- Ремонт ходовой части гусеничных машин
- Опорные катки, поддерживающие ролики и натяжные колеса
- Ведущие колеса
- Детали гусеничной цепи
- Сварка и обкатка агрегатов ходовой части
- Особенности ремонта ходовой части гусеничного экскаватора
- Ходовая часть гусеничных машин Рекомендации по техническому обслуживанию
- Пальцы и втулки
- Проверка натяжения гусеничной ленты и люфта подшипников
- Технологии ходовой части
Ремонт ходовой части гусеничных машин
Многие детали ходовой части гусеничных машин в процессе работы испытывают большие контактные нагрузки и подвергаются абразивному изнашиванию. В результате некоторые из них изнашиваются на значительную величину, а потеря металла для одной детали доходит до 30-40%, что необходимо учитывать при выборе способа восстановления.
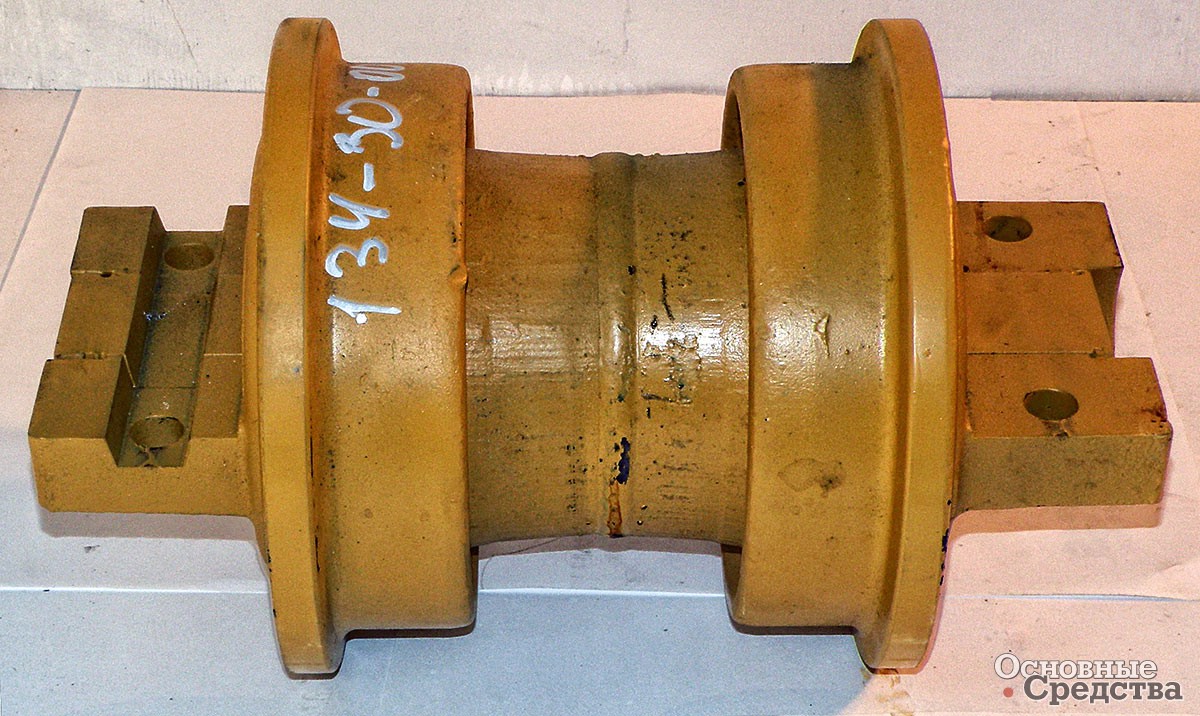
Опорные катки, поддерживающие ролики и натяжные колеса
Основные дефекты деталей:
- износ рабочих поверхностей
- трещины обода и спиц
- износ поверхности посадочных мест под наружные кольца подшипников
У поддерживающих роликов с резиновыми бандажами происходит износ или разрушение бандажей, которые заменяют новыми.
Опорные катки и направляющие колеса выбраковывают при изломе более двух спиц и одновременном износе обода до толщины менее 10 мм, а также при наличии двух трещин на ободе.
При восстановлении опорных катков и направляющих колес трещины заваривают электродуговой сваркой электродом Э-42.
Изношенные рабочие поверхности поддерживающих роликов, ободьев опорных катков и направляющих колес тракторов класса тяги 3 восстанавливают автоматической наплавкой проволокой Св-08 под флюсом АНК-18, проволокой Нп-65Г под флюсом АН-348А, порошковой проволокой ПП-АН122 или порошковой лентой без последующей механической обработки.
В условиях мелкосерийного производства для восстановления опорных катков и поддерживающих роликов этих тракторов применяют бандажирование. Рабочую поверхность детали протачивают до выведения следов износа. Из полосовой стали толщиной 8-10 мм изготавливают кольцо, напрессовывают после нагрева на обод натягом 0,15—0,25 мм и приваривают по торцу. Долговечность катков, восстановленных бандажированием, составляет 50—60% от уровня новых. На специализированных ремонтных предприятиях опорные катки восстанавливают зкектрошпаковой наплавкой. Опорные катки, восстановленные этим способом, по износостойкости не уступают новым.
Для восстановления опорных катков и поддерживающих роликов в условиях специализированных предприятий может быть использована заливка жидким металлом (чугуном или сталью).
Изношенное отверстие под ось в ступице катка трактора класса тяги 3 восстанавливают холодным обжатием ступицы в специальном приспособлении на прессе.
При восстановлении опорных катков, поддерживающих роликов и направляющих колес тракторов Т-4А и Т-130 требуется обработка наплавленных поверхностей. В зависимости от твердости наплавленного металла применяют электроконтактную (разновидность анодно-механической обработки) или токарную обработку поверхностей. Наплавленные под слоем флюса проволокой Нп-50, Нп-65Г беговые дорожки роликов, опорных катков и направляющих колес после обработки на токарных станках до нормального размера закаливают с нагрева НВЧ на глубину 5 мм до твердости НКС 45.
Ведущие колеса
При текущем ремонте ведущие колеса гусеничных машин с односторонним и?носом переставляют с одной стороны на другую. Если зубья изношены с двух сторон, в условиях мелкосерийного производства их наплавляют ручной электродуговой сваркой. При ручной наплавке на ступице колеса закрепляют шаблон (используют новое зубчатое колесо). Вначале зуб наплавляют по кромкам с обеих сторон электродами УОНИ- 15/35, а затем по всему профилю электродами ОМЧ-1.
На специализированных предприятиях ведущие колеса восстанавливают приваркой накладок.
Детали гусеничной цепи
У звена гусеничной цепи изнашиваются отверстия проушин, беговые дорожки, почвозацепы, цевки в местах соприкосновения с зубьями ведущего колеса. Деформированные звенья правят на гидравлическом прессе, небольшие трещины заваривают.
Износ проушин допускается до толщины стенки 3 мм, а износ цевки — до 7 мм. Изношенные пальцы заменяют новыми.
При восстановлении звеньев гусениц тракторов класса тяги 3 наибольшее распространение получили способы пластического деформирования (обжатие), заливка жидким металлом, элекгро-дуговая наплавка. Наилучшие показатели качества обеспечивает способ пластического деформирования многосекционными пуансонами на специализированных линиях.
С помощью электрической дуги угольным электродом в стенке проушины со стороны наибольшего износа прожигают технологическое отверстие, в проушину вставляют технологический стержень и закупоривают ее с обеих сторон огнеупорной глиной. Металл расплавляют в тиглях или с помощью ТВЧ и заливают в проушины через технологические отверстия. Он заполняет полость проушины и, кристаллизуясь, образует вкладыш, удерживаемый за счет неравномерно изношенной поверхности проушины и металлом, застывшим в технологическом отверстии.
Проушины звеньев восстанавливают также кузнечно-сварочным способом. Изношенные проушины нагревают в горне до температуры 800-900°С, разрубают и обжимают на оправке молотком. Место стыка заваривают электродуговой сваркой и наплавляют слой металла для получения нормальной толщины стенки.
При ремонте гусеничной цепи трактора Т-130 изношенные втулки и пальцы не восстанавливают. Втулки и пальцы, имеющие односторонний износ, поворачивают на 180°, а при двустороннем — выбраковывают. При значительном износе отверстий под втулки и пальцы звенья заменяют. Беговую дорожку звена восстанавливают наплавкой. Изношенные почвозацепы башмаков наплавляют под слоем флюса в специальных приспособлениях. Разбирают и собирают гусеничную цепь с помощью гидравлического пресса.
У звеньев гусеничных цепей экскаваторов изнашиваются боковые дорожки, гребни и отверстия в проушинах.
Беговые дорожки, изношенные более чем на 6 мм, восстанавливают автоматической наплавкой под слоем флюса. Изношенные поверхности гребней звеньев наплавляют вручную по шаблонам электродами ОЗН-250У или ОЗН-ЗООУ. После наплавки зачищают гребни шлифовальным кругом. Звенья, имеющие значительный износ отверстий в проушинах, выбраковывают.
Сварка и обкатка агрегатов ходовой части
Для сборки применяют специальные стенды и приспособления. Каретки тракторов класса тяги 3 собирают на том же стенде, на котором их разбирали (ОПР-1402М). Конические подшипники осей регулируют изменением толщины набора прокладок. При правильно отрегулированном зазоре в подшипниках ось туго вращается от руки. Опорные катки устанавливают попарно с учетом их фактических размеров. Это объясняется тем, что по диаметру катков установлены широкие отклонения. Установка их попарно с минимальной разницей в диаметре повышает ресурс ходовой части, поскольку дает возможность равномерно распределить нагрузку на опорные катки и тем самым уменьшить износ беговых дорожек опорных катков и звеньев гусениц.
После сборки и заправки смазкой каретки обкатывают для выявления дефектов сборки и приработки уплотнительных колец и других деталей в течение 15 мин при частоте вращения катков 150 мин-1. Во время обкатки проверяют отсутствие течи масла, надежность креплений деталей.
Тележки гусениц тракторов Т-4, Т-100М и Т-130 собирают на специальной подставке или стенде. Сборку начинают со сборки рамы, установки амортизатора рессоры и опорных катков. У тележек тракторов Т-100М и Т-130 однобортные катки устанавливают по краям и в середине, между ними — двубортные. У тележек трактора Т-4 первым, третьим и пятым по ходу трактора должны быть установлены двубортные катки, а вторым, четвертым и шестым — однобортные. После монтажа опорных катков на их беговые дорожки накладывают линейку (рейку). Зазор между линейкой и минимальным по диаметру катком не должен превышать 1,5 мм. Допускается установка прокладок под ось катка в местах ее крепления. Смещение катков относительно продольной оси тележки не должно превышать 1,5 мм. После сборки тележки обкатывают на специальном стенде. Гусеницы тракторов класса тяги 3 в условиях мастерских хозяйств собирают вручную на специальных подставках. Соединительные пальцы устанавливают головками на наружную сторону звеньев. С противоположной стороны — шайбы и шплинты. На специализированных предприятиях для сборки гусеничных цепей используют гидрофицированный стенд ОР-7748, обеспечивающий запрессовку (выпрессовку) пальцев и дискретное перемещение гусеницы на один шаг.
При сборке гусениц тракторов Т-4, Т-100М и Т-130 используют пресс ПБ-002 и специальное приспособление. Втулки пальцев гусениц после напрессовки звеньев должны выступать на 6 мм. Втулки замыкающих пальцев выступают над наружными торцами звеньев на 0,5 мм. Моменты затяжки болтов гаек башмаков должны быть 140-150 Нм.
Источник
Особенности ремонта ходовой части гусеничного экскаватора

В этом материале описан ремонт ходовой части на примере гусеничных экскаваторов Hitachi EX 225 и JCB XD 220. Несмотря на то, что это гусеничные экскаваторы различных производителей устройство их ходовой части практически идентично. Основными узлами, подверженными ремонту, являются звездочки, направляющие колеса (ленивцы), катки опорные и подвесные, цепи и натяжители.
Как показывает практика, не все катки гусеничного экскаватора требуют замены, хотя это достаточно просто — отвернуть два или четыре болта. Следовательно, замена всех катков одновременно нецелесообразна, так как можно осуществлять эту операцию при неразобранной ходовой без излишних трудностей. Каток гусеничного экскаватора достаточно простой механизм, определить его износ можно легко — он должен проворачиваться без усилий, при этом не иметь значительного люфта. Ремонт катков с заменой внутренних втулок нецелесообразен из-за их невысокой относительной цены.
 Источник фото: sfera-khv.ru Чаще всего ломаются звездочки, ленивцы, опорные и подвесные катки, цепи и натяжители
Источник фото: sfera-khv.ru Чаще всего ломаются звездочки, ленивцы, опорные и подвесные катки, цепи и натяжители
С ленивцами дело обстоит практически так же как с катками — предельный износ определить достаточно просто. В том случае, когда изнашиваются резиновые уплотнители, во втулки ленивца попадает абразив и их износ увеличивается в геометрической прогрессии и за короткое время ленивцы требуют полной замены. При снятой цепи замена ленивца очень проста: надо извлечь старый ленивец и вставить новый.
Основной износ приходится на цепи и звездочки. Стоимость звездочек не предполагает их ремонта и практически всегда требуется их замена. С цепями ситуация сложнее. Если экскаватор не использовался в карьере на погрузке песка или щебня, то скорее всего башмаки имеют небольшой износ, поэтому целесообразно поменять только цепи. Башмак прикручен к цепи 4 болтами под ключ 1″ или 26 (метрическая система). Момент затяжки этих болтов не позволяет пользоваться обычными ключами. Необходимо иметь редукторный ключ с квадратом на 3/4″ или на 1″ и 3-4 усиленные головки 1″ или 26 (метрическая система). Усилить головку необходимо кольцом-обжимкой из качественной легированной стали толщиной 3-4 мм. Так как при демонтаже башмаков необходимо открутить и закрутить около 400 болтов с гайками, то следует иметь несколько таких головок.
 Источник фото: sfera-khv.ru Основной износ приходится на цепи и звездочки
Источник фото: sfera-khv.ru Основной износ приходится на цепи и звездочки
Натяжитель с виду сложное устройство, но только на первый взгляд. В натяжителе присутствует поршень, который толкает и удерживает ленивец. Если «зеркало» поршня не было подвержено коррозии, то тогда достаточно заменить набор манжет, грязесъемников и уплотнительных колец, при этом не разбирая целиком нятяжитель. Например, на гусеничном экскаваторе JCB XD 220 необходимо вытянуть натяжитель и вытащить поршень, при этом ничего не откручивая. На поршне поменять манжету, на натяжителе грязесъемник.
 Источник фото: sfera-khv.ru При демонтаже башмаков необходимо открутить и закрутить около 400 болтов с гайками
Источник фото: sfera-khv.ru При демонтаже башмаков необходимо открутить и закрутить около 400 болтов с гайками
При любом виде ремонта необходимо позаботиться о запчастях. Так, например, доставка ремкомплекта натяжителя осуществляется в течение 2 месяцев.
Подводя итог, можно заключить: на ремонт ходовой части с переборкой цепей, заменой звездочек и нескольких катков, переборкой натяжителей требуется бригада из 2 человек и 4 рабочие смены. Необходимые инструменты: горелка (кислород и пропан) для монтажа/демонтажа пальцев, срезания болтов, редукторный ключ, усиленные головки 1″ или 26 (метрическая система). Запасные части: звездочки, цепи, болты с гайками для цепей 10-20 штук, катки, ремкомплекты натяжителя таких производителей, например, как Berco, ITR.
 Источник фото: sfera-khv.ru На ремонт ходовой части с переборкой основных узлов требуется 2 специалиста и 4 рабочие смены
Источник фото: sfera-khv.ru На ремонт ходовой части с переборкой основных узлов требуется 2 специалиста и 4 рабочие смены
Материал предоставлен ООО «КВМ» — аренда строительной техники, аренда экскаватора Hitachi, аренда экскаватора JCB, аренда самосвалов, аренда спецтехники, транспортные услуги, поставки карьерных строительных материалов, вывоз мусора.
Наши группы в Telegram, Viber. Присоединяйтесь!
Быстрая связь с редакцией в WhatsApp!
Источник
Ходовая часть гусеничных машин
Рекомендации по техническому обслуживанию
Краткий обзор конструкций, факторов, влияющих на износ, рекомендации по техническому обслуживанию и эксплуатации могут помочь увеличить срок службы ходовой части машин на гусеничном ходу.
Каждый в отдельности компонент ходовой части гусеничных машин – ведущие и направляющие колеса, опорные и поддерживающие катки, траки, башмаки, пальцы, втулки и ходовые рамы – выглядит относительно простой и понятной деталью. Но когда эти компоненты собраны в единую систему и составляют ходовую часть гусеничной машины, получается сложный механизм, на долю которого может приходиться половина и больше всего объема ремонтных работ по гусеничному бульдозеру за весь его срок службы.
Пальцы во втулках представляют собой шарниры гусеничной цепи, благодаря которым полотно огибает ведущее и направляющее колеса. В самом общем виде ходовые части гусеничных машин можно разделить по конструкции шарнира и способам смазки пальцев и втулок.

Так называемая «сухая цепь», в которой смазка между пальцем и втулкой не предусмотрена, почти не используется в современных гусеничных машинах, таких как бульдозеры, погрузчики и экскаваторы, хотя на некоторых самых больших карьерных экскаваторах, стоимость которых чрезвычайно высока, из экономии могут использоваться «сухие» гусеницы. Кроме того, гусеницы «сухого» типа продаются как запчасти, поскольку они дешевле оригинальных смазываемых гусениц и могут стать хорошей альтернативой, когда машина почти отслужила свое и использовать дорогие запчасти нет смысла.
Противоположностью «сухим» цепям являются гусеницы со смазываемыми втулками, в частности «с закрытым шарниром с консистентной смазкой», в которых между пальцем и втулкой закладывается консистентная смазка. Гусеницами с такими втулками обычно оснащают гидравлические экскаваторы, за исключением, как уже говорилось, некоторых очень крупных карьерных моделей. Одним из преимуществ смазываемых гусениц является более низкий шум при работе по сравнению с «сухими» гусеницами.






Гусеничные цепи третьего, относительно нового типа обычно называют «с закрытым шарниром с жидкой смазкой». В конструкцию их шарнира входят палец с полостью, заполненной маслом, и уплотнение из армированного полиуретана и резины. Через радиальный канал малого диаметра масло из полости поступает в кольцевой зазор между втулкой и пальцем. При сборке узла герметизирующая резиновая заглушка вставляется в небольшое отверстие в торце пальца, а через «иглу», вставленную в заглушку, вакуумным насосом можно откачивать воздух, проникающий через микроскопические поры в зазор между пальцем и втулкой, давая возможность маслу заполнить зазор.
Гусеничная цепь с консистентной смазкой стоит дороже, чем «сухая», а цепь с «жидкой смазкой» – еще дороже, однако два последних типа широко используются, поскольку износ в зазоре между пальцем и втулкой в них значительно меньше, чем в «сухих» цепях. Увеличение срока службы за счет смазки, как утверждают производители, с избытком компенсирует повышение стоимости.
Также существуют гусеницы с резинометаллическим шарниром. У них между пальцем и траком находится резиновая втулка, изгиб в местах сочленения траков происходит за счет эластичности резины. Применяются и шарниры с игольчатыми подшипниками в качестве втулки. Благодаря такой конструкции ресурс гусеницы возрастает, но значительно увеличивается и ее сложность. Эти последние два типа шарниров менее распространены, и мы не станем их рассматривать в данной статье.
Пальцы и втулки
Как только новая гусеничная машина попадает в грязь, неизбежно начинается износ ее ходовой части. Ведущее колесо перемещает гусеничное полотно, упираясь во втулки, а траки гусеничной цепи касаются направляющих колес и катков. При этих взаимодействиях металл постепенно стирается. Когда между трущимися парами попадают различные абразивные частицы, а также когда грунтозацепы траков погружаются в твердый грунт и на детали ходовой части действуют высокие нагрузки, процесс износа ускоряется. Чем выше скорость работы машины, тем быстрее изнашивается ходовая часть лишь потому, что возрастают нагрузки в ее узлах.
В «сухой» цепи в результате движения пальца относительно втулки изнашиваются одна сторона пальца и соответствующая сторона внутренней поверхности втулки. В результате геометрия пальца–втулки нарушается, шаг гусеничной цепи, т. е. расстояние между осями пальцев, по мере износа увеличивается. В результате увеличения шага цепь удлиняется, натяжение ее ослабевает, и она «провисает», а зона контакта втулки с зубьями ведущего колеса смещается с правильного места, ускоряется износ и зубьев колеса, и наружной поверхности втулки. Кроме того, при чрезмерном удлинении гусеница может соскочить с колес при поворотах машины.

Таким образом, в «сухой» цепи происходит износ пальца и втулки (внутренних и наружных поверхностей), и в определенный момент эти детали следует развернуть на 180°, чтобы они продолжили работать неизношенными поверхностями. Шаг цепи в результате будет восстановлен. Замена ведущих колес вместе с разворотом пальцев и втулок позволит в определенной степени восстановить состояние ходовой части при условии, что прочие детали ходового механизма не имеют чрезмерного износа.
Хотя подобные движения совершают и пальцы с втулками в гусеничных цепях «с консистентной смазкой» и «с жидкой смазкой», благодаря присутствию смазки износ в них значительно меньше, и соответственно шаг гусеничного полотна в меньшей степени увеличивается, меньше изнашиваются зубья ведущего колеса и наружные поверхности втулок. Тем не менее во время работы происходит «нормальный» износ зубьев ведущего колеса и наружных поверхностей втулок «смазываемых» гусениц. По мере износа диаметр ведущего колеса уменьшается, в результате расстояние между зубьями начинает отличаться от шага гусеничного полотна, даже если расстояние между осями пальцев остается без изменений. Втулки в результате несовпадения шага цепи и расстояния между зубьями колеса скользят по зубьям, и в конце концов из-за износа наружных поверхностей втулок придется разворачивать на 180° пальцы и втулки.

Некоторые специалисты указывают, что к тому времени, когда износ наружных поверхностей втулок станет таким, при котором разворачиваются пальцы и втулки, уплотнения многих шарниров могут прийти в негодность, смазка начнет вытекать и в результате темп износа в паре палец–втулка возрастет. И все же смазка, присутствующая в зазорах, в значительной степени защищает детали, и износ ведущего колеса и втулок не столь значителен, как в случае «сухой» цепи.
Поскольку в гусеничных цепях с закрытым шарниром и жидкой смазкой используются уплотнения высокого качества, по оценкам специалистов, менее 10% их шарниров палец–втулка обычно имеют неисправности к тому времени, когда износ наружных поверхностей втулок достигает величины, когда необходимо разворачивать пальцы и втулки на 180°. Вследствие этого срок службы ведущего колеса и втулок значительно увеличивается (по сравнению с «сухими» гусеницами), и разворот пальцев и втулок на 180° дает цепи буквально «вторую жизнь».

Однако специалисты расходятся во мнениях, как лучше восстанавливать гусеничную цепь с закрытым шарниром и жидкой смазкой. Некоторые считают, что следует установить новые уплотнения и стопорные кольца, а потом заполнить масляные полости в пальцах – такая технология восстановления позволяет полностью использовать остающийся ресурс траковой цепи. Другие специалисты считают, что стопорные кольца в проушинах траков могут повредить концы втулок и это будет препятствовать новым уплотнениям эффективно выполнять свои функции. Поэтому, считают они, более рационально просто разобрать узел палец–втулка, заполнить консистентной смазкой и вновь собрать, не заменяя деталей.
Даже если мы вознамеримся продлить на некоторое время срок службы гусеничной цепи, развернув пальцы и втулки на 180°, следует иметь в виду, что решение выполнить эту операцию (или не выполнить) всегда должно приниматься в зависимости от общего состояния ходового механизма. В некоторых случаях самым экономичным решением будет просто дать возможность гусеничной цепи работать до разрушения.
Иногда левая и правая гусеницы изнашиваются неодинаково, и, чтобы продлить срок их службы, рекомендуется менять их местами вместе с ведущими колесами. Разница в длине гусениц не должна превышать 10% шага звена.
Рекомендуем всегда проконсультироваться у хорошего специалиста по ходовой части, какой метод ремонта выбрать, а еще лучше, если специалист будет регулярно осматривать ходовую часть и контролировать ее состояние.

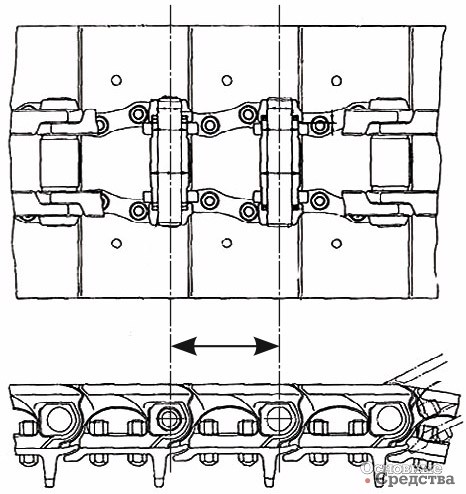
В гусеничных цепях всех типов палец вращается во втулках при движении цепи вокруг ведущего и направляющего колес. Но наиболее сложно происходит процесс износа при трении зубьев ведущего колеса и наружных поверхностей втулок гусеничной цепи. Когда гусеничная машина движется вперед, износ этих компонентов незначителен при условии, что натяжение цепи правильное. Палец поворачивается во втулках под действием значительной нагрузки, когда подходит к положению «6 часов» на ведущем колесе. Наибольшая нагрузка приходится на несколько втулок, находящихся в положении между «6» и «8 часов» ведущего колеса, где не происходит практически никакого движения втулки относительно зуба колеса. Вершина ведущего колеса («12 часов») – это единственная точка, в которой втулка поворачивается или скользит по зубу непосредственно перед тем, как покинуть колесо. Но в этой точке на втулку теоретически не действует нагрузка, поэтому эффект от ее скольжения по зубу минимален. Однако когда машина идет задним ходом, движение пальца относительно втулки происходит под действием нагрузки внизу («6 часов») переднего направляющего колеса и до момента, когда цепь проходит над поддерживающим катком, а 85% нагрузки на гусеничную цепь концентрируется у верхней точки ведущего колеса («12 часов»): здесь втулка поворачивается и скользит по зубу колеса. В результате больше изнашивается сторона зуба ведущего колеса, работающая при движении машины задним ходом.
В конечном итоге в результате износа образуется «карман» у основания зуба. Изменения направления движения гусеницы способствуют увеличению износа у основания зуба, потому что втулка скользит по впадине между зубьями, когда машина меняет направление движения. Машины «с поднятым ведущим колесом» менее подвержены такому износу, поскольку при такой конструкции втулки гусеничной цепи меньше контактируют с ведущим колесом.

Проверка натяжения гусеничной ленты и люфта подшипников
Износ сторон зуба, работающих при заднем и переднем ходе, и втулок гусеничной цепи значительно возрастет, если натяжение цепи будет выше нормального. Причиной может быть либо неправильная регулировка, либо засорение грязью впадин между зубьями ведущего колеса. Грязь может набиваться и уплотняться во впадинах между зубьями ведущего колеса, и тогда диаметр колеса как бы увеличивается. Натяжение гусеничного полотна и давление на зубья ведущего и направляющего колес и на катки увеличивается, из-за чего ускоряется износ всех этих деталей, заклинивает гусеницы, происходят деформации гусеничных тележек и полуосей. Например, если провисание обычной гусеничной цепи с овальным обводом равно 12 мм, значит, она работает с натяжением, в 7 раз превышающим то, которое имеет место при нормальном провисании цепи 50 мм.
Когда чрезмерно натянутая гусеничная цепь движется вперед, втулки сначала вступают в контакт со стороной зуба ведущего колеса, работающей при заднем ходе (около вершины зуба), и затем скользят по зубу до стороны, работающей при переднем ходе. Подобным образом при движении чрезмерно натянутой цепи назад втулка стремится сначала коснуться стороны зуба, работающей при переднем ходе, а затем скользит по зубу до стороны, работающей при движении назад. В результате интенсивному износу подвергаются и сторона зуба, работающая при переднем ходе, и втулка.
Наверное, лучшим способом уменьшить износ гусеничной цепи являются частые регулярные проверки ее натяжения, особенно если машина работает на грунте, который забивается между зубьями ведущего колеса. Если натяжение цепи увеличилось, следует его немедленно ослабить. Это уменьшит не только износ ходовой части, но и расход топлива, поскольку снижается нагрузка на двигатель.
Работа ходовой части зависит и от перепадов температур окружающей среды, поскольку при этом меняется вязкость масел. По некоторым сведениям, при изменении температуры воздуха от –15 до +5 °С усилие на перемещение гусеничной ленты снижается в 2,0…2,6 раза.
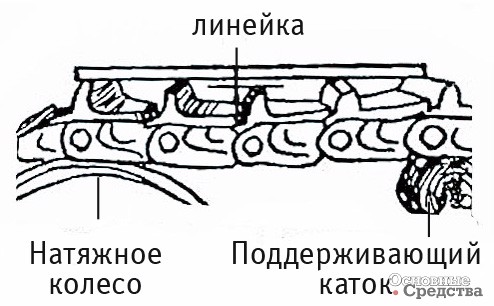
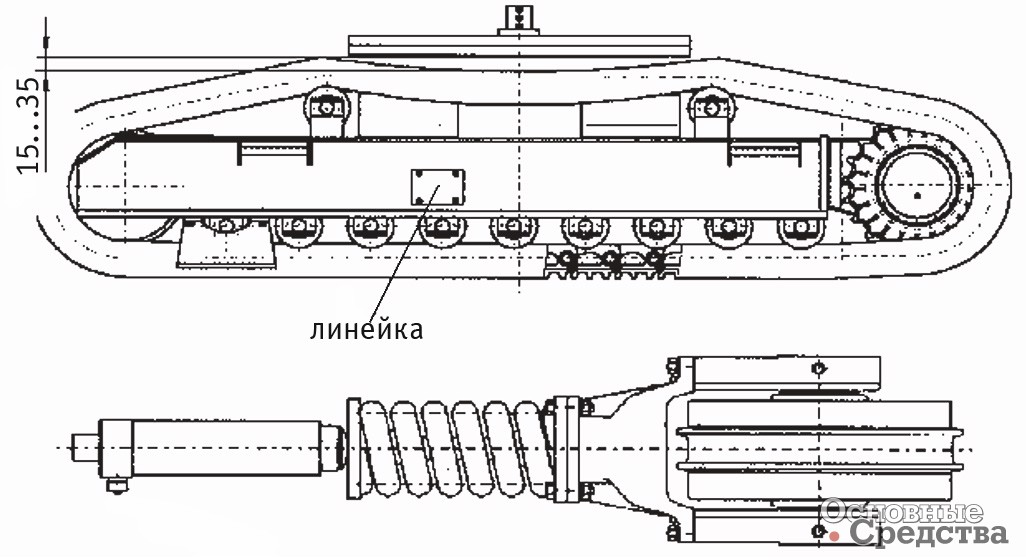
Чтобы проверить натяжение гусеничной цепи с овальным обводом или с поднятым ведущим колесом, дайте машине разогнаться до ее обычной рабочей скорости и двигаться накатом до полной остановки. Тормозить при этом нельзя, потому что натяжение гусениц при торможении изменится и правильно измерить провисание гусеничного полотна не удастся. Либо машину перемещают вперед и назад, натянув верхнюю ветвь цепи. Положите линейку на верхние точки грунтозацепов верхней ветви гусеницы и примерно на середине между деталями, поддерживающими гусеницу, измерьте расстояние перпендикулярно вниз от линейки до вершины грунтозацепа. Оптимальной считается величина провисания 0,1…0,2 от расстояния между опорными катками, примерно от 30 до 100 мм в зависимости от размеров машины.
Если в конструкции есть поддерживающие катки, измерение следует выполнить в двух местах. Хорошо, если значения обоих измерений совпадут, но в случае значительного различия надо отрегулировать провисание в той части цепи, где оно наиболее отличается от нормы.
Износ подшипников, на которых вращаются ведущие и направляющие колеса и катки ходовой части, тоже следует проверять. В повороте внутренние и наружные обоймы подшипников перекашиваются, нарушается нормальный контакт шариков или роликов с обоймами и происходит усталостное разрушение рабочих поверхностей деталей подшипников.
Освободив катки от нагрузки (приподняв одну сторону машины домкратом), перемещают каток в осевом направлении (например, с помощью лома) в обе стороны и измеряют индикатором люфт. Если конструкция позволяет, так же измеряют осевой люфт подшипников направляющего колеса. Для различных машин допустимый люфт составляет 0,2…1,5 мм. Осевой люфт подшипников регулируют с помощью прокладок или регулировочной гайкой, либо подшипники заменяют.

Технологии ходовой части
В конструкции ходового механизма машин John Deere используются втулки с покрытием из разработанного компанией сплава SC-2, который, как заявляется, обладает оптимальным сочетанием свойств: твердостью, прочностью, износостойкостью и коррозионной стойкостью. Если в ходовом механизме используются втулки с покрытием SC-2, о них можно забыть на долгое время.
Как утверждают специалисты John Deere, в результате обработки детали сплавом SC-2 твердость ее поверхности на 25% превышает твердость хромового покрытия. И поскольку у втулок с покрытием из SC-2 отличная износостойкость, геометрия деталей гусеница–ведущее колесо сохраняется дольше и срок службы ведущего колеса увеличивается.
В ходовом механизме SystemOne компании Caterpillar бо’льшая часть сил трения (и соответственно износ) в шарнирах гусеничных траков устраняется за счет смазки и благодаря возможности поворота втулок под действием нагрузки при взаимодействии с зубьями ведущего колеса. В конструкции SystemOne пара палец–втулка представляет собой герметизированный картридж со смазкой внутри. Гусеничная цепь SystemOne состоит из коробчатых секций, составленных их двух траков, обращенных внутрь, друг к другу, и соединенных двумя картриджами палец–втулка. Каждая коробчатая секция соединяется со следующей парой, состоящей из траков, обращенных наружу (все траки совершенно одинаковы). Траки, обращенные внутрь, соединены прессовой посадкой со средней частью картриджа («вставка»), а траки, обращенные наружу, – с наружными частями картриджа («обечайка»). Наружные траки с помощью шарнира навешены на внутренние, что эффективно устраняет перемещение втулки относительно зуба ведущего колеса. По словам специалистов Caterpillar, износ возможен только под действием абразивных частиц в налипшей грязи.
Ходовая часть Cat® SystemOne™ для машин с приподнятым ведущим колесом
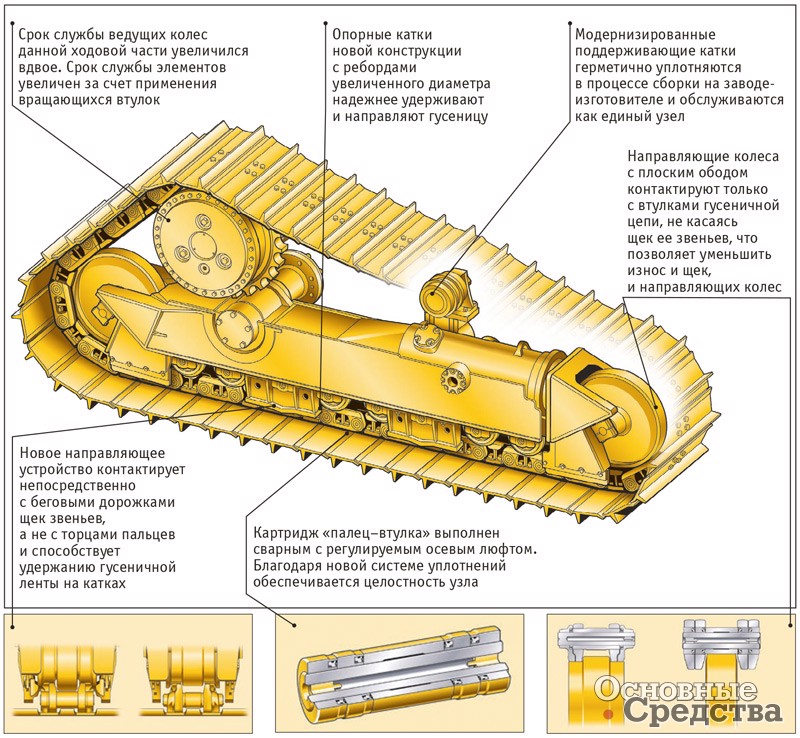
Специалисты Caterpillar утверждают, что по сравнению с машинами, оснащенными обычными гусеничными цепями с закрытым шарниром и жидкой смазкой, многие из более чем семи тысяч машин, работающих сейчас с ходовой частью SystemOne, продемонстрировали 50%-ное увеличение срока службы ходовой части. По данным компании, это улучшение достигнуто не только за счет использования узлов картридж–трак новой конструкции, но и благодаря модернизации других узлов и деталей ходовой части, таких, как направляющее колесо, контактирующее со средней частью гусеничного полотна, т. е. со втулкой картриджа, а не со щеками траков. Таким образом, устраняется узел, являющийся основной причиной износа в ходовой части обычной конструкции.
Широкий ассортимент запчастей для ходовой части и не только можно приобрести у поставщика ООО «Запчасть Комплект» (Москва).
Источник
