- magneta MMA200H
- #1 andreik
- #2 gonta
- #3 andreik
- #4 gonta
- #5 andreik
- #6 gonta
- #7 andreik
- #8 pavel83
- #9 Кустарь
- #10 pavel83
- #11 pavel83
- #12 Кустарь
- #13 pavel83
- #14 tehsvar
- #15 валера1963
- #16 gonta
- #17 andreik
- Ремонт инвертоного сварочного аппарата Eland mig 200
- Mitech MIG 200S
- Сварочный инвертор «MMA 200», устройство, ремонт.
magneta MMA200H
#1 andreik
Инвертор Magnetta MMA200H не варит. Включается,нормально на холостом ходу ток всего 20 вольт.Управление собрано на UC3846DW.
Подозреваю выходной трансформатор.Подскажите способы проверки этих трансов.



#2 gonta
на холостом ходу ток всего 20 вольт.
Ток измеряется в амперах.Напряжение в вольтах.
Так что там на ХХ?Сколько чего и как измерено?
#3 andreik
Дружище ну ты же понял чего там на хх.Я больше читатель,а не писатель.Хочешь помочь дельным советом помоги ,а ерничать прошу в другую тему.
#4 gonta
Не, ты объясни толком.
Только искрит-мало тока (дуга не горит) или напруга на ХХ всего 20В?
Я не ерничаю, просто для диагностики это важно
#5 andreik
Не не искрит при замыкании электрода нет ничего.
#6 gonta
вместо одного дельного совета или способа проверки транса, или направления куда копать семь постов словоблудия
Ну каковы вводные-таков и результат.
Возьми хоть вольтметр в руки и измерь что на выходе аппарата.
#7 andreik
Наверно я плохо и не по русски выше написал,что аппарат выдает 20 вольт.
И спроси как можно проверить выходной трансформатор.
#8 pavel83
Наверно я плохо и не по русски выше написал,что аппарат выдает 20 вольт.
И спроси как можно проверить выходной трансформатор.
Спроси у tehsvar . Мне тоже интересно.
andreik , И могли бы город указать.
Сообщение отредактировал pavel83: 29 Сентябрь 2017 18:29
#9 Кустарь
#10 pavel83
Не, он долго не будет объяснять.
#11 pavel83
Не откланяемся от темы Мне интересно поменять транс на другой транс. Но говорят там чистота разная. И если увеличу ветки на вторичке, то что то может сгореть. Интересует транс от форсажа 180.
#12 Кустарь
Но говорят там чистота разная
#13 pavel83
Кустарь , Я же нормально написал. Чисто та, чисто ту, не надо брать.
#14 tehsvar

- Город: Нижний Новгород
Инвертор Magnetta MMA200H не варит. Включается,нормально на холостом ходу ток всего 20 вольт.Управление собрано на UC3846DW. Подозреваю выходной трансформатор.Подскажите способы проверки этих трансов.
Подозреваю отсутствие логики и элементарных знаний даже не электроники, а электрики. Накой чёрт тогда соваться туда, куда не стОит?
Спросили ХХ сколько ? — Ток 20 вольт . Транс. точно . МОЗГ . Точно .
Я не ерничаю, просто для диагностики это важно
Он не понимает вопроса . И его важности в проверке транса !!
#15 валера1963
pavel83 , http://www.electrik. hp?showforum=13сюда (запишись) они там модернизируют, доматывают
#16 gonta
И спроси как можно проверить выходной трансформатор.
Можно проверить осцилографом.Только не транс, а что у него на входе и выходе.Отключить силу и смотреть.
Транс редко выходит из строя.Обычно это сопровождается свето-шумовыми эффектами.
Я бы посоветовал отнести аппарат в мастерскую-пока он еще немного живой.
#17 andreik
Подозреваю отсутствие логики и элементарных знаний даже не электроники, а электрики. Накой чёрт тогда соваться туда, куда не стОит?
Спросили ХХ сколько ? — Ток 20 вольт . Транс. точно . МОЗГ . Точно .
Он не понимает вопроса . И его важности в проверке транса !!
Уважаемый откуда стока негатива,ответ то прост генератор НЧ да осциллограф.Все участники этого обсуждения не знали способ проверки,кроме Вас наверное.
Ни кто из нас не родился с паяльником в одной руке и «Юным радиотехником» в другой.Все мы учимся познаем и задаем иногда глупые вопросы.И получаем на них ответы.К огорчению не на этом форуме.
Кроме меня еще два участника этого форума хотели бы узнать методы проверки трансформаторов в импульсных сварочных аппаратов.И если влом отвечать не мучайте клаву знаками препинания,читал ваши ответы в других ветках,вы были всегда адекватны и точны в советах по ремонту, или в Новгороде Нижнем луна в полной фазе.
Можно проверить осцилографом.Только не транс, а что у него на входе и выходе.Отключить силу и смотреть.
Транс редко выходит из строя.Обычно это сопровождается свето-шумовыми эффектами.
Я бы посоветовал отнести аппарат в мастерскую-пока он еще немного живой.
Расскажу случай из жизни.Начинал трудиться в одной государственной структуре,был у нас головастый мужчинка 35 лет от роду жил с мамой и папой.В радио электроннике был дока.Обратишься к нему с вопросом отвечал так же как и вы.Закончил плохо:решил принять ванну с нагревателем из ножовочных полотен и помер.
Я думаю вам никто не советует отнести железку заварить в сварочный цех,Вы варите сами.Повторюсь не можешь не хочешь помочь пройди мимо.
Источник
Ремонт инвертоного сварочного аппарата Eland mig 200
Ребята помогите разобраться в чем неисправность. Проблема следующая: полуавтомат включается, но не варит, вернее срабатывает только на одно нажатие курка горелки (проволока плавится), а затем если его отпустить и нажать снова внутри аппарата загорается красный светодиод ( наверное «Авария») и аппарат не варит. Когда горит этот светодиод проволока идет даже при выключении сварки, как только он гаснет подача проволоки прекращается.

Всё весьма просто. Пробой по силовухе. Либо транс, либо выход, либо обрыв транзистора и .
Про выход поподробнее,пожалуйста, как его проверить?
Была с этим полуавтоматом такая же фигня, также загорался этот светодиод, а потом стала нормально варить (в ремонт тогда не отдавал).
И может подскажет кто, как проверить сварку на короткое замыкание, только подробно. Заранее благодарен.
У меня проблема с eland mig 200 не варит а плюётся.Если кто сталкивался .Как исправить ?
jenek , Покажи фото потрохов.

jenek написал:
У меня проблема с eland mig 200 не варит а плюётся.Если кто сталкивался .Как исправить ?
Смотрю, потроха «новые», а проблемы остались старые. «Плюется», в смысле накидывает металл «колбасками» без провара?
ASN , Совершенно верно,только не «колбасками» а «пупурышками», но сути это не меняет,провара ноль.
jenek написал:
ASN , Совершенно верно,только не «колбасками» а «пупурышками», но сути это не меняет,провара ноль.
А это так сновья, или раньше варил?
Если сновья , то и раньше эти эланды, все поголовно были криво собраны, у них было изначально заниженное макс. напряжение и задранная в космос скорость проволоки (неправильные крутилки-потенциометры поставлены). Отсюда и эффект.
Попробуйте, тогда так: напругу на макс, подачу на половину (да в принципе, скорее на 1\3) и скорость помалу сбавлять, до тех пор, пока не начнется сварка вместо «дристни». Вот это и будет достижимый максимум, для заданного напряжения. Дальше танцы с бубнами, для подъема напряжения. Тут уже схема не помешает, от данной версии. На старых, я ставил шунт на «плюсовой» резистор (находится на плате управл.) делителя «крутилки» подачи , и добавлял резистор к «в земляному» выводу «крутилки» (навесом). Ну и в принципе, после этого он начинал вменяемо варить. Для удобства, регулятор скорости подачи, тоже нужно «откалибровать» добавочными резисторами, уменьшив макс. скорость до потребного уровня.
Источник
Mitech MIG 200S

ручная дуговая сварка (MMA)/полуавтоматическая сварка (MIG MAG)/аргонодуговая сварка (TIG), 220 В, сварочный ток: 40–200 А, диаметр электрода: 0–4 мм, 10 кг
820,00 — 823,20 р.  от 3 продавцов
от 3 продавцов
- Описание и фото
- Отзывы покупателей 8
- Напишите ваш отзыв!
18 лет на сайте
пользователь #4860
Ребята, тут видео обзор аппарата, рекомендую
10 лет на сайте
пользователь #310100
Deys, а зачем вы всовываете рекламу новой модели к старой? Ведь у них разные ТТХ. Свои «болячки» и особенности работы.
Зачем вы мешаете мухи и котлеты в одну тарелку? Вам нечего делать или вы зарабатываете на рекламе деньги?
9 лет на сайте
пользователь #618039
Deys, а зачем вы всовываете рекламу новой модели к старой?
Не понимаю вашего недовольства. Может и не стоит пихать ролики с обновленными (а по сути, уже другими аппаратами) в ранее созданные темы со старыми версиями, где есть какое-то обсуждение по этим старым. Эта же тема, только что создана, и ТС вправе постить инфу по текущей версии сварочника, ибо старая тут не обсуждалась..  . Это раз.
. Это раз.
А два, и самое ГЛАВНОЕ! Даже если попытаться создать отдельную тему по новой версии (параллельно с существующей по старой), то сам движок онлайнера не даст этого сделать. Т.к., на каждую модель в каталоге товаров, разрешено создавать только одну тему с обсуждениями (никого не колышет, какие там сейчас версии продаются — есть заявленная модель — и баста). Как быть в этом случае? Это вопрос, скорее, к админам сайта. Ну, или к поставщикам оборудования, ибо уже стало болезнью — модель аппарата одна, а под неё, с течением времени, поставляется целая куча не просто модификаций, а уже абсолютно другого по-сути оборудования. 
8 лет на сайте
пользователь #842916
Старый миг 200 s была мосфетная модель с серьёзным подающим механизмом (+на колёсиках) ,а этот нууу ооочень похож на одну из моих машинок ,которая раньше называлась mitech multi 200s )))) ,только уже с регулировками форсажа и индуктивности .
Кстати аппарат хорош , трудится и сегодня .
(ИМХО) больше «заточен» под полуавтомат ))))
10 лет на сайте
пользователь #310100
Вот и фотку поменяли. Бардак тут у админов.
8 лет на сайте
пользователь #842916
Вот и фотку поменяли. Бардак тут у админов.
Почему? Изменился внешний вид и особенности модели (добавлена возможность работы РДС).
почему бардак??
Источник
Сварочный инвертор «MMA 200», устройство, ремонт.
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
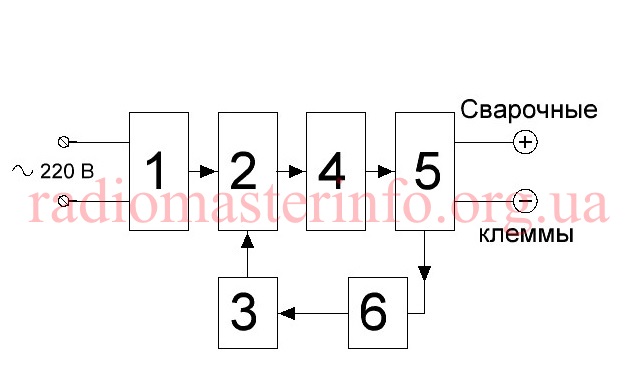
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.

Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
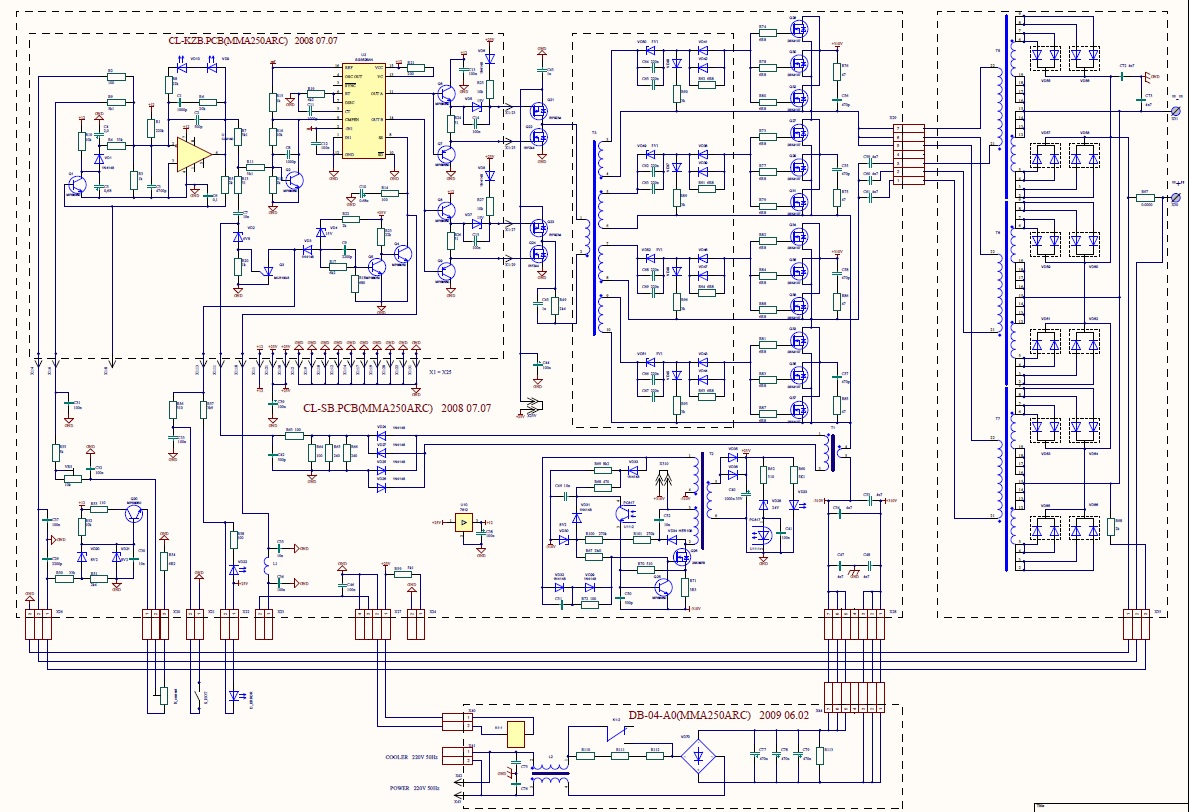
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
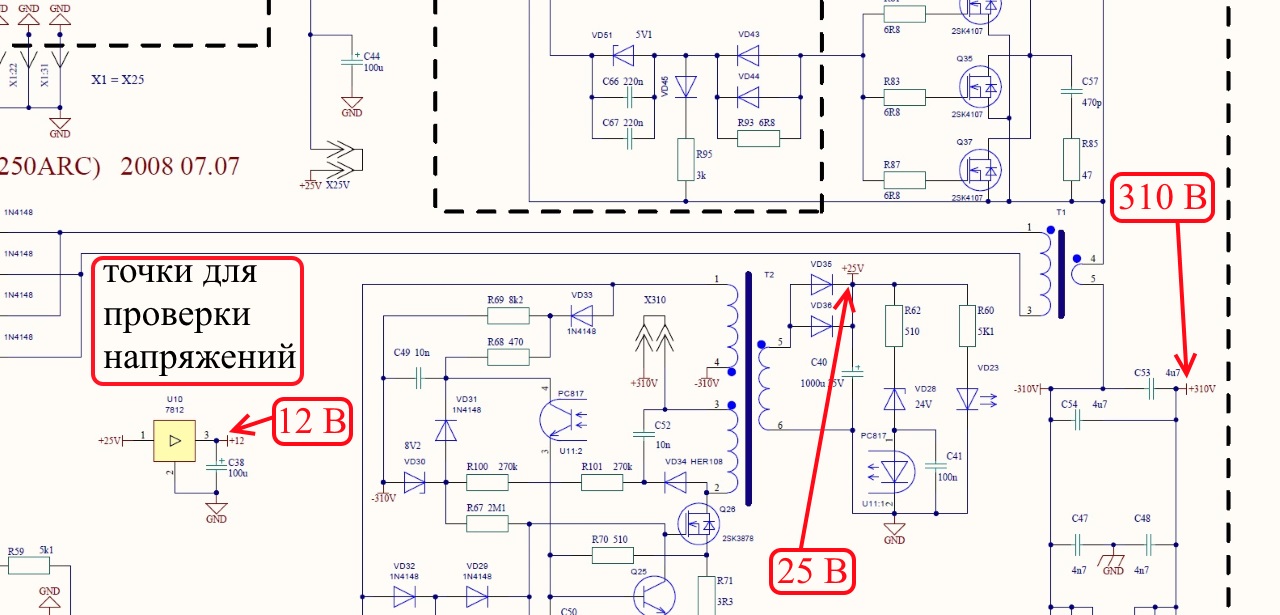
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
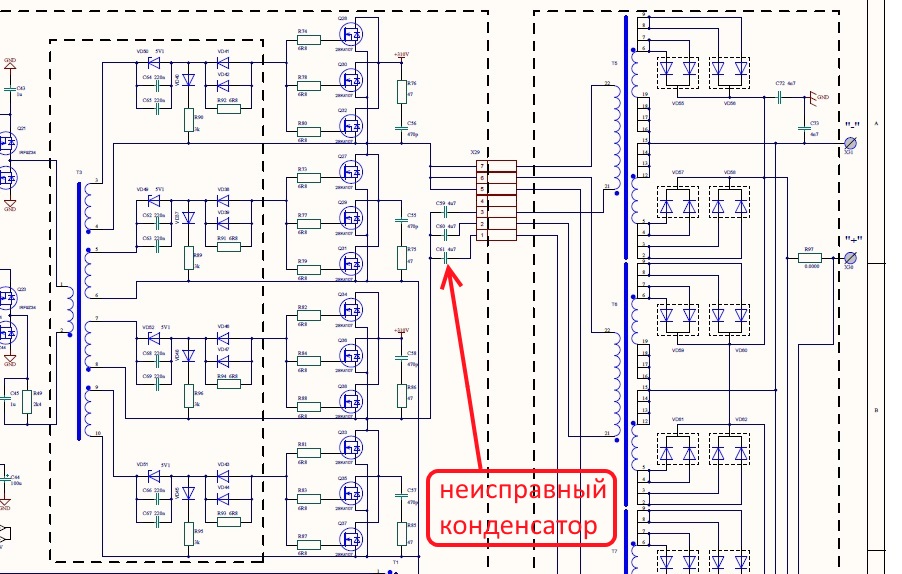
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
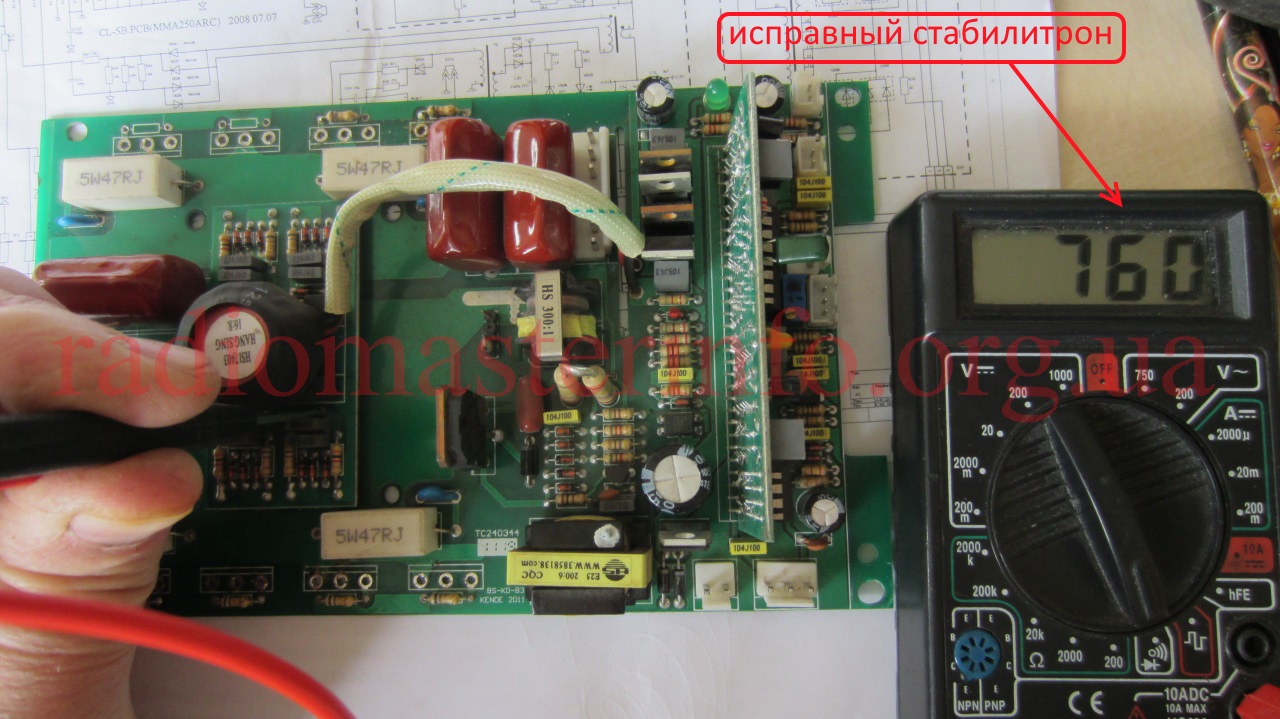
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
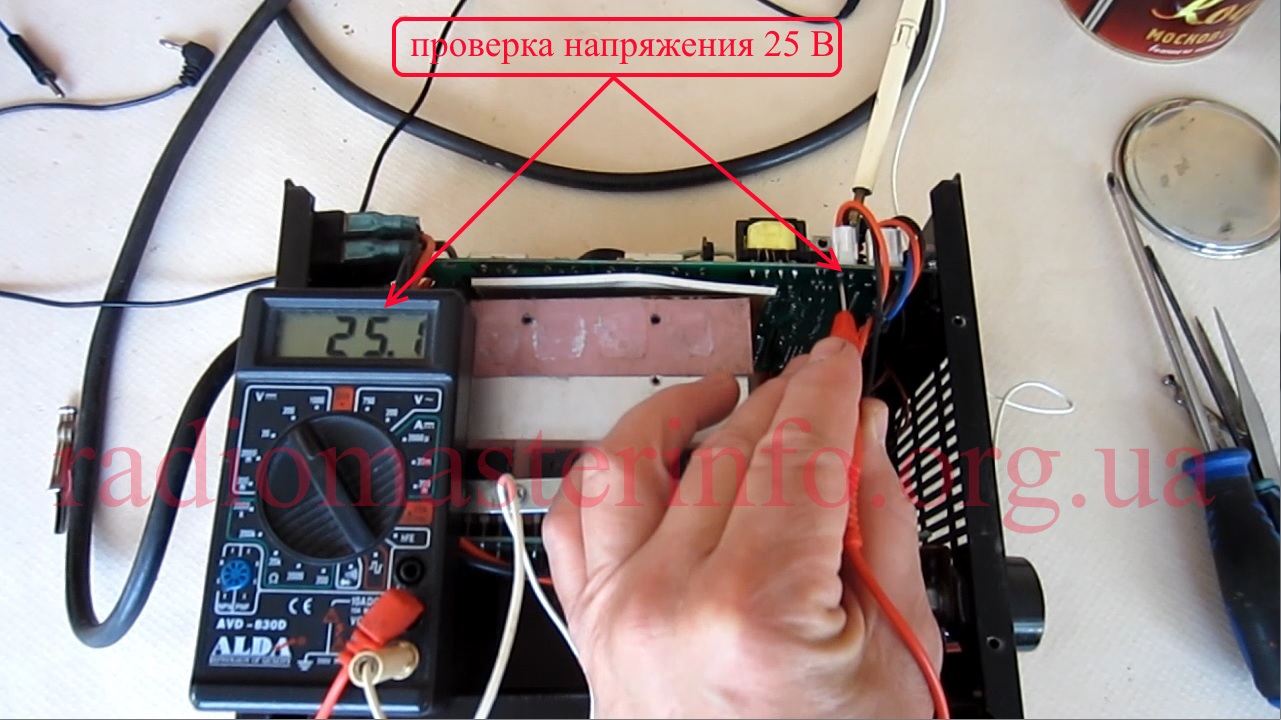
Проверка напряжения 25 В на плате:
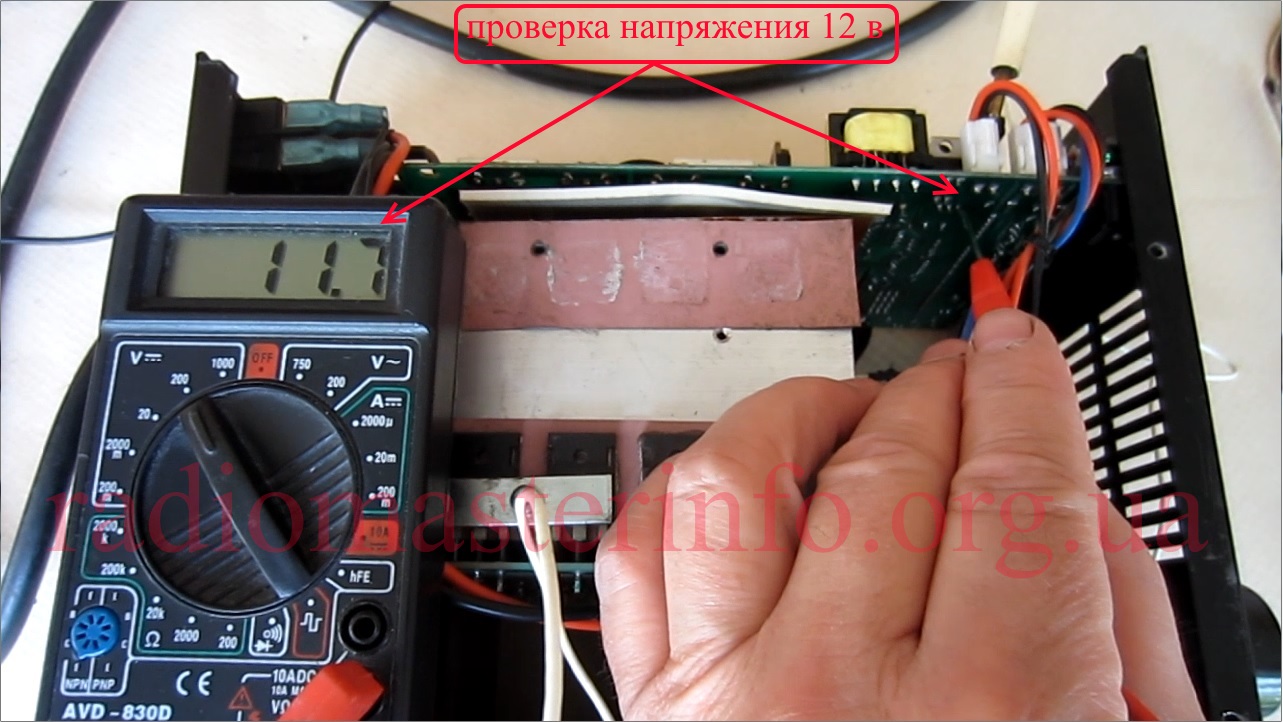
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
![]()
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Источник