уплотнительное и втулку с кольцом в сборе запрессовать в отверстие на переднем торце левого ряда блока цилиндров заподлицо с плоскостью блока, с нанесением смазки Литол-24 с помощью оправки (рис. 103) и медного молотка.
Рис. 104 – Оправка для запрессовки передней втулки оси толкателей в отверстие переднего торца блока цилиндров
5. Запрессовать переднюю втулку оси толкателей в отверстие переднего торца блока цилиндров до упора оправки (рис. 104) в блок, обеспечив совпадение отверстий втулки и блока и размер 7,5±0,2мм между торцами блока втулки.
6. Запрессовать штифты установочные картера маховика в отверстие заднего торца блока цилиндров до упора оправки в блок, выдерживая размер выступания штифтов над плоскостью блока 10±0,5мм с помощью оправки (рис. 105).
Рис. 105 – Оправка для запрессовки штифтов
7. Собрать пробку (М22 316133-П29) с шайбой и завернуть ее от руки на 2.-3 нитки в отверстие горизонтального масляного канала переднего торца блока цилиндров, затем окончательно с Мкр=120-150Н·м (12-15кгс·м) (S=24).
8. Ввернуть вручную штуцер К1/4″ в первое отверстие горизонтального масляного канала и закрепить окончательно (S=19). Штуцер 314681-П29.
9. Проверить установку пробки-дроссель (316101-П) в резьбовое отверстие торца блока, при необходимости закрепить (отвертка).
10. Завернуть ниппель (236-1306082) для слива масла с ТКР в отверстие К3/4″ на заднем торце блока цилиндров от руки, а затем окончательно (S=27) установить на герметик анаэробный «Анатерм 5 МД» ТУ6-01-1288-84.
11. Собрать пробку (М22 316133-П29) с шайбой, завернуть в отверстие М20 горизонтально масляного канала на заднем торце блока цилиндров на 2-3нитки резьбы от руки, затем окончательно с Мкр=38,0-39,8Н·м (4кгс·м) (S=27).
12. Установить трубы масляного охлаждения поршней (238Н-1011425-В правая) в блок цилиндров, предварительно обработав смазкой «Литол-24», уплотнительные кольца. После установки трубы не должны выступать за торцы блока.
13. Развернуть угольники по конфигурации соединительной трубы, ввернуть вручную накидные гайки на угольники и закрепить трубу системы охлаждения поршней (238Н-101520-Б) окончательно согласно эскизу (ключ 17×19).
14. Ввернуть пробку в торец правой трубы масляного охлаждения поршней (S=8).
15. Ввернуть в блок втулки боковые (238Н-1011432, 2 шт.), надев предварительно на них прокладки втулки (204-101371, 2 шт.) выпуклой стороной под головку болта, вставить болты во втулки и завернуть (S=24).
16. Смазать заходные фаски и фаски под верхнее кольцо в расточках блока цилиндров тонким слоем смазки «Литол-24». Смазку нанести по всей образующей без пропусков, наплывов, и сгустков.
УСТАНОВКА ТОЛКАТЕЛЕЙ
1. Смазать ось толкателей, крайнюю методом окунания и установить ее смазанным концом в переднюю втулку блока цилиндров пробкой наружу (ось толкателей крайняя: 236-1007236, 1 шт.; масло М10В2 или М10Г2).
2. Смазать маслом методом окунания ось толкателя крайнюю, установить ее смазанным концом во втулку толкателей и установить втулку в сборе с осью в заднюю расточку блока цилиндров. Пробка на крайней оси должна быть направлена наружу (ось толкателя крайняя: 236-1007236, 1 шт.; втулка оси толкателей задняя: 236-1007247-Б, 1 шт.).
3. Установить втулки промежуточные в средние опоры блока цилиндров (втулка оси толкателей промежуточная: 236-1007242, 3 шт.)
4. Смазать методом окунания средние оси толкателей и установить оси смазанным концом в отверстия промежуточных втулок (ось толкателей средняя: 236-1007242, 2 шт. масло моторное).
5. Установить два толкателя 2 и 6 цилиндров на среднюю ось роликами вверх, а пятой напротив отверстий в блоке цилиндров под штангу, установить на ось распорную втулку, установить остальные два толкателя на среднюю ось, и установить среднюю ось в отверстие промежуточной втулки (толкатель:7511-1007180, 4 шт.; втулка распорная: 236-1007248, 1 шт.)
Внимание:
а) Перед установкой толкателей оси должны быть смазаны моторным маслом.
б) После установки толкатели должны легко поворачиваться на оси.
6. Установить толкатели для остальных цилиндров согласно переходу «5» (толкатель: 7511-1007180, 4 шт.; втулка распорная: 236-1007248, 3шт.).
7. Подвинуть крайние оси толкателей в блок цилиндров до упора легкими ударами молотка, выступание оси за торец блока цилиндров не допускается (молоток медный).
УСТАНОВКА ФОРСУНОК МАСЛЯНОГО ОХЛАЖДЕНИЯ ПОРШНЕЙ
1. Установить форсунки масляного охлаждения поршней на трубы и ввернуть болты вручную в резьбовые отверстия труб (форсунка охлаждения поршней: 7511.1010445, 8шт.)
2. Закрепить форсунки окончательно (S=12). При подсборке форсунок с болтами и шайбами не допуская производить резких ударов и нагрузок на трубку.
УСТАНОВКА ВАЛА РАСПРЕДЕЛИТЕЛЬНОГО (7511.1006010)
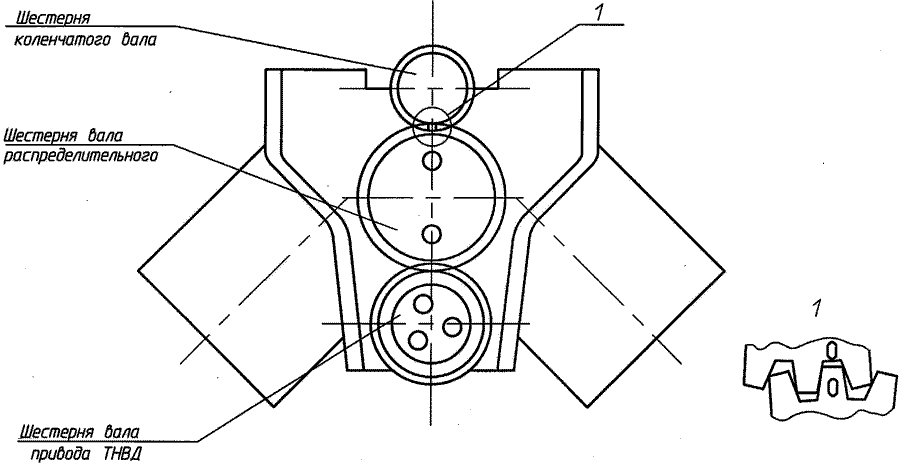
Рис. 107 – Схема расположения шестерен распределения
1. Установить вал распределительный во втулки блока цилиндров, ввести шестерни в зацепление.
2. Провернуть вал распределительный, совместив отверстие в шестернях и в упорном фланце с резьбовыми отверстиями в блоке цилиндров.
3. Собрать болты крепления вала распределительного (М8 310129-П2, 2 шт.) с шайбами (8Т, 252135-П2, 2 шт.), завернуть болты в блок цилиндров на 2-3 нитки резьбы от руки. Завернуть болты крепления вала распределительного окончательно (S=12).
4. Проверить легкость вращения вала, заедание не допускается.
УСТАНОВКА ВЕРХНИХ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
1. Протереть поверхности расточек в блоке цилиндров под вкладыши и опорные поверхности, а опорные плоскости под крышки коренных подшипников. Вкладыши должны соответствовать размерности коренных шеек коленчатого вала. Проверить вкладыши на наличие отверстия и канавки для смазки (вкладыш подшипника к/вала верхний: 236-1005170-В или ВР1, 5шт.).
2. Установить верхние вкладыши коренных подшипников в расточки блока цилиндров, установив замки вкладышей в пазы расточек блока.
ЗАПРЕССОВКА ШТИФТОВ УСТАНОВОЧНЫХ УПОРНЫХ ПОЛУКОЛЕЦ КОЛЕНЧАТОГО ВАЛА
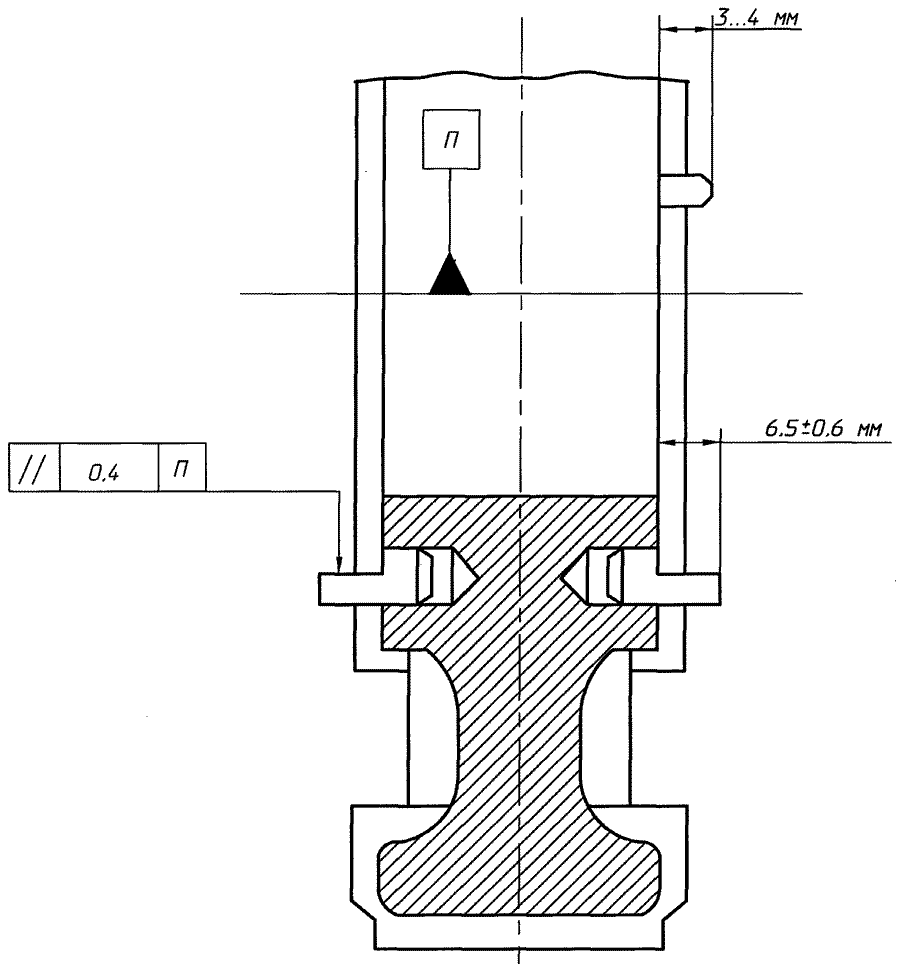
Рис. 108 – Схема запрессовки штифтов
Запрессовать штифты в крышку с помощью оправки согласно эскизу на рис. 108. После запрессовки штифта 236-1005169 допуск параллельности лыски штифта относительно плоскости, проходящей через ось расточки крышки под коленчатый вал, должен быть не более 0,4мм. Удалить образовавшуюся при запрессовке штифтов бронзовую стружку, с крышки обдувкой сжатым воздухом.
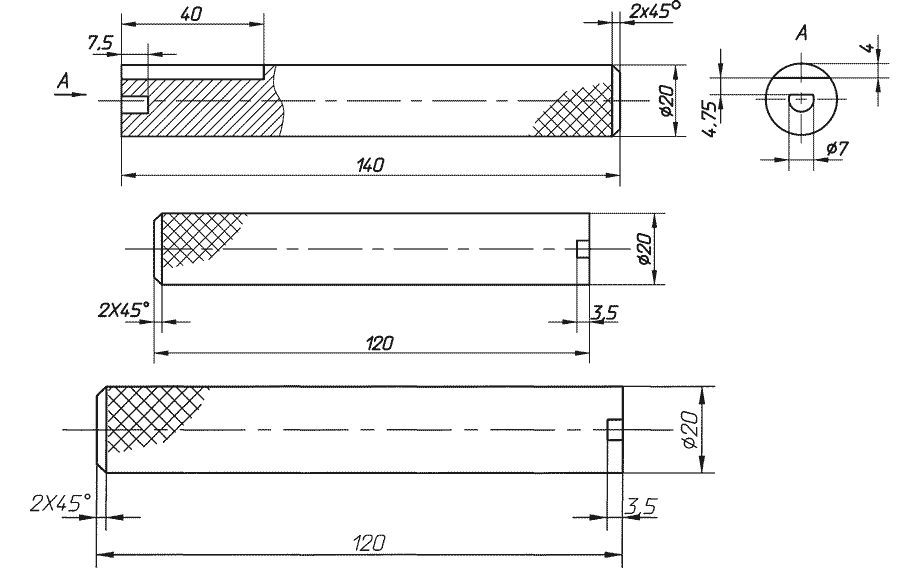
Рис. 109 – Оправки для запрессовки штифтов
УСТАНОВКА НИЖНИХ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
1. В крышках коренных подшипников протереть поверхность под вкладыши. Проверить соответствие маркировки вкладышей (вкладыш подшипника коленчатого вала нижний: 236-1005171-В или 236-1005171-ВР1 по 5 шт.). Установить нижние вкладыши подшипников в крышки коренных подшипников, установив замки вкладышей в пазы постели в крышке. После установки вкладыша пристукнуть крышкой о твердую плоскость, посадив вкладыш в крышку окончательно. Вкладыши должны соответствовать размерности коренных шеек коленчатого вала.
2. Установить полукольца упорного подшипника (7511.1005183, 2 шт.) канавками наружу на установочные штифты с обеих сторон задней крышки коренного подшипника. Полукольца должны устанавливаться легко, без дополнительных усилий. Допускается установка полуколец на смазку «Литол-24». Установить стяжные болты в боковые отверстия блока цилиндров до упора шайб в ограничительную площадку. Перед установкой стяжных болтов (236-1005180А, М14, 5 шт.) нанести на торец головки болта и на плоскость блока цилиндров кольцевой поясок герметика «Анатерм 505».
УСТАНОВКА ВАЛА КОЛЕНЧАТОГО
1. Зацепить вал коленчатый подвеской и установить в блок цилиндров, совместив метки на зубьях шестерен коленчатого и распределительного валов, предварительно смазав моторным маслом (М10В2 или М10Г2) верхние вкладыши коренных подшипников. Смазать коренные шейки коленчатого вала моторным маслом. Проверить соответствие положения меток на шестернях (рис. 107). При несовпадении меток поднять носок коленчатого вала, провернуть шестерню распределительного вала, совместить метки, опустить коленчатый вал.
2. Установка длинных стяжных болтов. Перед установкой болтов нанести на торец головки и на плоскость блока цилиндров кольцевой поясок герметика «Анатерм-505» (болт стяжной длинный: 236-1005178-А, 5 шт.).
3. Установка крышек коренных подшипников. Взять крышки коренных подшипников в сборе с вкладышами и полукольцами, установить в блок и запрессовать до упора. Порядковые номера на крышке и блоке должны совпадать и должны быть расположены с одной стороны блока цилиндров (приспособление на рис. 110, молоток). Завернуть болты крепления крышек в блок на 2-3 нитки от руки. Завернуть болты окончательно (S=30). Подать вал коленчатый вперед, а затем назад (для выравнивания зазора п/кольцо- к/вал), завернуть болты крепления задней крышки окончательно. Повернуть вал коленчатый за противовесы за не менее одного оборота, вал должен проворачиваться от усилия руки.
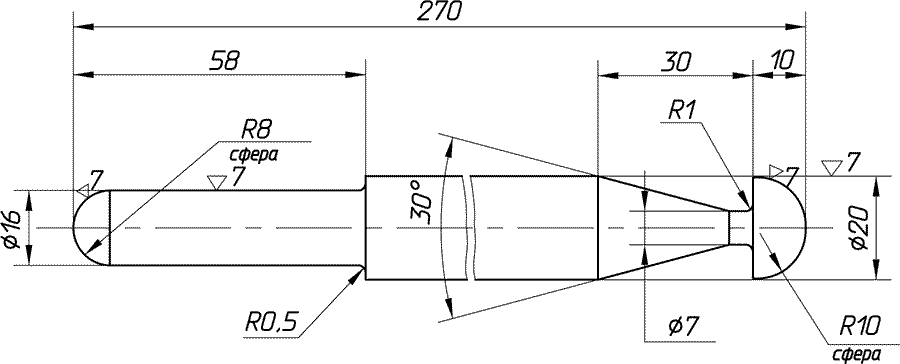
Рис. 110 – Оправка для запрессовки крышек коренных подшипников
4 Завернуть крепление крышек коренных подшипников окончательно:
— Болты крепления крышек коренных подшипников: Мкр =430-470Н·м (43-47кгс·м).
— Стяжные болты Мкр =88-118Н·м (9-12кгс·м) (S=19; S=30).
УСТАНОВКА ГИЛЬЗ ЦИЛИНДРОВ
1. Установить уплотнительные (236-100224-А – верхнее; 236-1002023 – нижнее) и антикавитационные кольца в канавки гильзы цилиндра. Перед установкой кольца выдержать 5-10мин. в моторном масле, имеющем температуру 60°С.
2. Установить на гильзу уплотнительное кольцо (150-155-25-2-5 ГОСТ 9833-73) в верхнюю канавку у бурта гильзы. Протереть бурты гильз цилиндров. С помощью и приспособления (рис. 111) запрессовать гильзу в блок цилиндров.
3. Операцию «2» повторить для других гильз цилиндров.
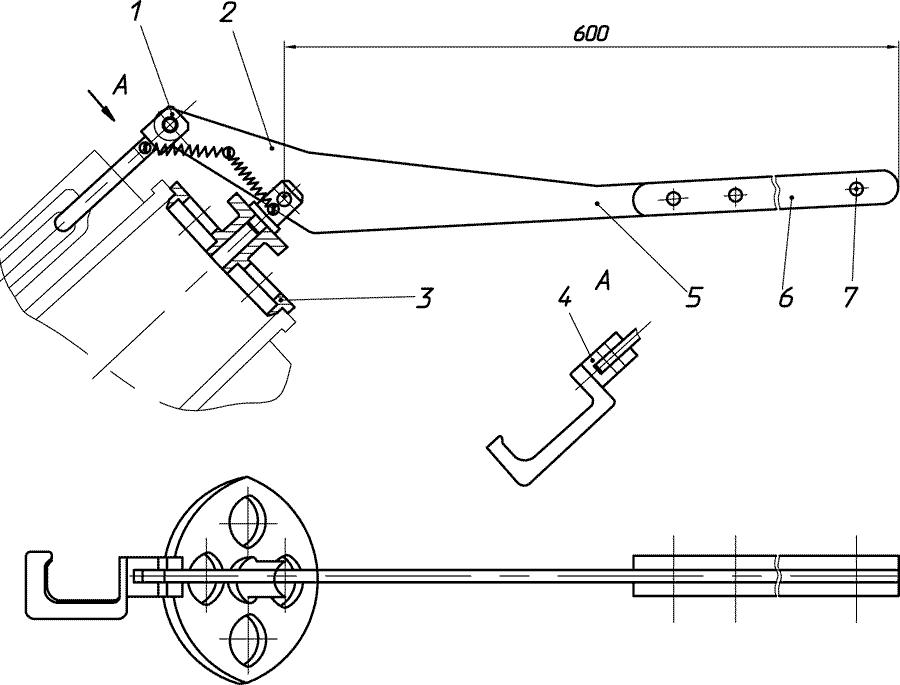
Рис. 111 – Приспособление для запрессовки гильз в цилиндр
1 – штифт; 2 – ушко; 3 – оправка; 4 – крючок; 5 – рычаг; 6 – ручка; заклепки.
УСТАНОВКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ В ГИЛЬЗЫ ЦИЛИНДРОВ
1. Провернуть коленчатый вал первой шатунной шейкой в верхнее положение.
2. Смазать внутреннюю поверхность гильз цилиндров и шатунные шейки коленчатого вала маслом моторным М10В 2 ГОСТ8581-78. Поверхность гильз должна быть полностью покрыта пленкой масла, масло должно быть без механических примесей.
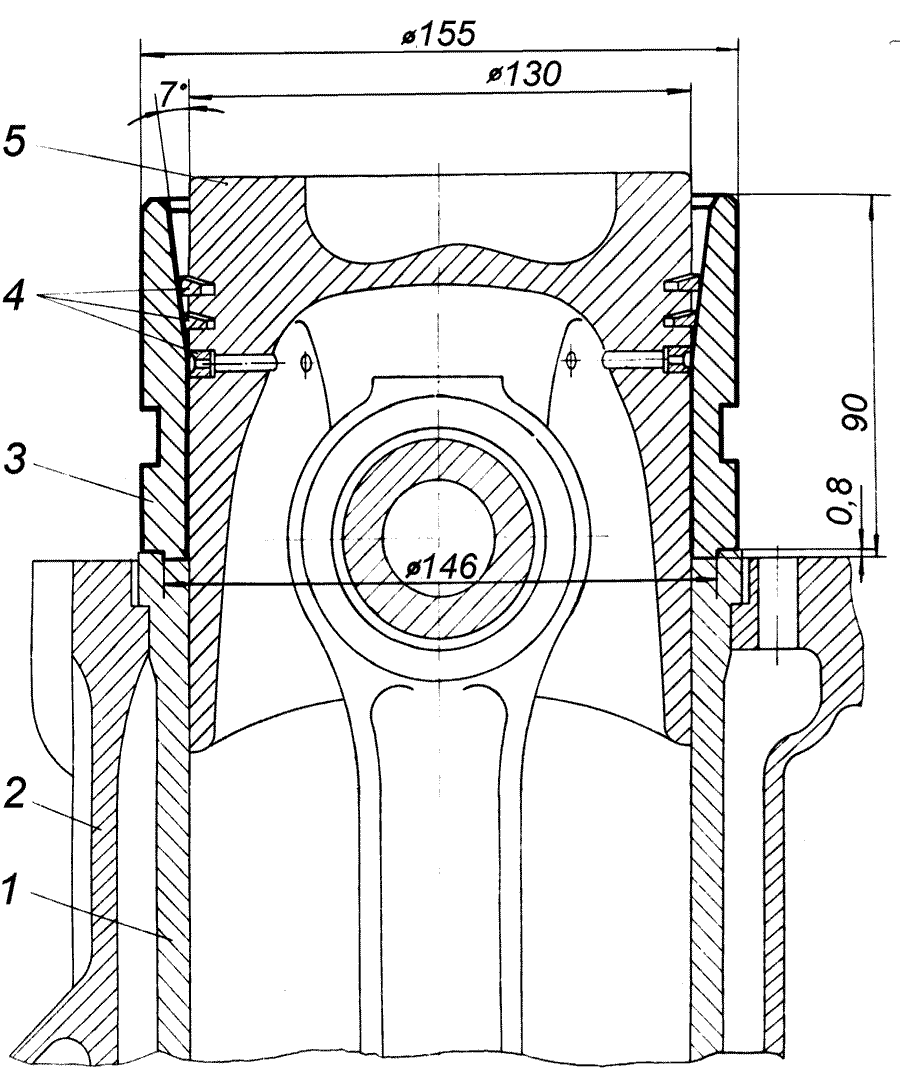
Рис. 112 – Оправка для установки поршня в гильзу цилиндра
1–гильза цилиндра; 2–блок цилиндров; 3–обжимное приспособление; 4–поршневые кольца; 5–поршень.
3. Для того, чтобы установить в гильзу цилиндра поршень в сборе с поршневыми кольцами и шатуном, предварительно сжать кольца, утопив их в канавки поршня. Для сжатия колец применять оправку (рис. 112) с конической внутренней поверхностью и буртиком, позволяющим правильно сцентрировать оправку на гильзе цилиндра. Установив поршень в оправку, осадить его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель выполнять следующие требования:
− Поршень и гильза должны быть одинаковых размерных групп.
− Компрессионные кольца устанавливать клеймом «верх» к днищу поршня.
− Замки соседних поршневых колец развести в противоположные стороны в плоскость поршневого пальца.
− Установить поршень так, чтобы смещенная камера сгорания в поршне была направлена внутрь двигателя, в сторону топливного насоса.
− На двигателях с индивидуальными головками цилиндров применяются поршни с центральной камерой сгорания. Устанавливать поршень в гильзу так, чтобы стрелка на поршне была направлена в развал двигателя, в сторону топливного насоса. При этом выточки на днище поршня под клапаны будут смещены относительно центра цилиндра в сторону выхлопных коллекторов.
− Клейма спаренности на шатуне и крышке должны быть одинаковыми.
− Грязь, заусеницы и забоины на шлицах шатуна и крышки не допускаются.
− Резьбу и опорные торцы головок болтов, крепления крышек шатунов, смазать моторным маслом и затянуть в два приема, начиная с длинного болта, сначала моментом 100Н·м (10кгс·м), окончательно моментом 200-220Н·м (20-22кгс·м).
УСТАНОВКА ГОЛОВОК ЦИЛИНДРОВ
Рис. 113 – Приспособление для запрессовки штифтов
1. Запрессовать штифты установочные головок цилиндров (313410-П2, 16 шт.) в блок цилиндров. Выступание штифтов в размер 10±0,5мм.
2. Установить прокладки цилиндров (7511.1003312 и 7511.1003213, 8 шт.) на установочные штифты, проверив фиксацию уплотнителей в отверстиях прокладок.
3. Завернуть шпильки крепления головок цилиндров (7511.1003016-20, 42 шт.) в резьбовые отверстия блока цилиндров на 3-5 ниток резьбы от руки, а затем окончательно с Мкр=49-98 Н·м (5-10кгс·м) (S=14, 15, 19), ключ для завертывания шпилек, гайковерт.
4. Установить головку цилиндров на шпильки и штифты установочные, протерев салфеткой привалочную плоскость и кольцевые канавки под прокладку (головка цилиндров с клапанами в сборе 7511.1003010). Установить шайбы (16, 312399-П2, 48 шт.), навернуть гайки крепления головок цилиндров (М16, 311423-П5, 42 шт.) на шпильки на 3-5 ниток резьбы от руки плоским пояском к шайбе. Завернуть гайки окончательно Мкр=216-235Н·м (22-24кгс·м) в два приема (S=24).
5. Операцию «4» повторить для остальных головок цилиндров.
• Запрессовать штифты установочные (313410-П2, 2 шт.) крышки шестерен распределения в отверстия переднего торца блока цилиндров, выдержав размер выступания штифтов 10±0,5мм от плоскости блока цилиндров (рис. 108).
• С помощью подвески для двигателя (рис. 60) установить блок на стенд для переборки двигателя. Установить заглушку сапуна (238Н-1002402-Б) полностью прошлифованной стороной с прокладкой (236НМ-1014272) на блок ввернуть болты крепления (М10, 201495-П29, 2шт.), подсобранные с шайбами (252136-П2, 2 шт.) на 2-3 нитки резьбы от руки, затем окончательно.
• Установить трубку отвода масла от ТНВД (7511.1111620) в развал блока и закрепить болтами (16201-1015624, 2 шт.) (S=19) (рис. 114).
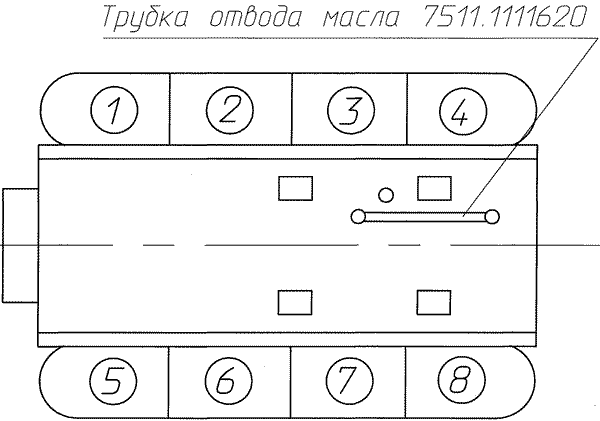
Рис. 114 – Положение трубки отвода масла от ТНВД
• Ввернуть пробку (К 8” 316109-П2) в отверстие крышки шестерен распределения (238Б-1002254Г) (S=27).
• Смазать привалочные поверхности водяного насоса (7511.1307010-10) и крышки шестерен распределения тонким слоем графитовой смазки (ГОСТ 3333-80) УССА. Установить на шпильки крышки прокладку водяного насоса (7511.1307048), водяной насос. Навернуть гайки крепления (М10, 250513-П29, 4 шт.), подсобранные с шайбами (252136-П2 шт.) на шпильки крышки на 2-3 нитки резьбы от руки, а затем окончательно (S=17). Смазать тонким слоем консистентной смазки «Литол-24» уплотнительную поверхность манжеты.
УСТАНОВКА КРЫШКИ ШЕСТЕРЕН РАСПРЕДЕЛЕНИЯ.
1. Развернуть блок цилиндров на стенде (сборочной тележке) передним торцом вверх и на 180°.
2. Нанести герметик 2-3 капли на резьбовую часть нижних отверстий М10 (влево и право) (герметик « ЛОКАИТ 243»).
3. Смазать нижнюю плоскость блока цилиндров под прокладки смазкой «Литол-24».
4. Установить прокладки шестерен распределения правую (238АК-1002266) и левую (238АК-1002265) на штифты блока цилиндров.
5. Установить в резьбовые отверстия блока цилиндров два направляющих технологических стержня (рис. 115).
6. Проверить наличие пружины в манжете. Установить подсобранную крышку шестерен распределения на штифты блока по направляющим стержням и конусу коленчатого вала, не допуская сбивания прокладок и пружин манжеты.
7. Собрать болты крепления крышки с шайбами, завернуть болты в блок на 2-3 нитки резьбы от руки.
Болт М10, 200325-П29, 2 шт. Шайба 14, 252016-П29, 4 шт.
Болт М10, 200328-П29, 1 шт. Шайба 14, 252138-П2, 2 шт.
Болт М14, 200822-П29, 4 шт. Шайба 10, 252136-П2, 8 шт.
Болт М10, 4593271074, 1 шт. Болт М14, 200827-П2, 2 шт.
Завернуть болты крепления крышки шестерен распределения окончательно с Мкр =25-32Н·м (2,5-3,2кгс·м) (S=14, 17). Первый верхний болт со стороны правого ряда цилиндров и верхний болт со стороны левого ряда цилиндров не заворачивать.
8. Ввернуть с помощью шпильковерта в торец крышки шестерен распределения, шпильки крепления привода вентилятора (М10, 310423-П29, 4шт.), а сбоку шпильки крепления патрубка подводящего ЖМТ (М10, 310423-П29, 2шт.), предварительно нанеся на резьбу тонкий слой герметика «Ангерм-100».
Рис. 115 – Направляющий стержень для установки крышки шестерен распределения
Источник