Ремонт гусеничной цепи трактора
Гусеничные тракторы перед колесными имеют неоспоримые плюсы: высокая проходимость, меньшее удельное грунтовое давление, максимальное тяговое усилие. Но, как и любое техническое средство, «гусеничке» рано или поздно требуется ремонт.
Детали гусеничной цепи, их ремонт
Проушины деталей, беговые дорожки, зацепы почвы, цилиндрический стержень в области, где соприкасается ведущее колесо с зубьями – то, что может выйти из строя в гусеничной цепи трактороа, деформировав звенья. Исправить дефекты можно правкой на гидравлическом прессе или завариванием, если трещины небольшие.
Детали с отверстиями считаются рабочими, не требующими «латания» до толщины в 3 мм, в то время как цевка может доходить до 7 мм. Изношенные пальцы и втулки должны выбрасываться и заменяться на новые.
Так, к примеру, для восстановления гусеничных звеньев трактора 3 тягового класса используется:
• обжимной способ;
• заполнение проемов металлом;
• наплавка электродуговая.
Качественные показатели изменения можно обеспечить на линиях спец. назначения, однако бывают ситуации, когда технику приходится ремонтировать в полевых условиях.
На спец. линиях при помощи электродуги в области, где износ большой, делается отверстие, куда вставляется тех. стержень, после чего он запечатывается с двух сторон. Сквозные «окошки» делаются угольным электродом, закупорка производится специальной глиной высокой огнеупорности.
Расплавка металла происходит в плавниках или ТВЧ, заливка через специально сделанные окна. Полость проушины заполняется металлом, путем кристаллизации образуется вкладка, которая удерживается благодаря тому, что изношенность поверхности неравномерная.
Также звеньевые окошки можно восстановить при помощи кузнечной сварки. Для этого изношенные детали необходимо нагреть в горне до 800-9000С, разрубить и обжать молотом на оправке. Места стыка заваривается электросваркой, дугового типа, сверху для создания необходимой толщины стенки наплавляется металлический слой.
Во время ремонта цепи гусениц трактора, например, Т-130, изношенных с обеих сторон втулки и пальцы выбрасываются, так как они не поддаются восстановлению. При одностороннем дефекте их можно повернуть на 1800. При износе отверстий звенья рекомендуется менять. Восстановить беговую дорожку можно при помощи наплавки.
Выступы для зацепа почвы башмаков при износе наплавляют. Процедура проводиться должна с использованием спец. приспособлений. Разборка и сборка гусеничной цепи производится при помощи гидравлического пресса.
У землеройных машин на гусеничном ходу, износу подвергаются боковые дорожки, гребни и проушинновые отверстия. При этом вынос беговых дорожек порядка 6 мм восстанавливается автоматически. Поверхности звеневых гребней наплавляются вручную, после чего отшлифовываются.
Ремонты гусеничной цепи трактора правильнее производить в мастерских, но в критических ситуациях могут быть сделаны и в полевых условиях.
Источник
Ремонт ходовой части гусеничных тракторов
Абразивному изнашиванию подвержены детали ходовой части гусеничных тракторов. При этом потеря размеров и массы деталей составляет значительную долю.
Ремонт и восстановление опорных катков, направляющих колёс, поддерживающих роликов.
Основные дефекты перечисленных деталей проявляются в виде износа поверхности качения; трещин спиц, обода; износа поверхности посадочных мест под наружное кольцо подшипника качения. У поддерживающих роликов с резиновыми бандажами наблюдается разрушение бандажей. Бандажи, имеющие нарушения и износ, подлежат замене.
Восстановление наплавкой. Изношенные поверхности качения поддерживающих роликов, направляющих колёс и опорных роликов подлежат восстановлению наплавкой электродуговыми способами (проволокой Нп-30ХГСА под слоем керамического флюса АНК-18, порошковой проволокой ПП-АН122 либо порошковой лентой ПЛ-АН101). Опорные катки тракторов Т-4 и Т-4А обрабатываются по наружному диаметру электроконтактным способом. Уменьшение внутреннего диаметра отверстия под подшипники опорного катка и поддерживающего ролика осуществляется под воздействием напряжений, которые возникают в результате наплавки. Остаточные деформации отверстий под подшипники достаточны для компенсации износа поверхности в соединении с подшипником. В этом случае отверстия растачивают (у опорных катков трактора Т-4 их обрабатывают на протяжном станке).
Бандажирование. В условиях мелкосерийного производства для восстановления опорных катков и поддерживающих роликов тракторов ДТ-75 применяется бандажирование. Рабочую поверхность ролика либо катка протачивают до выведения следов износа. С помощью гибочного приспособления из полосовой стали (сталь 45, толщиной 8-10 мм), достаточной для компенсации износа, изготавливают кольцо. Стык кольца сваривается вручную (электросваркой), а его внутренняя поверхность растачивается до размера, который обеспечивает посадку кольца на ободе с натягом 0,15-0,25 мм. Кольцо напрессовывают на обод при температуре первого 300-400 градусов Цельсия и приваривают с двух сторон по торцу вкруговую. Износостойкость восстановленных бандажированием катков составляет 0,5-0,6 от уровня новых.
Восстановление электрошлаковой наплавкой. В специализированых предприятиях применяется восстановление ободов, роликов и катков электрошлаковой наплавкой. Опорные катки, прошедшие восстановление электрошлаковой наплавкой, по износостойкости не уступают новым.
Заливка жидким металлом. Для восстановления опорных катков в условиях специализированных предприятий может быть применена заливка жидким металлом – чугуном либо сталью. Поверхность обода тщательно зачищается (до металлического блеска), затем на неё наносится слой специального флюса (АНШ-200, АНШ-400, разведённый на лаке №302) толщиной 1-2 мм и просушивается. Каток подогревают до 400-800 градусов Цельсия, устанавливают в подогретый до 200-300 градусов Цельсия кокиль (чугунная форма) и заливают расплавленный (перегретый) металл.
Заварка трещин. Трещины на спицах и ободе направляющих колёс и опорных катков устраняют сваркой.
Постановка втулки. Изношенные поверхности под подшипники в ступицах поддерживающих роликов, опорных катков и направляющих колёс восстанавливают постановкой промежуточной втулки с толщиной стенки 3-4 мм либо железнением.
Восстановление ведущих колёс. Ведущие колёса гусеничных машин с односторонним износом зубьев переставляются на другую сторону трактора при текущем ремонте.
В условиях единичного (мелкосерийного) производства изношенные зубья ведущих колёс восстанавливают наплавкой вручную.
На специализированных предприятиях восстанавливают целиком венец ведущего колеса приваркой накладок. Для этого посредством специального копирного устройства зубчатый венец колеса обрезают газовой либо плазменной горелкой. К выровненному по копиру венцу ведущего колеса привариваются компенсационные элементы. Из полосы стали 45 в специальном штампе изготавливают вкладыши и собирают их вместе с подготовленным колесом в кондукторе манипуляторе (либо прихватывают ручной сваркой). После сборки колесо сваривают с вкладышами под слоем флюса по всему контуру с двух сторон (рис. 137).
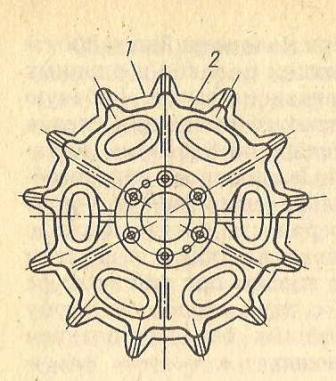
Рис. 137. Схема приварки накладок для восстановления венца ведущего колеса:
1) – Накладка (сектор); 2) – Сварной шов.
Восстановление гусениц. Изношенные пальцы гусеничной цепи заменяются новыми. У звена гусеницы изнашиваются поверхности отверстий проушин (допускается до толщины стенки 3,5 мм), цевки в местах соприкосновения с зубьями ведущего колеса (допустимый износ цевки 7 мм), беговые дорожки, почвозацепы.
При восстановлении звеньев гусениц наибольшее распространение получили способы пластического деформирования, заливки жидким металлом, электродуговой наплавки. Наилучшие показатели качества восстановления (не хуже новых) обеспечивает способ пластической деформации, используемый на специализированных линиях.
Пластическая деформация. Звенья очищаются в галтовочном барабане. При галтовке с их поверхности удалятся ржавчина и грязь, а также выявляются трещины. Одновременно очистку проходит партия из 60 звеньев, время обработки – 40 мин. Дефектуют звенья с помощью шаблонов и калибров. Нагревают их в два приёма: сначала прогревают до температуры 350-400 градусов Цельсия, затем 5 минут выдерживают в расплаве соли (хлористого бария), нагретой до температуры 1000-1050 градусов Цельсия в соляной электропечи.
Нагретое звено подают в разъёмный штамп с регулируемым рабочим объёмом каждой секции. Штамп работает от двенадцатипозиционного гидравлического агрегатного пресса с общим усилием на шпинделе 60 МН. Время горячей деформации звена в штампе – 5-6 секунд.
Закаливают звенья холодной проточной водой.
Заливка жидким металлом. Данный способ применяется для восстановления звена в том случае, когда нет возможности реализовать пластическое деформирование. Схема этого способа приведена на рисунке 138.
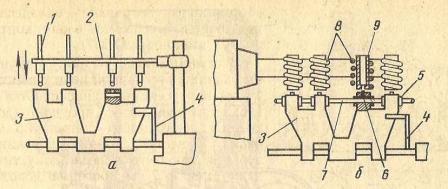
Рис. 138. Схема восстановления проушин звена гусеницы заливкой жидким металлом:
а) – Прожигание технологических отверстий; б) — Заливка проушин, 1) – Электрод, 2) – Электрододержатель, 3) – Звено, 4) – Кронштейн, 5) – Боковой прижим, 6) – Залитый вкладыш, 7) – Технологический стержень, 8) – Индуктор, 9) – Тигель.
С помощью электрической дуги угольным электродом в стенке проушины со стороны наибольшего износа прожигают технологическое отверстие, в проушину вставляют технологический стержень и закупоривают её с обеих сторон огнеупорной глиной. Металл расплавляют в тиглях либо с помощью ТВЧ и заливают в проушины через технологические отверстия. Он заполняет изношенную полость проушины и, кристаллизуясь, образует вкладыш, который удерживается за счёт неравномерного износа поверхности проушины и своеобразной заклёпки, образованной застывшим в технологическом отверстии металлом.
Ремонт элементов ходовой части тракторов типа Т-100М. Изношенные втулки и пальцы гусениц не восстанавливают. Беговую дорожку звена восстанавливают наплавкой, поверхности под палец и втулку не восстанавливают. Изношенные почвозацепы наплавляют до нормальной высоты либо приваривают к их вершинам прутки. Звенья гусениц восстанавливают только на специализированных предприятиях с программой, которая обеспечивает окупаемость технологических линий в нормативные сроки.
Разборка и сборка ходовой части. Для разборки и сборки элементов ходовой части используются стенды и приспособления.
Разборка кареток. Каретки тракторов ДТ-75 устанавливают в удобное положение и начинают разборку со сжатия и снятия рессорных пружин, используя приспособления. Затем снимают катки и остальные детали, применяя съёмники, прессы и прочее.
Для разборки кареток есть стенды ОПР-1402М (рис. 139).
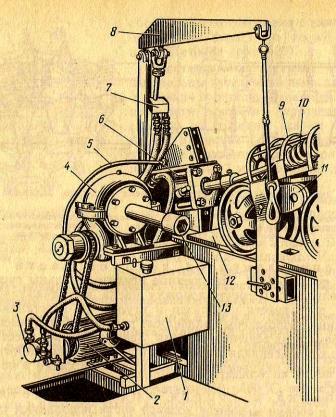
Рис. 139. Стенд ОПР-1402М для разборки и сборки кареток тракторов ДТ-75 и ДТ-75М:
1) – Масляный бак, 2) – Электродвигатель, 3) – Гидронасос, 4) – Редуктор гайковёрта, 5) – Рычаг включения гайковёрта, 6) – Гидроцилиндр, 7) – Гидроцилиндр подъёмника, 8) – Стрела подъёмника, 9) – Ограждение, 10) – Рессора каретки, 11) – Каретка, 12) – Поворотный стол стенда, 13) – Головка ключа гайковёрта.
С помощью гидроцилиндра (6) и комплекта приспособлений можно сжимать пружины и выполнять прессовые работы: запрессовывать и выпрессовывать втулки балансиров, снимать с осей и напрессовывать на них опорные катки, снимать и напрессовывать подшипники и прочее. Повернув стол вместе с кареткой на 90 градусов, гайковёртом отвёртывают и завёртывают гайки крепления катков.
Сборка опорных катков. При сборке опорных катков, поддерживающих роликов и направляющих колёс регулируют их продольный разбег на оси либо зазор в конических роликовых подшипниках. Для регулировки ставят прокладку (направляющее колесо и опорный каток трактора ДТ-75) либо вращают регулировочную гайку на оси (направляющее колесо ДТ-75, Т-150, поддерживающий ролик трактора Т-4, Т-4А).
Сборка механизма натяжения гусениц. При сборке механизма натяжения гусениц пружину натяжного устройства сжимают с помощью стенда либо пресса до определённой длины (640 мм для ДТ-75, 652 мм для Т-4, Т-4А и 525 мм для Т-150). Перед невёртыванием гаек резьбу стяжного болта смазывают солидолографитовой смазкой.
Сборка тележек. Тележку гусениц тракторов Т-4, Т-4А собирают на специальной подставке либо стенде, который позволяет поворачивать её вокруг продольной оси. Сборку начинают со сборки рамы, установки амортизатора рессоры и опорных катков. Первым, третьим и пятым по ходу трактора должны быть установлены двубортные катки, а вторым, четвёртым и шестым – однобортные. После монтажа опорных катков на их беговые дорожки накладывают линейку (рейку). Зазор между линейкой и минимальным по диаметру катком не должен превышать 1,5 мм. Допускается установка прокладок под ось катка в местах её крепления.
Сборка гусениц. Гусеницы тракторов тягового класса 3 в условиях мастерских совхозов и колхозов собирают вручную на специальных подставках, а на ремонтных предприятиях с большой программой применяют гидрофицированные стенды, которые обеспечивают механизированную запрессовку (выпрессовку) пальцев и дискретное перемещение гусеницы на один шаг (рис. 140).
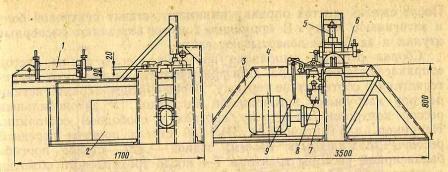
Рис. 140. Стенд для сборки гусениц тракторов тягового класса 3.
1) – Гидроцилиндр для запрессовки пальцев, 2) – Бак для масла, 3) – Рама, 4) – Электродвигатель, 5) – Гидроцилиндр для прижатия гусеницы, 6) – Гидроцилиндр для перемещения гусеницы, 7) – Гидронасос, 8) – Распределитель, 9) – Рукоятка загиба шплинтов.
Источник
Технология ремонта отдельных чатей гусеничного движителя
При эксплуатации гусеничных движителей наблюдаются интенсивное абразивное изнашивание гусениц, ведущих и ведомых колес, опорных катков и поддерживающих роликов, а также повреждения и изнашивание коленчатых осей.
У звеньев гусеницы особенно интенсивно изнашиваются проушины, цевки и беговые дорожки.
Износ проушин и гусеничных пальцев приводит к ослаблению натяжения гусеницы. Недостаточное натяжение может стать причиной худшего распределения давления на почву и увеличения ее деформаций, спадания гусеницы с опорных катков, а также проскальзывания ее по зубьям ведущего колеса.
Для ведущих колес гусеничных тракторов характерно интенсивное изнашивание зубьев и впадин. Кроме того, возникают трещины на спицах и ободе, излом бурта, износ резьбовых отверстий под болты крепления, уплотнения и крышки.
Опорные катки интенсивно изнашиваются по диаметру, в большинстве случаев с искажением правильной геометрической формы обода, наблюдается образование раковин на поверхности обода, что приводит к его скалыванию.
Поддерживающие ролики быстро изнашиваются, особенно в зимнее время года, когда в результате загустения смазки или забивания грязью, снегом ролики заклиниваются, и производят односторонний износ обода и сквозной износ ступицы.
Основные неисправности коленчатой оси: изгиб оси, повреждение резьбы, износы посадочных поверхностей под подшипники и втулки.
Возможные неисправности уплотнений, которые приводят к подтеканию смазки, следующие: повреждение резинового чехла; повреждение или потеря упругости резинового уплотнительного кольца; недостаточное прижатие друг к другу уплотнительных металлических колец или повреждение их притертых поверхностей.
В ведущих колесах (звездочках) обычно изнашиваются по толщине и высоте зубья и ослабляются отверстия под болты или шпильки. Если зубья имеют односторонний износ, то ведущие колеса в сборе, без ремонта, переставляют с одной стороны трактора на другую. Сильно изношенные зубья наплавляют по шаблону электродуговой наплавкой. Изношенные отверстия ведущих колес ремонтируют путем рассверливания и развертывания под ремонтный размер или же заваривают с последующим рассверливанием до нормального размера. В тех случаях, когда это допустимо, отверстия восстанавливают путем установки в них втулок, привариваемых к телу звездочки.
Направляющие колесаремонтируют при износе наружной поверхности обода, при наличии трещин на ободе и спицах, при изломе бурта обода, при износе или повреждении резьбы под болты крепления корпуса уплотнения и крышки, а также при износе отверстия под шейку коленчатой оси. Наружную поверхность обода восстанавливают автоматической наплавкой под слоем флюса. Трещины на ободе и спицах заваривают с последующей зачисткой наплывов металла заподлицо с поверхностью деталей. Изломанный бурт ремонтируют путем приварки заплат. Резьбу в отверстиях под болты восстанавливают, нарезая резьбу ремонтного размера.Изношенное посадочное отверстие направляющего колеса также наплавляют под слоем флюса. При наличии трещин более чем на двух спицах, в двух местах обода и при изломе бурта на участке длиной более 200 мм направляющие колеса выбраковывают.
Изогнутые коленчатые оси направляющих колес выправляют под прессом до устранения изгиба. При аварийных деформациях, трещинах и изломах ось выбраковывают.
В балансиреобычно изнашиваются малая и большая втулки, отверстия под болты, крепления корпусов, уплотнения и крышки под подшипники и коническую пробку. Изношенные втулки заменяют, а трещины заваривают. Резьбу в отверстиях перерезают на ремонтный размер, а изношенную поверхность отверстий под подшипники восстанавливают путем запрессовки в них колец.
Изношенные ободы опорных катков наплавляют до нормального размера. Трещины спиц и обода заваривают, изношенный защитный колпак заменяют новым. Поддерживающие ролики ремонтируют напрессовкой колец из полосовой стали или наплавкой металла до нормального размера.
Звенья гусеницремонтируют на специализированных предприятиях путем наплавки. Изношенные пальцы заменяют.
Ремонт ходовой части гусеничных тракторов, а также разборка и сборка ее узлов – трудоемкие операции, требующие применение специального оборудования и приспособлений. Так, для разборки и сборки кареток подвески трактора ДТ-75 применяют стенд ОПР-1402М. (Рис.1) Поддерживающие ролики и опорные катки снимают с помощью съемника. Имеются приспособления для стягивания гусениц, снятия пружин, кареток, выпрессовки осей качания, снятия роликоподшипников, запрессовки втулок и подшипников, сборки уплотнений т др. Использование этих приспособлений облегчает труд ремонтника, обеспечивает безопасное и высококачественное выполнение работы.

Табл. Неисправностей, Причин и Способов устранения
| Неисправность | Причины | Способы устранения |
| 1.Трактор уводит в сторону при прямолинейном движении. | 1.1.Правая и левая гусеницы не одинаково натянуты. 1.2.Гусеницы имеют разный износ. 1.3.Замаслились накладки лент тормозов солнечной шестерни. 1.4Износились накладки лент тормоза солнечной шестерни. | 1.1.Отрегулировать свободный ход рычагов управления. Отрегулировать натяжение гусениц. 1.2.Поменять гусеницы местами 1.3.Промыть накладки лент керосином. 1.4.Заменить накладки лент. |
| 2.Утечка масла из катков, роликов и колёс. | 1.1Ослабло крепления корпуса уплотнения. 1.2.Повреждён резиновый чехол . 1.3.Изношены рабочие поверхности уплотнительных колец. | 1.1Подтянуть крепления корпуса уплотнения. 1.2.Заменить чехол. 1.3.Притереть кольца , а при большом износе заменить их. |
| 3.Гусеница проскальзывает по вершинам зубьев ведущих колёс и стучит. | 1.1.Изношены пальцы и проушины звеньев гусениц. 1.2.Большой износ зубьев ведущего колеса. | 1.1.Удалить одно звено и отрегулировать натяжение гусеничной цепи. 1.2.При одностороннем износе зубьев, поменять ведущие колёса местами, при двустороннем износе заменить ведущие колёса. |
Заключение
Табл. Неиспр-ти, Пр-ны и Способы устранения
Источник