Ремонт радиатора автомобиля, заливной горловины
Сегодня мы вам расскажем как отремонтировать верхнюю пластиковую часть радиатора, куда одеваются патрубки системы охлаждения.
Многие конечно могут раскритиковать, есть отличные решения за 10-15 тысяч рублей, и о проблеме охлаждения можно забыть на всегда. В конце концов можно же просто купить б/у радиатор и будет надежнее, чем такие вот сомнительные переделки. Дак вот — за год через мою машину прошли 4 б/у радиатора. ЧЕТЫРЕ.
Сам процесс ремонта автомобильного радиатора скорее занудный, нежели чем сложный.
Для этого нам необходимо:
1. Широкая плоская отвертка, либо стамеска(Стамеской работать быстрее и удобнее)
2. Струбцина и небольшие тиски (тиски не обязательно, но начинать сборку лучше с ними)
3. Пассатижи переставные
4. Хороший герметик (Термо устойчивый)
5. Ацетон, спирт либо другой обезжириватель
6. Естественно сам радиатор, запасной бачок и руки.

ремонт пластикового патрубка радиатора
Начинаем аккуратно отгибать стамеской (шилом либо отверткой) прижимающие зубчики. В идеале лучше поджимать бока под отгибаемыми зубчиками струбциной, чтобы желоб под прокладку не сильно отгибался. Но я обошелся без этого. В итоге получаем:

радиатор в разобранном виде

крышка радиатора для замены
Соты немного грязные, лучше найти способ чем нибудь почистить. Я продул компрессором, потом залил воды и слил через нижний бачок вместе с мусором

Внутрянная чистка сот радиатора
Под бачком есть прокладка, снимать ее необходимо крайне осторожно, вряд ли получится найти второю такую.
Желоб под прокладку необходимо зачистить, так как там есть следы окисления алюминия, собственно по этим местам и начинают бежать радиаторы из под бачков. Зачищал наждачной бумагой, там особо больше ничем не подлезть.
Затем протираем желоб и привалочную плоскость бачка ацетоном. Сушим и наносим тонким слоем герметик в желоб и на плоскость бачка

промазываем радиатор герметиком
Даем герметику подсохнуть несколько минут (по инструкции к герметику 10 минут). В это время очень аккуратно протираем прокладку от следов накипи и прочей грязи. Укладываем прокладку.

Прокладка на месте радиатора
Интересный момент — прокладка скорее всего не войдет обратно, так как имеет свойство растягиваться, даже если протирать ее с максимальной нежностью и заботой. Вот и у меня она оказалась сантиметров на пять длиньше самого бачка. Чтоб вернуть ей стандартный размер, ее необходимо заморозить. Когда я всем этим занимался, на улице было -30, поэтому я просто вынес ее на пару минут на улицу. Можно просто положить в морозилку.
Когда она скукожится в свой стандартный размер, ее необходимо быстро уложить в желоб и прижать сверху бачком, иначе она обратно растянется в тепле.
Далее начинаем обжимать бачок. Уложив его на место, прижимаем струбциной с одного края и обжимаем торцевые зубчики

Струбцину я тут уже снял, но при обжатии она должна стоять обязательно, чтобы не повело боковые плоскости.

затягиваем радиатор струбциной
Тут оговорюсь, тиски по сути не нужны, я ими обжимал только первые несколько зубцов, а затем мне попали в руки Переставные пассатижи.

Как примерно должен выглядеть процесс обжатия пассатижами, опять же струбцину уже снял
Когда прихватили бачок в нескольких местах, начинаем двигаться от одного края к другому, прижимая бока струбциной под зубчиками, следующими за обжимаемыми (Для наглядности: например, если обжимаем пятый от края зубчик, струбцина должна стоять в районе 6-7 зубьев, чтобы и держала бока и не мешала).
Ну и через пару часов получаем вот такой результат.
Ставим радиатор обратно на машину, выжидаем еще несколько часов, прежде чем заливать охлаждающую жидкость, чтобы герметик полностью застыл.
Вот собственно и все.
На моем авто уже полтора месяца полет нормальный. За месяц возник только один косяк, и тот по моей вине — антифриз у меня был намешан с водой и в -35 все это дело начало застывать именно в радиаторе, что в следствии привело к выдавливанию небольшого количества жидкости в районе пары зубчиков. Я еще удивлялся, от чего там замечательно и непривычно жарко начала дуть печка — жидкость оттаивала только в районе двигателя и циркулировала по малому кругу.
Слил немного жидкости из радиатора(так, на всякий случай) и просто поджал пассатижами то место, где подтекало. Течь устранилась.
Вариант такого ремонта конечно не вечный, но все таки может кому то сгодиться. Добавлю, что я промахнулся с выбором герметика, нужен по качественнее. Если буду когда либо повторять такую процедуру, то герметик буду использовать тот, который для вклейки ветровых стекол(У меня просто валяются в гараже остатки). Но сушить его необходимо гораздо дольше и это будет последний раз, когда этот бачок отделяли от радиатора — приклеит он его на вечно.
Источник
Ремонт горловины радиатора охлаждения двигателя
 Регистрация
Регистрация- Вход
 Регистрация
Регистрация Вход
Вход- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

Вчера на даче обратил внимание что парит антифриз из радиатора,оказалось что в районе горловины патрубка который идёт от расширительного бачка к радиатору то и парит,ну решил подтянуть хомут и остался с горловиной и тонким шлангом в руках»кароче обломилась тонкая горловина радиатора»,а ехать то надо,ну купил супер момент и приклеел,доехал до дома,а теперь незнаю что делать,оставить так или радиатор менять,ведь хрен его знает,оторвётся ещё раз да и где нибудь в пути,дайте совет какой нибудь,ведь у кого такое тоже было 😎 😎 😎
это. сорри конечно
но что такое ТОНКАЯ ГОРЛОВИНА РАДИАТОРА.
что то не припомню..
у меня вроде 2 горловины на радиаторе (2112)
впуск и выпуск.
и обе жутко толстые.
вы наверное о патрубках расширительного бачка.
переименуйте тему пожалуйста. чтобы других не вводить в заблуждение.
По теме: купите новый бачок 60 рублей. замена 15 минут.
блин  не вкурил.
не вкурил.
радиатора чего?? ПЕЧКИ что ли?
а виноват. посмотрел картинку. идет тонкий третий шланчик к радиатору!
![]()
кароче обломилась тонкая горловина радиатора
демают примерно все одинаково, мечик мучше брать с мелким шагом. — больше витков.
если штушер сделать чуть длинней то можно замазать холодной сваркой чтоб крепление консольным небыло.
у меня такое живет уже больше 9 месяцев. трубка с внешней резьбой и остаток пластикого штуцера с внутренней.
У меня таже фигня случилась, тока когда пытался фару левую регулировать.
Снял корпус воздушного фильтра, просверлил сверлом 5.8 мм дырку на месте обломленной пипки (аккуратно, чтоб не насквозь радиатор), нарезал резьбу, взял болт с резьбой на 6 длинной мм 40, отпилил головку и аккуратно сверлом на 3 (или 2мм) просверлил его насквозь (сверло макал в отработку, чтоб не сломалось). Обмазал обыкновенным герметиком, завернул и гайкой законтрил. Шланг на болт тоже на герметик посдил, хомут затянул и еззю 3 месяца. Даже намеков на подтекание нет. Заодно и хомуты толстых патрубков подтянул.
![]()
демают примерно все одинаково, мечик мучше брать с мелким шагом. — больше витков.
В пластик мелкий шаг не режут
Короче была такая проблема.Думал думал и решил , короче знакомый на заводе сделала мне такой латунный штуцер с резьбой ,нарезал метчиком в том месте резьбу и на герметик ввернул его. 
Цена вопроса : заказанный штуцер = бутылка пива и герметик 80рублев.
Кстати недавно в магазине видел в отделе Газ Уаз, наподобие моего штуцера продавались , или также подошел бы например сосок от старой камеры какой нибудь. 😎
кароче обломилась тонкая горловина радиатора
Под резьбу на 6 надо сверлить сверлом на 5 
Был такой же случай, только с радиатором печки. приклеил отломленный штуцер на эпоксидку, и ещё сверху наложил бинт обмазал ею. Живет пока 3 недели
кароче обломилась тонкая горловина радиатора
Вот и мой отчетик благодаря инфе из этой темы 
Радиатор ваз 10 семейства, пароотводящий патрубок ремонт (отломан)
Как все начиналось: Смотрю как то под движок, смотрю течет тосол, полез смотреть везде, оказалось из шланга на патрубке пароотводящего на радиаторе охлаждения течет. Давай подтягивать. чуть чуть начал подтягивать (может криво как то или неудачное движение) и патрубок отвалился вместе со шлангом.
Лишней 1000 рублей не оказалось на замену радиатора.
Полез в инет. нашел подсказку форумчанина про вкрученную трубку из под концевика сигналки.
Итак:
Требуется:
1) Концевик сигналки ( у меня был российского не китайского производства его особенности цвет металлической трубки — желтый, диаметр 7 мм, шаг резьбы очень мелкий)
(цена до 50 рублей)
2) Пипка для бескамерки. (тожже где то до 50 рублей)
3) два нормовских хомутика подходящего размера ( 20 рублей)
Ну и тосол Smile
Процедура:
1) Сливаем тосол снимаем радиатор (кстати очень легко и быстро его снять даже не ожидал)
2) Отломанное место ровняем например напильником чутка
3) разбираем концевик, и извлекаем собственно будущий ШТУЦЕР и надфилем делаем надрезы на последних 2-3 мм резьбы (как бы делая мини -метчик) ибо найти на такую резьбу метчик мне не удалось.
4) рассверливаем примерно 6.1-6.2 мм сверлом отверстие от бывшего патрубочка
5)нарезаем резьбу самим штуцером.
6) с Эпоксидкой вкручиваем на глубину почти до упора ( у меня мм 5 оставалось (пальцем из соседнего патрубка пробовал на ощупь)
и сверху также делаем из эпоксидки небольшой толщины силовой буртик ( у меня он получился мм 2-3)
ВНИМАНИ ЗАСАДА:
Из за увеличенного диаметра отверстия патрубка, опасно малым становится расстояния до ближайшей стенки радиатора это видно по побелевшей пластмассе при нарезании резьбы.
можно наверное и так оставить но перестраховался и укрепил это место несколькими слоями кусочков кожи (см на см) промазанной супер клеемм (почему кожи? да она идеально супер клеем с пластиком соединяется как намертво и быстро)
7) Ни в коем случае не надевайте шланг сразу на штуцер напрямую (диаметр нового штуцера 7 мм а у шланга ГОРАЗДО больше и хомут не спасет( проверено — лопнул шланг через пару дней)
Поэтому
на получившийся штуцер насаживаем пипку от бескамерки предварительно срезав канц.ножом округлость чтобы хорошо сел ХОМУТ. Из пипки незабываем достать золотник Smile
8) на тонкий конец пипки уже идеально засаживаем старый шланг придавив его хомутиком.
Я попутно кстати промыл радиатор на мойке и продул сжатым воздухом (там же) за 50 рублей.
Источник
Ремонт радиатора системы охлаждения
Утечки охлаждающей жидкости и восстановление поврежденных деталей радиаторов устраняют как с помощью современных полимерных материалов, так и традиционными способами – пайкой и сваркой.
Содержание
ОБЩИЕ СВЕДЕНИЯ
Радиатор служит для охлаждения жидкости, поступающей из двигателя и циркулирующей по трубкам, образующим его сердцевину. В различных конструкциях трубки могут быть расположены:
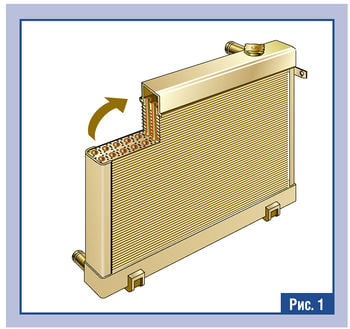
. или горизонтально,
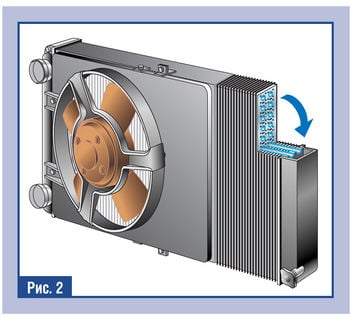
но в любом случае обе их стороны герметично закреплены в верхнем и нижнем (или левом и правом) бачках. Многочисленные тонкие пластинки, установленные перпендикулярно трубкам, служат для усиления их охлаждения встречным потоком воздуха при движении автомобиля и (или) создаваемого вентилятором.
Материалы для изготовления радиаторов должны иметь высокую теплопроводность. Раньше (до 90-х годов прошлого века) трубки и бачки изготавливались, как правило, из латуни и соединялись пайкой 1 . В настоящее время для снижения стоимости и веса радиаторов на легковых автомобилях в основном применяют алюминиевые трубки и бачки, состоящие из пластмассового корпуса с алюминиевым донышком. В этом случае герметизацию соединения трубок с донышками бачков осуществляют с помощью резиновых уплотнений или специальной пайкой, возможной только в заводских условиях. Бачок собирается путем завальцовки края донышка на буртик корпуса, при этом герметичность стыка обеспечивается резиновой прокладкой.
Условия работы радиаторов определяются тем, что после пуска двигателя охлаждающая жидкость может нагреваться без кипения до 120°С, так как давление в закрытой системе выше атмосферного. После остановки двигателя и остывания жидкости давление в системе становится ниже атмосферного. Тонкостенные детали при этом подвергаются как термической, так и механической нагрузке. В этих условиях ускоряются процессы коррозии, приводящие к ослаблению деталей и соединений, а в конечном итоге к их повреждению.
Наиболее характерные неисправности радиаторов обычных конструкций, приводящие к утечкам охлаждающей жидкости:
- разгерметизация соединений трубок с бачками;
- повреждение швов на трубках;
- трещины и пробоины в бачках, в том числе на патрубках и заливной горловине;
- повреждение резиновых уплотнений.
Кроме того, при авариях и столкновениях радиаторы, расположенные в передней части автомобиля, часто получают различные механические повреждения.
УСТРАНЕНИЕ УТЕЧЕК
Если обнаружилась незначительная утечка, а ее место не удается обнаружить или оно недоступно, то в охлаждающую жидкость можно добавить одну из специальных присадок, предназначенных для этой цели.
Такие вещества могут быть жидкими или порошкообразными 2 и часто называются «герметики радиатора» 3 . Их необходимо использовать в соответствии с инструкцией. Если на данную присадку никакого описания нет, ее лучше не применять.
РЕМОНТ ПОЛИМЕРАМИ
Использование клеев и герметиков позволяет соединять практически любые материалы. Надежность ремонта повышается при накладывании на место повреждения заплат или бандажа 5 . Результат зависит не столько от свойств полимерного материала, сколько от качества подготовки поверхности и соблюдения технологии склеивания.
Свищи и небольшие пробоины (до одного сантиметра в диаметре) заделывают, используя различные клеи-шпатлевки (в обиходе – «холодные сварки»). Они выпускаются в виде небольших цилиндрических блоков и внешне похожи на пластилин, только слоеный. Желательно использовать материалы, специально предназначенные для ремонта радиаторов. От блока поперек его оси отрезают кусочек необходимой толщины и разминают руками. Материал при этом нагревается и становится более пластичным. Если это предусмотрено инструкцией, пальцы руки предварительно смачивают водой для устранения налипания. Заготовке из клея-шпатлевки рекомендуется придать коническую форму и вдавить ее острием конуса вперед в отверстие. Затем выступающую часть образовавшейся заглушки разровнять по поверхности ремонтируемой детали и прижать. Делать это надо быстро, так как живучесть материала (время использования до начала отверждения) невелика, всего несколько минут. После установки заглушку необходимо удерживать прижатой к ремонтируемой детали в течение времени, необходимого для предварительного схватывания 6 . Для большинства «твердых сварок» оно составляет величину от 2 до 4 минут.
Трещины у основания патрубков в некоторых случаях можно заделать с использованием «холодной сварки», удерживая ее при отверждении прижатой по всей окружности с помощью бандажа. С этой целью используют, например, короткие отрезки (кольца) из металлических или пластмассовых трубок (желательно тонкостенных) с внутренним диаметром на 5–10 мм больше, чем у патрубка в месте повреждения. Между бандажной трубкой и патрубком по всей окружности плотно набивают и удерживают до отверждения необходимое количество предварительно хорошо размятой «холодной сварки». Бандажная трубка должна иметь высоту, не создающую помех для последующей установки водяного шланга на патрубок.
После окончательного отверждения, которое происходит примерно через 24 часа, клеи-шпатлевки обладают столь высокой прочностью, что не крошатся при механической обработке.
Большие трещины и пробоины (диаметром более сантиметра) закрывают заплатами, например из стеклоткани. Их приклеивают с помощью специальных клеев, имеющих жидкую консистенцию, или пастообразных клеев-герметиков 7 . Эти материалы более пластичны, чем клеи-шпатлевки. В случае необходимости накладку делают двухслойной или даже многослойной – поверх заплат меньшего размера последовательно устанавливают заплаты большей величины. При ремонте трубок радиатора, заливных горловин или патрубков ремонтируемое место оборачивают стеклотканью, а при ее отсутствии – несколькими слоями бинта (шнура), пропитанного клеем. Трещины большой длины (свыше 10–15 см) требуют применения металлических накладок, закрепляемых на поврежденном месте различными способами, например с помощью винтов-саморезов.
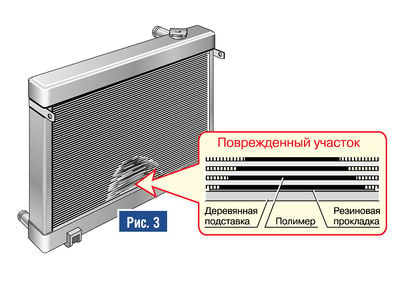
Многочисленные мелкие повреждения, образовавшиеся, например, в результате коррозии и сосредоточенные в одном месте, герметизируют, используя клеи-компаунды («жидкий металл»). Это полимерные композитные материалы на эпоксидной основе, обладающие текучестью, достаточной для заливки мест повреждений.
Один из возможных вариантов ремонта заключается в том, что зачищенное и обезжиренное место повреждения заливают компаундом и выдерживают до его отверждения. Радиатор перед заливкой устанавливают горизонтально на подставку. На нее предварительно укладывают резиновую подкладку, смазанную тонким слоем масла для исключения приклеивания к радиатору.
Трещины в пластмассовых деталях можно устранить с помощью клеев-расплавов – термопластичных материалов, размягчающихся при нагреве и затвердевающих при охлаждении. Технология применения заключается в том, что несколько гранул такого клея помещают на очищенное осушенное место повреждения, а затем прогревают паяльником до растекания и получения ровного слоя.
ПАЙКА И CВАРКА
Пайка латунных деталей осуществляется легкоплавкими припоями, например, ПОССу 25-2, ПОССу 30-0,5 и т.д. Трещины зачищают и запаивают, а пробоины закрывают подходящими заплатами из листовой латуни (например вырезанными из отслужившего радиатора) и опаивают по периметру. Поврежденные трубки запаивают или меняют 8 .
Удаление дефектной трубки или ее частей может осуществляться в следующем порядке:
- внутрь трубки вводят нагретый стержень соответствующего диаметра;
- после размягчения припоя трубку извлекают из бачка вместе со стержнем;
- устанавливают и запаивают новую трубку.
Аргонодуговая электросварка деталей производится с применением в качестве присадочного материала специальной алюминиевой сварочной проволоки, например Св-АК12 или Св-АК10. Такая сварка имеет особенности и проводится в среде инертного газа, так как эти материалы:
- имеют плохую свариваемость из-за образования тугоплавкой окиси алюминия на поверхности деталей;
- при нагреве скачком переходят из твердого состояния в жидкое, минуя пластичное;
- имеют большой коэффициент термического расширения, что при нагреве вызывает деформации и сильные внутренние напряжения, поэтому перед сваркой детали прогревают, а после сварки медленно охлаждают;
- при перегреве свыше 400°С прочность алюминия резко уменьшается и может произойти разрушение даже от небольшого удара.
В зону сварки подается аргон, который надежно защищает расплавленный металл от окисления кислородом воздуха, и сварной шов образуется без пор и раковин.
Сварка пластмассовых бачков выполняется с использованием в качестве присадки кусочков пластмассы, аналогичной по свойствам материалу ремонтируемой детали. Нагрев и расплавление осуществляют направленной струей горячего воздуха или с помощью паяльника. Края трещин предварительно засверливают для предотвращения их дальнейшего развития.
Газодинамическое напыление находит все более широкое применение для тонкостенных деталей из алюминия. В отличие от газопламенного и плазменного напыления, а также сварки этот способ не приводит к перегреву обрабатываемой поверхности. Покрытие толщиной 1,0–1,5 мм получается за счет того, что образующие его специальные порошки разгоняются вместе с горячими газами до сверхзвуковой скорости, направляются на ремонтируемую деталь и наплавляются на ее поверхность.
КОНТРОЛЬ ГЕРМЕТИЧНОСТИ
Результат ремонта определяют, накачивая внутрь радиатора воздух. Как «подручное» средство можно использовать разрезанную пополам камеру от велосипеда с вентилем примерно посередине. Одной стороной ее надевают на входной патрубок, другой стороной – на выходной. Заливную горловину (если она есть) закрывают штатной пробкой, затем через вентиль камеры насосом накачивают воздух до получения избыточного давления. Затем радиатор погружают в воду – при отсутствии выходящих на поверхность пузырьков воздуха он считается герметичным.
Этим же способом обнаруживают места скрытых сквозных повреждений.
Примечания
1 Перспективными в настоящее время считаются особо тонкостенные медные паяные радиаторы.
2 В качестве такого герметика может быть использована сухая горчица в количестве 1-2 столовых ложек, предварительно разведенных в небольшом количестве воды, залитой в систему охлаждения.
3 «Герметики радиатора» отличаются от герметиков «наружного» применения и не имеют общих с ними свойств. Совпадение наименования связано только с их назначением – герметизация системы охлаждения.
4 Некоторые производители рекомендуют использовать свои герметики радиатора в следующем порядке. Сначала сливают охлаждающую жидкость в чистую емкость и заливают воду, в которую добавляют герметик. Через некоторое время работы двигателя, после прекращения течи, воду сливают и снова заливают охлаждающую жидкость.
5 Промышленностью выпускаются специализированные ремонтные наборы для радиаторов, в частности для пластиковых бачков. 6 Это связано с тем, что твердые клеи-шпатлевки в исходном состоянии недостаточно липки. Сцепление с поверхностью (адгезия) вначале невелико, и заглушка, если ее не прижимать несколько минут, может частично, а то и полностью отстать от поверхности.
7 Отличие клея от герметика заключается не в свойствах, а в назначении материалов. Оно в основном определяется тем, что толщина слоя клея может быть 0,05–0,15 мм, а у герметика – свыше 1мм.
8 При повреждении более 10% трубок их меняют целиком.
Источник