- Ремонт источников питания сварочной дуги
- § 7. Обслуживание источников питания дуги
- Сварка металлов
- Вы здесь
- Сообщение об ошибке
- Обслуживание источников питания дуги
- Обслуживание источника питания
- Обслуживание источников питания.
- Обслуживание источников питания дуги
- СВАРКА И РЕЗКА МЕТАЛЛОВ
- Аппарат для сварки: какой выбрать
- Расходные материалы, необходимые для сварки
- Критерии выбора сварочных аппаратов
- Продажа шагающий экскаватор 20/90
Ремонт источников питания сварочной дуги




§ 7. Обслуживание источников питания дуги
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в обязанности энергетика цеха или другого работника, назначенного приказом по предприятию. Он должен производить монтаж оборудования, обучение обслуживающего персонала (электромонтеры, наладчики, сварщики), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземление и техническое обслуживание с ремонтом источников питания (табл. 1) производятся обученными электромонтерами, допущенными к этим работам. На монтажных площадках, стапелях и в цехах за одним наладчиком закрепляется до 10 сварочных агрегатов. Наладчик наблюдает за условиями эксплуатации оборудования сварщиками, составляет дефектные ведомости на ремонт оборудования и сам выполняет мелкие работы по ремонту.
1. Основные виды работ по эксплуатации и техническому обслуживанию источников питания дуги
На предприятиях, где нет специально прикрепленных к сварочным постам наладчиков и электромонтеров, сварщикам разрешается подключать и отключать сварочные провода, продувать сжатым воздухом сварочные преобразователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи.
Основные обязанности сварщика по обслуживанию источника питания:
1. Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом производственному мастеру, наладчику или электромонтеру для их устранения.
2. Убедиться в наличии заземления и его надежности.
3. Обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания магнитным пускателем или рубильником.
5. Во время сварки работать только в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками (или галошами).
Источник
Сварка металлов
Вы здесь
Сообщение об ошибке
Обслуживание источников питания дуги
Обслуживание электросварочного оборудования, в том числе источников питания дуги, обычно входит в обязанности главного сварщика или главного энергетика или другого ответственного, назначенного приказом по предприятию. Он организует монтаж оборудования, обучение обслуживающего персонала (электромонтеров по сварочному оборудованию, наладчиков и др.), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземление и техническое обслуживание с ремонтом источников питания производятся обученными электромонтерами, допущенными к этим работам.
На предприятиях, где нет специально прикрепленных к сварочным постам электромонтеров, сварщикам разрешается подключать и отключать сварочные провода, продувать сжатым воздухом сварочные преобразователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи.
Обслуживание источника питания
Основные обязанности сварщика по обслуживанию источника питания:
- Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом мастеру, наладчику или электромонтеру для их устранения. Рекомендуется иметь журнал для регистрации неисправностей и их устранений.
- Убедиться в наличии заземления.
- Обеспечить защиту оборудования от атмосферных осадков.
- Включить источник питания магнитным пускателем или рубильником.
- Во время сварки работать в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками.
Источник
Обслуживание источников питания.
Техника безопасности.
Ответы
1. Наплавка валиков производится для восстановления изношенного металла деталей механизмов и машин. Нормальной считается ширина валика, равная 3—4 диаметрам электрода. Наложение валиков рекомендуется производить слева направо или на себя. В этих случаях сварщик четко видит место дуги, ее длину, перенос электродных капель и формирования валика. Наплавка валиков производится электродами больших диаметров (6—12 мм) при больших токах (250—500 А и более). Огромную роль играет качество шва, ведь по сути он и определяет конечный результат. Дефекты в виде пор, трещин и разных включений недопустимы. Также необходимо придерживаться следующих правил:- Смешивание основного и присадочного материала должно быть минимальным. — Чем меньше будет сварочная ванна, тем лучше. — Припуски на последующую обработку должны находиться в строго заданных пределах. — Следует свести к минимуму напряжения и остаточные деформации в изделии. — Для восстановления цилиндрических поверхностей допускается использование любого вида наплавки, но большей популярностью пользуется электродуговая и электрошлаковая технология. Первая может осуществляться открытой дугой в среде защитных газов или под слоем флюса. Каждый из этих способов имеет свои плюсы и минусы. Например, при наплавке открытой дугой не нужна специальная защита сварочной ванны. В среде защитных газов или под флюсом получается задавать свойства шва. Недостатком электродугового метода можно назвать деформацию изделия из-за значительного нагрева. Также после наплавки деталь подвергается закалке, а это может спровоцировать появление горячих трещин. К тому же не обойтись без дополнительной термической обработки. Существует два способа наплавки валов – продольная и круговая. В первом случае валики формируются вдоль оси, а во втором идут по окружности. Продольный метод более целесообразно использовать при работе с длинными деталями, имеющими небольшой диаметр. Поверхность предварительно очищают от ржавчины, грязи, пыли, масляных пятен и влаги, а затем наплавляют первый валик. Далее прокручивают деталь на 180° и повторно наносят шов. Третий валик наплавляется уже через 90° относительно второго прохода. А чтобы нанести четвертый слой, необходимо опять развернуть цилиндрическую деталь на 180°. Если наплавка валиков происходила под флюсом, то необходимо хорошенько обить защитную корку и зачистить поверхность шва металлической щеткой. Потом наносится защитное покрытие таким образом, чтобы каждый новый проход перекрывал предыдущий.
2. Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в обязанности энергетика цеха или другого работника, назначенного приказом по предприятию. Наладчик наблюдает за условиями эксплуатации оборудования сварщиками, составляет дефектные ведомости на ремонт оборудования и сам выполняет мелкие работы по ремонту.
 Основные обязанности сварщика по обслуживанию источника питания:
Основные обязанности сварщика по обслуживанию источника питания:
1. Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом производственному мастеру, наладчику или электромонтеру для их устранения.
2. Убедиться в наличии заземления и его надежности.
3. Обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания магнитным пускателем или рубильником.
5. Во время сварки работать только в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками (или галошами).
Билет № 18
1. Наклон электрода в зависимости от пространственного положения.
2. Сварка толстостенных конструкций
3. Расшифровать марку стали: ст. 18ХГ, ст. 10Г2С2
1. Кратковременное касание конца электрода металла приводит к зажиганию сварочной дуги и к началу процесса сварки. Под каким углом по отношению к изделию следует далее держать электрод, зависит от многих факторов. Но именно этот угол по направлению к сварке непосредственно влияет на качество формирующегося шва. Длина дуги должна соответствовать диаметру электрода и его марке, но в основном составляет 0,5—1,2 его диаметра. Значительные отклонения от данного условия приводят к образованию дефектов: увеличение дуги — вызывает снижение глубины провара шва, порообразование в соединении и увеличение разбрызгивания металла; уменьшение дуги — вызывает короткое замыкание и ухудшение условий формирования шва. Существуют 4 пространственных положения в зависимости от которых будет меняться угол наклона электрода- это в нижнем положении, в вертикальном, горизонтальном, потолочном. Так же существует несколько направлений наложения сварочного шва: от себя, на себя, с права на лево и с лева на право. При сварке в нижнем положении стыковых соединений угол наклона электрода должен быть 15-20 градусов от вертикальной оси. При сварке углового и таврового соединения в нижнем положении угол наклона составляет 45 градусов. Угловые соединения удобней выполнять способом в «лодочку», угол наклона электрода так же 45 градусов. При выполнении вертикальных швов стыковых соединений угол наклона электрода составляет 45-50 градусов от горизонтальной оси. При выполнении потолочных швов наклон электрода составляет 15-20 градусов от горизонтальной оси. 2Сварка толстого металла, разумеется, отличается от технологии, применяемой при соединении тонкостенных заготовок. Ведь процесс сварного монтажа толстостенных заготовок основывается на формировании многослойного шва, элементы которого накладываются на стыкуемые кромки с помощью особых технологических приемов. Подготовка кромокПод термином «заготовка с толстыми стенками» или «толстолистовая заготовка» в сварочном деле понимают изделия с толщиной стыкуемой кромки в 20 миллиметров и более.Разумеется, перед сваркой заготовок, такие кромки готовят особым образом, а именно:Во-первых, стачивают первую кромку под U-образный профиль.Во-вторых, стачивают вторую кромку под ступенчатый профиль.Без такой предварительной подготовки сварка толстолистового металла электродом любой толщины практически невозможна. Причем по наружной плоскости (в верхней части, со стороны введения электрода) стыкуемых деталей между кромками должен образоваться зазор в 10-15 миллиметров и более, а по внутренней плоскости (в нижней части) зазор должен быть практически нулевым.Если вы не ошибетесь с габаритами кромок, то вы можете рассчитывать на двойной прирост производительности труда сварщика (повысится скорость наложения шва) и на 25-процентную экономию присадочного материала (электродов или проволоки).Сварка толстостенных труб и толстолистовых заготовокПри стыковке толстостенных заготовок используются следующие технологии заваривания зазора между деталями:Техника последовательного наложения швов горкойТехника последовательно наложения швов каскадом.Техника последовательного или параллельного наложения швов блоками.И далее по тексту мы рассмотрим все три процесса. Сварка «горкой»Первая технология – формирование шва «горкой» — основана на следующей схеме сваривания:На дно зазора между деталями накладывают первый шов, используя для этих целей 5-миллиметровый электрод. Толщина шва в данном случае должна равняться одной трети от толщины свариваемого металла.После сбоя окалины и удаления брызг, от одной стенки зазора к другой, поверх первого шва, накладывается второй. Общая высота стыковочного шва (первого и второго) в данном случае равняется двум третям от толщины металла.Руководствуясь аналогичным принципом, сварщик накладывает на очищенную от окалины и брызг «горку» второго шва третий слой расплавленного металла. Толщина шва в данном случае равняется толщине металла.Последним, четвертым по счету швом, заваривают пространство между горкой и кромками торцов заготовок.Сварка «каскадом»В данном случае схема наложения швов выглядит несколько иначе:В самом начале накладывается корневой шов, длина которого будет не более 20 сантиметров.Далее накладывается второй шов, длиной 40 сантиметров, наползающий на первый. Причем 20 сантиметров второго шва будут корневыми, а следующие 20 см – наползут на первый шов.Следующий – третий шов, имеет длину 60 сантиметров. Из которых 20 сантиметров будут корневыми, еще 20 улягутся на корневую часть второго шва и следующие 20 расположатся поверх первого и второго швов, заполняя 20-сантиметровый участок на всю толщину стыка.Четвертый шов имеет аналогичную длину — 60 сантиметров. Он закрывает третий шов и выходит на толщину металла над корневой частью второго шва.Проще говоря: швы накладываются ступеньками, образуя каскады. И крайние 20 сантиметров третьего и последующего швов выходят на толщину свариваемой заготовки.Причем каскадная сварка полуавтоматом толстого металла или толстостенной трубы получается намного лучше, чем ручной вариант этого процесса.Ведь мерные 60-сантиметровые швы лучше всего получаются при непрерывной подаче присадочного металла в зону сварочной ванны.Сварка «блоками»Если под руками нет полуавтоматического сварочного аппарата, то каскадную технологию можно преобразовать в блочный вариант наложения швов.И в данном случае технологический процесс сварки толстостенной заготовки будет выглядеть следующим образом:В первую очередь заваривают участок корневого шва.Далее над корневым швом наваривают второй, промежуточный шов, длина которого будет чуть меньше габаритов первого шва.Поверх второго (промежуточного) шва накладывают третий – выходящий на внешнюю поверхность металла на длине, лишь немного отстающей от габаритов корневого шва.Далее сварку продолжают четвертым корневым швом, пятым промежуточным швом, наползающим на первый, и шестым, накладываемым встык со вторым. Словом, технология очень похожа на каскад. Только «соседние» швы не наползают, а стыкуются друг с другом.В итоге, воспользоваться блочной технологией можно даже в том случае, когда вместо присадочной проволоки используется короткий, прутковый электрод.
Источник
Обслуживание источников питания дуги
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в ■обязанности энергетика цеха или другого работника, назначенного приказом по предприятию. Он должен производить монтаж оборудования, обучение обслуживающего персонала (электромонтеры, наладчики, сварщики), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземление и техническое обслуживание с ремонтом источников питания (табл. 1) производятся обученными электромонтерами, допущенными к этим работам. На монтажных площадках, стапелях и в цехах за одним наладчиком закрепляется до 10 сварочных агрегатов. Наладчик наблюдает за условиями эксплуатации оборудования сварщиками, составляет дефектные ведомости на ремонт
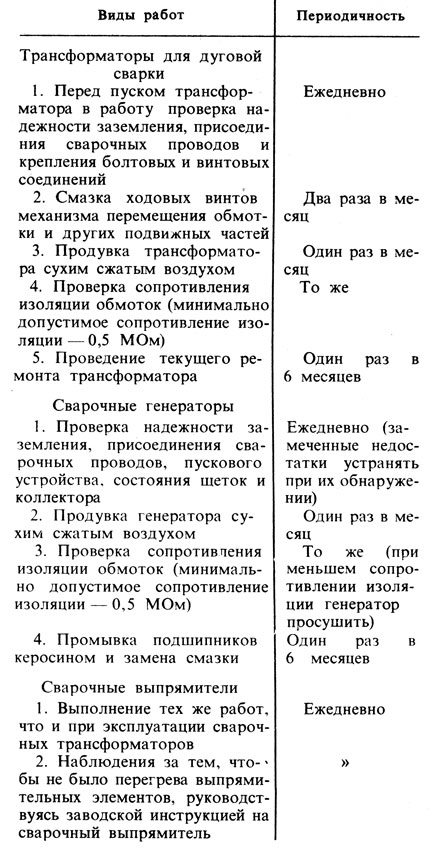
Трансформаторы для дуговой сварки
1. Перед пуском трансформатора в работу проверка надежности заземления, присоединяя сварочных проводов и крепления болтовых и винтовых соединений
2. Смазка ходовых винтов механизма перемещения обмотки И других подвижных частей
3. Продувка трансформатора сухим сжатым воздухом
4. Проверка сопротивления изоляции обмоток (минимально допустимое сопротивление изо* ляции—0,5 МОм)
5. Проведение текущего ремонта трансформатора
J. Проверка надежности заземления, присоединения сварочных проводов, пускового устройства, состояния щеток и коллектора
2. Продувка генератора сухим сжатым воздухом
3. Проверка сопротивления изоляции обмоток (минимально допустимое сопротивление изоляции — 0,5 МОм)
4. Промывка подшипников керосином и замена смазки
1. Выполнение тех же работ, что и при эксплуатации сварочных трансформаторов
2. Наблюдения за тем, что— бы ие было перегрева выпрямительных элементов, руководствуясь заводской инструкцией на сварочный выпрямитель
зователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи.
Основные обязанности сварщі ка по обслуживанию источника питания:
1. Перед включением источника пи. ания очистит-, его от пьыш и гртзи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом производственному масі еру, наладчику или электромонтеру для их устранения.
2. Убедиться в наличии заземления и его надежности.
3. Обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания магнитным пускателем или рубильником.
5. Во время сварки работать только в бре центовых рукавицах и брезентовом костюме. Б сыр;,ю погоду или в сыром помещении пользоваться резиновыми ковриками (или галошами).
СВАРКА И РЕЗКА МЕТАЛЛОВ
Аппарат для сварки: какой выбрать
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Расходные материалы, необходимые для сварки
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат. Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Критерии выбора сварочных аппаратов
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования. Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Источник