- Проверка и регулировка ходовой части тракторов ДТ-75М, ДТ-75Б, ДТ-75К
- Ремонт ходовой части гусеничных тракторов
- Технология выполнения ТО и ремонта ходового устройства трактора ДТ-75
- Назначение, устройство и работа ходового устройства трактора ДТ-75. Изучение технологии ремонта ходового устройства трактора. Описание ремонта и восстановление опорных катков, поддерживающих роликов и направляющих колес. Меры пожарной безопасности.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- 1.1 Назначение и устройство ходового устройства трактора ДТ-75
- 1.2 Работа ходового устройства трактора ДТ-75
- В процессе работы гусеничного движителя на опорную ветвь гусеницы действуют нормальные силы, вызываемые в основном весовыми нагрузками, и касательные реакции опорной поверхности.
- 2. ТЕХНОЛОГИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ-75
- 3. ТЕХНОЛОГИЯ РЕМОНТА ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ- 75
Проверка и регулировка ходовой части тракторов ДТ-75М, ДТ-75Б, ДТ-75К
Проверка и регулировка кареток подвески. В каретках подвески проверяется и регулируется осевое перемещение (люфт) в подшипниках опорных катков. Правильно собранная каретка не должна иметь радиального биения опорных катков, а осевое перемещение должно составлять 0,2-0,4 мм. Для того чтобы проверить состояние подшипников, необходимо каждую пару опорных катков приподнять над гусеницей при помощи домкрата либо специального башмака, который устанавливается под головку балансира каретки. Радиальное биение и осевое перемещение опорных катков определяется ломиком, пропуская его в окно катка. Упирая ломик в балансир, следует нажать им на каток в осевом и радиальном направлениях. Для регулировки нужно снять каретку подвески с цапфы рамы, отвернуть гайки осей катков, снять съёмником опорные катка. Затем вывернуть болты корпусов уплотнения, снять корпуса и удалить регулировочные прокладки.
В зависимости от величины осевого перемещения следует уменьшить число регулировочных прокладок, выбирая их поровну с каждой стороны.
Затем следует вновь установить с оставшимися регулировочными прокладками корпуса уплотнений и затянуть болты. Вращая ось катков, проверяется регулировка подшипников. При правильной регулировке ось катков будет туго проворачиваться в подшипниках. После этого нужно добавить одну прокладку толщиной 0,2 мм, собрать весь узел, убедиться, что опорные катки вращаются свободно, без заедания, затем установить каретку на цапфу рамы.
Осевое перемещение кареток подвески на цапфах рамы не регулируется. Однако необходимо периодически осуществлять контроль осевого люфта, чтобы определить надёжность крепления резьбовых соединений и степень износа трущихся поверхностей деталей крепления кареток. Если осевое перемещение составляет более 2 мм, то его надо уменьшить, устанавливая картонную прокладку толщиной 0,5 мм под крышку (12) [рисунок 66] вместо прокладки толщиной 1,5 мм, установленной при сборке трактора на заводе.
Источник
Ремонт ходовой части гусеничных тракторов
Абразивному изнашиванию подвержены детали ходовой части гусеничных тракторов. При этом потеря размеров и массы деталей составляет значительную долю.
Ремонт и восстановление опорных катков, направляющих колёс, поддерживающих роликов.
Основные дефекты перечисленных деталей проявляются в виде износа поверхности качения; трещин спиц, обода; износа поверхности посадочных мест под наружное кольцо подшипника качения. У поддерживающих роликов с резиновыми бандажами наблюдается разрушение бандажей. Бандажи, имеющие нарушения и износ, подлежат замене.
Восстановление наплавкой. Изношенные поверхности качения поддерживающих роликов, направляющих колёс и опорных роликов подлежат восстановлению наплавкой электродуговыми способами (проволокой Нп-30ХГСА под слоем керамического флюса АНК-18, порошковой проволокой ПП-АН122 либо порошковой лентой ПЛ-АН101). Опорные катки тракторов Т-4 и Т-4А обрабатываются по наружному диаметру электроконтактным способом. Уменьшение внутреннего диаметра отверстия под подшипники опорного катка и поддерживающего ролика осуществляется под воздействием напряжений, которые возникают в результате наплавки. Остаточные деформации отверстий под подшипники достаточны для компенсации износа поверхности в соединении с подшипником. В этом случае отверстия растачивают (у опорных катков трактора Т-4 их обрабатывают на протяжном станке).
Бандажирование. В условиях мелкосерийного производства для восстановления опорных катков и поддерживающих роликов тракторов ДТ-75 применяется бандажирование. Рабочую поверхность ролика либо катка протачивают до выведения следов износа. С помощью гибочного приспособления из полосовой стали (сталь 45, толщиной 8-10 мм), достаточной для компенсации износа, изготавливают кольцо. Стык кольца сваривается вручную (электросваркой), а его внутренняя поверхность растачивается до размера, который обеспечивает посадку кольца на ободе с натягом 0,15-0,25 мм. Кольцо напрессовывают на обод при температуре первого 300-400 градусов Цельсия и приваривают с двух сторон по торцу вкруговую. Износостойкость восстановленных бандажированием катков составляет 0,5-0,6 от уровня новых.
Восстановление электрошлаковой наплавкой. В специализированых предприятиях применяется восстановление ободов, роликов и катков электрошлаковой наплавкой. Опорные катки, прошедшие восстановление электрошлаковой наплавкой, по износостойкости не уступают новым.
Заливка жидким металлом. Для восстановления опорных катков в условиях специализированных предприятий может быть применена заливка жидким металлом – чугуном либо сталью. Поверхность обода тщательно зачищается (до металлического блеска), затем на неё наносится слой специального флюса (АНШ-200, АНШ-400, разведённый на лаке №302) толщиной 1-2 мм и просушивается. Каток подогревают до 400-800 градусов Цельсия, устанавливают в подогретый до 200-300 градусов Цельсия кокиль (чугунная форма) и заливают расплавленный (перегретый) металл.
Заварка трещин. Трещины на спицах и ободе направляющих колёс и опорных катков устраняют сваркой.
Постановка втулки. Изношенные поверхности под подшипники в ступицах поддерживающих роликов, опорных катков и направляющих колёс восстанавливают постановкой промежуточной втулки с толщиной стенки 3-4 мм либо железнением.
Восстановление ведущих колёс. Ведущие колёса гусеничных машин с односторонним износом зубьев переставляются на другую сторону трактора при текущем ремонте.
В условиях единичного (мелкосерийного) производства изношенные зубья ведущих колёс восстанавливают наплавкой вручную.
На специализированных предприятиях восстанавливают целиком венец ведущего колеса приваркой накладок. Для этого посредством специального копирного устройства зубчатый венец колеса обрезают газовой либо плазменной горелкой. К выровненному по копиру венцу ведущего колеса привариваются компенсационные элементы. Из полосы стали 45 в специальном штампе изготавливают вкладыши и собирают их вместе с подготовленным колесом в кондукторе манипуляторе (либо прихватывают ручной сваркой). После сборки колесо сваривают с вкладышами под слоем флюса по всему контуру с двух сторон (рис. 137).
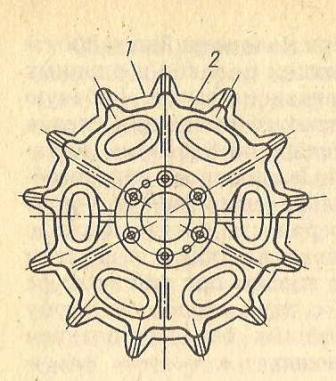
Рис. 137. Схема приварки накладок для восстановления венца ведущего колеса:
1) – Накладка (сектор); 2) – Сварной шов.
Восстановление гусениц. Изношенные пальцы гусеничной цепи заменяются новыми. У звена гусеницы изнашиваются поверхности отверстий проушин (допускается до толщины стенки 3,5 мм), цевки в местах соприкосновения с зубьями ведущего колеса (допустимый износ цевки 7 мм), беговые дорожки, почвозацепы.
При восстановлении звеньев гусениц наибольшее распространение получили способы пластического деформирования, заливки жидким металлом, электродуговой наплавки. Наилучшие показатели качества восстановления (не хуже новых) обеспечивает способ пластической деформации, используемый на специализированных линиях.
Пластическая деформация. Звенья очищаются в галтовочном барабане. При галтовке с их поверхности удалятся ржавчина и грязь, а также выявляются трещины. Одновременно очистку проходит партия из 60 звеньев, время обработки – 40 мин. Дефектуют звенья с помощью шаблонов и калибров. Нагревают их в два приёма: сначала прогревают до температуры 350-400 градусов Цельсия, затем 5 минут выдерживают в расплаве соли (хлористого бария), нагретой до температуры 1000-1050 градусов Цельсия в соляной электропечи.
Нагретое звено подают в разъёмный штамп с регулируемым рабочим объёмом каждой секции. Штамп работает от двенадцатипозиционного гидравлического агрегатного пресса с общим усилием на шпинделе 60 МН. Время горячей деформации звена в штампе – 5-6 секунд.
Закаливают звенья холодной проточной водой.
Заливка жидким металлом. Данный способ применяется для восстановления звена в том случае, когда нет возможности реализовать пластическое деформирование. Схема этого способа приведена на рисунке 138.
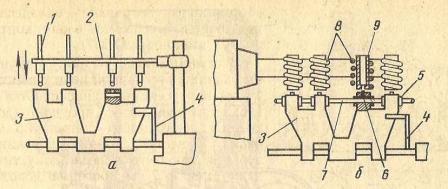
Рис. 138. Схема восстановления проушин звена гусеницы заливкой жидким металлом:
а) – Прожигание технологических отверстий; б) — Заливка проушин, 1) – Электрод, 2) – Электрододержатель, 3) – Звено, 4) – Кронштейн, 5) – Боковой прижим, 6) – Залитый вкладыш, 7) – Технологический стержень, 8) – Индуктор, 9) – Тигель.
С помощью электрической дуги угольным электродом в стенке проушины со стороны наибольшего износа прожигают технологическое отверстие, в проушину вставляют технологический стержень и закупоривают её с обеих сторон огнеупорной глиной. Металл расплавляют в тиглях либо с помощью ТВЧ и заливают в проушины через технологические отверстия. Он заполняет изношенную полость проушины и, кристаллизуясь, образует вкладыш, который удерживается за счёт неравномерного износа поверхности проушины и своеобразной заклёпки, образованной застывшим в технологическом отверстии металлом.
Ремонт элементов ходовой части тракторов типа Т-100М. Изношенные втулки и пальцы гусениц не восстанавливают. Беговую дорожку звена восстанавливают наплавкой, поверхности под палец и втулку не восстанавливают. Изношенные почвозацепы наплавляют до нормальной высоты либо приваривают к их вершинам прутки. Звенья гусениц восстанавливают только на специализированных предприятиях с программой, которая обеспечивает окупаемость технологических линий в нормативные сроки.
Разборка и сборка ходовой части. Для разборки и сборки элементов ходовой части используются стенды и приспособления.
Разборка кареток. Каретки тракторов ДТ-75 устанавливают в удобное положение и начинают разборку со сжатия и снятия рессорных пружин, используя приспособления. Затем снимают катки и остальные детали, применяя съёмники, прессы и прочее.
Для разборки кареток есть стенды ОПР-1402М (рис. 139).
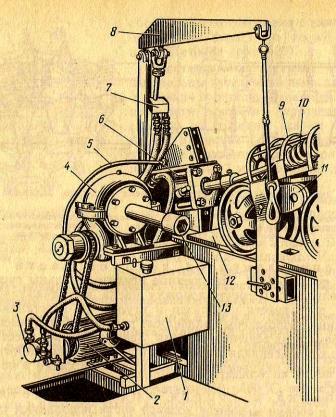
Рис. 139. Стенд ОПР-1402М для разборки и сборки кареток тракторов ДТ-75 и ДТ-75М:
1) – Масляный бак, 2) – Электродвигатель, 3) – Гидронасос, 4) – Редуктор гайковёрта, 5) – Рычаг включения гайковёрта, 6) – Гидроцилиндр, 7) – Гидроцилиндр подъёмника, 8) – Стрела подъёмника, 9) – Ограждение, 10) – Рессора каретки, 11) – Каретка, 12) – Поворотный стол стенда, 13) – Головка ключа гайковёрта.
С помощью гидроцилиндра (6) и комплекта приспособлений можно сжимать пружины и выполнять прессовые работы: запрессовывать и выпрессовывать втулки балансиров, снимать с осей и напрессовывать на них опорные катки, снимать и напрессовывать подшипники и прочее. Повернув стол вместе с кареткой на 90 градусов, гайковёртом отвёртывают и завёртывают гайки крепления катков.
Сборка опорных катков. При сборке опорных катков, поддерживающих роликов и направляющих колёс регулируют их продольный разбег на оси либо зазор в конических роликовых подшипниках. Для регулировки ставят прокладку (направляющее колесо и опорный каток трактора ДТ-75) либо вращают регулировочную гайку на оси (направляющее колесо ДТ-75, Т-150, поддерживающий ролик трактора Т-4, Т-4А).
Сборка механизма натяжения гусениц. При сборке механизма натяжения гусениц пружину натяжного устройства сжимают с помощью стенда либо пресса до определённой длины (640 мм для ДТ-75, 652 мм для Т-4, Т-4А и 525 мм для Т-150). Перед невёртыванием гаек резьбу стяжного болта смазывают солидолографитовой смазкой.
Сборка тележек. Тележку гусениц тракторов Т-4, Т-4А собирают на специальной подставке либо стенде, который позволяет поворачивать её вокруг продольной оси. Сборку начинают со сборки рамы, установки амортизатора рессоры и опорных катков. Первым, третьим и пятым по ходу трактора должны быть установлены двубортные катки, а вторым, четвёртым и шестым – однобортные. После монтажа опорных катков на их беговые дорожки накладывают линейку (рейку). Зазор между линейкой и минимальным по диаметру катком не должен превышать 1,5 мм. Допускается установка прокладок под ось катка в местах её крепления.
Сборка гусениц. Гусеницы тракторов тягового класса 3 в условиях мастерских совхозов и колхозов собирают вручную на специальных подставках, а на ремонтных предприятиях с большой программой применяют гидрофицированные стенды, которые обеспечивают механизированную запрессовку (выпрессовку) пальцев и дискретное перемещение гусеницы на один шаг (рис. 140).
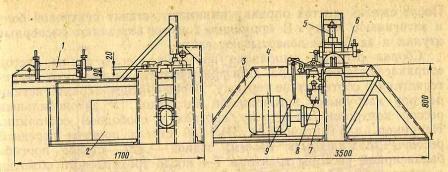
Рис. 140. Стенд для сборки гусениц тракторов тягового класса 3.
1) – Гидроцилиндр для запрессовки пальцев, 2) – Бак для масла, 3) – Рама, 4) – Электродвигатель, 5) – Гидроцилиндр для прижатия гусеницы, 6) – Гидроцилиндр для перемещения гусеницы, 7) – Гидронасос, 8) – Распределитель, 9) – Рукоятка загиба шплинтов.
Источник
Технология выполнения ТО и ремонта ходового устройства трактора ДТ-75
Назначение, устройство и работа ходового устройства трактора ДТ-75. Изучение технологии ремонта ходового устройства трактора. Описание ремонта и восстановление опорных катков, поддерживающих роликов и направляющих колес. Меры пожарной безопасности.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 05.03.2018 |
| Размер файла | 244,3 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
ВЫПУСКНАЯ ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема выпускной квалификационной работы:
«Технология выполнения ТО и ремонта ходового
устройства трактора ДТ-75»
Выпускник: Кудрявцев Юрий Анатольевич
(фамилия, имя, отчество)
1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И РАБОТА ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ-75
1.1 Назначение и устройство
1.2 Работа ходового устройства
2. ТЕХНОЛОГИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ-75
2.1 Ежедневное техническое обслуживание
2.2 Техническое обслуживание №1
2.3 Техническое обслуживание №2
2.4 Техническое обслуживание №3
3.ТЕХНОЛОГИЯ РЕМОНТА ХОДОВОГО УСТРОЙСВА ТРАКТОРА ДТ-75
3.1 Основные неисправности ходовой системы
3.2 Ремонт и восстановление опорных катков, поддерживающих роликов и направляющих колес
4. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ, ОХРАНЫ ТРУДА И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ- 75
4.1 Техника безопасности и охраны труда
4.2 Меры безопасности при ТО и ремонте ДСМ
4.3 Требования производственной санитарии и промышленной гигиены
4.4 Меры пожарной безопасности на предприятии
4.5 Меры электробезопасности при техническом обслуживании и ремонте
4.6 Охрана окружающей среды
трактор ремонт устройство ходовой
Тема выбрана мной, потому что уже более полвека ДТ-75 является самым массовым гусеничным трактором. Трактор приобрёл хорошую репутацию благодаря удачному сочетанию высоких эксплуатационных свойств, простоте, экономичности, ремонтопригодности и невысокой стоимости.
Актуальность темы обусловлена тем, что техническое состояние ходовой системы трактора влияет на показатели его использования. Так, при неправильном натяжении гусениц у трактора на его передвижение требуется мощности на 7…9% больше обычного, то есть меньше мощности остается для полезной работы.
Для предотвращения отказов, преждевременных износов и разрегулировок следует своевременно проверять состояние узлов ходовой системы и при необходимости устранять повреждения.
Объект исследования — процесс поддержания всех узлов ходовой части в рабочем состоянии и своевременная замена и устранение неисправностей узлов и деталей механизмов.
Предмет изучения — эксплуатация и техническое обслуживание ходового устройства трактора ДТ — 75.
Цель выпускной письменной экзаменационной работы: «Описать конструкции ходовой части гусеничных тракторов и принцип ее работы, технологический процесс технического обслуживания, осмотр, выявление основных неисправностей и способы их устранения».
В соответствии с данной целью поставлены следующие задачи:
— глубоко изучить в теории назначение и принцип работы ходовой части;
— рассмотреть технологию технического обслуживания ходового устройства трактора ДТ- 75;
— на практике познакомиться с технологией ремонта и восстановления балансиров кареток подвески и рам тележек гусениц, опорных катков, ведущих колес, а также с поэтапной разборкой и сборкой ходовой части.
— изучить правила техники безопасности, охраны труда и охраны окружающей среды при техническом обслуживании и ремонте ходового устройства трактора ДТ- 75.
Теоретической основой представленной работы также выступили научные работы российских авторов, посвященных изучению транспортных машин и транспортно-технологических комплексов В.М. Шарипова, С.П. Баженова, Б.Н. Казьмина, С.В. Носова, В.С. Курасова, Е.И. Трубилина, А.И. Тлишева. В.А. Родичева и Г.И. Родичева.
1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И РАБОТА ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ- 75
1.1 Назначение и устройство ходового устройства трактора ДТ-75
2- гусеничная цепь;
3- направляющее колесо;
5- поддерживающий ролик;
7- ведущее колесо;
10- балансирная каретка;
12- натяжной механизм;
13- передний кронштейн;
14- коленчатая ось;
Рис. 1 Ходовая система
1.2 Работа ходового устройства трактора ДТ-75
В процессе работы гусеничного движителя на опорную ветвь гусеницы действуют нормальные силы, вызываемые в основном весовыми нагрузками, и касательные реакции опорной поверхности.
2- поддерживающие ролики;
3- ведущая звёздочка;
4- опорные катки;
5- амортизирующее устройство;
6- направляющее колесо.
Рис. 2 Схема работы гусеничного движителя
2. ТЕХНОЛОГИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ-75
Техническое обслуживание — это совокупность обязательных операций по проверке, очистке, смазке, креплению и регулировке деталей и узлов машин, имеющих целью — предупредить преждевременные износы, появление неисправностей и поломок и обеспечить работоспособное состояние машины.
Техническое обслуживание тракторов проводят обязательно после выработки определенного количества мото-часов или расходования определенного количества топлива. Машина, не прошедшая очередного технического обслуживания, к дальнейшей работе не допускается.
Операции технического обслуживания:
— Контрольный осмотр проводят через каждые 4-6 мото/часов.
— Ежедневное техническое обслуживание проводят проводят через 8-10 мото/часов, и в течении смены.
— Техническое обслуживание №1 проводят через 125 мото/часов.
— Техническое обслуживание №2 проводят через 500 мото/часов.
— Техническое обслуживание №3 проводят через 1000 мото/часов.
2.1 Ежедневное техническое обслуживание
Очищают от пыли и грязи ходовую систему трактора. Проверяют внешним осмотром отсутствие течи масла и при необходимости устраняют подтекания. Проводится через 8…10 мото/часов.
2.2 Техническое обслуживание №1
Проверяют уровни масла в составных частях ходовой системы (опорные катки и поддерживающие ролики, направляющие колеса) в соответствии со схемой смазки и доливают его до установленного уровня. Проводится через 125 мото/часов.
2.3 Техническое обслуживание №2
Проверяют и подтягивают все наружные крепления. Особое внимание обращают на гайки опорных катков и клиньев осей качания кареток подвески, винтов крепления крышек в каретках подвески, направляющих колес и поддерживающих роликов. Проверяют и при необходимости регулируют натяжение гусениц и проверяют шплинтовку пальцев. Во время работы трактора вследствие износа отверстий проушин звеньев и пальцев длина гусеницы увеличивается, а натяжение ее ослабевает. Слабое натяжение гусеницы вызывает утыкание в цевки и прощелкивание зубьев ведущего колеса, приводящие к быстрому износу элементов зацепления. Перед проверкой трактор устанавливают на ровной и твердой площадке. Перед остановкой трактор должен немного продвинуться вперед, чтобы натянуть участок гусеницы, расположенный между последними парами опорных катков и ведущими колесами. Величину провисания верхней ветви гусеницы на участке между передним и задним поддерживающими роликами определяют следующим образом. На выступающие концы пальцев звеньев, расположенных над поддерживающими роликами, кладут ровную планку и линейкой измеряют расстояние от планки до пальцев наиболее провисающих звеньев. В правильно натянутой гусенице это расстояние равно30-50 мм. Если величина провисания более 50 мм, то необходимо отрегулировать натяжение гусениц. Для этого очищают от грязи резьбу стяжного болта, покрывают его смазкой УС, отпускают контргайку и, свинчивая регулировочную гайку с натяжного болта амортизатора, подают направляющее колесо вперед до тех пор, пока не будет достигнуто нормальное натяжение гусеницы. После регулировки резьбу натяжного болта смазывают смазкой УС и затягивают контргайку Натяжение можно регулировать до тех пор, пока направляющее колесо не окажется в крайнем переднем положении, тоесть резьбовой конец натяжного болта не скроется полностью в сферической головке упорного кронштейна рамы. Тогда разъединяют гусеничную цепь и удаляют из нее одно звено. Чтобы соединить, укороченные гусеницы, гайку и контргайку навертывают на натяжной болт до соприкосновения с гайкой, стягивающей пружины амортизаторов. Подают направляющее колесо в крайнее заднее положение. Затем соединяют гусеничную цепь и регулируют ее натяжение. Проверка и регулировка натяжения гусениц. При регулировке натяжения гусеницы не следует отвертывать гайку, так как положение ее определяет раз и навсегда установленное предварительное сжатие пружин и на натяжение гусеничной цепи не влияет. Нельзя также чрезмерно натягивать гусеничную цепь, так как повышенное натяжение увеличивает нагрузки в проушинах звеньев при перегибах и, следовательно, вызывает быстрый износ звеньев и пальцев. Кроме того, повышенное натяжение гусениц понижает коэффициент полезного действия гусеничного движителя, приводит к перерасходу топлива и потере тяговой мощности трактора. Проводится через 500 мото/часов.
2.4 Техническое обслуживание №3
Проверяют и при необходимости регулируют: осевое перемещение опорных катков, подшипники направляющих колес. Проверка и регулировка кареток подвески. В каретках подвески проверяют и регулируют осевое перемещение (люфт) опорных катков в подшипниках. В правильно собранной каретке не должно быть радиального биения опорных катков, а осевое перемещение должно составлять 0,2-0,4 мм. При эксплуатации трактора изнашиваются ролики и кольца конических роликоподшипников. Между ними увеличивается зазор, вследствие чего появляется радиальное биение и повышенное осевое перемещение катков. Для проверки состояния подшипников каждую пару опорных катков приподнимают над гусеницей с помощью домкрата или специального башмака, устанавливаемого под головку балансира каретки. Радиальное биение и осевое перемещение опорных катков определяют с помощью ломика, пропущенного в окно катка. Упирая ломик в балансир, нажимают им на каток в осевом и радиальном направлениях. Если при этом величина перемещения катков с осью будет больше установленной, необходимо отрегулировать подшипники. Для этого снимают каретку подвески с цапфы рамы и, отвернув гайки осей катков, снимают при помощи съемника опорные катки. Затем вывертывают болты корпусов уплотнения, снимают корпуса и регулировочные прокладки. В зависимости от величины осевого перемещения уменьшают количество регулировочных прокладок поровну с каждой стороны. Вновь устанавливают с оставшимися регулировочными прокладками корпуса уплотнений и затягивают болты. Вращая ось катков, проверяют регулировку подшипников. Если они отрегулированы правильно, ось катков будет проворачиваться в подшипниках туго. После этого добавляют одну прокладку толщиной 0,2 мм, собирают весь узел и, убедившись, что опорные катки вращаются свободно, без заедания, устанавливают каретку на цапфу рамы. Осевое перемещение кареток подвески на цапфах рамы у трактора ДТ-75 не регулируют. Однако необходимо периодически контролировать величину осевого люфта, чтобы определить надежность крепления резьбовых соединений и степень износа трущихся поверхностей деталей крепления кареток. Нормальное осевое перемещение кареток должно находиться в пределах 0,52 мм. Если осевое перемещение свыше 2 мм, то уменьшают его величину, устанавливая картонную прокладку толщиной 0,5 мм под крышку вместо прокладки толщиной 1,5 мм, устанавливаемой при сборке трактора на заводе. Если при проведении регулировок приходится открывать заполненные смазкой полости, необходимо тщательно промыть работающие в смазке детали, очистить их от грязи и проверить состояние деталей уплотнения.
Проверка и регулировка направляющего колеса. В направляющих колесах проверяют и регулируют конические роликоподшипники. При проверке снимают гусеничную цепь и покачивают колесо вручную. Если направляющее колесо отрегулировано правильно, то в подшипниках не должно быть радиального зазора, а осевое перемещение колеса должно находиться в пределах 0,2-0,5 мм. При обнаружении радиального зазора или повышенного осевого перемещения направляющего колеса подшипники регулируют. Для этого отвертывают болты, крепящие крышку, и снимают ее вместе с картонной прокладкой. Отгибают с граней гаек, крепящих колесо на коленчатой оси, замковую пластину и, придерживая одним ключом гайку, отвертывают другим на пол-оборота контргайку. Завертывая гайку, устраняют зазор в конических роликоподшипниках направляющего колеса. Гайку завертывают до тех пор, пока не потребуется приложить значительное усилие на ободе для вращения направляющего колеса.
После этого отвертывают гайку на ј — 1/3 оборота и, придерживая ее ключом, затягивают до отказа контргайку. Убедившись, что направляющее колесо вращается свободно, без заедания и радиального зазора, и перемещается в осевом направлении в указанных пределах, шплинтуют гайку и контргайку, устанавливают крышку с прокладкой и затягивают болты крышки. Проверка и регулировка натяжения гусениц. Во время работы трактора вследствие износа отверстий проушин звеньев и пальцев длина гусеницы увеличивается, а натяжение ее ослабевает. Проводится через 1000 мото/часов.
3. ТЕХНОЛОГИЯ РЕМОНТА ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ- 75
Источник