- Неисправности шпинделя и способы их устранения (список проблем и решений).
- Ремонт и восстановление шпинделей
- Шпиндель токарного станка ремонт шпинделя токарного станка
- Шпиндель токарного станка 16К20. Ремонт шпинделя токарного станка
- Шпиндель токарно-винторезного станка. Ремонтный чертеж
- Технологический маршрут ремонта шпинделя
- Шпиндель токарного станка. Технологический маршрут ремонта 1
- Шпиндель токарного станка. Технологический маршрут ремонта 2
- Шпиндель токарного станка. Технологический маршрут ремонта 3
- Чертеж шпинделя токарно-винторезного станка 16К20
- Общий вид токарно-винторезного станка 16К20
- Расположение органов управления токарно-винторезным станком 16К20
- Схема кинематическая токарно-винторезного станка 16К20
- Шпиндельная бабка токарно-винторезного станка 16К20
- Конструкция шпиндельной (передней) бабки с коробкой скоростей токарно-винторезного станка 16К20
- Регулировка шпиндельной бабки станка 16К20
- Схема кинематическая токарно-винторезного станка 16К20
Неисправности шпинделя и способы их устранения (список проблем и решений).
Ниже приведён список наиболее часто встречающихся неисправностей, возникающих в процессе эксплуатации шпинделей в течение срока их службы. Основные неисправности шпинделя следующие:
- повышенное радиальное биение
- необходимость замены смазки в подшипниках
- износ подшипников с необходимостью их замены
- неправильное расположение подшипников
- межвитковое замыкание
- пробой обмоток
- перегрузка по току
В этот список также можно включить следующие неисправности:
По каждой проблеме приведены признаки неисправности и типовые решения.
Повышенное радиальное биение
Радиальное биение проявляется в понижении точности обработки фрезой поверхности детали. Проверку величины радиального биения проводят специальными индикаторами.
Причин повышенного радиально биения может быть несколько:
- изогнутость рабочего вала (может возникнуть вследствие удара при обработке фрезерованием) – исправляется правкой вала шпинделя
- недостаточная затяжка подшипников, зазоры – исправляется регулировкой подшипников, подтяжкой гайки затяжки подшипников шпинделя
- износ подшипников – неисправность устраняется заменой подшипников
- износ посадочных шеек подшипников на валу – способ устранения состоит в восстановлении вала шпинделя
Диагностика причины повышенного биения должна проводиться опытными специалистами.
Необходимость замены смазки в подшипниках
Если шпиндель работал в условиях повышенной загрязнённости, в подшипники могли попасть пыль и грязь. Также пыль может образовываться вследствие работы шпинделя в нештатных режимах и интенсивном износе посадочных гнёзд на валу.
Неисправность проявляется в повышенном температурном режиме подшипников, а также другими признаками, например шум в верхнем подшипнике (для диагностики необходим осмотр опытного специалиста).
Устраняется снятием подшипников, промывкой их с последующей заменой смазки. Смазка для подшипников должна использоваться качественная, рассчитанная на длительный срок службы и высокие скорости вращения подшипников.
Износ подшипников с необходимостью их замены
Подшипники при работе шпинделя могут изнашиваться в интенсивном режиме, если нарушены какие-либо из условий их нормальной работы. Об износе подшипников может свидетельствовать, например, шум в верхнем подшипнике. Факторами ускоренного износа подшипников могут быть:
- неправильная установка подшипников на валу шпинделя
- загрязнение смазки подшипников (когда смазка после загрязнения не была своевременно заменена)
- повышенные нагрузки при обработке (повышенные подачи, не предусмотренные условиями эксплуатации фрезерного станка)
- общий износ шпинделя
Замена подшипников в шпинделе – на первый взгляд несложная операция, однако требующая высокой точности при запрессовке и контроля правильности установки подшипников. Рекомендуется проводить замену подшипников в условиях сервисной мастерской.
Неправильное расположение подшипников
При самостоятельной замене радиально-упорных подшипников в шпинделе они были неправильно установлены – не той стороной, с перекосами и т.д. Неисправность проявляется следующими признаками – повышенное биение на валу, чрезмерный нагрев подшипников, повышенный шум в верхнем подшипнике и т.д.
Устранение неисправности – правильная установка подшипников. Может потребоваться не только правильная установка, но и замена подшипников на новые.
Межвитковое замыкание
Межвитковое замыкание проявляется, как правило, сообщением инвертора об ошибке (перегрузка по току). На холостом ходу шпиндель может вращаться нормально, достигать номинальной скорости, но под нагрузкой инвертор будет его аварийно останавливать.
Одна из причин межвиткового замыкания – превышение номинальных режимов эксплуатации шпинделя, в этом случае, подаваемый инвертором ток может значительно превысить номинальный ток шпинделя, что приведет к повреждению лака на обмотках и, соответственно, межвитковому замыканию.
Конечно, если на инвертор настроен правильно и у него правильно выставлены параметры перегрузок, такого не произойдет. Наша компания может поставить вам заранее настроенные инверторы с корректными настройками, защищающими Ваше оборудование.
Исправление – перемотка обмоток (при экономической целесообразности подобного ремонта шпинделя), либо замена обмоток шпинделя на новые.
Пробой обмоток
Короткое замыкание обмоток шпинделя на корпус. Для выявления точного места неисправности необходима диагностика специалиста. Исправление – по результатам диагностики.
Перегрузка по току
Перегрузка по току может возникать, если шпиндель при вращении получает слишком большой тормозящий момент. Например, при заклинивании или затруднённом вращении подшипников шпиндель не в состоянии разогнаться и набрать обороты, вследствие чего происходит перегрузка по току и на дисплее отображается ошибка E004 – «перегрузка по току во время разгона ротора шпинделя».
Существует также ошибка E006 – «перегрузка по току после разгона шпинделя». Отличается тем, что происходит не во время разгона, а после. Причина ошибки та же – чрезмерная нагрузка на ротор шпинделя.
Исправление – по результатам диагностики. Например, если причиной было затруднённое вращение подшипников – замена смазки подшипников либо замена подшипников на новые.
При выходе из строя какого-либо узла шпинделя может потребоваться его замена. Диагностика определяет, какой из узлов шпинделя неисправен. Замену лучше проводить в условиях сервисной мастерской.
Восстановление шпинделя
При общем сильном износе шпинделя не всегда возможно провести его восстановление. Эта операция стоит редко дешевле покупки нового шпинделя и осуществляется квалифицированными специалистами, с согласованием сметы расходов. После восстановления шпиндель такую же получает гарантию, как и новый шпиндель.
Цель нашей компании – обеспечить бесперебойную работу фрезеровочного оборудования. У нас всегда есть в наличии как готовые шпиндели и привода, так и аксессуары к ним.
Заказать услугу ремонта шпинделя можно позвонив по телефону 8 (499) 653-52-64 Квалифицированная консультация гарантируется. А также вы можете у нас со склада купить шпиндель.
Мы работаем для того, чтобы ваше оборудование работало без сбоев! Компания CNC Motors.
Источник
Ремонт и восстановление шпинделей




![]()
![]()
К шпинделям предъявляются особо высокие требования, поэтому посадочные шейки шпинделей обрабатывают шлифованием. Соосность их должна быть выдержана с точностью 0,01 мм, допустимая некруглость шеек — 0,01 мм, нецилиндричность — 0,003—0,005 мм. Таким же требованиям должна отвечать поверхность 3. Конические отверстия 4 и 5 шпинделя должны быть концентричны шейкам; допускается биение 0,01—0,02 мм на 300 мм длины.
В первую очередь у шпинделя изнашиваются шейки под подшипники, посадочные места для зубчатых колес и других вращающихся деталей. На них появляются царапины и задиры, легко обнаруживаемые внешним осмотром.
Шпиндели целесообразно ремонтировать несколько раз, так как изготовление нового шпинделя — дело сложное и дорогое. Однако в тех случаях, когда ремонт шпинделя влечет за собой ремонт и сопрягающихся с ним деталей, может оказаться более выгодной замена изношенного шпинделя новым. Этот вопрос решают сравнением стоимости ремонтных работ и нового шпинделя.
При износе шеек шпинделя более 0,02, мм их ремонтируют шлифованием с последующей притиркой под ремонтный размер. Шейки шпинделей с наращенным на них хромовым слоем обрабатывают шлифованием, если же на шейки наносят другие металлы соответственно большими слоями, чем при хромировании, шейки сначала обтачивают, а потому шлифуют. При этом им придают по направлению к заднему концу конусность до 0,01 мм, чтобы при шабрении подшипников слой краски, нанесенный на шейки, полностью использовался для закрашивания поверхности подшипников.
Изношенные шейки шпинделей, на которых монтируются подшипники качения или другие детали с неподвижной посадкой, весьма удобно восстанавливать электролитическим способом.
Шейки шпинделей (под подшипники скольжения, в том числе с осевыми микротрещинами) восстанавливают установкой на клее тонкостенных компенсационных наделок или вставок. Практика показывает, что такие шпиндели служат еще долго, а в ряде случаев работают лучше новых, если наделки («рубашки») и вставки (втулки) изготовлены из материалов с лучшими эксплуатационными свойствами. При этом достигается значительная экономия материалов и сокращаются затраты на ремонт.
Для постановки компенсационных наделок или вставок с поверхности шпинделя стачивают слой металла с целью посадки соответствующей детали компенсатора в виде втулки с номинальным размером или увеличенным ремонтным размером восстанавливаемой поверхности. При этом снимаемый слой металла должен быть минимальным, до 10—15% номинального диаметра сплошного сечения вала или толщины стенки полого шпинделя.
Для восстановления неподвижной посадки, например поверхности шпинделя под подшипник качения, компенсационная наделка (втулка) может быть тонкостенной — от 0,5 до 2 мм, а при восстановлении шейки шпинделя под подшипник скольжения толщина стенки наделки должна быть не менее 2,5 мм.
Компенсационные тонкостенные наделки изготовляют из металла, соответствующего материалу ремонтируемого вала или из материала, отвечающего повышенным требованиям. Внутренний диаметр выполняют по месту с зазором 0,05 мм по диаметру (шероховатость поверхности Rz 20), наружный диаметр делают с припуском 3—5 мм. Окончательную обработку ведут при интенсивном охлаждении после установки втулки и отверждения клея через 24ч. Компенсационные втулки толщиной 2,5—3,5 мм и более целесообразно изготовлять из цементируемой стали. Восстанавливаемый диаметр выполняют с припуском 0,3 мм, а диаметр втулки, сопрягаемой с валом, шпинделем или осью, обрабатывают с припуском 3—4 мм. После цементации с этой поверхности снимают науглероженный слой , металла и закаливают втулку до HRC58-60.
Незакаленную поверхность втулки обрабатывают на токарном станке по размеру подготовленной поверхности вала с зазором по диаметру 0,05 мм (шероховатость поверхности). Закаленную восстанавливаемую поверхность втулки окончательно шлифуют после установки ее на вал и отверждения клея.

При окончательной механической обработке наделок и вставок нельзя допускать перегрев, так как при этом может разрушиться клеевая пленка, поэтому операцию выполняют с обильным охлаждением.
Перед обточкой и шлифованием проводят следующие подготовительные работы. Вытачивают стальные пробки и плотно вставляют их в отверстия 4 и 5 шпинделя, предварительно зачистив места посадки пробок. После этого закрепляют шпиндель одним концом в патроне токарного станка, а второй конец устанавливают неизношенным местом в люнете и выверяют шпиндель на биение, которое не должно превышать 0,005 мм; затем делают в пробке центровое отверстие. После этого шпиндель переставляют, зажимают его второй конец в патроне, а первый — в люнете и выполняют второе центровое отверстие. Теперь шпиндель устанавливают в центрах и проверяют правильность центрования; биение неизношенных мест по индикатору должно быть не выше 0,01 мм.
Выполнив описанные операции, приступают к обработке шпинделя точением и шлифованием. В случае повреждения и износа резьбы шпинделя при восстановлении применяется наплавка с последующим нарезанием резьбы до номинального размера. Перенарезать резьбу на меньший диаметр не рекомендуется, так как она становится нестандартной.
Изношенное конусное отверстие шпинделей ремонтируют по-разному в зависимости от величины износа. При сильном износе отверстие растачивают и затем в него вклеивают или запрессовывают втулку. При небольшом износе отверстие (неглубокие риски, незначительные забоины) шлифуют, снимая минимальный слой металла.
Механическую обработку конусного отверстия шпинделя можно вы-полнять, не снимая шпинделя со станка, что обеспечивает хорошее центрование оси отверстия с осью шпинделя. При обработке конусного отверстия на месте применяются приспособления.
Точность конического отверстия шпинделя проверяют стандартным конусным калибром. Контрольная риска на калибре не должна входить в отверстие, между ней и торцом шпинделя должно быть расстояние в 1—2 мм. Если же контрольная риска калибра входит в конусное отверстие и скрывается, то допускается подрезка переднего торца шпинделя на 2—3 мм.
Ось конического отверстия шпинделя проверяют на биение индикатором по контрольной оправке, вставленной в отверстие. Допускается отклонение от оси 0,01 мм у торца шпинделя и 0,02 мм на длине 300 мм. Поверхность 4 шпинделя может иметь предельно допустимое биение 0,01 мм.
Выше говорилось о шпинделях с хромированными шейками. Уста-новлено, что такие шпиндели хорошо работают только при отличной пригонке к ним подшипника, когда обеспечен зазор для смазки шеек. Нормальная величина этого зазора 0,006—0,02 мм в зависимости от точности станка, наибольшей частоты вращения и диаметра шпинделя. При небрежной пригонке во время работы станка происходит усиленный местный нагрев. Из-за этого на хромированной поверхности образуются мелкие трещины, хром отслаивается, повреждается шейка шпиндeля и поверхность подшипника.
Хранение отремонтированных или новых валов и шпинделей должно исключить возможность изгиба и деформации. Небрежно положенный вал может изогнуться под действием собственной тяжести. Для предотвращения этого рекомендуется валы помещать в специальные стеллажи-стойки в вертикальном состоянии. Лучший способ хранения это подвешенное вертикальное состояние.
Источник
Шпиндель токарного станка
ремонт шпинделя токарного станка

В данной статье приводится технология ремонта шпинделя токарно-винторезного станка 16К20.
Шпиндель — деталь дорогая и трудная в изготовлении, поэтому менять его следует только в исключительных случаях, особенно у крупных станков. У шпинделей чаще изнашиваются шейки, концевые отверстия, места под шарико- и роликоподшипники, резьба и шпоночные пазы.
Шейки шпинделя. Износ шеек во многом зависит от их качества. Если шейки сырые, то износ может быть очень значительным и возможны большие задиры по окружности. Если конструкция шпинделя позволяет, шейку нужно проточить, прошлифовать и отполировать пастой ГОИ или жимками с мелким наждачным полотном, обильно смачивая при этом шейки маслом. Если нет шлифовальных станков, то шейки следует чисто обработать широким пружинящим резцом на токарном станке, снимая очень тонкую стружку, а потом отполировать до зеркального блеска.
Если уменьшить диаметр шейки нельзя, можно проточить ее и надеть на нее с горячей посадкой втулку из соответствующей стали. Если же это невозможно, то шпиндель нужно заменить новым.
При закаленных или азотированных шейках глубоких задиров не бывает. Обычно бывают риски и равномерный или неравномерный износ. В этих случаях шейки нужно шлифовать и полировать до зеркального блеска, но перед полированием необходимо проверить, не снят ли твердый слой весь или частями. Проверку можно произвести пробой мелким напильником. Если шейка мягкая, ее следует нахромировать тонким слоем (до 0,01—0,03 мм хрома). Если сталь шпинделя поддается закалке, шейки можно закалить токами высокой частоты. При невозможности повысить твердость шеек, вопрос о замене шпинделя нужно решать в зависимости от условий работы станка.
Конус шпинделя для центра или инструмента из-за небрежности рабочих часто забивается и теряет свою правильную форму. Происходит это также и от провертывания хвостовика инструмента или оправки. Проверить правильность конуса можно по калибру. Для этого нужно конус предварительно зачистить от забоин и прошлифовать наждачным полотном, а затем хорошо протереть, нанести на калибр вдоль образующих конуса три-четыре линии мелом, вставить калибр в конус шпинделя и осторожно несколько раз повернуть его. По тому, как будут стираться меловые черты на калибре, можно судить о правильности формы конуса шпинделя.
Если конус требуется прошлифовать, то лучше всего это делать на самом станке переносным шлифовальным приспособлением или в крайнем случае шабером вручную по калибру. Если же потребуется расточка конуса, то лучше растачивать под переходную втулку, у которой внутренний конус сделать стандартным, чтобы он годился для нормальных центров и оправок.
Шпиндель токарного станка 16К20. Ремонт шпинделя токарного станка
Шпиндель — одна из ответственных деталей станка, от точности и жесткости которого зависит качество выполняемых на станке операций. Отклонения от формы и размеров поверхностей шпинделя допускаются в очень узком диапазоне, поэтому к ремонту шпинделей предъявляются повышенные требования. Определена специфика ремонта концов шпинделей, которые имеют коническое отверстие и резьбу, посадочную шейку или конус для базирования технологической оснастки. Если во время ремонта изменить размеры поверхностей конца шпинделя, то нужно будет менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить его в начальных размерах, особенно это касается поверхностей концов шпинделя.
Выбор способа восстановления основных поверхностей шпинделя производят в зависимости от величины их износа.
При износе поверхностей шпинделя до 0,05 мм на сторону вначале выполняют предварительное шлифование для восстановления геометрической формы поверхностей и хромирование, после чего окончательно шлифуют, снимая слой до 0,03 мм на сторону.
Поверхности шпинделей, имеющие износ более 0,05 мм на сторону, подвергают наращиванию металлом одним из известных способов, затем — механической обработке.
Коническое отверстие на конце шпинделя при восстановлении обычно шлифуют, затем торец шпинделя подрезают по конусному калибру. Торец фланца шпинделя также подрезают после восстановления шлифованием конусной посадочной шейки на конце шпинделя.
Резьбы у шпинделей при ремонте обычно прорезают до полного профиля, а нестандартные гайки к ним изготовляют заново.
При восстановлении шпинделей нужно выбирать такие способы ремонта, которые параллельно с восстановлением начальных размеров обеспечивали бы повышение износостойкости поверхностей.
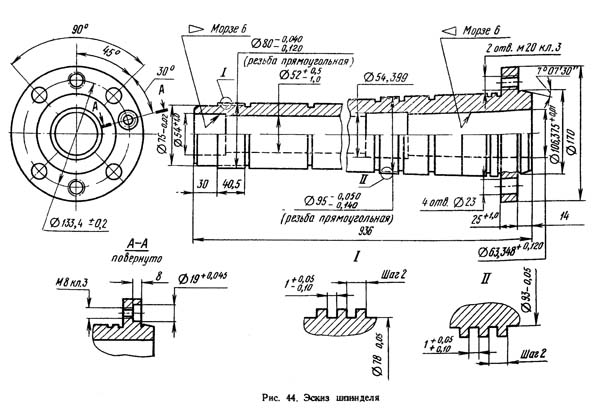
Ремонтный чертеж шпинделя токарного станка показан на рис. 27. В табл. 14 приведен технологический маршрут ремонта шпинделя.
Шпиндель токарно-винторезного станка. Ремонтный чертеж

Технологический маршрут ремонта шпинделя
При проверке шпинделя (рис. 27) установлено, что:
- биение поверхности 2 — [Ø50k6] 1 составляет 0,04 мм
- биение поверхности 6 — [Ø70k6] — 0,06 мм
- биение буртика поверхности 6 — 0,06 мм
- износ поверхности 1 — [М48]х1,5 составляет 0,4 мм на сторону
- износ поверхности 2 — Ø49,96 мм [Ø50k6]
- износ поверхности 3 — Ø59,95 мм [Ø60k6]
- износ поверхности 4 — [М64]х6 — резьба замята по 0,3 мм на сторону
- износ поверхности 5 — Ø74,97 мм [Ø75k6]
- износ поверхности 6 — Ø69,87 мм [Ø70k6]
- износ поверхности 7 — [М68]х2 —резьба замята по 0,35 мм на сторону
- износ поверхности 8 — надиры и забоины до 0,8 мм
- износ поверхности 10 — 6,07 мм [6j86]
- износ поверхности 11 — 6,07 мм [6j86]
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа)
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
- токарно-винторезный станок
- вертикально-фрезерный станок
- круглошлифовальный станок
- отремонтированный станок с установленным на нем шпинделем
- верстак со слесарными тисками
- гальваническая ванна
Шпиндель токарного станка. Технологический маршрут ремонта 1

Технологический маршрут 1 ремонта шпинделя токарного станка
Шпиндель токарного станка. Технологический маршрут ремонта 2

Технологический маршрут 2 ремонта шпинделя токарного станка
Шпиндель токарного станка. Технологический маршрут ремонта 3

Технологический маршрут 3 ремонта шпинделя токарного станка
Технологическая оснастка для ремонта шпинделя:
- четырехкулачковый патрон 7103—0049 (ГОСТ 3890—72)
- поводковый патрон 7108—0055 (ГОСТ 2572—72)
- люнет неподвижный
- станочные винтовые самоцентрирующие рычажные тиски 7200—0154 (МН 5790—65)
- внутришлифовальное приспособление, оправка для установки шпинделя
- проходной отогнутый резец 2102—0055—Т15К6—IV (МН 575—64)
- расточный резец 2140—0010—Т15К6—1
- резьбовой резец δ = 60° 2131—0506—Т15К6
- центра (ГОСТ 13214—67)
- гаечный двусторонний ключ (ГОСТ 2839—62)
- медные подкладки, хомутик (ГОСТ 2578—74)
- фреза концевая 2220—0007—Р18 (ГОСТ 17025—71)
- шлифовальный круг ПП400х40х127-Э5-К ГОСТ 2424—75
- пробка шпоночная 6,5js6 MH2978—61
- штангенциркуль ШЦ-II (ГОСТ 166—73)
- микрометр рычажный МР 50—75 (ГОСТ 4381—68)
- индикатор ГОСТ 9695—75
- конусный калибр Морзе 5
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарно-винторезного станка 16К20
Общий вид токарно-винторезного станка 16К20

Фото токарно-винторезного станка 16К20
Расположение органов управления токарно-винторезным станком 16К20
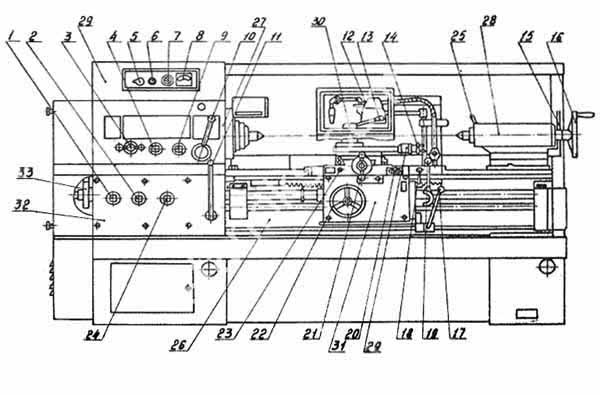
Расположение органов управления токарно-винторезным станком 16К20
Схема кинематическая токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Шпиндельная бабка токарно-винторезного станка 16К20
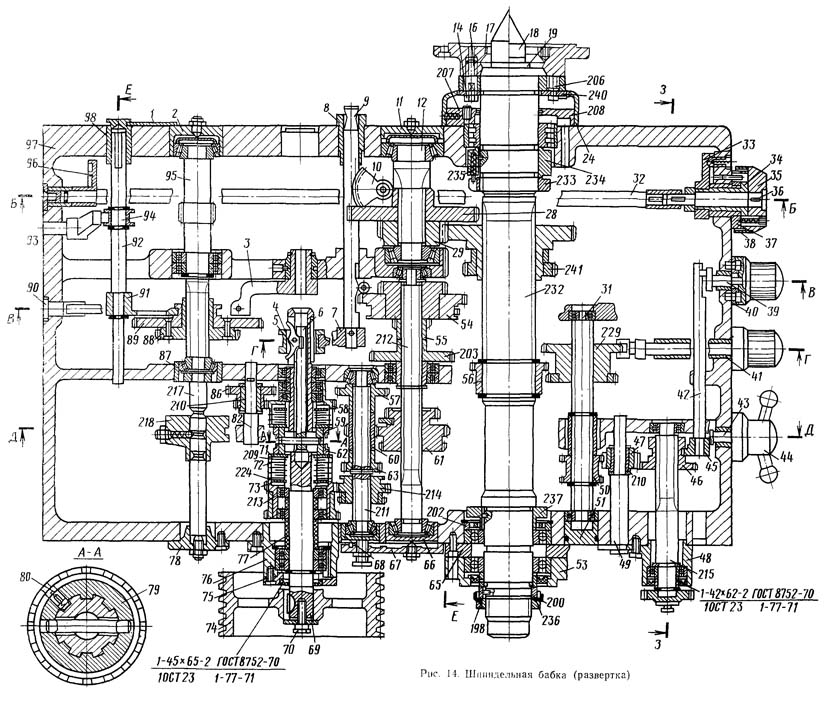
Шпиндельная бабка токарно-винторезного станка 16К20
Конструкция шпиндельной (передней) бабки с коробкой скоростей токарно-винторезного станка 16К20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Регулировка шпиндельной бабки станка 16К20
Шпиндельная бабка жестко сбазирована на станине при сборке станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки подач, ослабить винты, крепящие переднюю бабку, и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности.
При ослаблении крепления шкива 74 на конусной части вала 69 нужно подтянуть винт 70 (рис. 14).
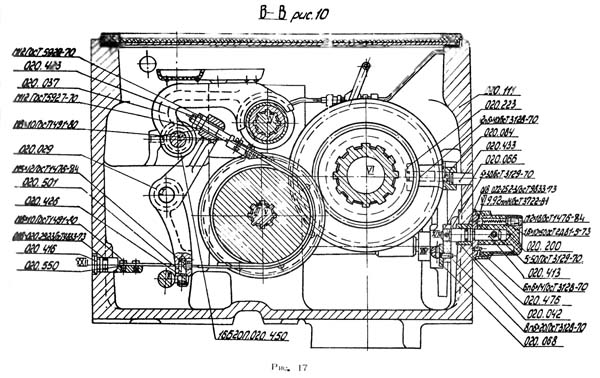
При снижении крутящего момента нужно в первую очередь проверить натяжение ременной передачи главного привода (см. п. 13.6). Если натяжение ремней достаточное, следует отрегулировать фрикционную муфту главного привода, расположенную в шпиндельной бабке. Для этого надо открыть крышку 99 (рис. 15) шпиндельной бабки и снять маслораспределительный лоток 162 рис. 16).
Поворотом гайки 62 (рис. 14) по часовой стрелке при утопленной (нажатой) защелке 80 можно подтянуть муфту прямого вращения шпинделя, поворотом гайки 59 против часовой стрелки — муфту обратного вращения. Для облегчения регулирования муфты прямого вращения шпинделя рукоятку 8 (рис. 9) нужно повернуть влево, для облегчения регулирования муфты обратного вращения шпинделя — вправо.
Обычно достаточно повернуть гайки 59 и 62 на 1/16 оборота, т. е. на один зубец. По окончании регулирования нужно убедиться в том, что защелка 80 надежно вошла в пазы гаек 59 и 62.
При повороте гаек более чем на 1/16 оборота нужно обязательно проверить, не превышает ли крутящий момент на шпинделе допустимый по табл. 1 (см. раздел 12).
Если при максимальном числе оборотов шпинделя без изделия и патрона время его торможения превышает 1,5 с, то нужно при помощи гаек 145 подтянуть ленту тормоза.
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на заводе и не требуют дополнительного регулирования.
В случае крайней необходимости потребитель может силами высококвалифицированных специалистов прибегнуть к регулированию шпиндельных опор.
Однако перед этим необходимо проверить жесткость шпиндельного узла. Для этого на станине под фланцем шпинделя устанавливается домкрат с проверенным в лаборатории динамометром и через прокладку, предохраняющую шпиндель от повреждений, к его фланцу прилагается усилие, направленное вертикально снизу вверх. Смещение шпинделя контролируется аттестованным индикатором с ценой деления не более 0,001 мм, устанавливаемым на шпиндельной бабке и касающимся своим измерительным наконечником верхней части фланца шпинделя. Отклонение шпинделя на 0,001 мм должно происходить при приложенном усилии не менее 45—50 кгс.
Примечание. Станки комплектуются передними шпиндельными подшипниками № 3182120 класса 4, ГОСТ 7634—56 и задними № 46216Л класса 5, ГОСТ 831—62 (см. рис. 14) или передними подшипниками № 697920Л класса 2 и задними № 17716Л класса 2 по ТУСТ 5434 (см. рис. 17). Шпиндельные подшипники заказом не регламентируются.
В настоящее время станок комплектуется передними шпиндельными подшипниками № 3182120, ГОСТ 7634—75, и задними № 46216, ГОСТ 831—75.
- снять крышку 99 (рис. 15) и маслораспределительный лоток-162 (рис. 16);
- установить рукоятки 8 и 16 (рис. 9) в нейтральное положение;
- отвернуть гайки фрикциона: гайку 62 против часовой стрелки, гайку 59 по часовой стрелке;
- винт блокировки защитного ограждения патрона вывести из зацепления с деталью 6 путем ослабления контргайки и отворачивания винта;
- установить рейку 9 и сектор 10 относительно друг друга по нулевым отметкам, нанесенным на них;
- установить муфту 4 симметрично относительно коромысла 5;
- проверить ход муфты при правом и левом включениях рукоятки 8 (величина перемещения муфты 4 должна быть в обе стороны не менее 16 мм);
- при включенном левом и правом положениях рукоятки 8 завернуть гайки 59 и 62 до полного сцепления дисков правого и левого фрикционов;
- при включенном правом положении фрикциона закрыть кожух патрона и вращением винта блокировки опустить блокировочный штырь до соприкосновения с валом-рейкой 9;
- поставить маслораспределительный лоток и закрыть крышку 99.
В случае, когда фрикционная муфта работает не полностью замкнутой, необходимо произвести регулировку цепи ее управления в следующем порядке (регулировку производить только при отключенном электропитании станка):
Схема кинематическая токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20

Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема токарно-винторезного станка 16К20
Источник