- Ремонт холодильного оборудования
- Общие сведения о ремонте холодильника. Диагностика неисправностей, проведение ремонта. Обзор признаков неисправностей: пониженное давление кипения, всасывания, повышенное давление нагнетания, «циклирование» компрессора. Операции, выполняемые при ремонте.
- Подобные документы
- Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
- Основные положения ремонта холодильного оборудования
- Ремонт оборудования холодильных установок
Ремонт холодильного оборудования
Общие сведения о ремонте холодильника. Диагностика неисправностей, проведение ремонта. Обзор признаков неисправностей: пониженное давление кипения, всасывания, повышенное давление нагнетания, «циклирование» компрессора. Операции, выполняемые при ремонте.
Подобные документы
Преимущества малых холодильных машин с капиллярной трубкой перед машинами с регулирующим вентилем. Обнаружение и устранение неисправностей холодильного оборудования. Техника безопасности. Требования к хладонам, агрегатам и электрооборудованию.
дипломная работа, добавлен 27.02.2009
Назначение, устройство, принцип действия червячного редуктора с верхним расположением червяка. Химический состав и свойства стали 20Х. Измерительные инструменты, применяемые при ремонте. Техника безопасности при ремонте технологического оборудования.
дипломная работа, добавлен 28.04.2013
Общие сведения о компрессионных холодильных агрегатах. Требования к отремонтированным холодильникам. Причины неисправностей бытовых холодильников. Операции по вакуумированию и заправке. Устройство для заполнения холодильного агрегата маслом и хладагентом.
курсовая работа, добавлен 13.01.2011
Классификация и устройство стиральных машин барабанного типа. Причины неисправностей стиральных машин, особенности их ремонта. Оборудование, применяемое при ремонте стиральных машин. Конструктивные и режимные параметры стиральных машин барабанного типа.
курсовая работа, добавлен 23.01.2011
Спуск в скважину под давлением сплошной колонны гибких НКТ. Преимущества применения гибких НКТ, расширение применения при капитальном ремонте скважин. Ограничения в применении работ гибких НКТ. Виды ремонтных работ, выполняемых при помощи гибких НКТ.
реферат, добавлен 21.03.2012
Технологический процесс и характеристика оборудования. Назначение, схема принципа действия, устройство турборастворителя. Расчет и монтаж оборудования, технология ремонта восстанавливаемой детали при капитальном ремонте. Основы техники безопасности.
дипломная работа, добавлен 28.05.2009
Ремонт и монтаж насоса ЦНС-180. Расчеты на прочность следующих элементов насоса: корпуса, фланцевых соединений, вала, муфты, шпоночных соединений. Требования безопасности при ремонте и монтаже. Экономическая эффективность проведения капитального ремонта.
дипломная работа, добавлен 08.12.2011
Назначение, устройство и техническая характеристика центробежных насосов. Виды и периодичность технического обслуживания и ремонта оборудования. Описание дефектов и способов их устранения. Техника безопасности при ремонте нефтепромыслового оборудования.
курсовая работа, добавлен 26.06.2011
Сущность системы планово-предупредительного ремонта сетей промышленной энергетики. Расчет трудоемкости и простоя оборудования в ремонте. Смета затрат ремонтно-эксплуатационных работ хозяйства. Расчет экономической эффективности внедрения новой техники.
курсовая работа, добавлен 10.01.2011
Технология проведения монтажных работ, настройка и калибровка датчика давления Метран-150-CD. Принцип действия и способы устранения неисправностей датчика. Ремонт и обработка прибора, корректировка его с помощью настроечного механизма водосчетчика.
отчет по практике, добавлен 18.04.2015
Источник
Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
2.2 Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
При ремонте холодильника в зависимости от обнаруженной неисправности возникает необходимость в его частичной или полной разборке. Условия и способы демонтажа отдельных узлов в разных холодильниках могут различаться. Однако во всех случаях разборку следует производить в последовательности, исключающей излишний демонтаж узлов, не препятствующих выполнению работы. Например, в холодильниках с вводом испарителя через дверной проем перед демонтажем холодильного агрегата необходима частичная разборка облицовочных накладок и снятие дверки морозильного отделения. В холодильниках с вводом испарителя через люк в задней стенке шкафа этого делать не требуется.
При полной разборке рекомендуется придерживаться следующего порядка:
· обесточить холодильник, вынув вилку из штепсельной розетки сети;
· извлечь все принадлежности—сосуды, полки, поддон, стекло и др.;
· снять дверь шкафа с навесок;
· демонтировать дверку морозильного отделения и облицовочные накладки,
· демонтировать холодильный агрегат.
Последовательность демонтажа терморегулятора зависит от места его расположения.
Наиболее сложной в ремонте составной частью холодильника является холодильный агрегат. Технологическая схема ремонта холодильного агрегата должна содержать следующие обязательные операции:
· дефектация агрегатов с использованием современных средств и методов диагностирования;
· удаление из системы хладагента и масла;
· промывка и сушка узлов холодильного агрегата с целью удаления из них остатков влаги, масла и загрязнения;
· сушка и вакуумирование агрегата с целью удаления оставшейся в системе влаги и неконденсирующихся газов;
· сборка агрегатов и пайка стыков соединительных патрубков.
· проверка холодильного агрегата на герметичность;
· сушка хладагента и масла, регенерация цеолитовых патронов;
· вакуумирование и заполнение агрегата маслом и хладагентом со строгим дозированием;
· проверка на отсутствие утечки хладагента;
· обкатка холодильного агрегата (проверка инееобразования и потребление мощности) и проверка электрических параметров (сопротивление изоляции, пробой);
· проверка холодильного агрегата на соответствие требованиям нормативно-технической документации (РСТ, ТУ) на отремонтированный агрегат по уровню звука.
2.2.1 Операции по вакуумированию и заправке холодильных агрегатов компрессионного типа
Холодильный агрегат, собранный (спаянный) и проверенный на герметичность в ванне, поступает на участок вакуумирования и заправки.
При заполнении холодильного агрегата последовательно должны быть выполнены следующие операции:
— первичное вакуумирование агрегата до остаточного давления 1,3-2,7 кПа в течение 20-25 мин;
— заполнение агрегата 50-60 г хладона (технологическая доза);
— проверка холодильного агрегата на отсутствие утечки хладона галоидным течеискателем;
— стравливание хладона из системы агрегата;
— вторичное вакуумирование до остаточного давления 1,3-2,7 кПа в течение 20-25 мин;
— заполнение холодильного агрегата маслом ХФ-12-16 и хладоном-12.
Кривые зависимости остаточного давления от длительности вакуумирования показаны на рис. 2.2
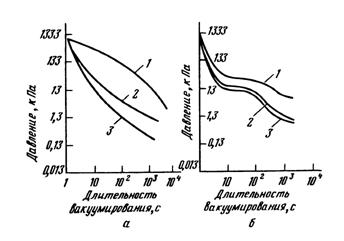
Рис. 2.2 Зависимость остаточного давления от длительности вакуумирования:
а – первичного; б – вторичного; 1 – в конденсаторе; 2 – в агрегате; 3 – в кожухе
Оборудование для вакуумирования и заправки:
1 вакуумный насос
2 галоидный течеискатель
1 заправочная станция
2 заправочный цилиндр
4 Электронное смотровое стекло
5 Механический термометр
7 Электронные весы и дозаторы
Операцию ведут до остаточного давления 10 мм рт.ст., после чего в агрегат вводят 60-80 г хладона для получения воздушно-фреоновой смеси. Как уже указывалось, вакуумирование с промежуточным заполнением агрегата небольшой дозой хладона и последующим вторичным вакуумированием обеспечивает низкое остаточное давление воздуха в агрегате.
Проверка агрегата на герметичность
Наличие в агрегате фреона при отсутствии в нем масла позволяет эффективно проверить герметичность при помощи галоидного течеиспускателя. Проверку ведут в специальной кабине, имеющей приточно-вытяжную вентиляцию. Агрегат желательно предварительно подогреть, что улучшит условия обнаружения течи.
Перед вакуумированием агрегата откачивают воздушно-хладоновую смесь. Для этого используют холодильный компрессор, выпуская хладон в атмосферу либо ресивер. Откачку хладона ведут до остаточного давления примерно 0,1 ати, после чего оставшуюся воздушно-фреоновую смесь вакуумируют до остаточного давления не более 20 ати. Это будет соответствовать наличию в агрегате воздуха с остаточным давлением 0,08-0,1 ати. Такое вакуумирование агрегата не вызывает затруднений и обеспечивается в течении нескольких минут.
Заполнение агрегата маслом и фреоном
Вначале агрегат заполняют маслом, затем после включения мотор-компрессора – хладоном. Количество масла и хладона должно в основном соответствовать нормам, рекомендуемым заводами-изготовителями, однако в каждом отдельном случае они должны корректироваться.
Определение необходимой дозы смазочного масла
В настоящее время при ремонте холодильных агрегатов бытовых холодильников масло заменяют путем слива отработанного и заправки нового, предварительно взвешенного. Однако применение такого метода приводит к значительным потерям хладонового масла.
Рекомендуется дозирование осуществлять в установившемся режиме в соответствии с максимальным противодавлением с предварительной выдержкой агрегата и масла в режиме максимальных эксплуатационных температур и подачей в течение всего времени выдержки на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. Причем дозирование заканчивают при стабилизации потребляемой мощности в соответствии с требованиями стандарта.
Источник
Основные положения ремонта холодильного оборудования
Техническое обслуживание обеспечивает работоспособное состояние холодильной установки в точение некоторого и относительно небольшого (по сравнению с полным сроком службы) промежутка времени. Неизбежно наступает предельное состояние, и возникает необходимость в более глубоких по характеру восстановления утраченной работоспособности целенаправленных действиях, в частности в совокупности рабочих операций. Комплекс операций, связанных с восстановлением исправности или работоспособности объекта и его технического ресурса либо ресурса его составных блоков (частей), называется ремонтом. Поскольку объекты достигают предельного состояния не одновременно вследствие различия в свойствах материалов, действующих нагрузок, случайного характера отказов, то и состав восстановительных работ, их объем и степень восстановления ресурса должны быть различными, а кроме того, неодинаковы и условия эксплуатации. В связи с этим ремонты классифицируют: по степени восстановления ресурса на текущий, средний и капитальный; по планированию на плановый и неплановый; по регламентации выполнения на регламентированный и по техническому состоянию.
Текущий ремонт предназначен для обеспечения и восстановления работоспособности объекта путем воссоздания или замены наименее долговечных частей.
Средний ремонт предназначен для восстановления исправности и частичного восстановления ресурса объекта путем воссоздания и (или) замены уже более долговечных частей.
Капитальный ремонт предназначен для восстановления исправности, полного (или близкого к полному) ресурса путем воссоздания и (или) замены любых его частей, включая базовые.
Ремонт называют плановым, если он проводится в соответствии с требованиями НТД (нормативно технической документации), и неплановым, если он выполняется без предварительного назначения (для устранения отказа).
Регламентированный ремонт — это плановый ремонт, выполняемый с периодичностью и в объеме, установленными в НТД, независимо от технического состояния объекта в момент начала ремонта.
Целесообразность периодического проведения ремонта связана с тем, что параметры, характеризующие техническое состояние объекта, имеют явно выраженную тенденцию ухудшения во времени. Объем операций назначается единым для однотипных объектов в зависимости от наработки с начала эксплуатации и после капитального (иногда и среднего) ремонта. Достоинством регламентации ремонта является то, что известны виды ремонта, периодичность их проведения, содержание и объем операций каждого вида ремонта. Это позволяет подготовиться к ремонту и провести его с минимальными затратами.
Однако планируемые для каждого вида ремонта единая периодичность и одинаковый объем восстановительных работ не всегда согласуются с фактическими потребностями в них, и это увеличивает затраты. Тем не менее, регламентация ремонта получила широкое распространение.
Ремонт по техническому состоянию — плановый ремонт, при котором контроль технического состояния выполняют с периодичностью и в объеме, установленными в НТД, а объем и момент начала ремонта определяют фактическим состоянием объекта. Ремонт по техническому состоянию, в отличие от регламентированного, содержит только указания по объему диагностирования. Объем же собственно ремонтных операций полностью зависит от результата диагностирования. Другими словами, он основан на том, что проводят только те операции, которые необходимы для поддержания и восстановления работоспособности объекта. Установлено, что восстановительные работы, не обусловленные фактическим состоянием объекта, могут ухудшить его состояние вследствие нарушения при сборке положения притертых деталей и в общем случае требуют значительных затрат. Однако, несмотря на простоту общих принципов такого ремонта, реализация этих принципов затруднена при традиционных методах диагностирования оборудования, поскольку неопределенность содержания и объема восстановительных работ, вызванная недостатком информации, приводит к дополнительным затратам на ремонт. Полагают, что выполнение ремонта по техническому состоянию будет экономически оправданным при использовании автоматизированной системы технического обслуживания и ремонта холодильной установки, которая может быть частью автоматизированной системы эксплуатации установки.
Источник
Ремонт оборудования холодильных установок
5. Ремонт оборудования холодильных установок
5.1 Задачи и виды ремонта
Длительность и надежность работы оборудования зависят от правильной организации профилактического осмотра и ремонта машин и аппаратов.
В процессе работы отдельные узлы и детали оборудования изнашиваются. Это приводит к ухудшению работы, снижению прочности и нарушению герметичности оборудования. Первоначальное качество поверхностей сопрягаемых деталей ухудшается. Из-за образования рисок, вмятин, задиров масляная пленка разрывается, что в свою очередь вызывает повышенный износ деталей. Все это снижает безопасность и эффективность работы установок.
Основными видами износа являются механический, химический и тепловой.
Причиной механического износа являются трение и удары, плохая смазка и грязь.
Химический износ в основном происходит из-за коррозии. В результате снижается прочность и герметичность оборудования.
Тепловой износ является следствием воздействия на детали высоких или резко изменяющихся температур. Поломки клапанных пластин, поршневых колец, трещины в цилиндрах возникают чаще всего по этим причинам.
Нельзя допускать работу оборудования с износом сверх предельного, так как это приведет к большому объему ремонтно-восстановительных работ или к выходу его из строя на длительный срок.
Основной задачей ремонта является восстановление рабочих параметров изношенных деталей и узлов. Своевременный и тщательный ремонт позволяет в течение длительного времени сохранять производительность, прочность и безопасность работы оборудования. При ремонте машин стремятся прежде всего восстановить первоначальные зазоры в сочленениях и чистоту поверхностей с тем, чтобы надежно обеспечить жидкостное трение. Ремонт аппаратуры сводится, в основном, к очистке поверхностей, проведению антикоррозионных работ и устранению неплотностей в соединениях.
Основой организации ремонта является система планово-предупредительных ремонтов ППР, проводимых по заранее составленным графикам. Такая система обеспечивает непрерывное поддержание оборудования в работоспособном состоянии.
На крупных и средних холодильных установках в зависимости от объема работ производят текущий, средний и капитальный ремонт.
В понятие текущий ремонт входит планово-предупредительный (профилактический) осмотр оборудования и сравнительно небольшой по объему ремонт, позволяющий обеспечить работу этого оборудования в последующий межремонтный период.
Для каждого вида ремонта в соответствии с инструкциями заводов-поставщиков оборудования и ведомственными нормативами составляют графики ППР, в которых определяются межремонтные периоды, сроки и объемы ремонтных работ, ответственные за проведение ремонта, а также порядок приемки отремонтированного оборудования в эксплуатацию.
Профилактический осмотр непрерывно действующего холодильного оборудования производится 1 раз в месяц вне зависимости от состояния оборудования. Во время осмотра производится плановая остановка части оборудования холодильной станции, во время которой проверяют наиболее уязвимые детали компрессоров, насосов, мешалок. Оборудование частично разбирают и проверяют состояние узлов и деталей, доступ к которым при работе машин затруднен. Обнаруженные неисправности устраняют, очищают и промывают отдельные узлы, проверяют и регулируют зазоры, проверяют крепления и т.д. Продолжительность остановок не превышает 12 ч.
Не все перечисленные работы выполняют при каждом профилактическом осмотре. Некоторые из них, если при осмотре не обнаружены неисправности, осуществляют только при каждом третьем осмотре, т.е. примерно 1 раз в квартал.
При проведении профилактических осмотров составляют ведомости дефектов, служащие документом для подготовки и проведения последующих ремонтов.
Средний ремонт проводится примерно один раз в год, преимущественно в холодное время года, когда тепловые нагрузки на холодильную установку снижаются.
На химических, нефтеперерабатывающих и металлургических предприятиях средние ремонты холодильных установок приурочивают к остановке производств, обслуживаемых этой установкой.
Если в ходе текущего ремонта выполняют неотложные работы, предупреждающие аварийный износ, то задача среднего ремонта – устранение всех дефектов, обеспечение работоспособности оборудования на длительный срок.
При текущем ремонте зазоры регулируют, меняя регулировочные прокладки. При среднем же ремонте, если уменьшение толщины прокладок не обеспечит компенсацию естественного износа на ближайшие два года, проводят перезаливку подшипников.
Продолжительность среднего ремонта зависит от размеров оборудования, его состояния, подготовленности к ремонту, квалификации персонала и т.д.
Срои проведения ремонта могут быть значительно сокращены, а его качество повышено за счет применения узлового метода ремонта, при котором отдельные узлы машин готовят заранее и в процессе ремонта ими заменяют дефектные.
Модернизация оборудования, проводимая во время среднего ремонта, позволяет повысить его долговечность и надежность в работе, увеличить выработку холода, снизить энергетические затраты.
Капитальный ремонт – наибольший по объему вид планово-предупредительного ремонта. После него должна быть восстановлена работоспособность всех узлов и деталей и их паспортная характеристика. Проведению капитального ремонта также предшествуют осмотры оборудования, проводимые при текущем и среднем ремонтах. Интервалы между капитальными ремонтами составляют 3-4 года.
Возросшая культура эксплуатации холодильных установок, автоматизация систем смазки и регулирования, высококачественное проведение текущих и средних ремонтов позволили довести периоды между капитальными ремонтами холодильного оборудования крупных современных предприятий до 8-10 лет.
При техническом перевооружении предприятий вместо очередного капитального ремонта заменяют устаревшее и малоэффективное оборудование на новое, более производительное.
Контрольное задание № 1
«Определение абсолютного базового показателя трудоемкости изготовления бытовой техники».
В основе конструирования и изготовления бытовой техники лежит принцип экономичности, который определяется снижением стоимости проектных работ и производственных затрат.
Положительный результат достигается использованием эффективных технических решений, современных материалов и технологий. Одним из параметров, который определяет экономичность производства, является трудоемкость изготовления бытовой техники, характеризуемая сравнением абсолютного базового показателя нового образца с аналогом.
1. Рабочий параметр бытового холодильника – холодопроизводительность – 150 Вт.
2. масса холодильника – 60 кг.
1. Основной технический параметр образца, кг/Вт:
Рт = 60 / 150 = 0,4
2. Коэффициент сложности конструкции:
К сл = Ра / Рт, где
Ра = 0,45 кг / Вт – основной технический параметр аналога.
К сл = 0,45 / 0,4 = 1,125
3. Коэффициент снижения трудоемкости изготовления проектируемого образца:
К ст = (100 / (100 + К пт)) t, где
t = 2 года – срок проектирования;
К пт = 10 % — рост производительности труда;
К ст = (100 / (100 + 10) 2 = 0,826
4. Абсолютный базовый показатель трудоемкости изготовления, нормо-час:
Т бп = Та * К сл * К ст, где
Т а = 220 нормо-час – трудоемкость изготовления аналога.
Т бп = 220 * 1,125 * 0,826 = 204,435
Выводы: Трудоемкость изготовления спроектированного холодильника понизилась в 0,929 раз (Т бп / Та).
холодильный агент установка
Контрольное задание № 2
«Оценка экономических показателей надежности (долговечности) нового образца бытовой техники по информации о параметрах аналога».
Надежность является сложным параметром, который включает в себя в зависимости от условий эксплуатации изделия такие показатели как безотказность, долговечность, ремонтопригодность и сохраняемость. Надежность определяет продолжительность функционирования и характеризует наработку и ресурс бытовой техники. Наработка есть продолжительность или объем выполненной работы.
Ресурс есть наработка от начала эксплуатации до наступления предельного состояния, при котором дальнейшая эксплуатация техники опасна и недопустима. Зная ресурс, устанавливают срок службы техники, срок безотказной наработки, а также календарную продолжительность эксплуатации, в течение которой изделие не достигнет предельного состояния с вероятностью, выраженной в процентах, называемой гамма-процентным сроком службы.
При наличии экономических характеристик техники и параметров надежности вычисляют экономические показатели надежности, которые определяют затраты средств для обеспечения заданной надежности техники в эксплуатации.
Стоимость бытовой техники, руб. – 7000.
1. годовой фонд рабочего времени, ч.:
d = 365 дней – число дней в году;
t = 24 часа – продолжительность работы бытовой техники за сутки,
Кп = 0,85 – коэффициент, учитывающий простои на профилактику и т.п.
tр = 0,85 * 365 * 24 = 7446 ч.
2. Число сервисных обслуживаний по замене узлов (деталей), выявленных в процессе диагностики:
а = tр Т / tу, где
Т = 12 лет – срок службы холодильника;
tу = 35000 ч. – установленная безотказная выработка.
а = 7446 * 12 / 35000 = 2,552
3. Затраты средств на замену деталей (узлов), выработавших ресурс, руб.:
Цд = 0,02 Ц – стоимость ресурсных деталей, руб.
Цз = 2,552 * 0,02 * 7000 = 357,28 руб.
4. Затраты средств, обусловленные сервисным (техническим) обслуживанием, руб.:
Цс = а tс zс зс, где
zс = 2 чел. – число персонала, занятого сервисным обслуживанием;
tс = 1,5 ч продолжительность сервисного обслуживания;
зс = 20 руб./час. – средняя часовая заработная плата обслуживающего персонала.
Цс = 2,552 * 1,5 * 2 * 20 = 153,12 руб.
5. Суммарные затраты за срок службы, обусловленные факторами долговечности узлов, руб.:
Цд = 357,28 + 153,12 = 510,4 руб.
6. Экономический показатель долговечности, руб./руб.:
Д = 510,4 / 7000 = 0,072
Выводы: Обеспечение заданной долговечности холодильника потребует дополнительных затрат равных величине 0,072 рублей.
Контрольное задание № 3
«Оценка интегральных показателей качества нового образца бытовой техники».
Интегральный показатель качества спроектированной техники определяется с учетом экономического показателя долговечности.
Качество изделия представляет собой относительную характеристику, основанную на сравнении значений показателей качества оцениваемой техники с базовыми значениями соответствующих показателей аналога.
Одним из важных экономических показателей является интегральный показатель качества изделия, отражающий соотношение суммарного полезного эффекта от эксплуатации и суммарные затраты на создание и эксплуатацию бытовой техники. Чем больше значение интегрального показателя качества изделия, тем выше полезный эффект, получаемый на каждый рубль затрат. Чаще всего фактор долговечности нового образца техники в условиях эксплуатации снижает интегральный показатель качества из-за увеличения эксплуатационных расходов на обеспечение заданной надежности.
1. Продолжительность остановок на плановое сервисное обслуживание, ч.:
Тс = 2,552 * 1,5 = 3,828
2. Продолжительность остановок на экстренное сервисное обслуживание, ч.:
Тэ = tр tв / tн, где
tв = 2 – среднее время восстановления отказа,
tн = 55000 ч – средняя наработка на отказ.
Тэ = 7446 * 2 / 55000 = 0,27 ч
3. Продолжительность профилактических осмотров техники в течение года, ч.:
Тп = tр t0 / ∆ t, где
t0 = 0,02 tв – продолжительность осмотра, ч.
∆ t = 0,03 tр – периоды между осмотрами, ч.
Тп = 7446 * 0,02 * 2 / 0,03 * 7446 = 1,333
4. Коэффициент технического использования:
Кти = 1 – (( Тс + Тэ + Тп) / tр)
Кти = 1 – (( 3,828 + 0,27 + 1,333) / 7446 = 1 – 0,0007 = 0,9993
5. Параметр функционирования бытовой техники:
В натуральном измерении Qн = ŋт Кти Рq tр, где ŋт = 0,85 – коэффициент полезного действия, то
Qн = 0,85 * 0,9993 * 150 * 7446 = 948700,44 Вт ч/год,
В стоимостном измерении Q = Qн Цэ /1000, где Цэ = 0,15 руб/кВт ч – стоимость единицы электроэнергии.
Q = 948700,44 * 0,15 / 1000 = 142,3 руб./год.
6. Годовая заработная плата операторов сервисного обслуживания, руб./год:
А = 2 * 20 * 1,5 * 365 = 21900 руб./год.
7. Затраты на реновацию техники, руб./год.
М = 7000 / 12 = 583,33 руб./год
8. Затраты, обусловленные фактором долговечности, руб./год:
З = 583,33 * 0,072 = 42 руб./год
9. Затраты на электропотребление, руб./год:
Е = Рс tр Цэ Кти, где
Рс = 1,5 кВт ч/ сутки – суточный расход электроэнергии.
Е = 1,5 * 7446 * 0,15 * 0,9993 = 1674,18 руб./год.
10. Интегральный показатель качества техники, Вт ч/руб.:
а) без учета долговечности
Ик = Qн / ( А + М + Е)
Ик = 948700,44 / (21900 + 583,33 + 1674,18) = 948700,44 / 24157,51 = 39,27
б) с учетом долговечности
Икд = Qн / ( А + М + Е + З)
Икд = 948700,44 / (24157,51 + 42) = 948700,44 / 24199,51 = 39,2
Выводы: Влияние фактора долговечности на параметр функционирования машины с учетом эксплуатационных затрат. Фактор долговечности в условиях эксплуатации снизил интегральный показатель в 1,002 раза (Ик / Икд) из-за увеличения эксплуатационных расходов на обеспечение заданной надежности техники.
Контрольное задание № 4
«Оценка интегрального показателя эффективности нового образца бытовой техники».
Интегральный показатель эффективности определяется с учетом интегрального показателя качества нового образца техники.
Интегральный показатель эффективности является комплексным показателем, который отражает соотношение суммарного полезного эффекта в стоимостном измерении при долговечной, безотказной эксплуатации и суммарных затрат на создание и эксплуатацию бытовой техники.
Используя интегральные показатели эффективности, можно оценить влияние факторов надежности на затраты за период эксплуатации техники.
Стоимость материалов и оборудования, Цм – 400 руб.
1. Экономический показатель безотказности, руб./руб.:
Б = 1 / Ц ( tр Т/tн) (tн zн Зв + Цв), где
Zн = 2 – число вспомогательных рабочих,
Зв = 0,8 3с d – средняя годовая заработная плата вспомогательных рабочих, руб./год,
Цв = 0,02 Ц – стоимость материалов.
Б = 1 / 7000 ( 7446 * 12 / 55000) (55000 * 2 * 0,8 * 20 * 365 + 0,02 * 7000) = 1 / 7000 * 1,62 ( 642400000 + 140) = 148818,42
2. Экономический показатель надежности, руб./руб.:
Н = 0,072 + 148818,42 = 148818,492
3. Затраты, обусловленные факторами надежности, руб./год:
Зн = 583,33 * 148818,492 = 86810290,9
4. Затраты на исходные материалы и оборудование, руб./год:
Ки = 3 шт./год – количество вспомогательных материалов.
И = 3 * 400 = 1200
5. Суммарные затраты на функционирование холодильника, руб./год:
а) без учета фактора надежности Э = А + М + Е + И,
Э = 21900 + 583,33 + 1674,18 + 1200 = 25357,51
б) с учетом фактора надежности Эн = Э + Зн
Эн = 25357,51 + 86810290,9 = 86835648,41
6. Интегральный показатель эффективности техники:
а) без учета фактора надежности Иэ = Q / Кти Э,
Иэ = 142,3 / 0,9993 * 25357,51 = 142,3 / 25339,76 = 0,0056
б) с учетом фактора надежности Иэн = Q / Эн,
И эн = 142,3 / 86835648,41 = 0,0000016
Выводы: С учетом фактора надежности затраты при эксплуатации нового образца техники, как правило, увеличиваются в 610229,43 раз (Эи / Э) и составляют 86835506,11 руб./год (Эн – Э). Интегральный показатель эффективности техники при этом уменьшается.
1. Ю.И. Фримштейн «Промышленные холодильные установки», М, 1987 г.
2. Гладкевич В.В. «Техника и технология современных производств», СПб, 1999 г.
3. С.С. Червяков «Основы холодильного дела», М, 1990 г.
Источник